Nanofiller Dispersion, Morphology, Mechanical Behavior, and Electrical Properties of Nanostructured Styrene-Butadiene-Based Triblock Copolymer/CNT Composites


Abstract
:
1. Introduction
2. Experimental
2.1. Materials
2.2. Melt Mixing of S-SB-S/MWCNT Composites
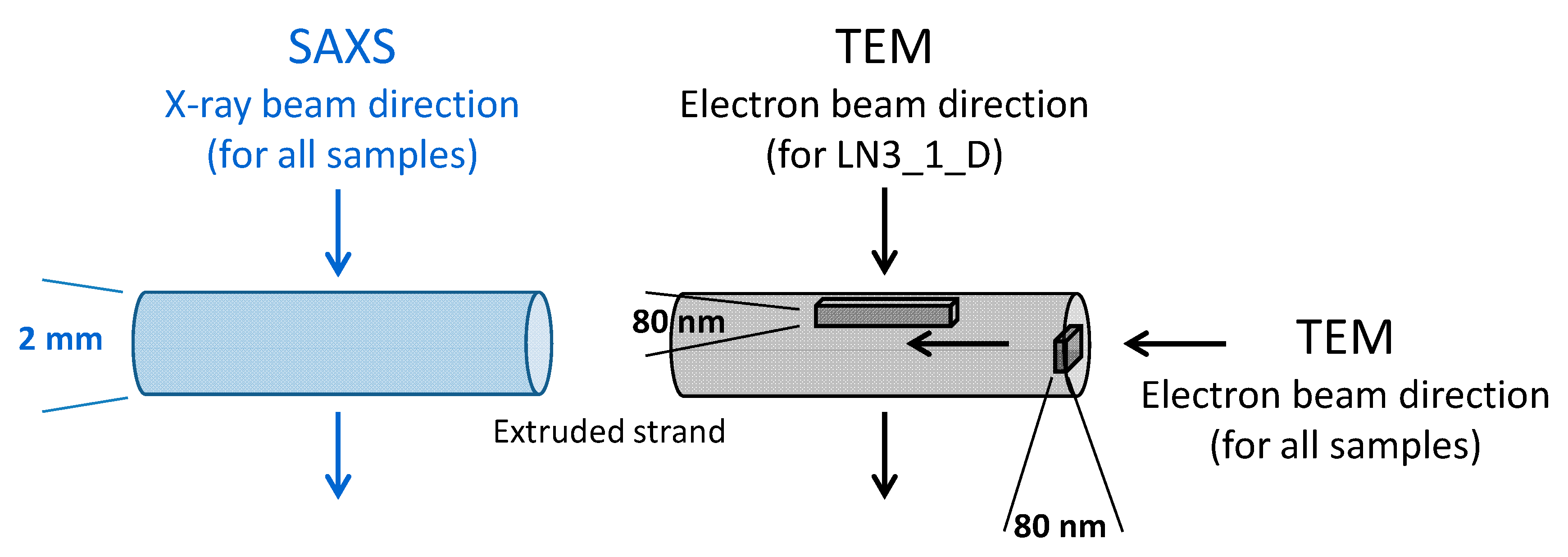
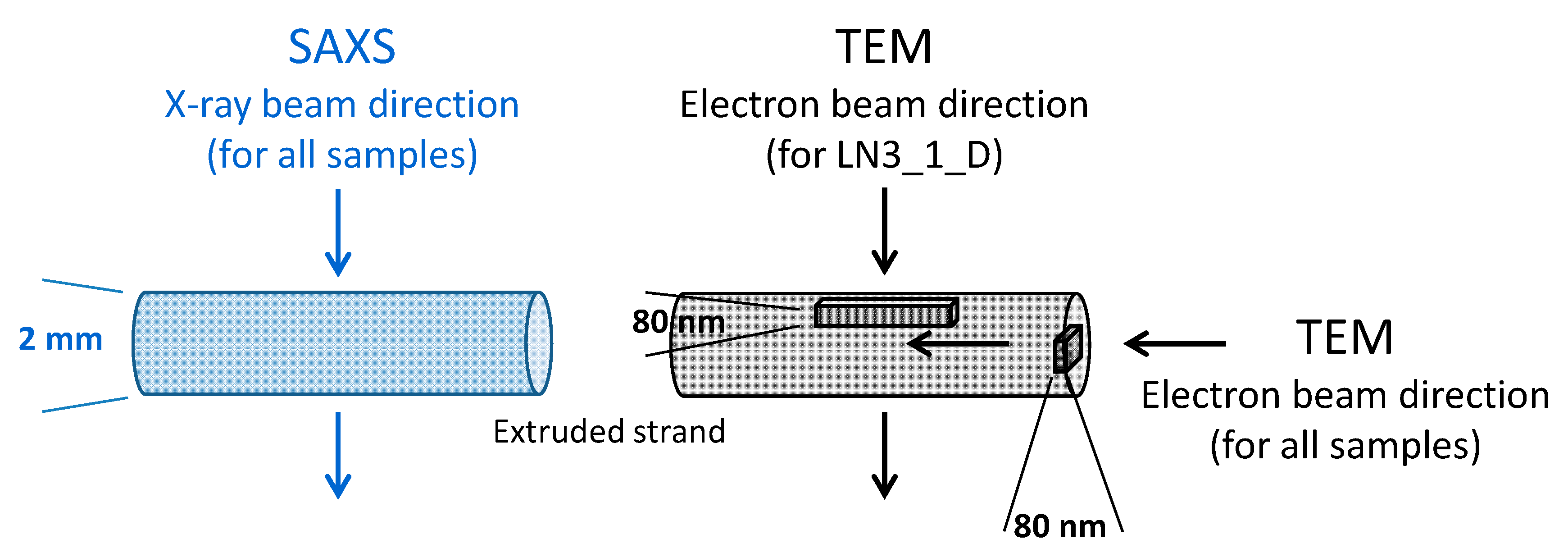
2.3. Morphological Characterization
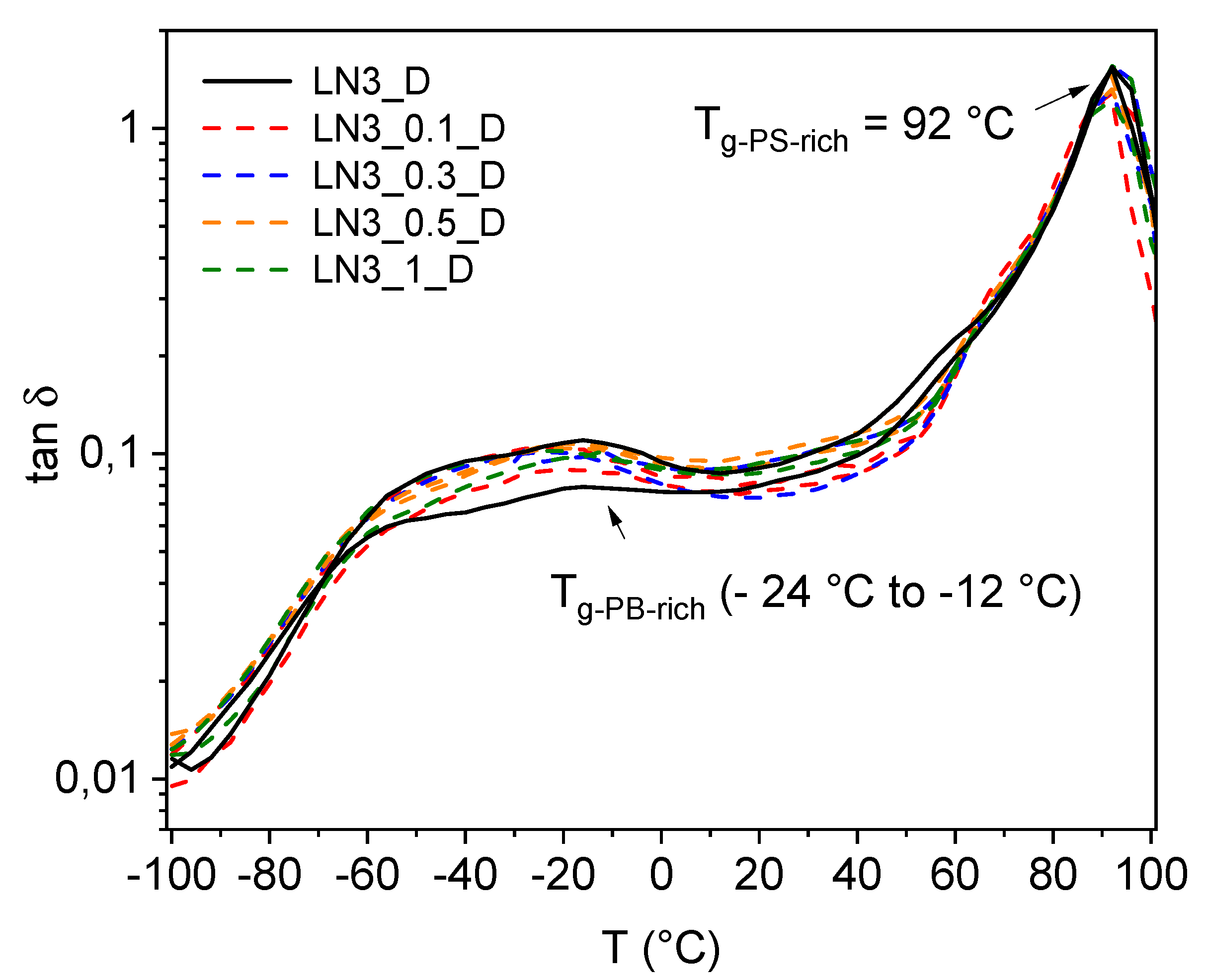
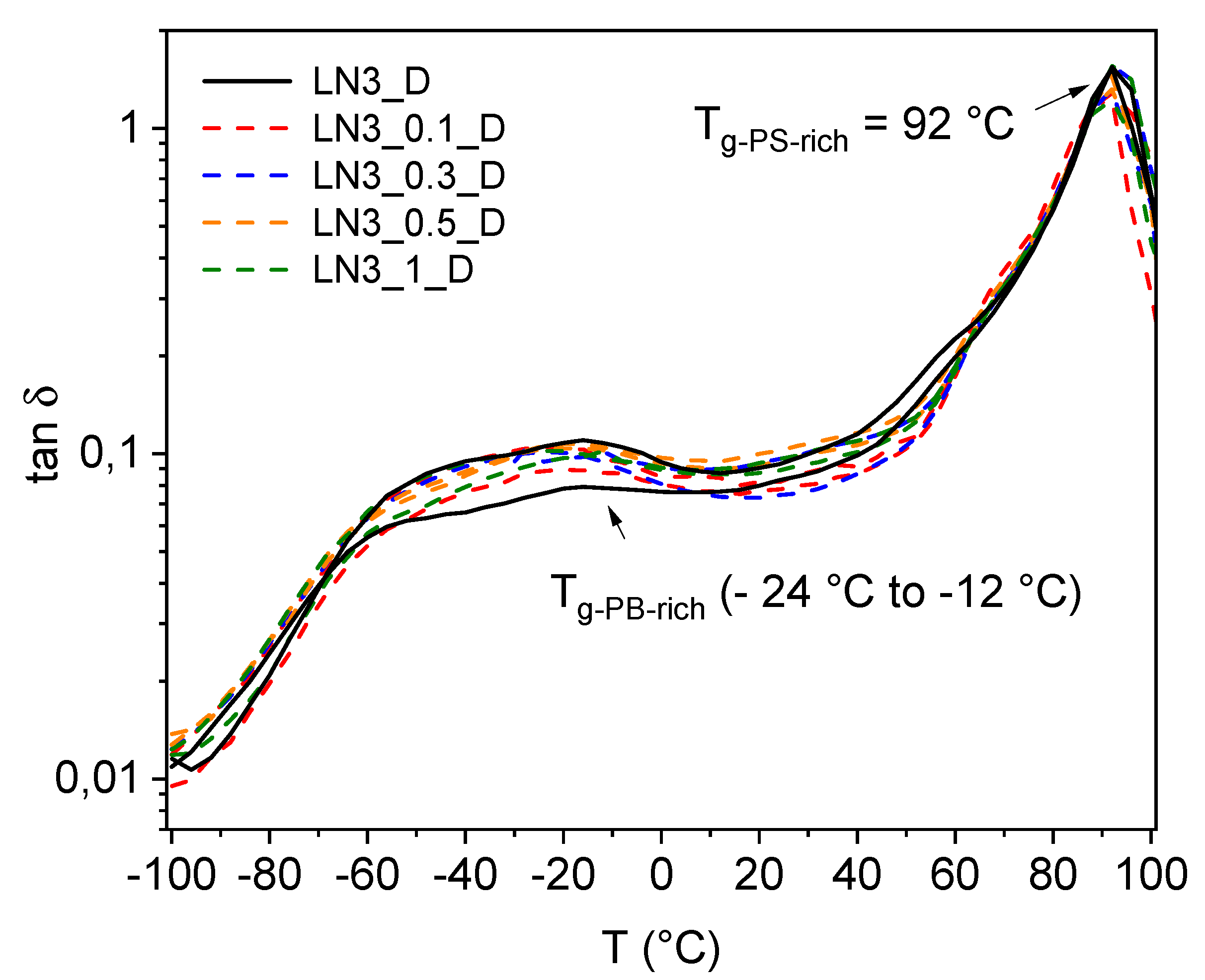
2.4. Dynamic Mechanical Analysis.
2.5. Evaluation of Electrical and Mechanical Properties
3. Results and Discussion
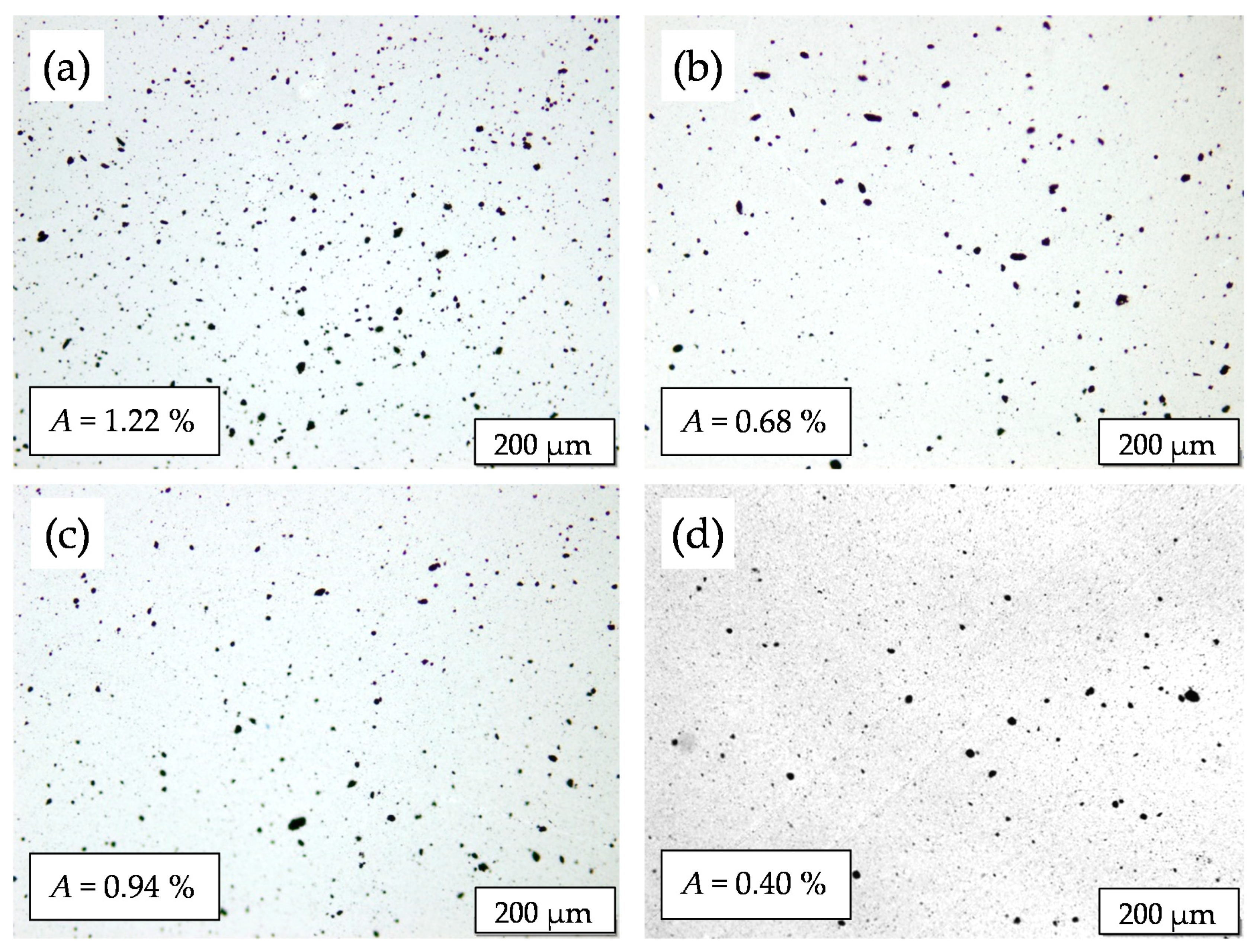
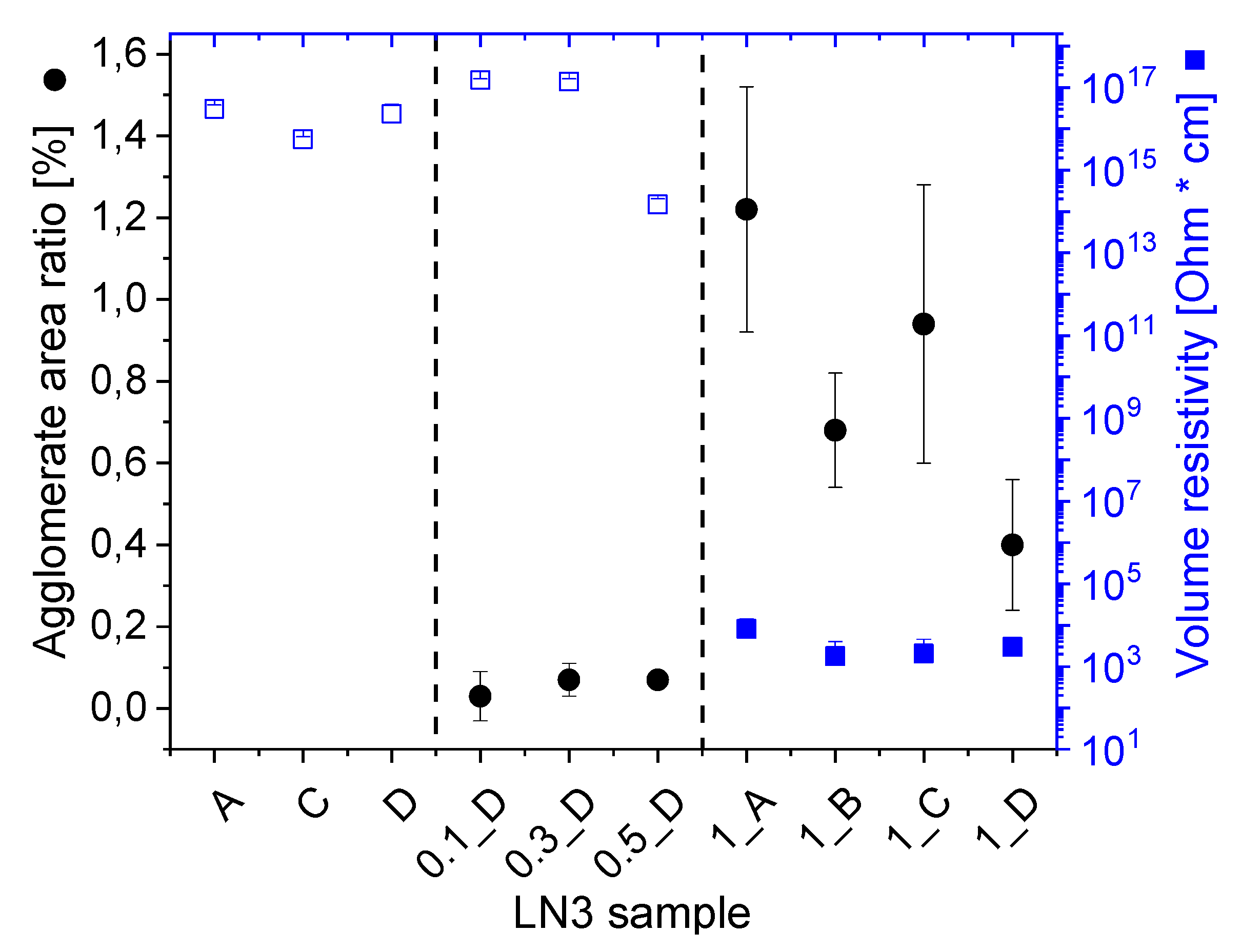
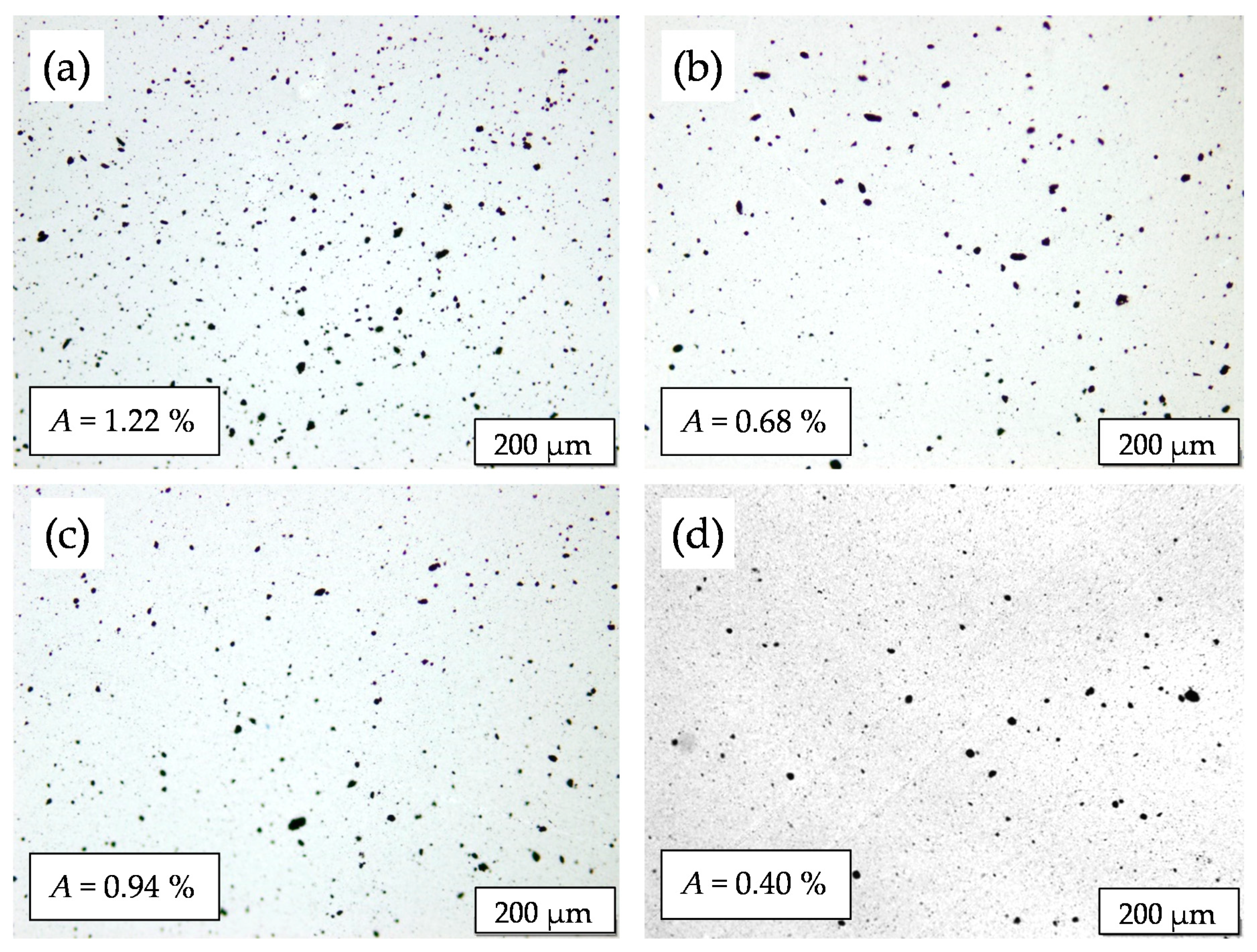
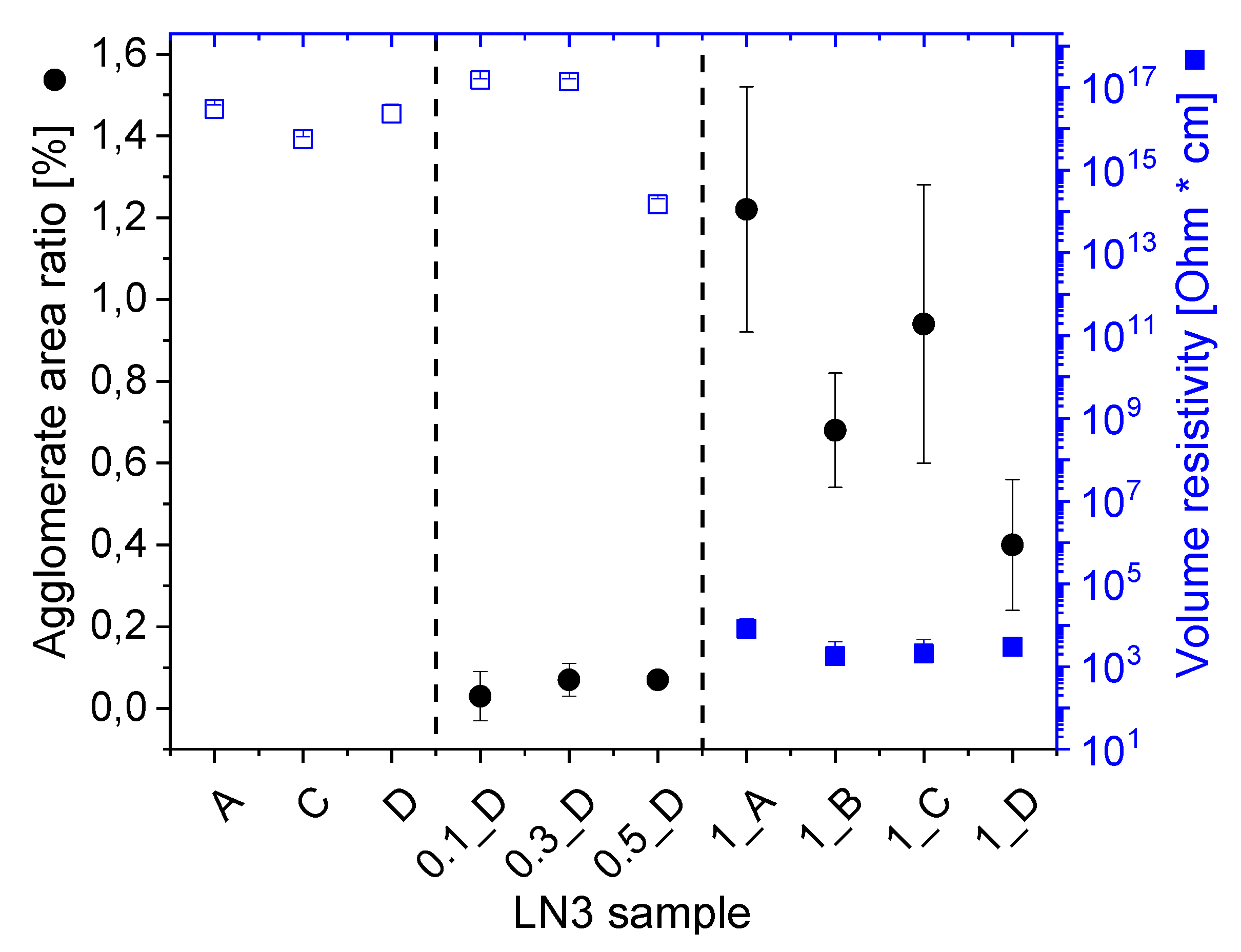
3.1. Macrodispersion of MWCNTs
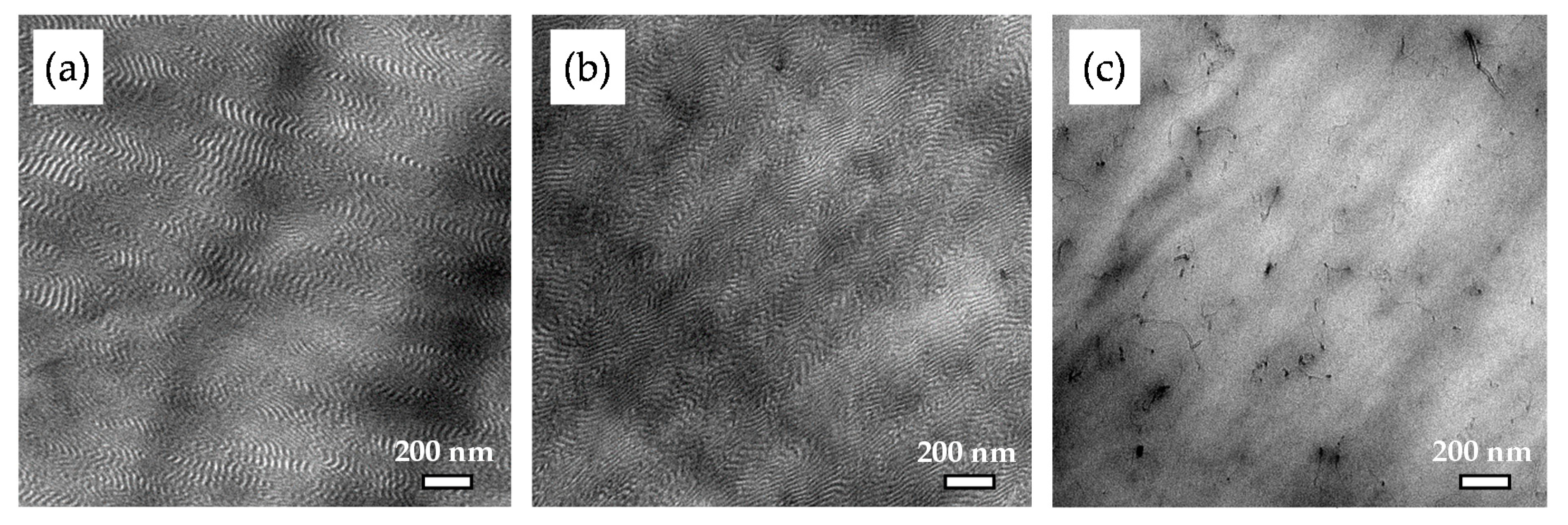
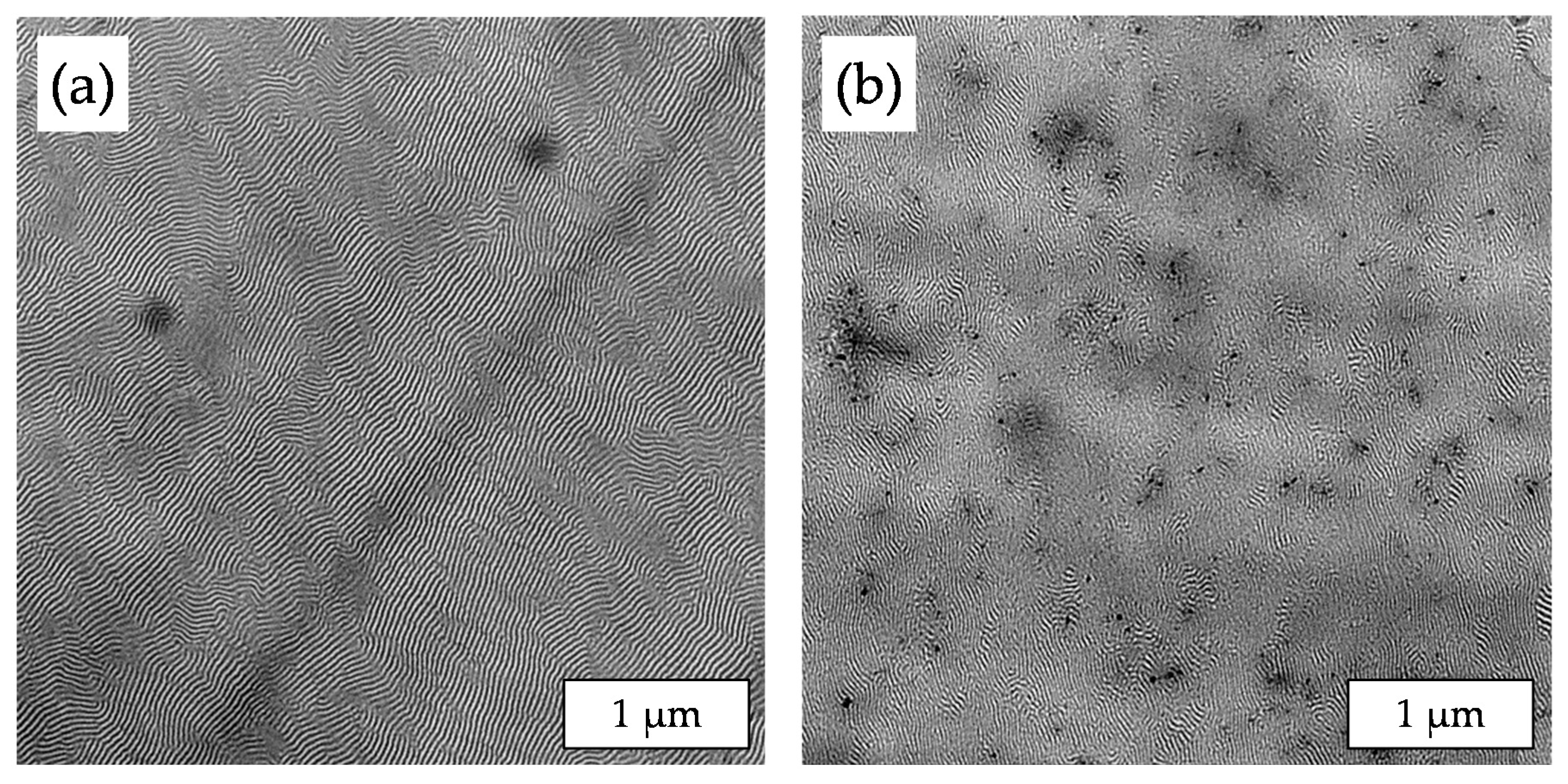
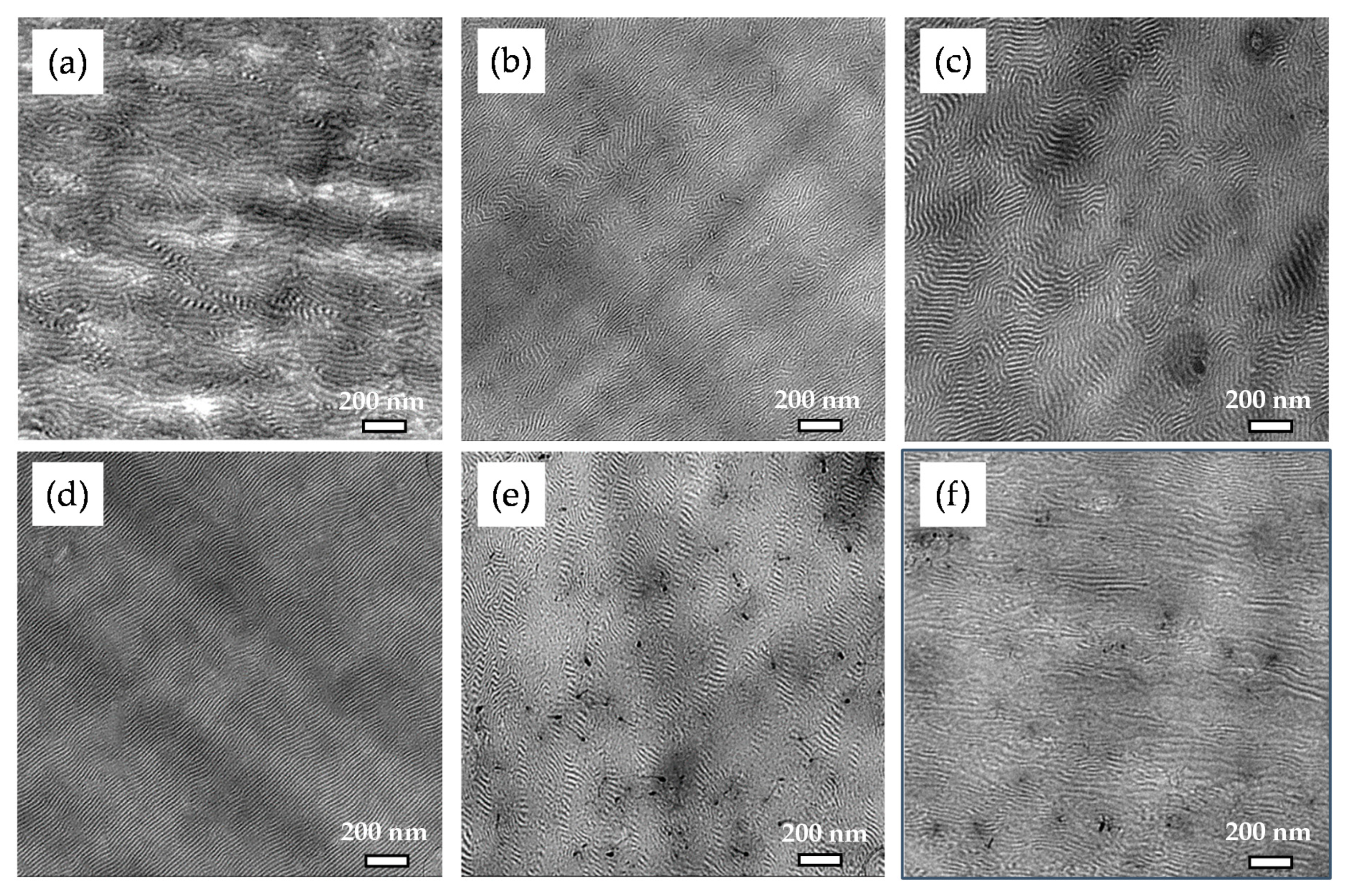
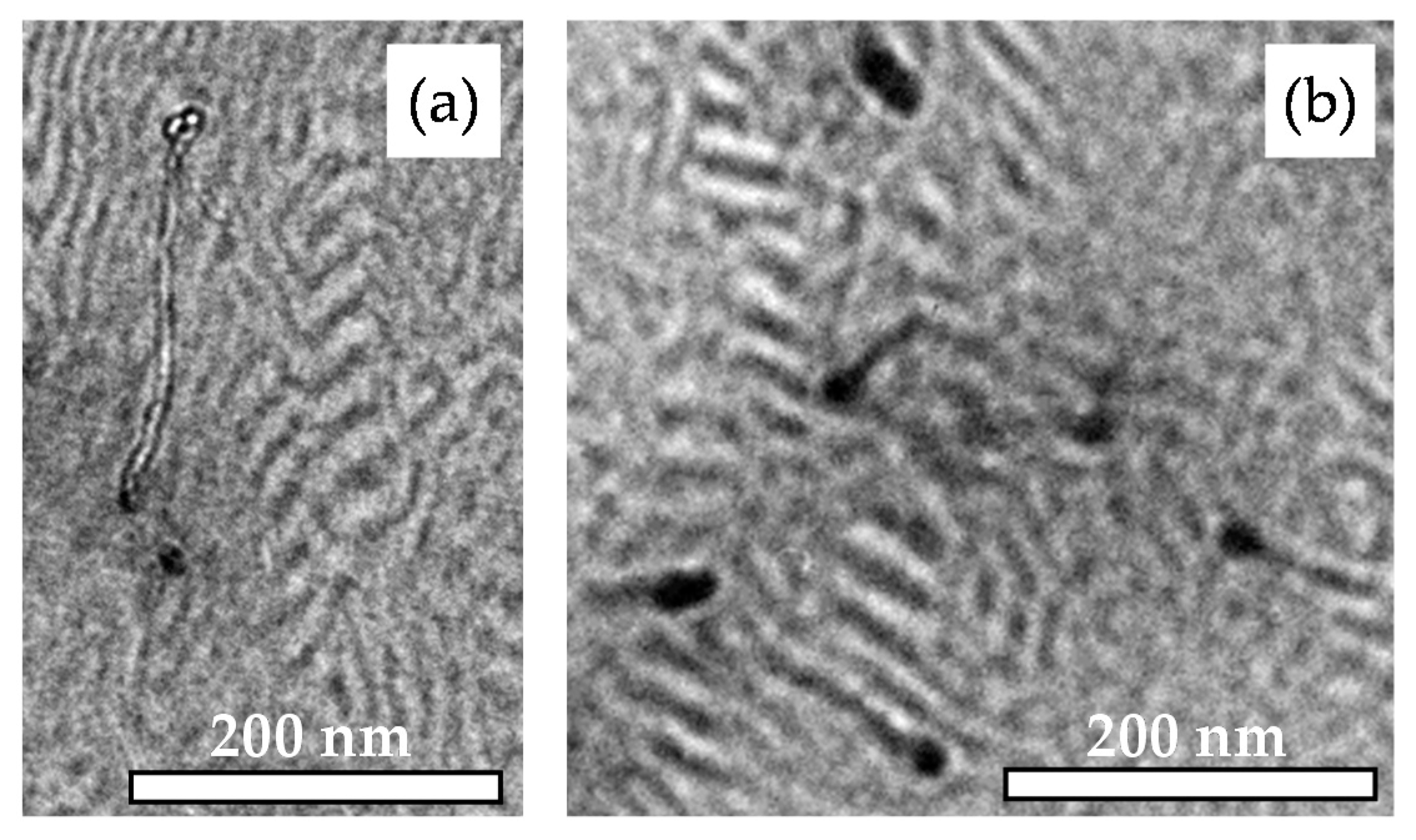
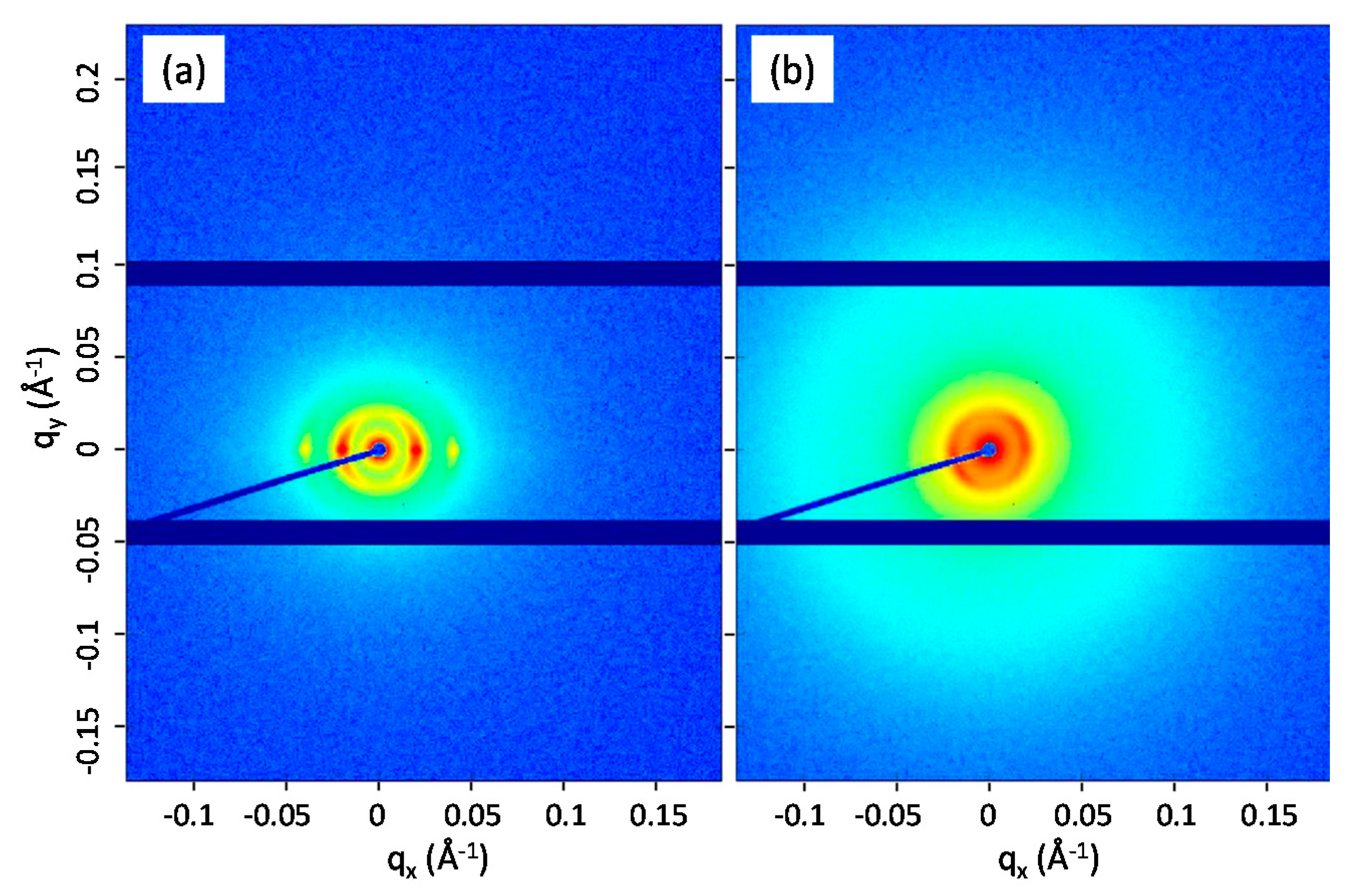
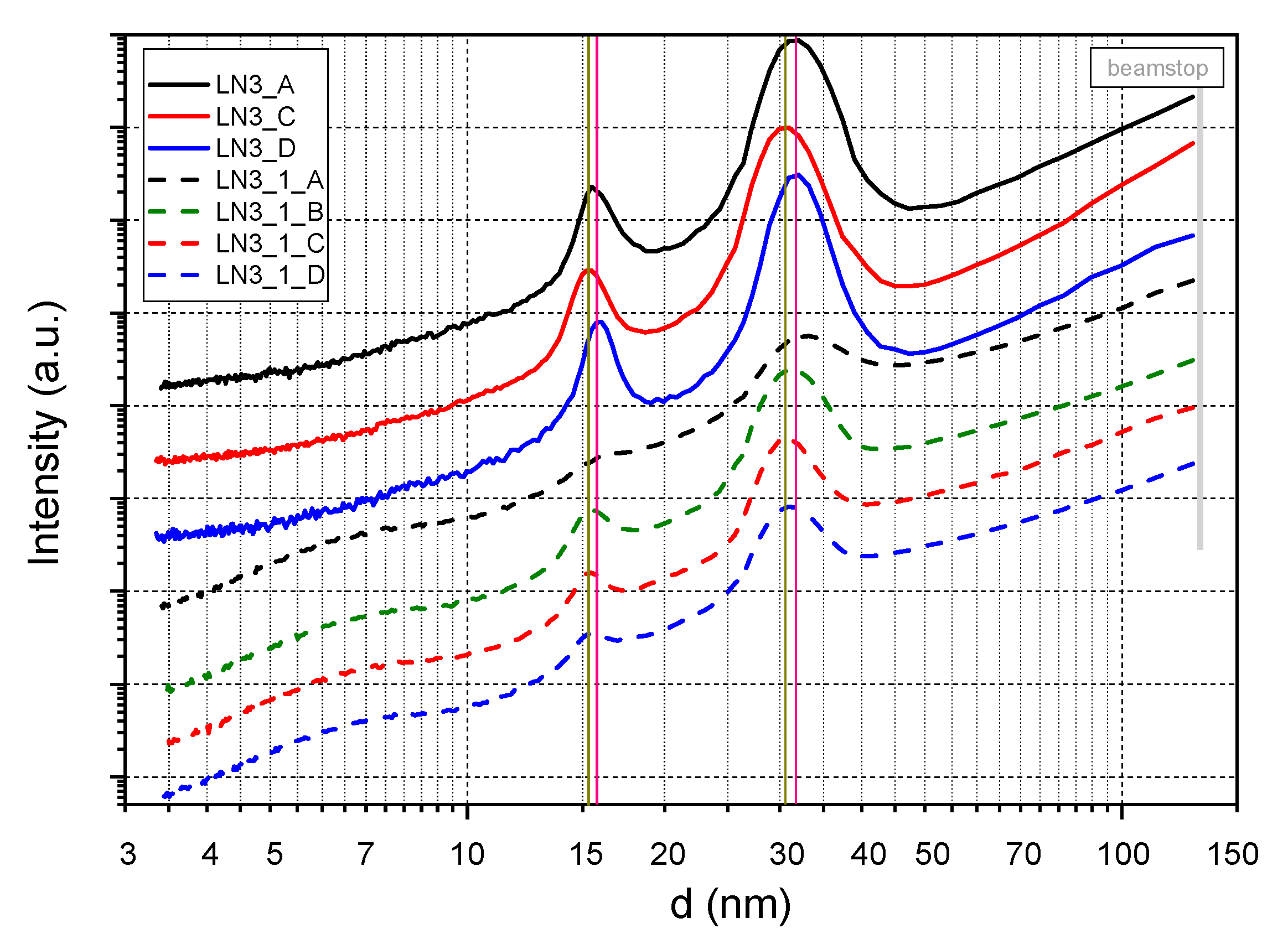
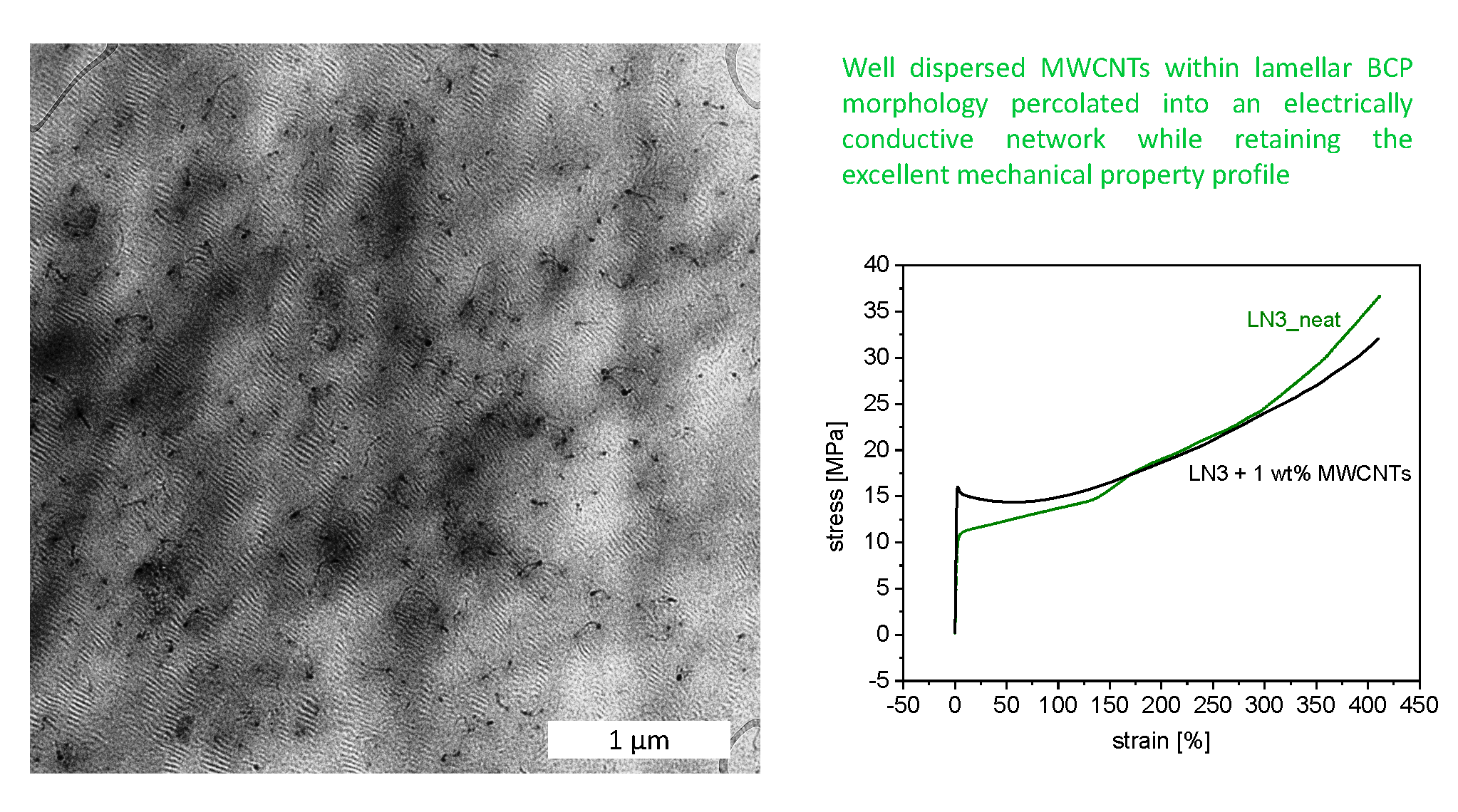
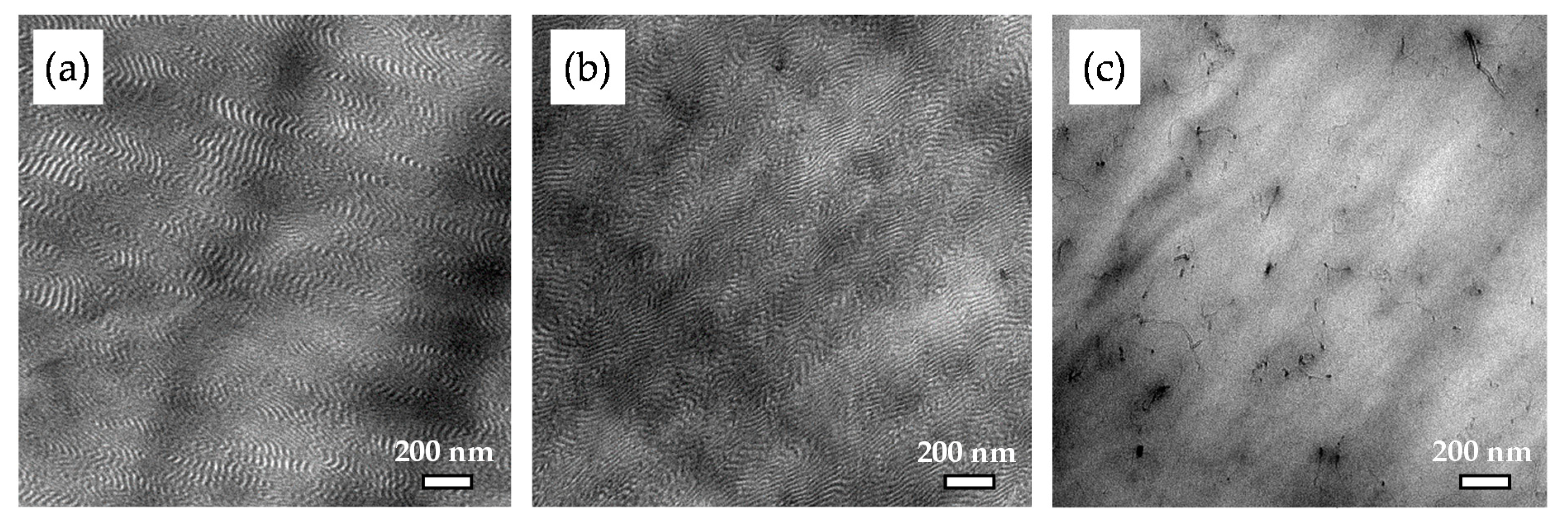
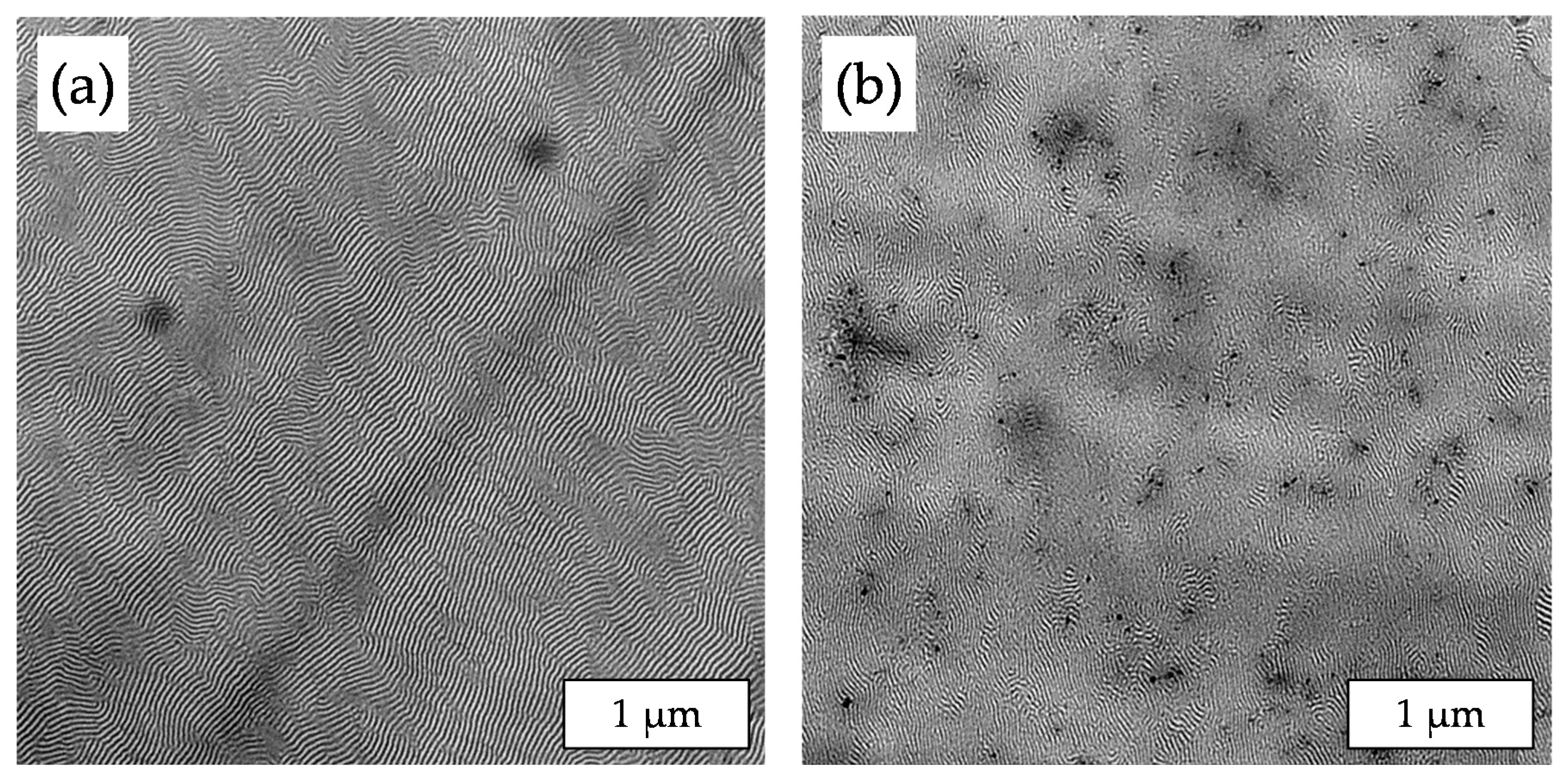
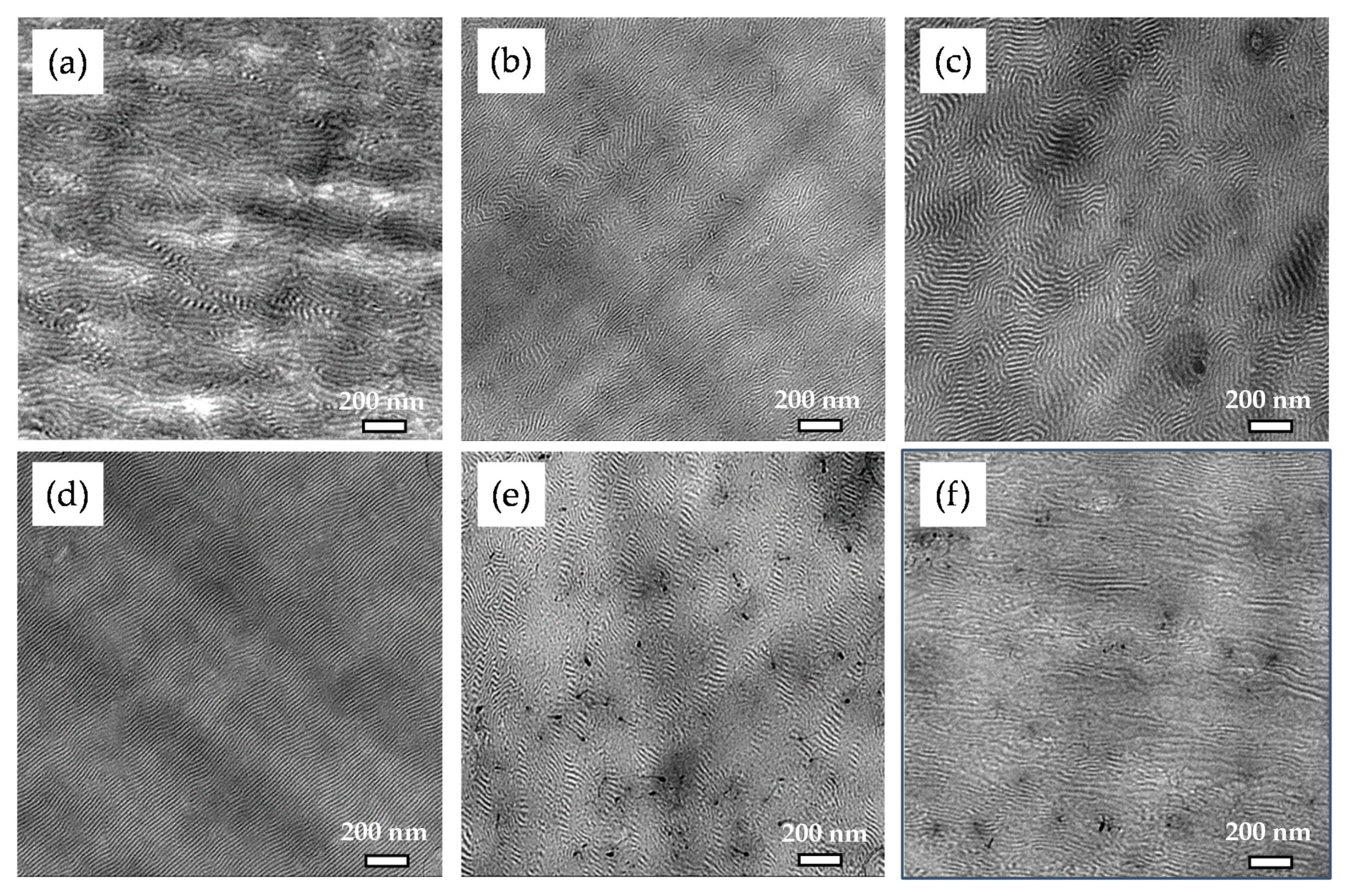
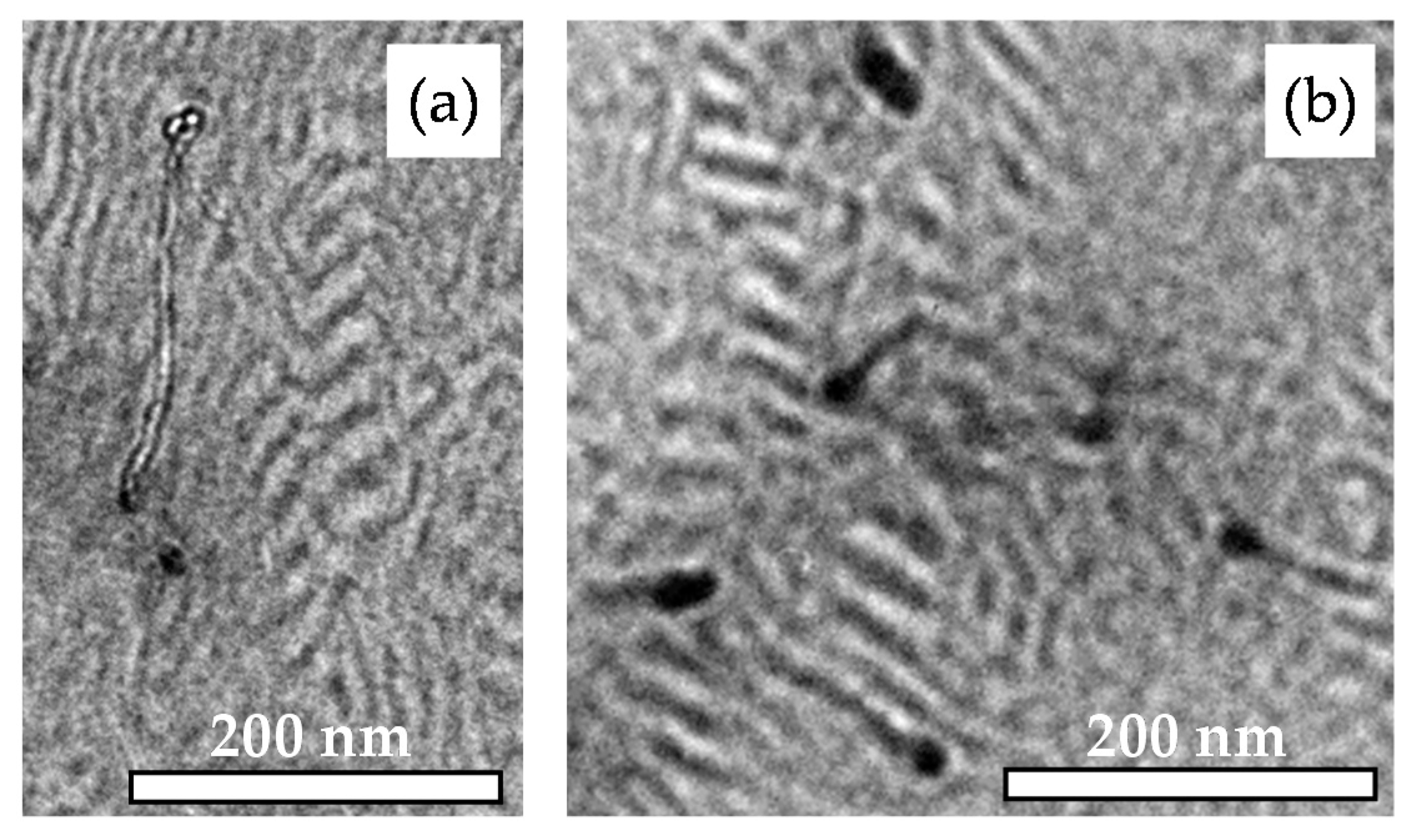
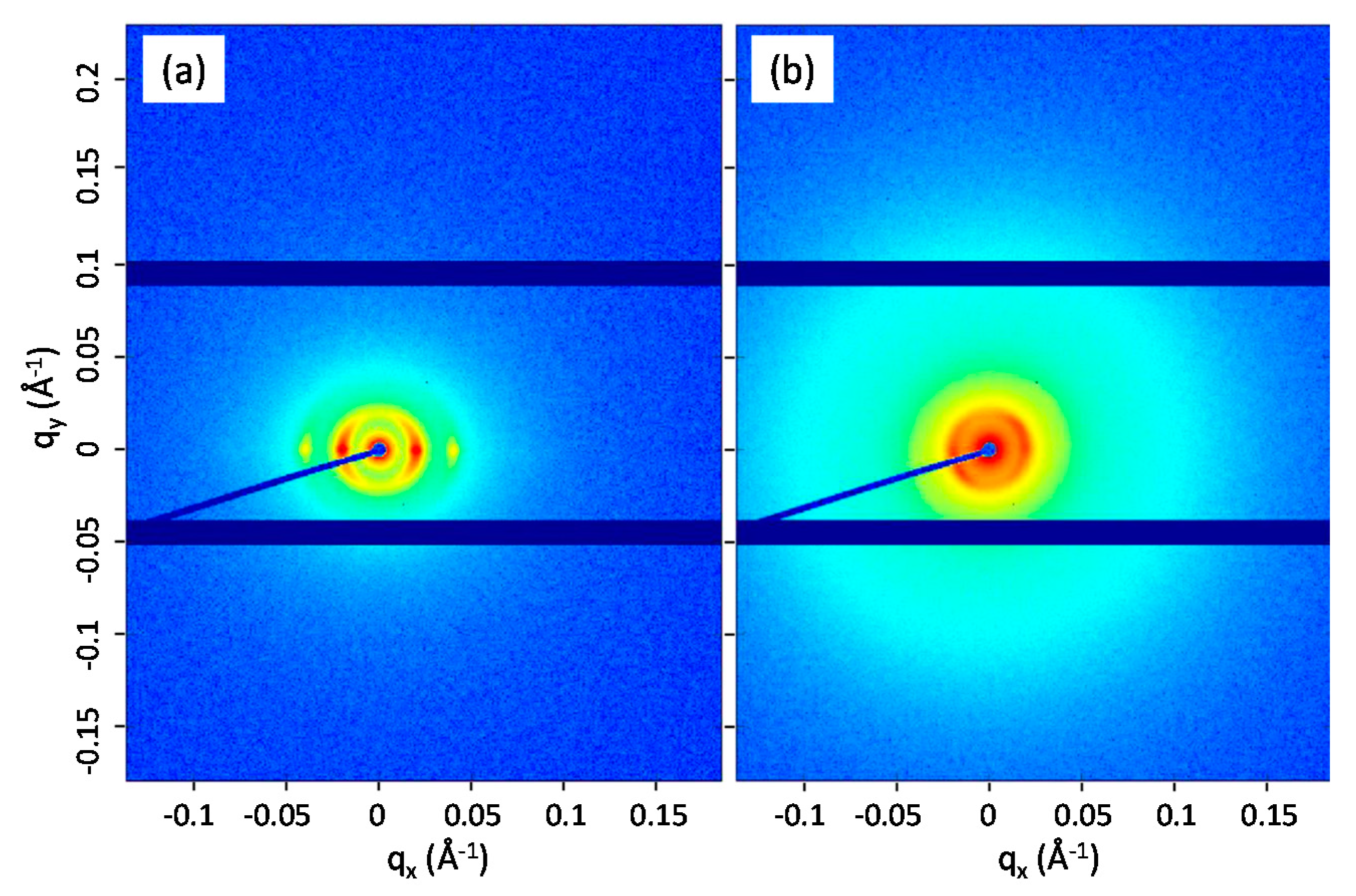
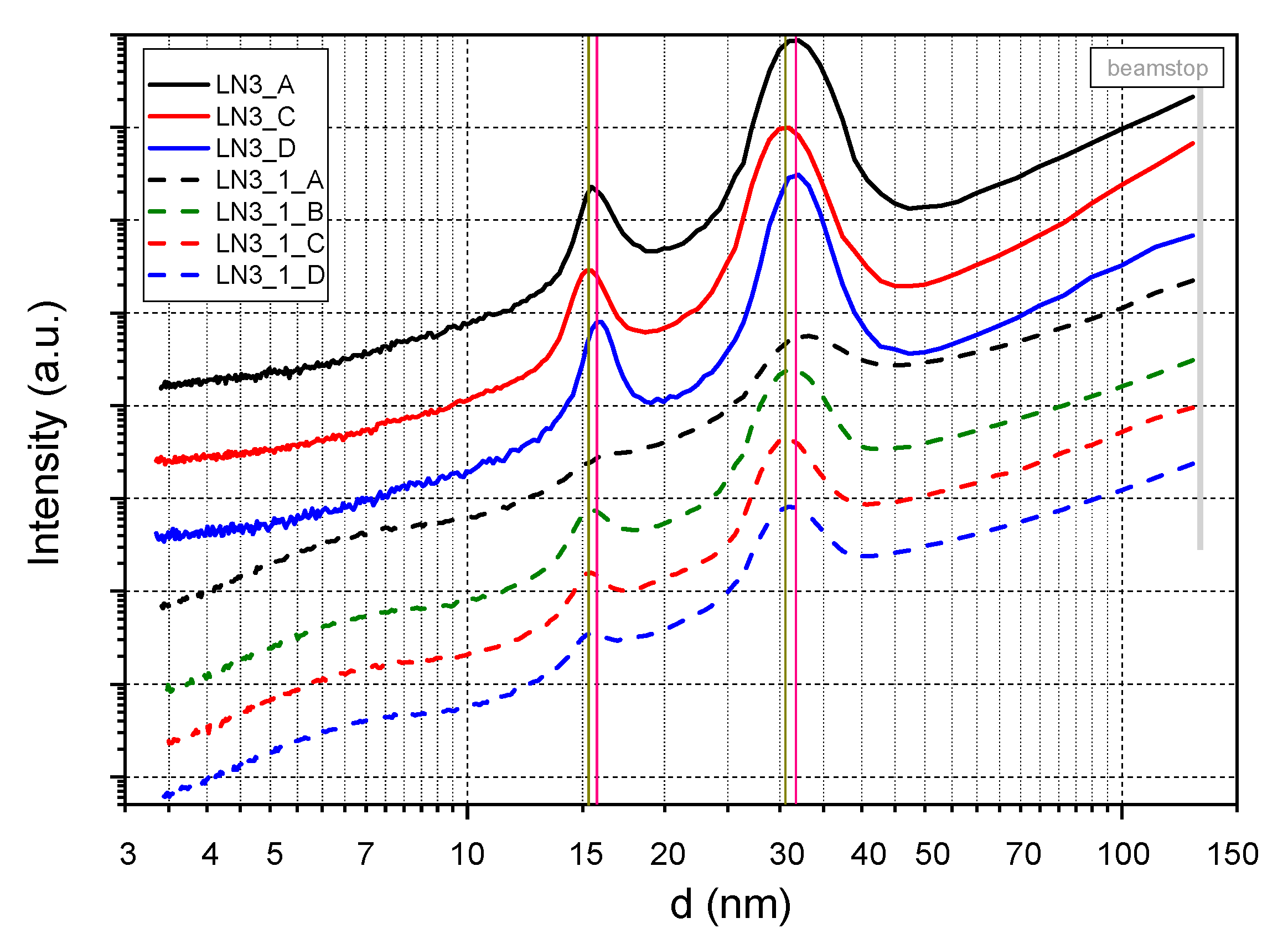
3.2. Block Copolymer Nanostructure and Phase Behaviour
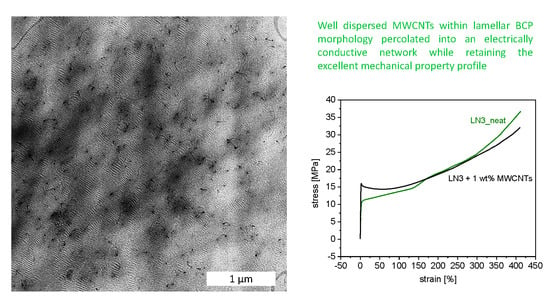
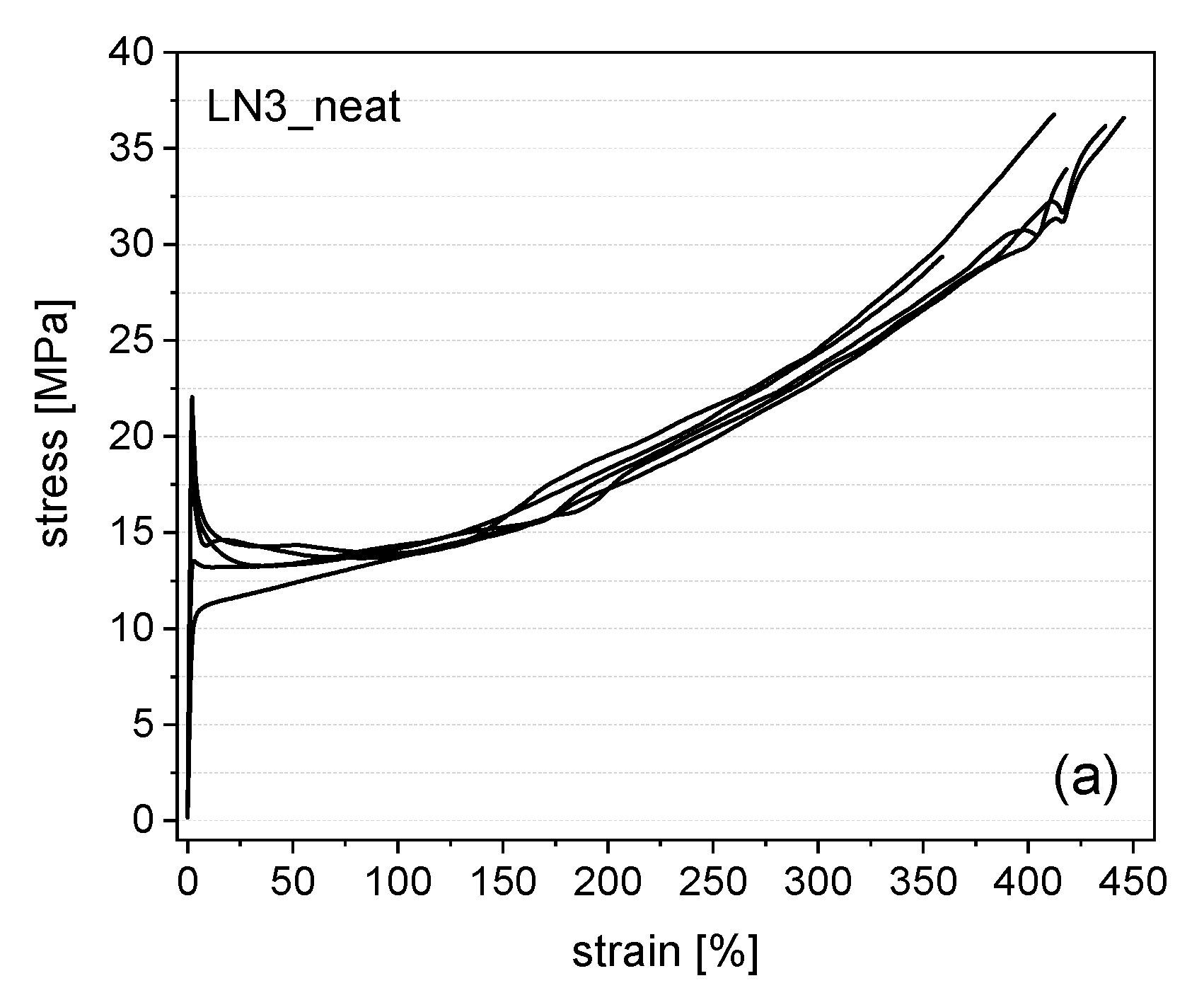
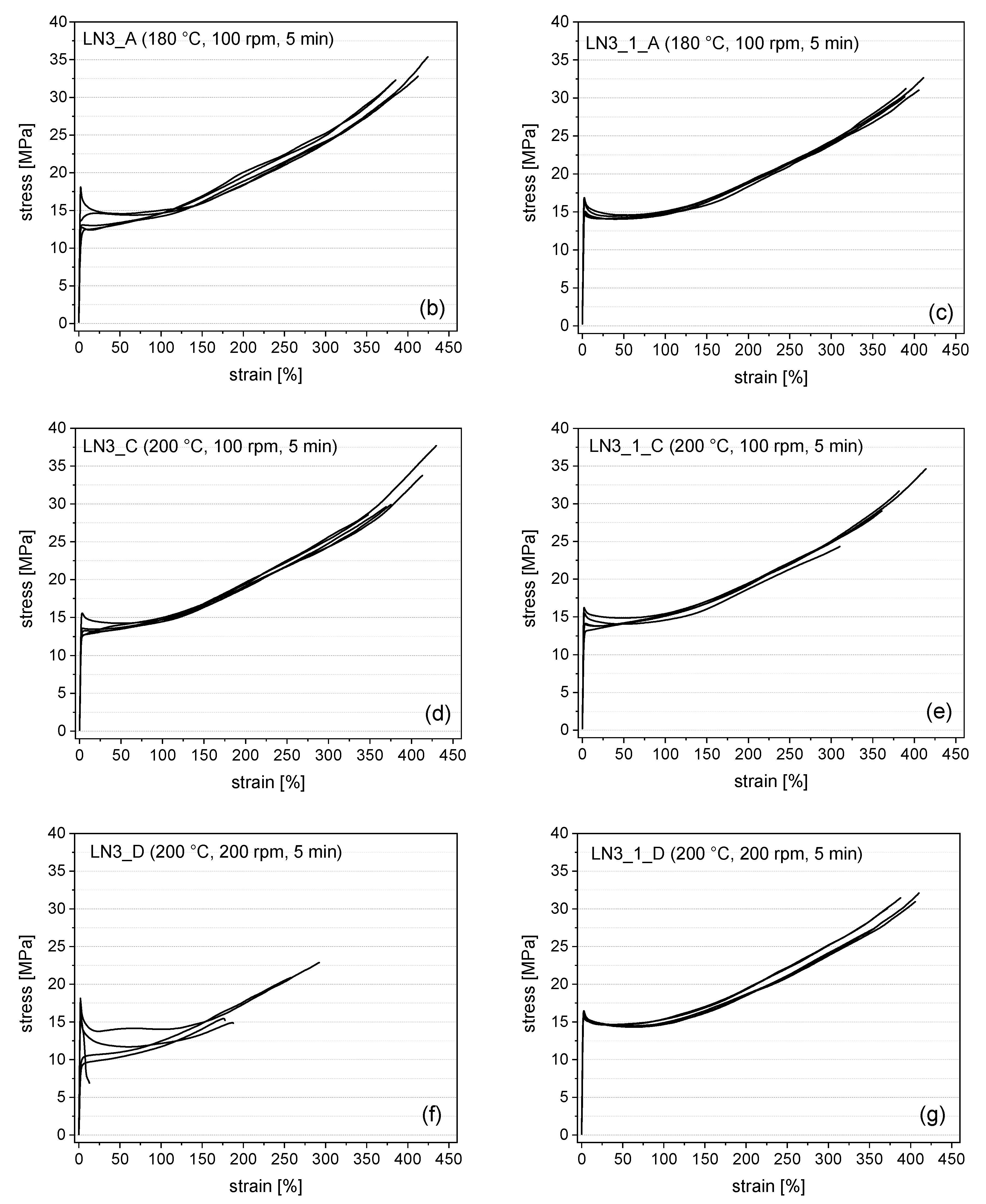
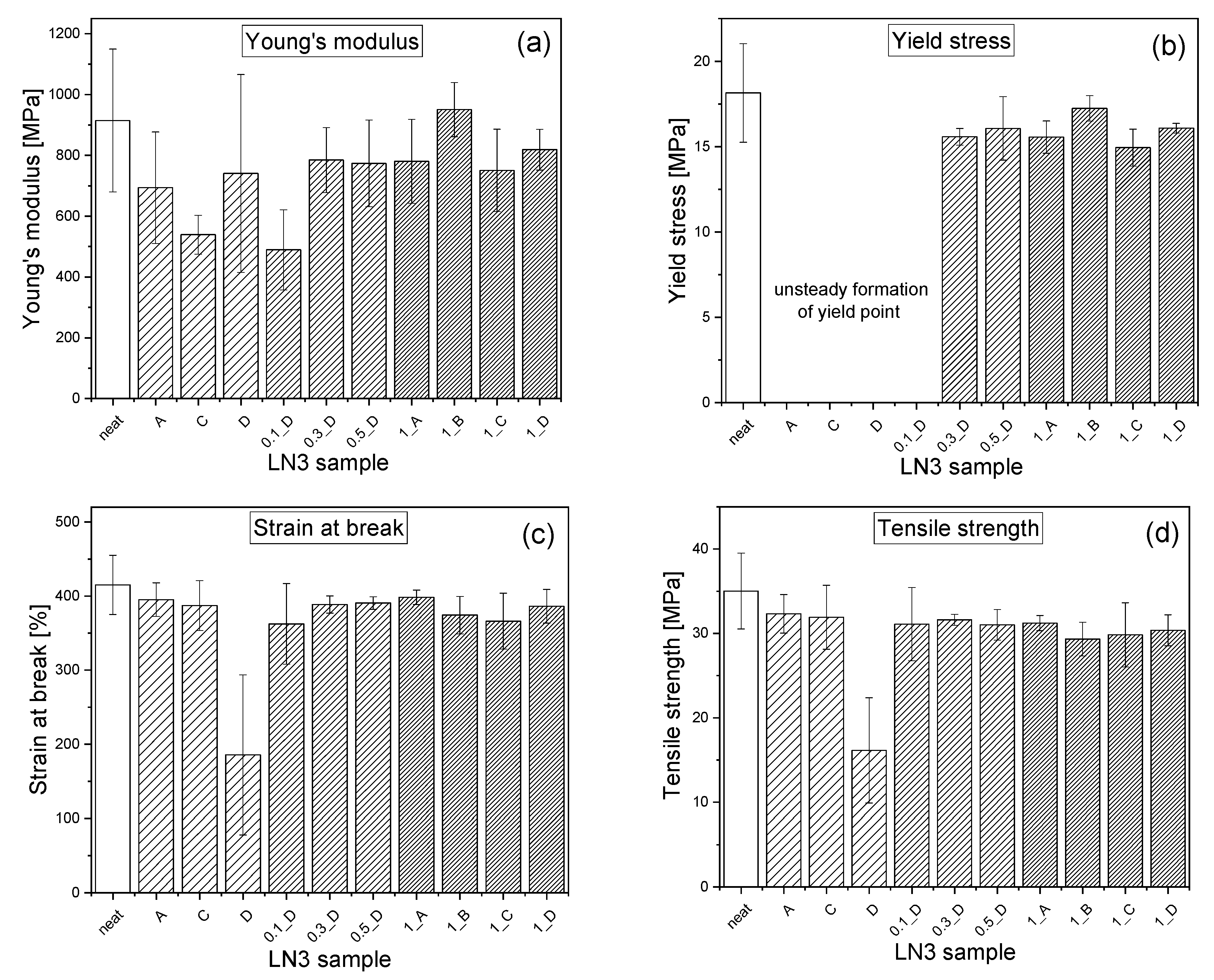
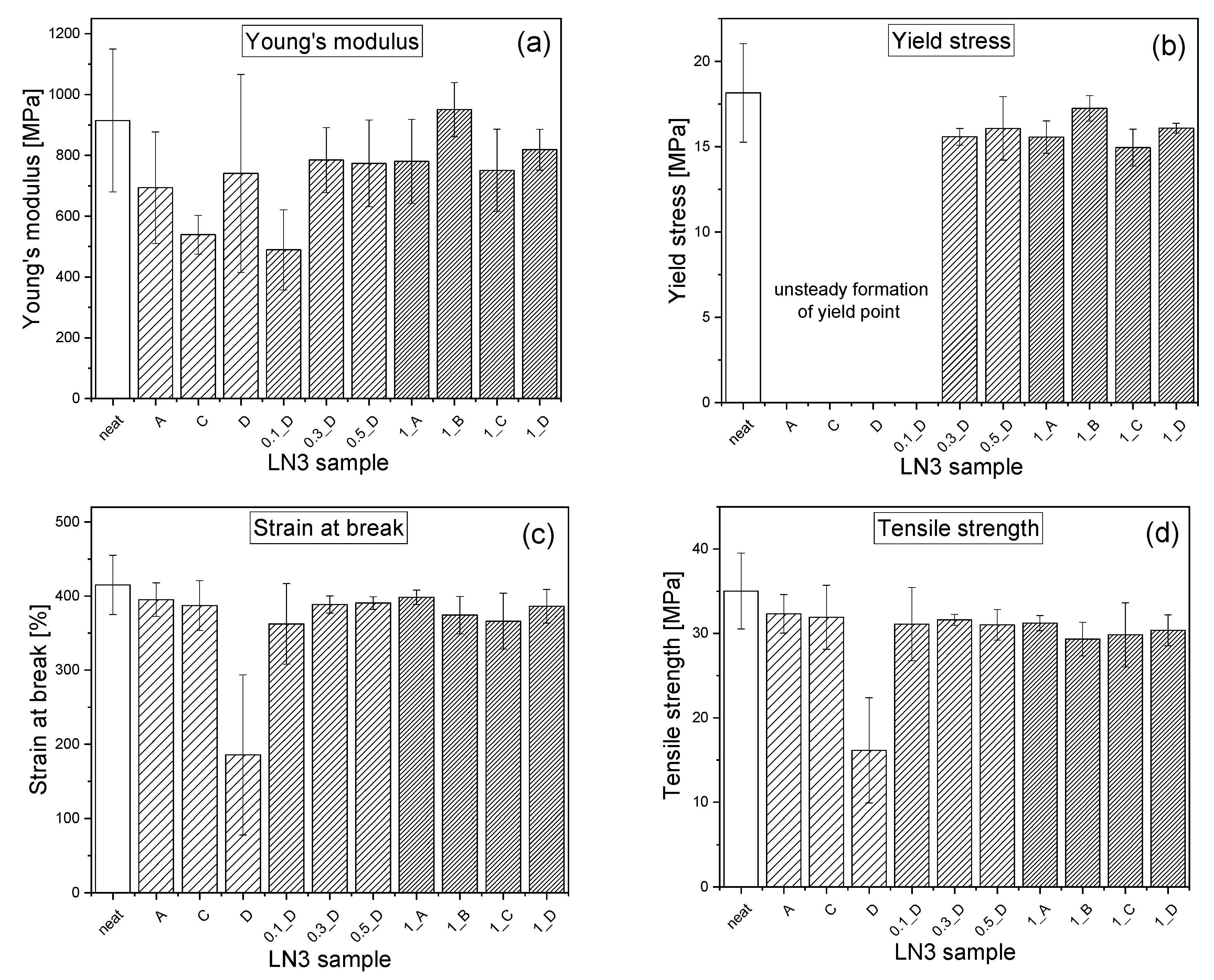
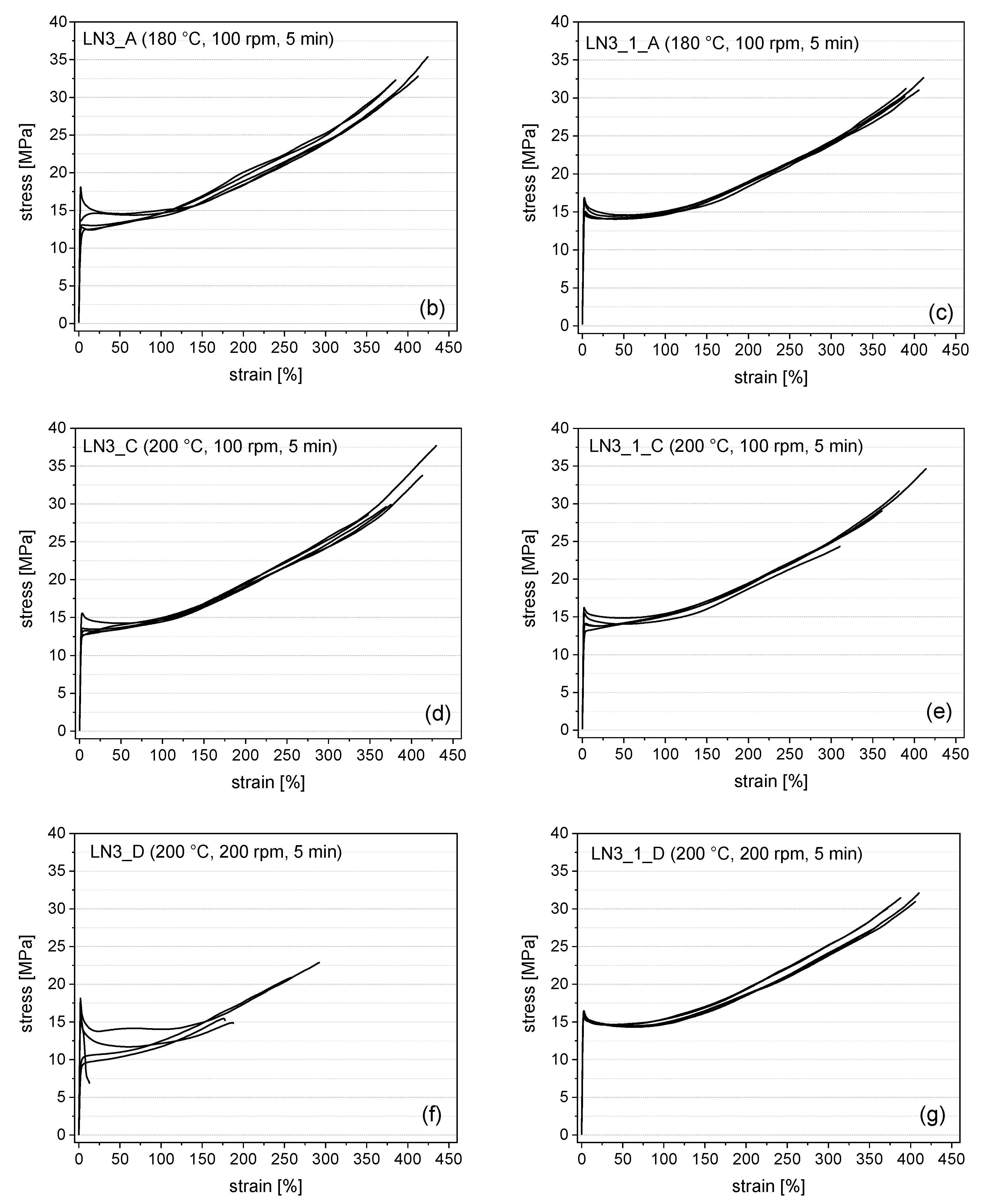
3.3. Structure–Property Correlations (Electrical and Mechanical Properties)
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A
References
- Holden, G.; Hansen, D.R. Styrenic Thermoplastic Elastomers. In Thermoplastic Elastomers, 3rd ed.; Holden, G., Kricheldorf, H.R., Quirk, R.P., Eds.; Hanser Publishers: Munich, Germany, 2004. [Google Scholar]
- Schwier, C.E.; Argon, A.S.; Cohen, R.E. Crazing in polystyrene-polybutadiene diblock copolymers containing cylindrical polybutadiene domains. Polymer 1985, 26, 1985–1993. [Google Scholar] [CrossRef]
- Adhikari, R.; Lach, R.; Michler, G.H.; Weidisch, R.; Grellmann, W.; Knoll, K. Morphology and crack resistance behavior of binary block copolymer blends. Polymer 2002, 43, 1943–1947. [Google Scholar] [CrossRef]
- Lach, R.; Adhikari, R.; Weidisch, R.; Huy, T.A.; Michler, G.H.; Grellmann, W.; Knoll, K. Crack toughness behavior of binary poly(styrene-butadiene) block copolymer blends. J. Mater. Sci. 2004, 39, 1283–1295. [Google Scholar] [CrossRef]
- Lach, R.; Weidisch, R.; Knoll, K. Morphology and mechanical properties of binary triblock copolymer blends. J. Polym. Sci. Part B Polym. Phys. 2005, 43, 429–438. [Google Scholar] [CrossRef]
- Staudinger, U.; Satapathy, B.K.; Thunga, M.; Weidisch, R.; Janke, A.; Knoll, K. Enhancement of mechanical properties of triblock copolymers by random copolymer middle blocks. Eur. Polym. J. 2007, 43, 2750–2758. [Google Scholar] [CrossRef]
- Staudinger, U.; Satapathy, B.K.; Weidisch, R. Influence of block composition on crack toughness behaviour of styrene-b-(styrene-random-butadiene)-b-styrene triblock copolymers. Eur. Polym. J. 2008, 44, 1822–1833. [Google Scholar] [CrossRef]
- Ganss, M.; Satapathy, B.K.; Thunga, M.; Weidisch, R.; Knoll, K. Molecular-weight-controlled brittle-to-semiductile-to-ductile transition in s-(s/b)-s triblock copolymers. Macromol. Mater. Eng. 2010, 295, 178–188. [Google Scholar]
- Ganss, M.; Staudinger, U.; Thunga, M.; Knoll, K.; Schneider, K.; Stamm, M.; Weidisch, R. Influence of s/b middle block composition on the morphology and the mechanical response of polystyrene-poly( styrene-co-butadiene)-polystyrene triblock copolymers. Polymer 2012, 53, 2085–2098. [Google Scholar] [CrossRef]
- Sohn, B.H.; Cohen, R.E. Processible optically transparent block copolymer films containing superparamagnetic iron oxide nanoclusters. Chem. Mater. 1997, 9, 264–269. [Google Scholar] [CrossRef]
- Yao, Y.; Metwalli, E.; Niedermeier, M.A.; Opel, M.; Lin, C.; Ning, J.; Perlich, J.; Roth, S.V.; Muller-Buschbaum, P. Nano- and microstructures of magnetic field-guided maghemite nanoparticles in diblock copolymer films. ACS Appl. Mater. Interfaces 2014, 6, 5244–5254. [Google Scholar] [CrossRef]
- Yao, Y.; Metwalli, E.; Su, B.; Korstgens, V.; Mosegui Gonzalez, D.; Miasnikova, A.; Laschewsky, A.; Opel, M.; Santoro, G.; Roth, S.V.; et al. Arrangement of maghemite nanoparticles via wet chemical self-assembly in ps-b-pnipam diblock copolymer films. ACS Appl. Mater. Interfaces 2015, 7, 13080–13091. [Google Scholar] [CrossRef]
- Maldovan, M.; Urbas, A.M.; Yufa, N.; Carter, W.C.; Thomas, E.L. Photonic properties of bicontinuous cubic microphases. Phys. Rev. B 2002, 65, 165123. [Google Scholar] [CrossRef]
- Torquato, S.; Hyun, S.; Donev, A. Multifunctional composites: Optimizing microstructures for simultaneous transport of heat and electricity. Phys. Rev. Lett. 2002, 89, 266601. [Google Scholar] [CrossRef]
- Buxton, G.A.; Balazs, A.C. Simulating the morphology and mechanical properties of filled diblock copolymers. Phys. Rev. E 2003, 67, 031802. [Google Scholar] [CrossRef] [Green Version]
- Michael, R.; Bockstaller, R.A.M.; Thomas, E.L. Block copolymer nanocomposites: Perspectives for tailored functional materials. Adv. Mater. 2005, 17, 1331–1349. [Google Scholar]
- Meier, J.G.; Crespo, C.; Pelegay, J.L.; Castell, P.; Sainz, R.; Maser, W.K.; Benito, A.M. Processing dependency of percolation threshold of mwcnts in a thermoplastic elastomeric block copolymer. Polymer 2011, 52, 1788–1796. [Google Scholar] [CrossRef]
- Pedroni, L.G.; Araujo, J.R.; Felisberti, M.I.; Nogueira, A.F. Nanocomposites based on mwcnt and styrene-butadiene-styrene block copolymers: Effect of the preparation method on dispersion and polymer-filler interactions. Compos. Sci. Technol. 2012, 72, 1487–1492. [Google Scholar] [CrossRef]
- Lu, L.; Zhou, Z.; Zhang, Y.; Wang, S.F.; Zhang, Y.X. Reinforcement of styrene-butadiene-styrene tri-block copolymer by multi-walled carbon nanotubes via melt mixing. Carbon 2007, 45, 2621–2627. [Google Scholar] [CrossRef]
- Perie, T.; Brosse, A.-C.; Tence-Girault, S.; Leibler, L. Mechanical and electrical properties of multi walled carbon nanotube/abc block terpolymer composites. Carbon 2012, 50, 2918–2928. [Google Scholar] [CrossRef]
- Costa, P.; Silvia, C.; Viana, J.C.; Mendez, S.L. Extruded thermoplastic elastomers styrene-butadiene-styrene/carbon nanotubes composites for strain sensor applications. Compos. Part B Eng. 2014, 57, 242–249. [Google Scholar] [CrossRef]
- Costa, P.; Silva, J.; Sencadas, V.; Simoes, R.; Viana, J.C.; Lanceros-Mendez, S. Mechanical, electrical and electro-mechanical properties of thermoplastic elastomer styrene-butadiene-styrene/multiwall carbon nanotubes composites. J. Mater. Sci. 2013, 48, 1172–1179. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Z.; Wang, Y.; Wang, X.; Wang, H.W.; Lu, G.M.; Zhao, D.Y.; Li, Z.W. Styrene-butadiene-styrene copolymer compatibilized interfacial modified multiwalled carbon nanotubes with mechanical and piezoresistive properties. J. Appl. Polym. Sci. 2016, 133, 9. [Google Scholar] [CrossRef]
- Brook, I.; Mechrez, G.; Suckeveriene, R.Y.; Tchoudakov, R.; Narkis, M. A novel approach for preparation of conductive hybrid elastomeric nano-composites. Polym. Adv. Technol. 2013, 24, 758–763. [Google Scholar] [CrossRef]
- Park, H.S.; Choi, B.G.; Hong, W.H.; Jang, S.Y. Interfacial interactions of single-walled carbon nanotube/conjugated block copolymer hybrids for flexible transparent conductive films. J. Phys. Chem. C 2012, 116, 7962–7967. [Google Scholar] [CrossRef]
- Park, I.; Lee, W.; Kim, J.; Park, M.; Lee, H. Selective sequestering of multi-walled carbon nanotubes in self-assembled block copolymer. Sens. Actuator B Chem. 2007, 126, 301–305. [Google Scholar] [CrossRef]
- Peponi, L.; Tercjak, A.; Gutierrez, J.; Cardinali, M.; Mondragon, I.; Valentini, L.; Kenny, J.M. Mapping of carbon nanotubes in the polystyrene domains of a polystyrene-b-polyisoprene-b-polystyrene block copolymer matrix using electrostatic force microscopy. Carbon 2010, 48, 2590–2595. [Google Scholar] [CrossRef]
- Liu, Y.T.; Zhang, Z.L.; Zhao, W.; Xie, X.M.; Ye, X.Y. Selective self-assembly of surface-functionalized carbon nanotubes in block copolymer template. Carbon 2009, 47, 1883–1885. [Google Scholar] [CrossRef]
- Albuerne, J.; Fierro, A.B.-D.; Abetz, C.; Fierro, D.; Abetz, V. Block copolymer nanocomposites based on multiwall carbon nanotubes: Effect of the functionalization of multiwall carbon nanotubes on the morphology of the block copolymer. Adv. Eng. Mater. 2011, 13, 803–810. [Google Scholar] [CrossRef]
- Wode, F.; Tzounis, L.; Kirsten, M.; Constantinou, M.; Georgopanos, P.; Rangou, S.; Zafeiropoulos, N.E.; Avgeropoulos, A.; Stamm, M. Selective localization of multi-wall carbon nanotubes in homopolymer blends and a diblock copolymer. Rheological orientation studies of the final nanocomposites. Polymer 2012, 53, 4438–4447. [Google Scholar] [CrossRef]
- Staudinger, U.; Satapathy, B.K. Influence of carbon nanotubes on the morphology and properties of styrene-butadiene based block copolymers. Macromol. Symp. 2017, 373, 1700030. [Google Scholar] [CrossRef]
- Hasanabadi, N.; Nazockdast, H.; Gajewska, B.; Balog, S.; Gunkel, I.; Bruns, N.; Lattuada, M. Structural behavior of cylindrical polystyrene-block-poly(ethylene-butylene)-block-polystyrene (sebs) triblock copolymer containing mwcnts: On the influence of nanoparticle surface modification. Macromol. Chem. Phys. 2017, 218, 1700231. [Google Scholar] [CrossRef]
- Adhikari, R.; Michler, G.H.; Lebek, W.; Goerlitz, S.; Weidisch, R.; Knoll, K. Morphology and micromechanical deformation behavior of sb-block copolymers. Ii. Influence of molecular architecture of asymmetric star block copolymers. J. Appl. Polym. Sci. 2002, 85, 701–713. [Google Scholar] [CrossRef]
- Huy, T.A.; Hai, L.H.; Adhikari, R.; Weidisch, R.; Michler, G.H.; Knoll, K. Influence of interfacial structure on morphology and deformation behavior of sbs block copolymers. Polymer 2003, 44, 1237–1245. [Google Scholar] [CrossRef]
- Satapathy, B.K.; Lach, R.; Weidisch, R.; Schneider, K.; Janke, A.; Knoll, K. Morphology and crack toughness behaviour of nanostructured block copolymer/homopolyrner blends. Eng. Fract. Mech. 2006, 73, 2399–2412. [Google Scholar] [CrossRef]
- Satapathy, B.K.; Staudinger, U.; Weidisch, R.; Lach, R.; Janke, A.; Knoll, K. Strain field analysis and kinetics of crack propagation of binary triblock copolymer blends. Macromol. Rapid Commun. 2006, 27, 266–273. [Google Scholar] [CrossRef]
- Staudinger, U.; Satapathy, B.K.; Thunga, M.; Lach, R.; Weidisch, R.; Knoll, K. Influence of phase miscibility and morphology on crack resistance behaviour and kinetics of crack propagation of nanostructured binary styrene-(styrene/butadiene)-styrene triblock copolymer blends. Acta Mater. 2007, 55, 5844–5858. [Google Scholar] [CrossRef]
- Thunga, M.; Satapathy, B.K.; Weidisch, R.; Stamm, M.; Sommer, J.U.; Knoll, K. Influence of chain architecture on phase behaviour of styrene-(styrene/butadiene)-styrene triblock copolymers and their binary blends. Eur. Polym. J. 2009, 45, 537–549. [Google Scholar] [CrossRef]
- Hölzer, S.; Ganss, M.; Schneider, K.; Knoll, K.; Weidisch, R. Deformation mechanisms in lamellar s-s/b-s triblock copolymers. Eur. Polym. J. 2013, 49, 261–269. [Google Scholar] [CrossRef]
- Thunga, M.; Staudinger, U.; Ganss, M.; Weidisch, R.; Knoll, K. Influence of molecular weight on physical and mechanical properties of linear symmetric s-(s/b)-s triblock copolymers. Macromol. Chem. Phys. 2009, 210, 179–188. [Google Scholar] [CrossRef]
- Adhikari, R.; Michler, G.H. Influence of molecular architecture on morphology and micromechanical behavior of styrene/butadiene block copolymer systems. Prog. Polym. Sci. 2004, 29, 949–986. [Google Scholar] [CrossRef]
- Thunga, M.; Satapathy, B.K.; Staudinger, U.; Weidisch, R.; Abdel-Goad, M.; Janke, A.; Knoll, K. Dynamic mechanical and rheological properties of binary s-(s/b)-s triblock copolymer blends. J. Polym. Sci. Part B Polym. Phys. 2008, 46, 329–343. [Google Scholar] [CrossRef]
- Satapathy, B.K.; Staudinger, U.; Thunga, M.; Lach, R.; Weidisch, R. Influence of phase miscibility on the crack propagation kinetics of nanostructured binary s-(s/b)-s triblock copolymer blends. Macromol. Rapid Commun. 2006, 27, 1814–1820. [Google Scholar] [CrossRef]
- Adhikari, R.; Huy, T.A.; Buschnakowski, M.; Michler, G.H.; Knoll, K. Asymmetric ps-block-(ps-co-pb)-block-ps block copolymers: Morphology formation and deformation behaviour. New J. Phys. 2004, 6, 28. [Google Scholar] [CrossRef]
- Krause, B.; Villmow, T.; Boldt, R.; Mende, M.; Petzold, G.; Pötschke, P. Influence of dry grinding in a ball mill on the length of multiwalled carbon nanotubes and their dispersion and percolation behaviour in melt mixed polycarbonate composites. Compos. Sci. Technol. 2011, 71, 1145–1153. [Google Scholar] [CrossRef] [Green Version]
- NANOCYL® NC7000TM Technical Data Sheet, 12th July 2016, V08. Available online: www.nanocyl.com (accessed on 30 October 2019).
- Socher, R.; Krause, B.; Boldt, R.; Hermasch, S.; Wursche, R.; Pötschke, P. Melt mixed nanocomposites of pa12 with mwnt: Influence of mwnt and matrix properties on macrodispersion and electrical properties. Compos. Sci. Technol. 2011, 71, 306–314. [Google Scholar] [CrossRef]
- Pegel, S.; Pötschke, P.; Petzold, G.; Alig, I.; Dudkin, S.M.; Lellinger, D. Dispersion, agglomeration, and network formation of multiwalled carbon nanotubes in polycarbonate melts. Polymer 2008, 49, 974–984. [Google Scholar] [CrossRef]
- Krause, B.; Petzold, G.; Pegel, S.; Pötschke, P. Correlation of carbon nanotube dispersability in aqueous surfactant solutions and polymers. Carbon 2009, 47, 602–612. [Google Scholar] [CrossRef]
- Krause, B.; Mende, M.; Pötschke, P.; Petzold, G. Dispersability and particle size distribution of cnts in an aqueous surfactant dispersion as a function of ultrasonic treatment time. Carbon 2010, 48, 2746–2754. [Google Scholar] [CrossRef]
- Staudinger, U.; Krause, B.; Steinbach, C.; Pötschke, P.; Voit, B. Dispersability of multiwalled carbon nanotubes in polycarbonate-chloroform solutions. Polymer 2014, 55, 6335–6344. [Google Scholar] [CrossRef]
- Elias, H.-G. An Introduction to Polymer Science; VCH: Weinheim, Germany; New York, NY, USA, 1997. [Google Scholar]
- Allan, P.; Arridge, R.G.C.; Ehtaiatkar, F.; Folkes, M.J. The mechanical properties of an oriented lamella stack formed from an s-b-s block copolymer. J. Phys. D Appl. Phys. 1991, 24, 1381–1390. [Google Scholar] [CrossRef]
- Mahmood, N.; Anton, A.M.; Gupta, G.; Babur, T.; Knoll, K.; Thurn-Albrecht, T.; Kremer, F.; Beiner, M.; Weidisch, R. Influence of shear processing on morphology orientation and mechanical properties of styrene butadiene triblock copolymers. Polymer 2014, 55, 3782–3791. [Google Scholar] [CrossRef]
- Arrigo, R.; Morici, E.; Dintcheva, N.T. High-performance thermoplastic elastomers/carbon nanotubes nanocomposites: Mechanical behavior, rheology, and durability. Polym. Compos. 2017, 38, 381–391. [Google Scholar] [CrossRef]
- Baltá-Calleja, F.J.; Cagiao, M.E.; Adhikari, R.; Michler, G.H. Relating microhardness to morphology in styrene/butadiene block copolymer/polystyrene blends. Polymer 2004, 45, 247–254. [Google Scholar] [CrossRef] [Green Version]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Block Composition | Mn (g/mol) | Mw/Mn | Total PS content (wt%) | PS1/PS-co-PB/PS2 (wt%) | S/B Ratio in the Random Copolymer Block |
|---|---|---|---|---|---|
| PS1/PS-co-PB/PS2 1 | 110 000 | 1.21 | 75 | 12/49/39 | 1:1 |

| Sample. | MWCNT Content (wt%) | Melt Mixing Parameter | |
|---|---|---|---|
| Temperature (°C) | Screw Speed (rpm) | ||
| LN3_A | - | 180 | 100 |
| LN3_C | - | 200 | 100 |
| LN3_D | - | 200 | 200 |
| LN3_1_A | 1 | 180 | 100 |
| LN3_1_B | 1 | 180 | 200 |
| LN3_1_C | 1 | 200 | 100 |
| LN3_1_D | 1 | 200 | 200 |
| LN3_0.1_D | 0.1 | 200 | 200 |
| LN3_0.3_D | 0.3 | 200 | 200 |
| LN3_0.5_D | 0.5 | 200 | 200 |
| Sample | MWCNT Content (wt%) | Long Period (nm) | Domain Size (nm) | |
|---|---|---|---|---|
| PS-rich Domain | PB-rich Domain | |||
| LN3_A | - | 22.0 ± 5.7 | 12.8 ± 3.1 | 10.3 ± 2.8 |
| LN3_C | - | 32.0 ± 4.2 | 17.7 ± 3.4 | 15.1 ± 2.4 |
| LN3_D | - | 27.5 ± 7.3 | 17.7 ± 5.1 | 10.2 ± 3.1 |
| LN3_1_A | 1 | 22.4 ± 4.4 | 11.1 ± 3.2 | 11.2 ± 3.8 |
| LN3_1_B | 1 | 28.7 ± 4.5 | 14.1 ± 2.7 | 13.9 ± 3.5 |
| LN3_1_C | 1 | 24.2 ± 4.4 | 12.4 ± 2.3 | 11.2 ± 3.1 |
| LN3_1_D | 1 | 21.1 ± 6.0 | 10.6 ± 2.7 | 9.4 ± 3.1 |
| LN3_0.1_D | 0.1 | 15.7 ± 2.3 | 9.1 ± 1.8 | 7.4 ± 2.0 |
| LN3_0.3_D | 0.3 | 25.6 ± 4.0 | 10.8 ± 2.4 | 14.8 ± 2.9 |
| LN3_0.5_D | 0.5 | 18.0 ± 2.1 | 8.4 ± 1.8 | 9.9 ± 1.6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Staudinger, U.; Satapathy, B.K.; Jehnichen, D. Nanofiller Dispersion, Morphology, Mechanical Behavior, and Electrical Properties of Nanostructured Styrene-Butadiene-Based Triblock Copolymer/CNT Composites. Polymers 2019, 11, 1831. https://doi.org/10.3390/polym11111831
Staudinger U, Satapathy BK, Jehnichen D. Nanofiller Dispersion, Morphology, Mechanical Behavior, and Electrical Properties of Nanostructured Styrene-Butadiene-Based Triblock Copolymer/CNT Composites. Polymers. 2019; 11(11):1831. https://doi.org/10.3390/polym11111831
Chicago/Turabian StyleStaudinger, Ulrike, Bhabani K. Satapathy, and Dieter Jehnichen. 2019. "Nanofiller Dispersion, Morphology, Mechanical Behavior, and Electrical Properties of Nanostructured Styrene-Butadiene-Based Triblock Copolymer/CNT Composites" Polymers 11, no. 11: 1831. https://doi.org/10.3390/polym11111831
APA StyleStaudinger, U., Satapathy, B. K., & Jehnichen, D. (2019). Nanofiller Dispersion, Morphology, Mechanical Behavior, and Electrical Properties of Nanostructured Styrene-Butadiene-Based Triblock Copolymer/CNT Composites. Polymers, 11(11), 1831. https://doi.org/10.3390/polym11111831