Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion



 and
and
Abstract
:
1. Introduction
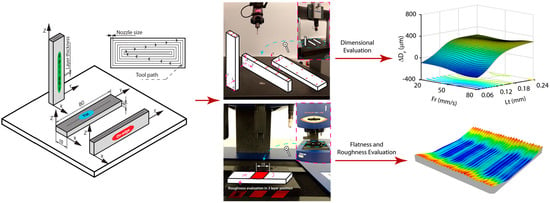
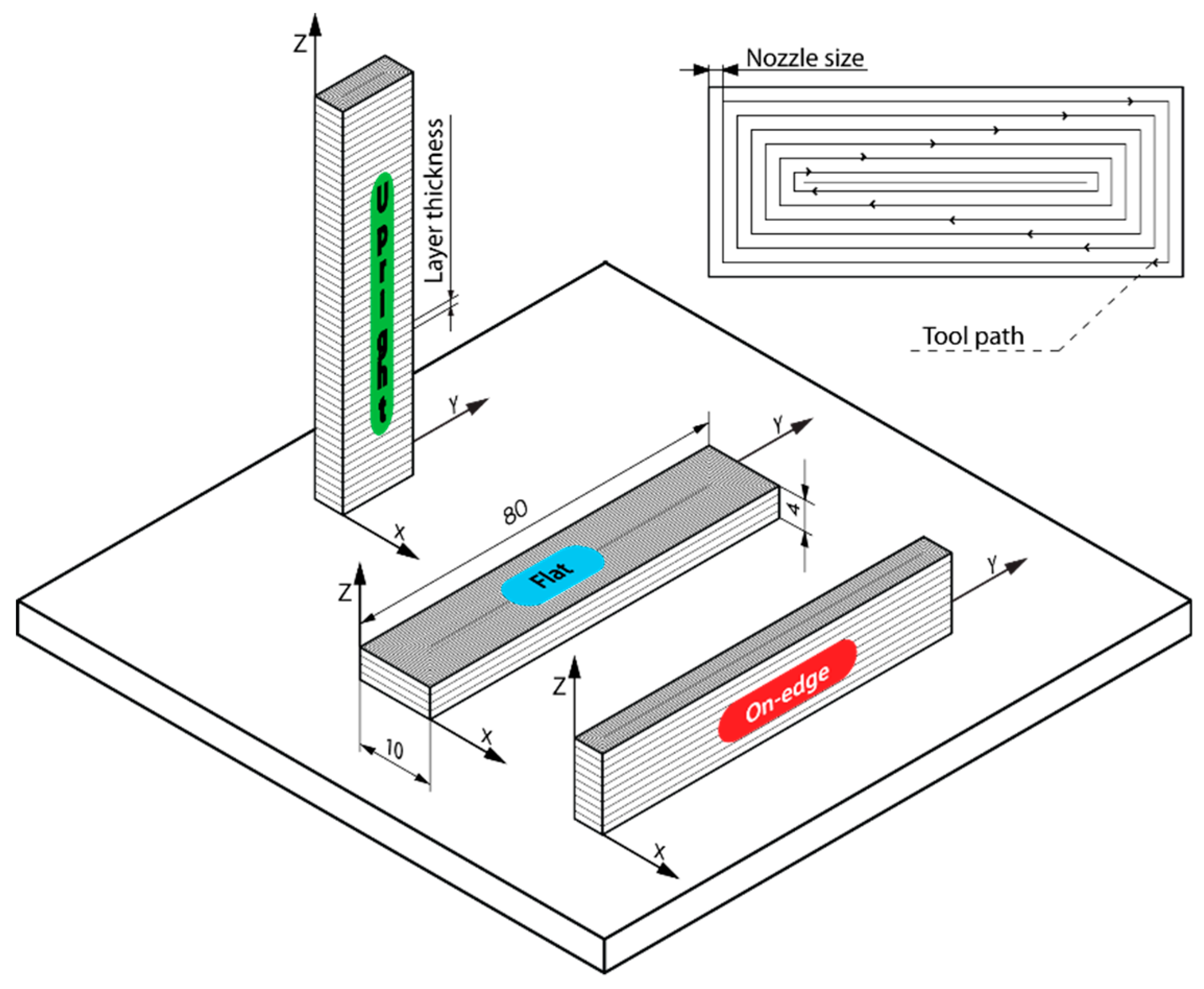
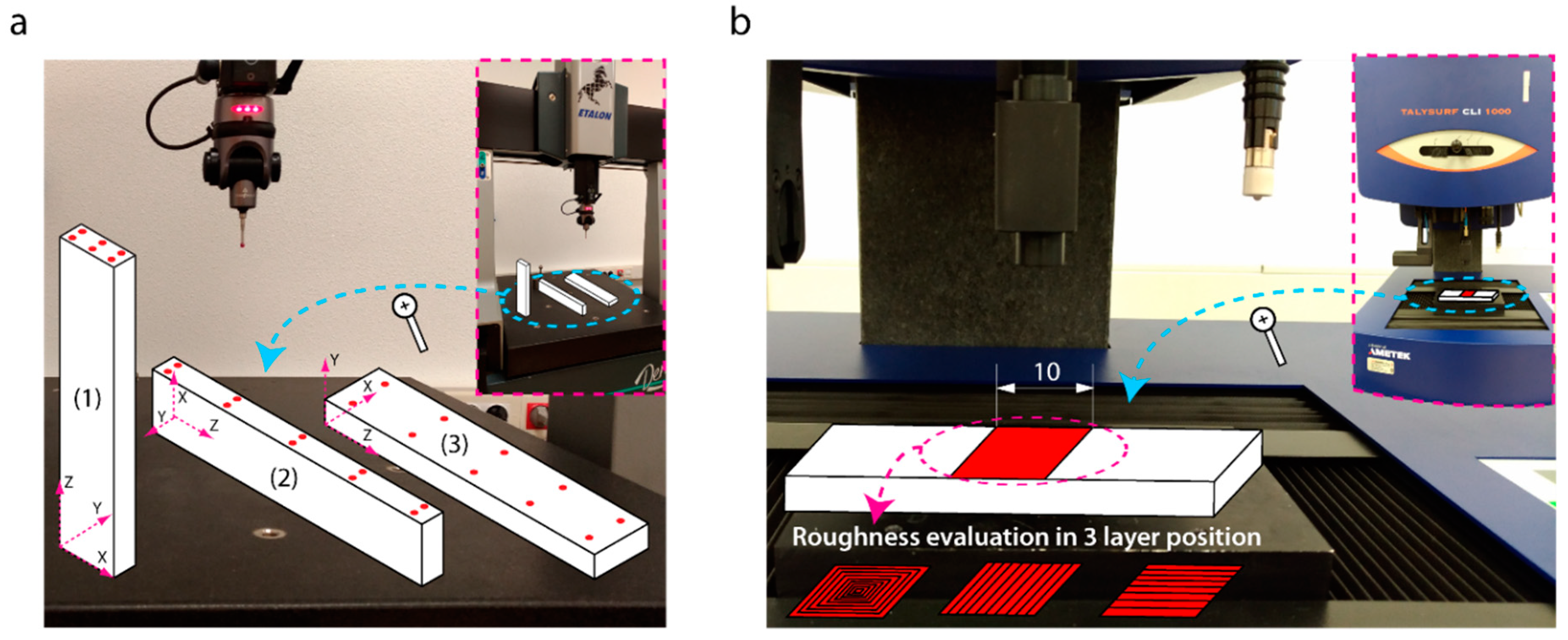
2. Experimental Procedure
3. Results and Discussion
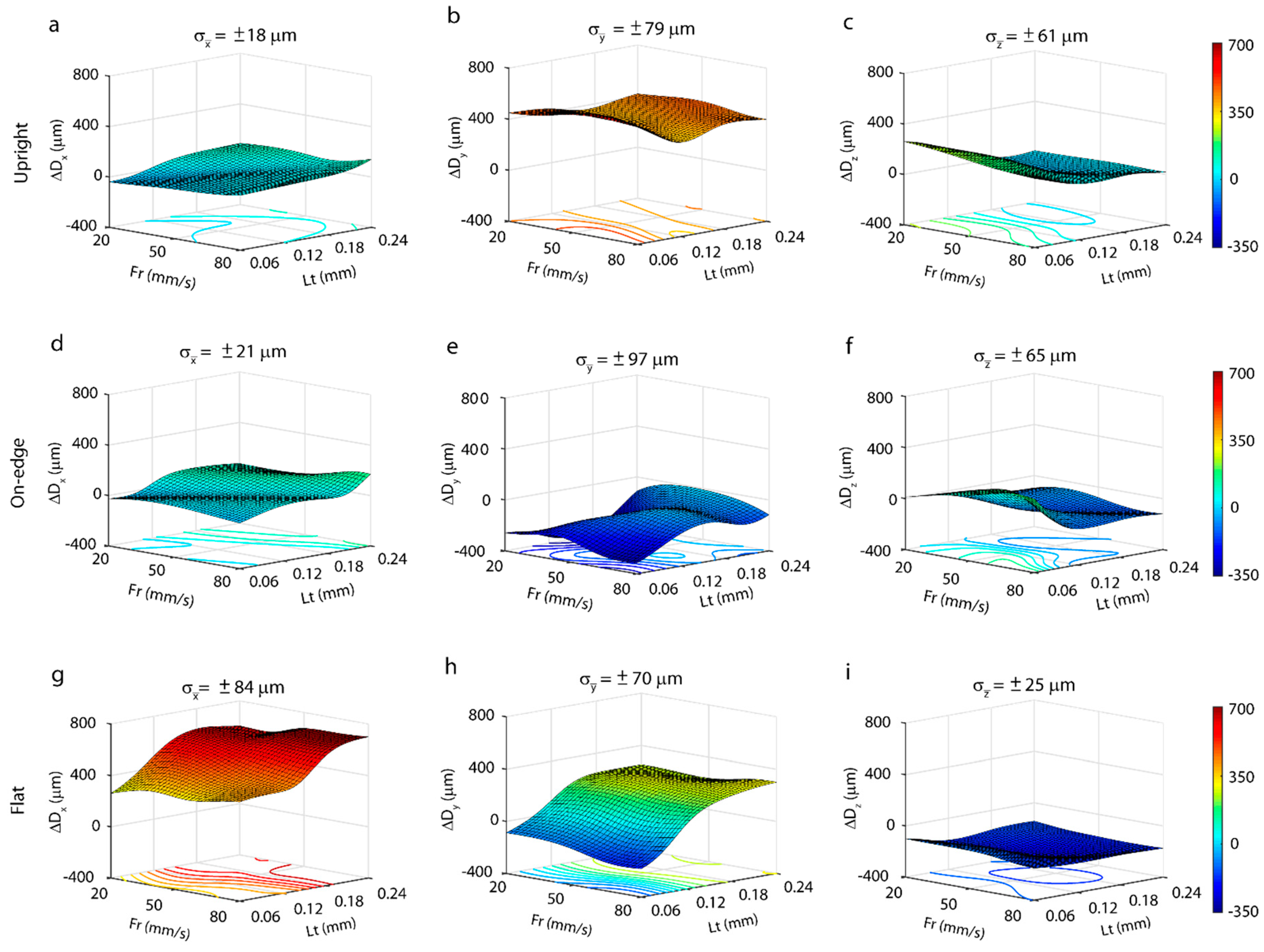
3.1. Dimensional Characterization
3.2. Flatness Evaluation
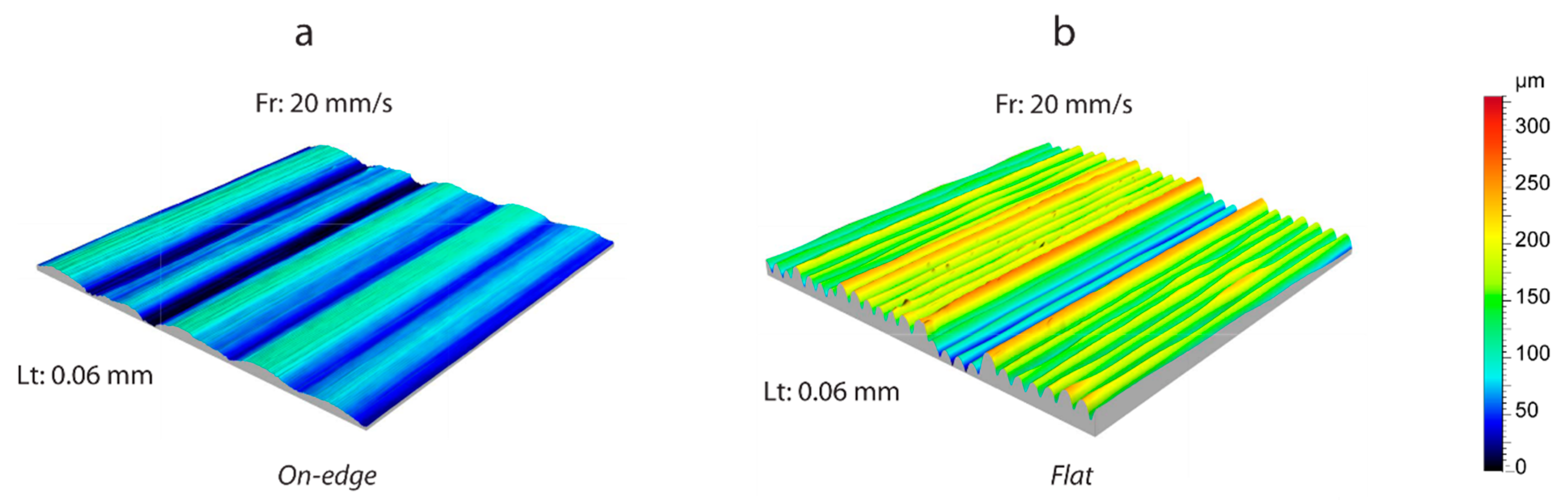
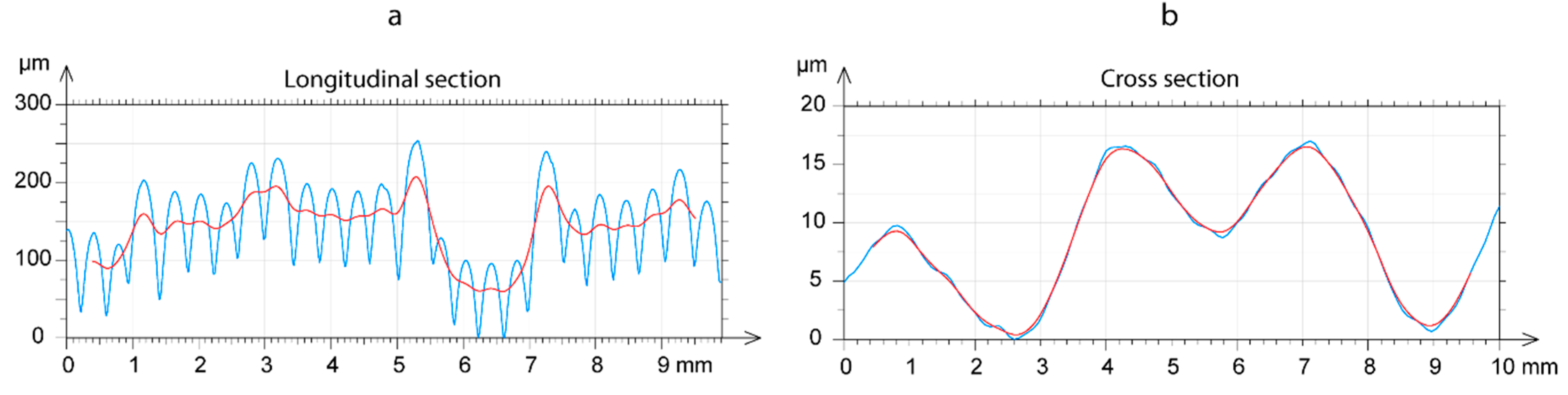
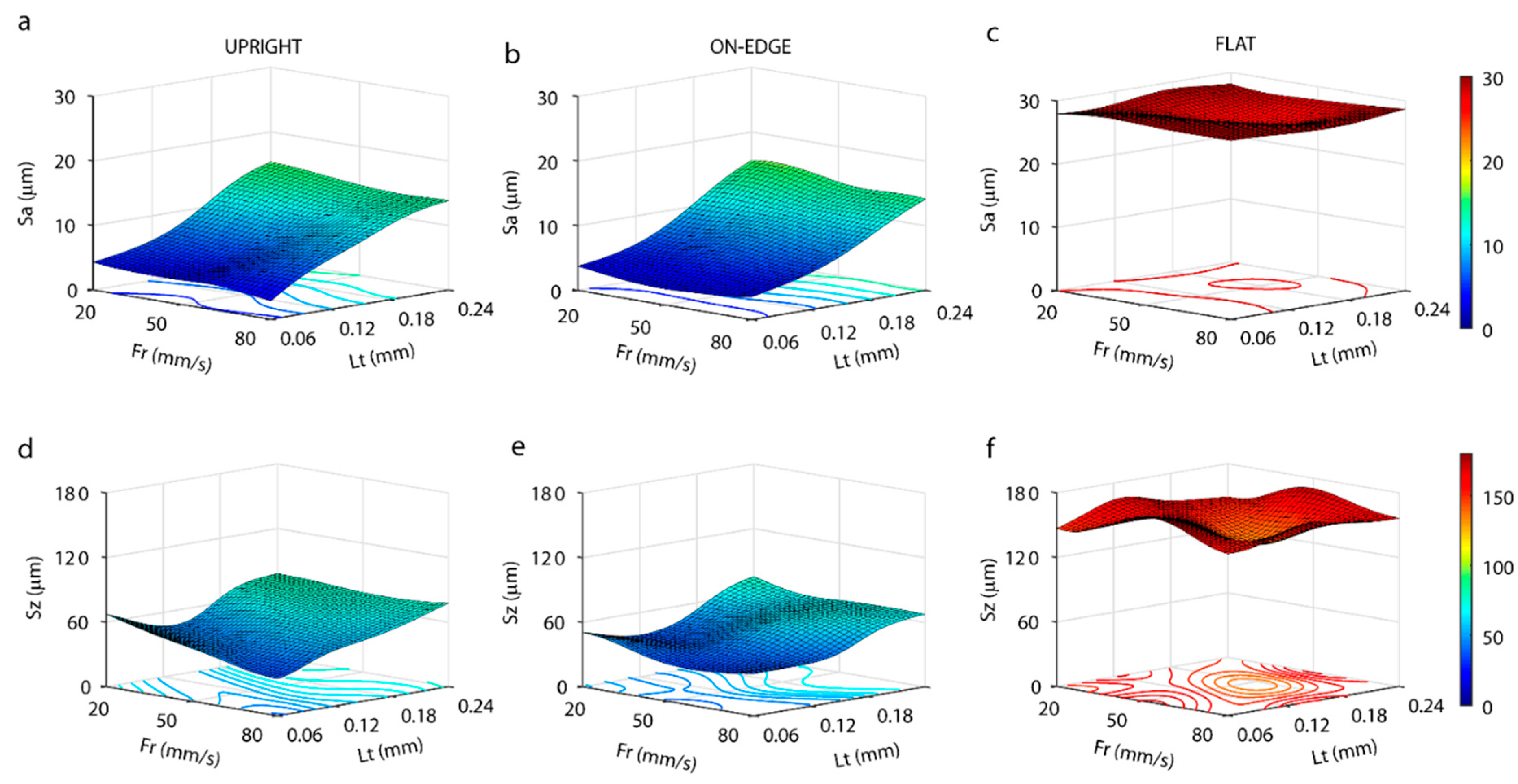
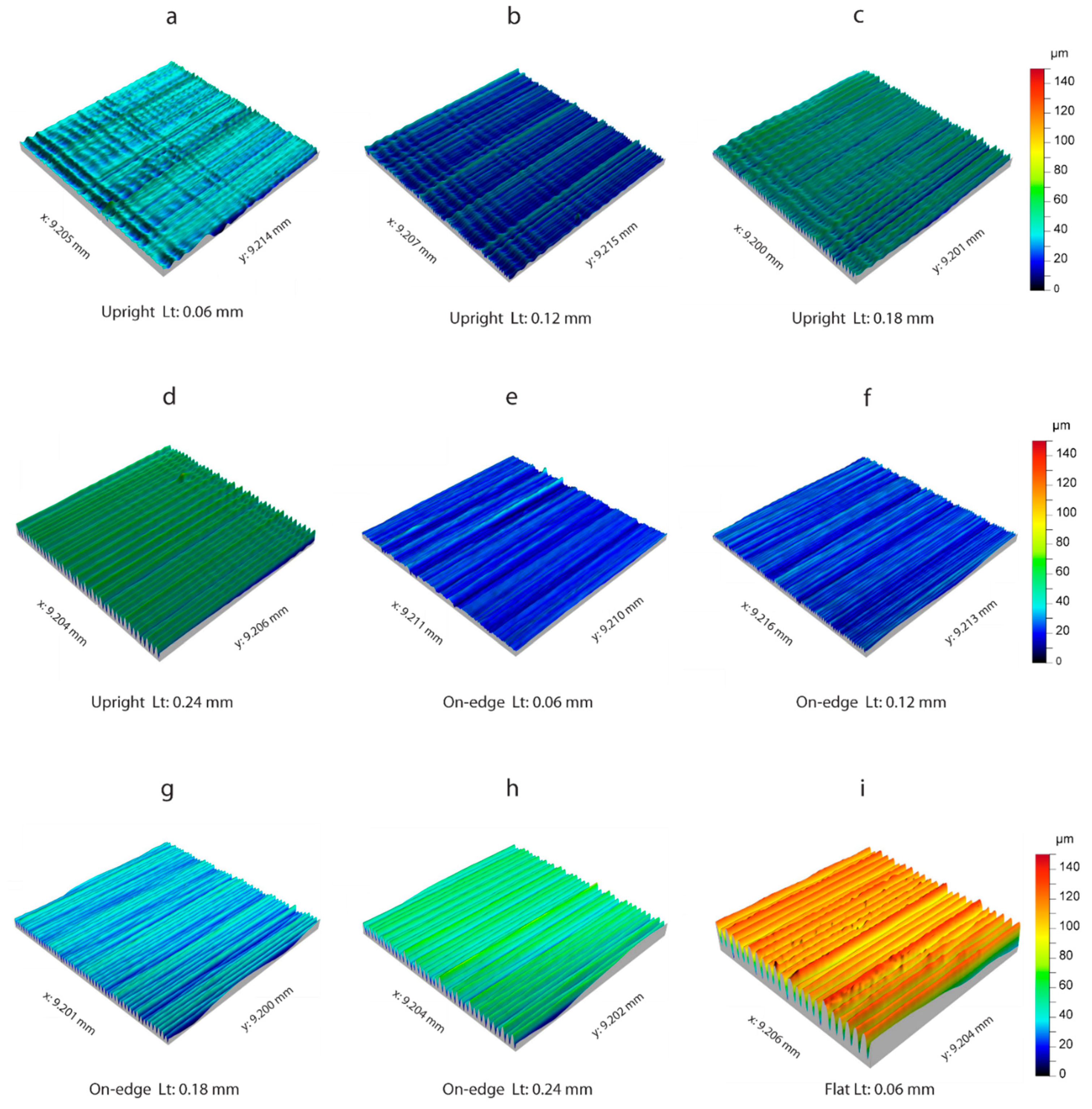
3.3. Surface Roughness
3.4. Comparison
4. Conclusions
- (a)
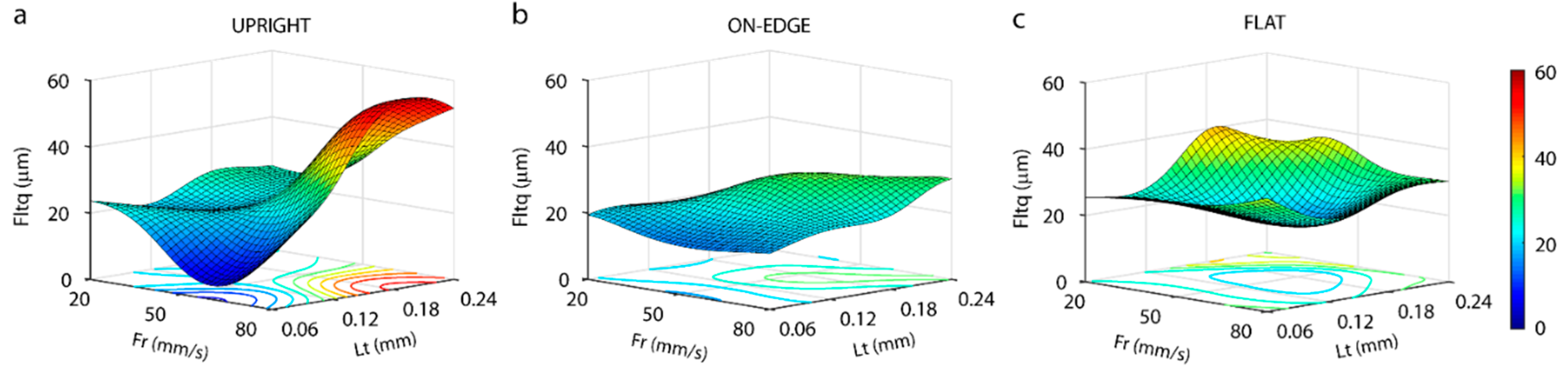
- With reference to the build orientations, only the on-edge orientation obtained good dimensional results in all three axes, with dimensional deviations below ~ 13 µm, which was a very satisfactory rate. The optimum conditions were obtained for a layer thickness of 0.06 mm, and a feed rate values ranging from 20 mm/s to 50 mm/s.
- (b)
- For the X-Y axes, the lowest dimensional variability was obtained in the upright orientation on the X-Y axes, with the shortest movement in length of the extruder. For the Z axis, the lowest dimensional variability was observed in the flat orientation, with a smaller accumulation of layers.
- (c)
- Though feed rate had no significant effect on any of the build orientations, and the effect of layer thickness failed to produce a clear behavioral pattern, most of the optimum conditions were obtained for Fr ≤ 50 mm/s and Lt ≤ 0.12 mm.
Author Contributions
Funding
Conflicts of Interest
References and Notes
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Rodríguez, G.P. Impact damage resistance of 3D printed continuous fiber reinforced thermoplastic composites using fused deposition modelling. Compos. Part. B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Singh, D.; Singh, R.; Boparai, K.S. Development and surface improvement of FDM pattern based investment casting of biomedical implants: A state of art review. J. Manuf. Process. 2018, 31, 80–95. [Google Scholar] [CrossRef]
- Masood, S.H. Advances in Fused Deposition Modeling. Compr. Mater. Process. 2014, 69–91. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fiber reinforced thermoplastic composites using fused deposition modelling. Polym. Test 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fiber reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J.; Reverte, J.M.; Becar, J.P. Additive Manufacturing of PLA-Based Composites Using Fused Filament Fabrication: Effect of Graphene Nanoplatelet Reinforcement on Mechanical Properties, Dimensional Accuracy and Texture. Polymers 2019, 11, 799. [Google Scholar] [CrossRef]
- El-Katatny, I.; Masood, S.; Morsi, Y. Error analysis of FDM fabricated medical replicas. Rapid Prototyp. J. 2010, 16, 36–43. [Google Scholar] [CrossRef]
- Singh, R. Some investigations for small-sized product fabrication with FDM for plastic components. Rapid Prototyp. J. 2013, 19, 58–63. [Google Scholar] [CrossRef]
- Omar, A.M.; Syed, H.M.; Jahar, L. Bhowmik Optimization of fused deposition modeling process parameters: A review of current research and future prospects. Adv. Manuf. 2015, 3, 42–53. [Google Scholar]
- Kumar, A.; Ohdar, R.K.; Mahapatra, S.S. Improving dimensional accuracy of Fused Deposition Modelling processed part using grey Taguchi method. Mater. Des. 2009, 30, 4243–4252. [Google Scholar] [CrossRef]
- Sahu, R.K.; Mahapatra, S.S.; Sood, A.K. A Study on Dimensional Accuracy of Fused Deposition Modeling (FDM) Processed Parts using Fuzzy Logic. J. Manuf. Sci. Prod. 2013, 13, 183–197. [Google Scholar] [CrossRef]
- Chang, D.Y.; Huang, B.H. Studies on profile error and extruding aperture for the RP parts using the fused deposition modeling process. Int. J. Adv. Manuf. Technol. 2011, 53, 1027–1037. [Google Scholar] [CrossRef]
- Peng, A.; Xiao, X.; Yue, R. Process parameter optimization for fused deposition modeling using response surface methodology combined with fuzzy inference system. Int J. Adv. Manuf. Technol. 2014, 73, 87–100. [Google Scholar] [CrossRef]
- Ahmed, O.; Hasan, S.; Lal, J. Optimization of fused deposition modeling process parameters for dimensional accuracy using I-optimality criterion. Measurement 2016, 81, 174–196. [Google Scholar] [CrossRef]
- Kaveh, M.; Badrossamay, M.; Foroozmehr, E.; Hemasian Etefagh, A. Optimization of the printing parameters affecting dimensional accuracy and internal cavity for HIPS material used in fused deposition modeling processes. J. Mater. Process. Technol. 2015, 226, 280–286. [Google Scholar] [CrossRef]
- Rahman, H.; John, T.D.; Sivadasan, M.; Singh, N.K. Investigation on the Scale Factor applicable to ABS based FDM Additive Manufacturing. Mater. Today Proc. 2018, 5, 1640–1648. [Google Scholar] [CrossRef]
- Noriega, A.; Blanco, D.; Alvarez, B.J.; Garcia, A. Dimensional accuracy improvement of FDM square cross-section parts using artificial neural networks and an optimization algorithm. Int. J. Adv. Manuf. Technol. 2013, 69, 2301–2313. [Google Scholar] [CrossRef]
- Lee, C.Y.; Liu, C.Y. The influence of forced-air cooling on a 3D printed PLA part manufactured by fused filament fabrication. Addit. Manuf. 2019, 25, 196–203. [Google Scholar] [CrossRef]
- Galantucci, L.M.; Bodi, I.; Kacani, J.; Lavecchia, F. Analysis of dimensional performance for a 3D open-source printer based on fused deposition modeling technique. Procedia CIRP 2015, 28, 82–87. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Accuracy prediction in fused deposition modeling. Int. J. Adv. Manuf. Technol. 2014, 73, 913–928. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Design for manufacturing of surfaces to improve accuracy in Fused Deposition Modeling. Robot. Comput. Integr. Manuf. 2016, 37, 103–114. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Triangular mesh offset aiming to enhance Fused Deposition Modeling accuracy. Int. J. Adv. Manuf. Technol. 2015, 80, 99–111. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Development and validation of extrusion deposition additive manufacturing process simulations. Addit. Manuf. 2019, 25, 218–226. [Google Scholar] [CrossRef]
- Mahmood, S.; Qureshi, A.J.; Talamona, D. Taguchi based process optimization for dimension and tolerance control for fused deposition modelling. Addit. Manuf. 2018, 21, 183–190. [Google Scholar] [CrossRef]
- Reyes-Rodríguez, A.; Dorado-Vicente, R.; Mayor-Vicario, R. Dimensional and form errors of PC parts printed via Fused Deposition Modelling. Procedia Manuf. 2017, 13, 880–887. [Google Scholar] [CrossRef]
- Nuñez, P.J.; Rivas, A.; García-Plaza, E.; Beamud, E.; Sanz-Lobera, A. Dimensional and Surface Texture Characterization in Fused Deposition Modelling (FDM) with ABS plus. Procedia Eng. 2015, 132, 856–863. [Google Scholar] [CrossRef]
- Sajan, N.; John, T.D.; Sivadasan, M.; Singh, N.K. An investigation on circularity error of components processed on Fused Deposition Modeling (FDM). Mater. Today Proc. 2018, 5, 1327–1334. [Google Scholar] [CrossRef]
- Ahn, D.; Kweon, J.H.; Kwon, S.; Song, J.; Lee, S. Representation of surface roughness in fused deposition modeling. J. Mater. Process. Technol. 2009, 209, 5593–5600. [Google Scholar] [CrossRef]
- Boschetto, A.; Giordano, V.; Veniali, F. Modelling micro geometrical profiles in fused deposition process. Int. J. Adv. Manuf. Technol. 2012, 61, 945–956. [Google Scholar] [CrossRef]
- Boschetto, A.; Giordano, V.; Veniali, F. 3D roughness profile model in fused deposition modelling. Rapid Prototyp. J. 2013, 19, 240–252. [Google Scholar] [CrossRef]
- Boschetto, A.; Giordano, V.; Veniali, F. Surface roughness prediction in fused deposition modelling by neural networks. Int. J. Adv. Manuf. Technol. 2013, 67, 2727–2742. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L.; Veniali, F. Integration of FDM surface quality modeling with process design. Addit. Manuf. 2016, 12, 334–344. [Google Scholar] [CrossRef]
- Jin, Y.; Li, H.; He, Y.; Fu, J. Quantitative analysis of surface profile in fused deposition modeling. Addit. Manuf. 2015, 8, 142–148. [Google Scholar] [CrossRef]
- Reddy, V.; Flys, O.; Chaparala, A.; Berrimi, C.E.; Amogh, V. Study on surface texture of Fused Deposition Modeling. Procedia Manuf. 2018, 00, 16–18. [Google Scholar] [CrossRef]
- Singh, S.; Singh, M.; Prakash, C.; Gupta, M.K.; Mia, M.; Singh, R. Optimization and reliability analysis to improve surface quality and mechanical characteristics of heat-treated fused filament fabricated parts. Int. J. Adv. Manuf. Technol. 2019, 102, 1521–1536. [Google Scholar] [CrossRef]
- Peterson, A.M. Review of acrylonitrile butadiene styrene in fused filament fabrication: A plastics engineering-focused perspective. Addit. Manuf. 2019, 27, 363–371. [Google Scholar] [CrossRef]
- ISO 178. Plastics—Determination of Flexural Properties. 2010. [Google Scholar]
- ISO 12781-1. Geometrical Product Specifications (GPS)—Flatness—Part 1: Vocabulary and Parameters of Flatness. 2011. [Google Scholar]
- ISO 25178-2. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters. 2012. [Google Scholar]
- Mia, M.; Dhar, N.R. Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network. Meas. J. Int. Meas. Confed. 2016, 92, 464–474. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Build Orientation | |||||
|---|---|---|---|---|---|---|
| Upright | On-Edge | Flat | ||||
| Sum of Squares | p-Value | Sum of Squares | p-Value | Sum of Squares | p-Value | |
| 477 | 0.946 | 19843 | 0.323 | 23 | 0.981 | |
| 36777 | 0.550 | 3669 | 0.669 | 20819 | 0.472 | |
| 26 | 0.987 | 18241 | 0.343 | 10 | 0.987 | |
| 15960 | 0.693 | 6615 | 0.566 | 16087 | 0.526 | |
| 1833 | 0.893 | 71 | 0.953 | 500 | 0.911 | |
| Parameter | Build Orientation | ||
|---|---|---|---|
| Upright | On-Edge | Flat | |
| Fr | −0.007 | 0.107 | 0.002 |
| Lt | 0.295 | 0.091 | −0.106 |
| Parameter | Build Orientation | |||||
|---|---|---|---|---|---|---|
| Upright | On-Edge | Flat | ||||
| Sum of Squares | p-Value | Sum of Squares | p-Value | Sum of Squares | p-Value | |
| 481.48 | 0.004 | 13.006 | 0.388 | 0.089 | 0.967 | |
| 797.95 | 0.001 | 84.929 | 0.055 | 15.144 | 0.591 | |
| 250.05 | 0.017 | 5.737 | 0.559 | 59.844 | 0.302 | |
| 56.68 | 0.171 | 19.836 | 0.294 | 58.224 | 0.308 | |
| 329.13 | 0.010 | 35.939 | 0.173 | 28.143 | 0.468 | |
| Area Roughness Parameters | Processing Parameters | Build Orientation | |||||
|---|---|---|---|---|---|---|---|
| Upright | On-Edge | Flat | |||||
| Sum of Squares | p-Value | Sum of Squares | P-Value | Sum of Squares | p-Value | ||
| Sa | Fr | 0.058 | 0.809 | 0.726 | 0.157 | 0.03251 | 0.849 |
| Lt | 201.044 | 0.000 | 225.816 | 0.000 | 0.00726 | 0.928 | |
| 1.402 | 0.259 | 0.072 | 0.630 | 1.70134 | 0.200 | ||
| 0.261 | 0.610 | 3.101 | 0.016 | 1.12853 | 0.285 | ||
| 0.019 | 0.888 | 0.477 | 0.238 | 0.00342 | 0.951 | ||
| Sz | Fr | 123.48 | 0.182 | 31.96 | 0.436 | 26.21 | 0.736 |
| Lt | 1338.88 | 0.003 | 1535.81 | 0.001 | 0.85 | 0.951 | |
| 0.11 | 0.965 | 0.07 | 0.971 | 2.04 | 0.925 | ||
| 108.90 | 0.206 | 106.56 | 0.178 | 25.75 | 0.739 | ||
| 206.25 | 0.099 | 4.17 | 0.773 | 8.89 | 0.844 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
García Plaza, E.; Núñez López, P.J.; Caminero Torija, M.Á.; Chacón Muñoz, J.M. Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion. Polymers 2019, 11, 1581. https://doi.org/10.3390/polym11101581
García Plaza E, Núñez López PJ, Caminero Torija MÁ, Chacón Muñoz JM. Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion. Polymers. 2019; 11(10):1581. https://doi.org/10.3390/polym11101581
Chicago/Turabian StyleGarcía Plaza, Eustaquio, Pedro José Núñez López, Miguel Ángel Caminero Torija, and Jesús Miguel Chacón Muñoz. 2019. "Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion" Polymers 11, no. 10: 1581. https://doi.org/10.3390/polym11101581
APA StyleGarcía Plaza, E., Núñez López, P. J., Caminero Torija, M. Á., & Chacón Muñoz, J. M. (2019). Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion. Polymers, 11(10), 1581. https://doi.org/10.3390/polym11101581