Morphology Evolution and Rheological Behaviors of PP/SR Thermoplastic Vulcanizate

 ,
, 
Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of PP/SR TPVs
2.3. Characterizations
2.3.1. Morphology Characterization
2.3.2. Dynamic Rheological Measurements
2.3.3. Creep Measurement
3. Results and Discussions
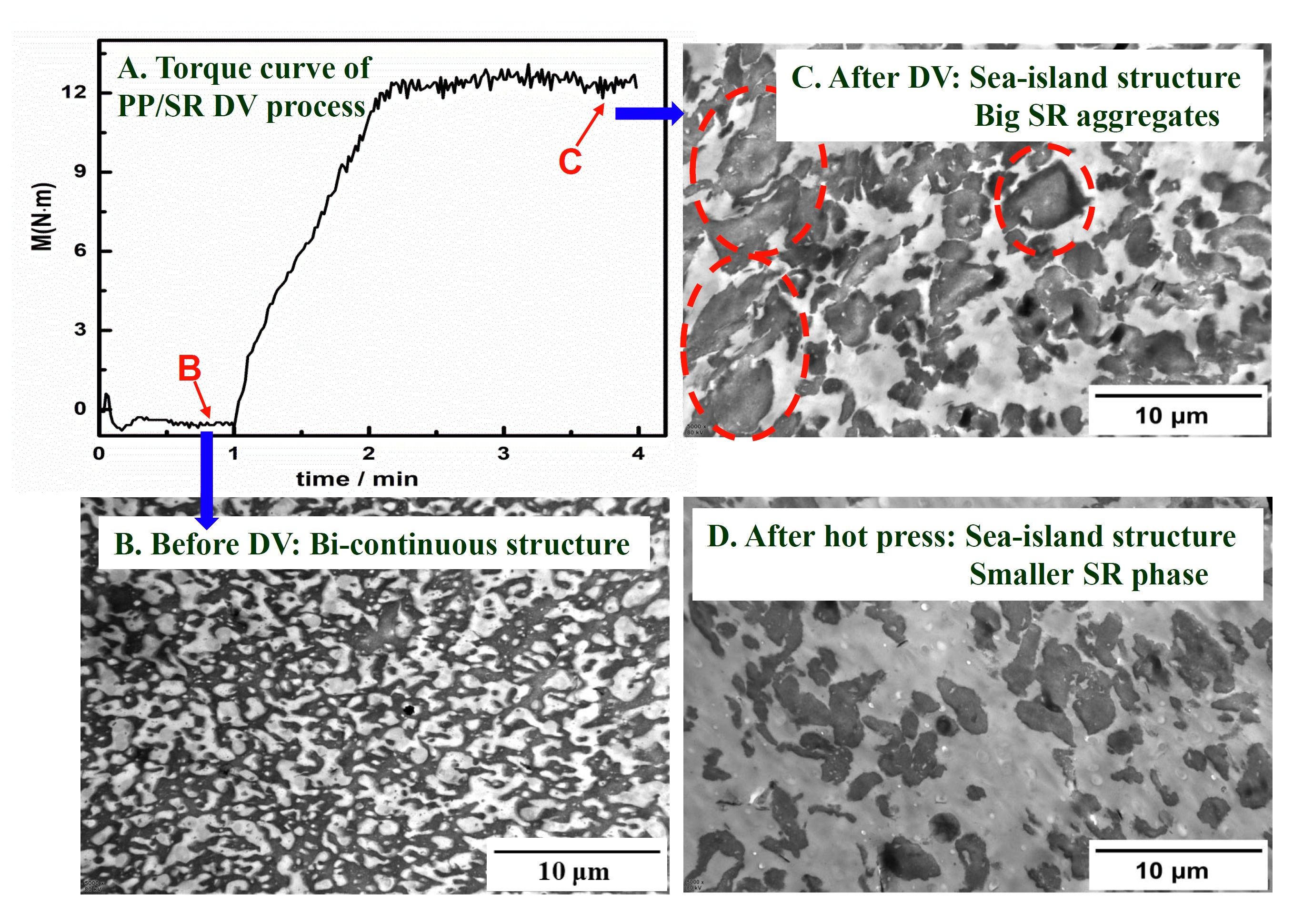
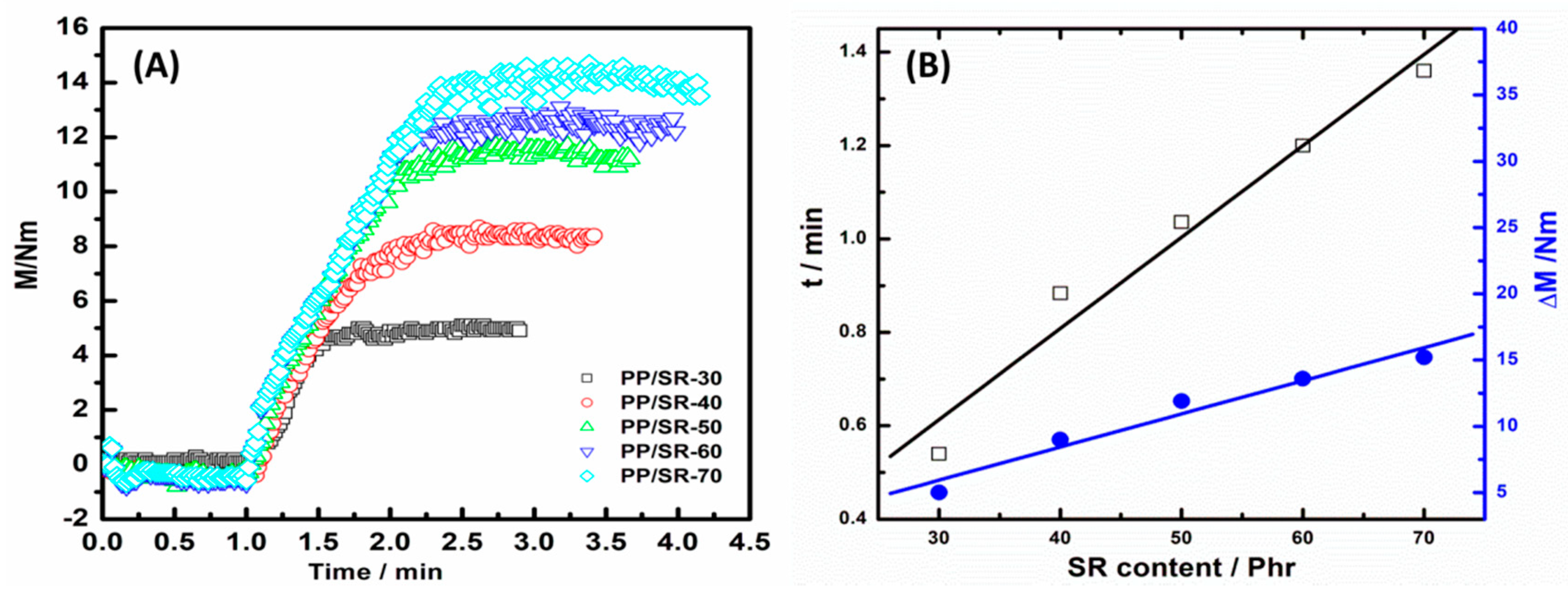
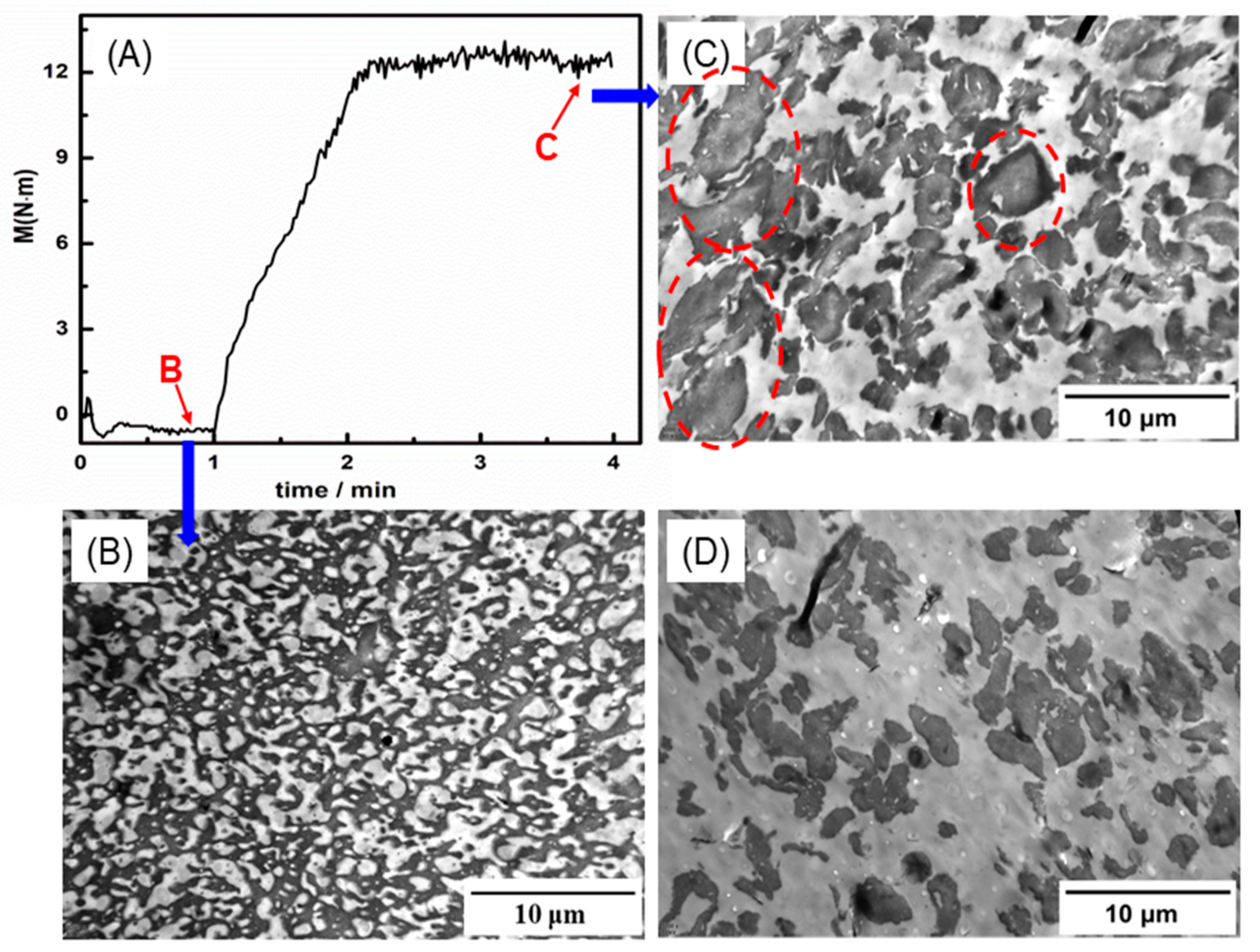
3.1. Mixing Torque of PP/SR TPVs
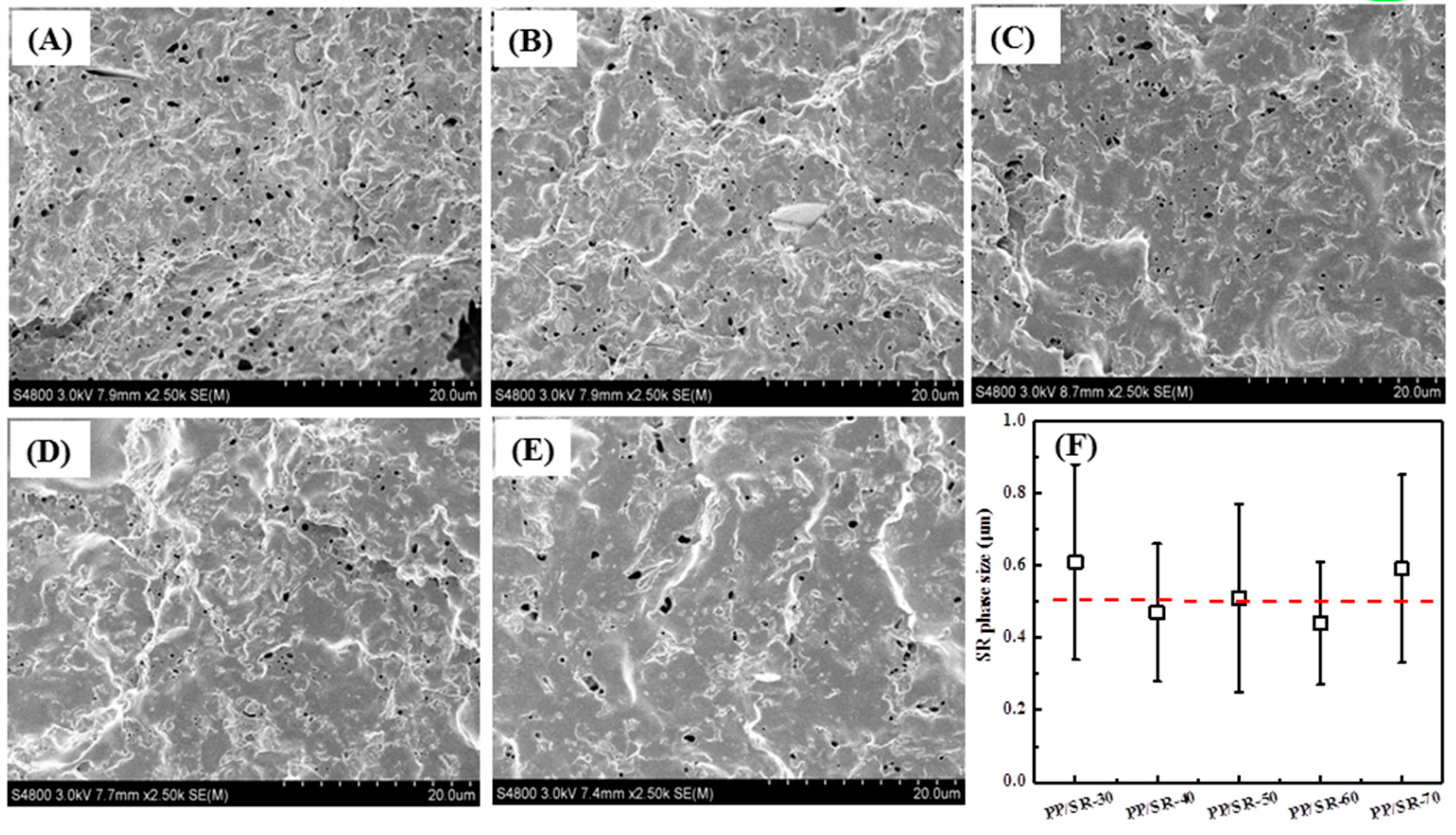
3.2. Morphology of PP/SR TPVs
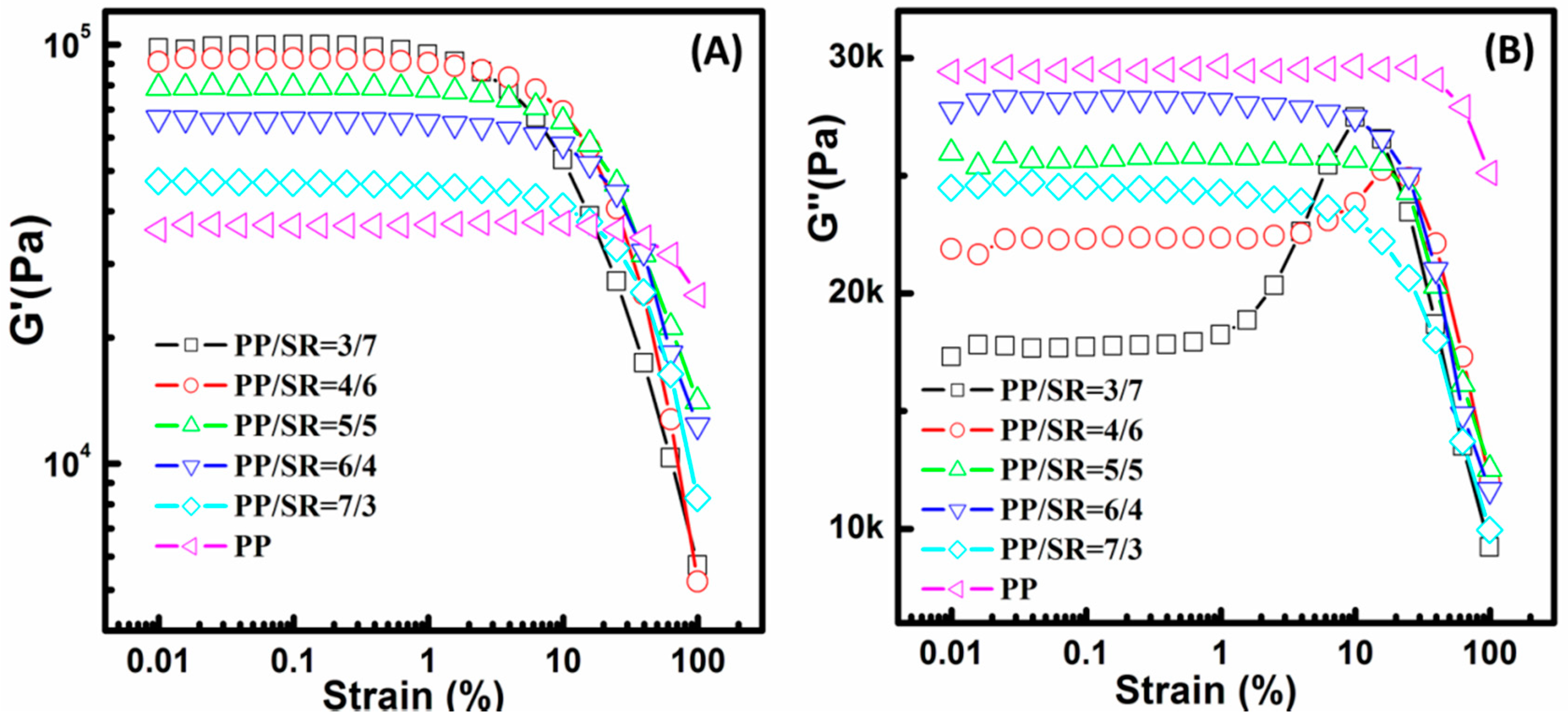
3.3. Strain Sweep of PP/SR TPVs
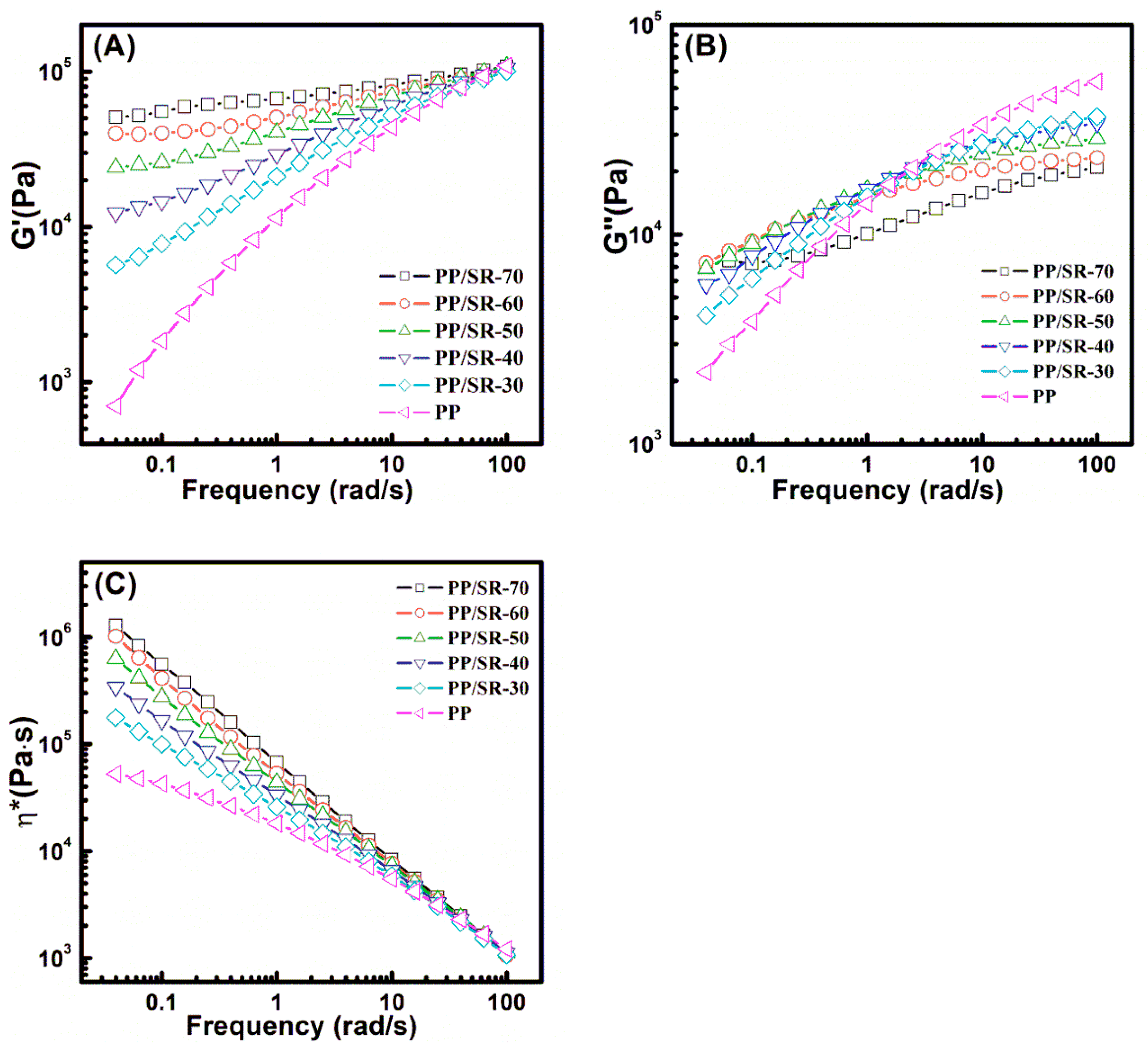
3.4. Viscoelastic Properties of PP/SR TPVs
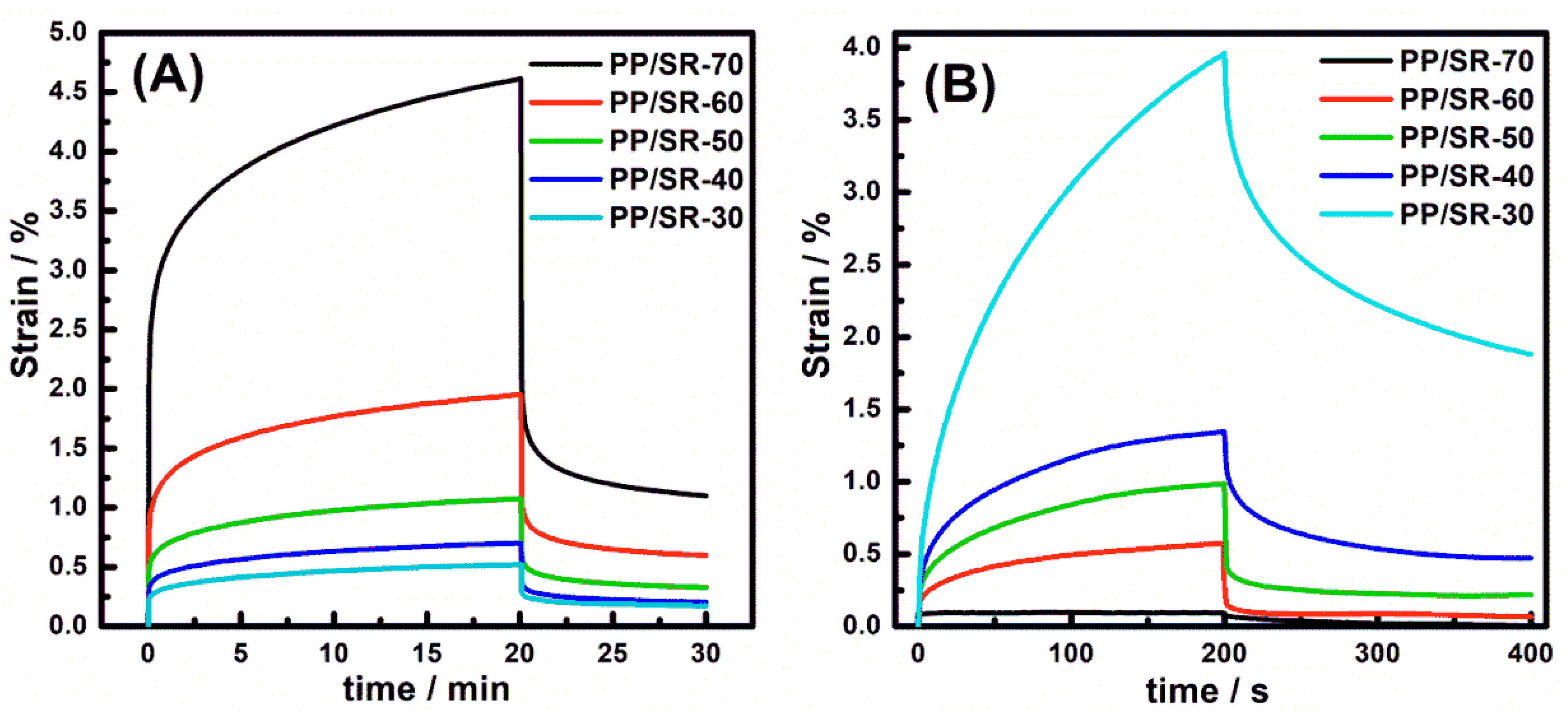
3.5. Creep Behaviors
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ning, N.Y.; Li, S.Q.; Wu, H.G.; Tian, H.C.; Yao, P.J.; Hu, G.H.; Tian, M.; Zhang, L.Q. Preparation, microstructure, and microstructure-properties relationship of thermoplastic vulcanizates (TPVs): A review. Prog. Polym. Sci. 2018, 79, 61–97. [Google Scholar] [CrossRef]
- Gessler, A.M.; Haslett, W.H. Process for Preparing a Vulcanised Blend of Crystalline Polypropylene and Chlorinated Butyl Rubber. US Patent No 3,037,954, 5 June 1962. [Google Scholar]
- Fisher, W.K. Thermoplastic Blend of Partially Cured Monoolefin Copolymer Rubber and Polyolefin Plastic. US Patent No 3,862,106, 4 June 1973. [Google Scholar]
- Wu, H.G.; Tian, M.; Zhang, L.Q.; Tian, H.C.; Wu, Y.P.; Ning, N.Y.; Chan, T.W. New Understanding of Morphology Evolution of Thermoplastic Vulcanizate (TPV) during Dynamic Vulcanization. ACS Sustain. Chem. Eng. 2015, 3, 26–32. [Google Scholar] [CrossRef]
- Ma, L.F.; Bao, R.Y.; Dou, R.; Zheng, S.D.; Liu, Z.Y.; Zhang, R.Y.; Yang, M.B.; Yang, W. Conductive thermoplastic vulcanizates (TPVs) based on polypropylene (PP)/ethylene-propylene-diene rubber (EPDM) blend: From strain sensor to highly stretchable conductor. Compos. Sci. Technol. 2016, 128, 176–184. [Google Scholar] [CrossRef]
- Antunes, C.F.; Machado, A.V.; van Duin, M. Morphology development and phase inversion during dynamic vulcanisation of EPDM/PP blends. Eur. Polym. J. 2011, 47, 1447–1459. [Google Scholar] [CrossRef]
- Ellul, M.D.; Tsou, A.H.; Hu, W.G. Crosslink densities and phase morphologies in thermoplastic vulcanizates. Polymer 2004, 45, 3351–3358. [Google Scholar] [CrossRef]
- Litvinov, V.M. EPDM/PP thermoplastic vulcanizates as studied by proton NMR relaxation: Phase composition, molecular mobility, network structure in the rubbery phase, and network heterogeneity. Macromolecules 2006, 39, 8727–8741. [Google Scholar] [CrossRef]
- Naskar, K.; Gohs, U.; Wagenknecht, U.; Heinrich, G. PP-EPDM thermoplastic vulcanisates (TPVs) by electron induced reactive processing. Express Polym. Lett. 2009, 3, 677–683. [Google Scholar] [CrossRef]
- Zhao, Y.S.; Liu, Z.W.; Su, B.; Chen, F.; Fu, Q.; Ning, N.Y.; Tian, M. Property enhancement of PP-EPDM thermoplastic vulcanizates via shear-induced break-up of nano-rubber aggregates and molecular orientation of the matrix. Polymer 2015, 63, 170–178. [Google Scholar] [CrossRef]
- Oderkerk, J.; de Schaetzen, G.; Goderis, B.; Hellemans, L.; Groeninckx, G. Micromechanical deformation and recovery processes of nylon-6 rubber thermoplastic vulcanizates as studied by atomic force microscopy and transmission electron microscopy. Macromolecules 2002, 35, 6623–6629. [Google Scholar] [CrossRef]
- Oderkerk, J.; Groeninckx, G.; Soliman, M. Investigation of the deformation and recovery behavior of nylon-6/rubber thermoplastic vulcanizates on the molecular level by infrared-strain recovery measurements. Macromolecules 2002, 35, 3946–3954. [Google Scholar] [CrossRef]
- Oderkerk, J.; Groeninckx, G. Morphology development by reactive compatibilisation and dynamic vulcanisation of nylon6/EPDM blends with a high rubber fraction. Polymer 2002, 43, 2219–2228. [Google Scholar] [CrossRef]
- Ning, N.; Hu, L.; Yao, P.; Wu, H.; Han, J.; Zhang, L.; Tian, H.; Tian, M. Study on the microstructure and properties of bromobutyl rubber ( BIIR)/polyamide-12 (PA12) thermoplastic vulcanizates (TPVs). J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Babu, R.R.; Singha, N.K.; Naskar, K. Effects of mixing sequence on peroxide cured polypropylene (PP)/ethylene octene copolymer (EOC) thermoplastic vulcanizates (TPVs). Part. II. Viscoelastic characteristics. J. Polym. Res. 2011, 18, 31–39. [Google Scholar] [CrossRef]
- Babu, R.R.; Singha, N.K.; Naskar, K. Effects of mixing sequence on peroxide cured polypropylene (PP)/ethylene octene copolymer (EOC) thermoplastic vulcanizates (TPVs). Part. I. Morphological, mechanical and thermal properties. J. Polym. Res. 2010, 17, 657–671. [Google Scholar] [CrossRef]
- Wu, N.J.; Zhang, H.; Fu, G.L. Super-tough Poly(lactide) Thermoplastic Vulcanizates Based on Modified Natural Rubber. ACS Sustain. Chem. Eng. 2017, 5, 78–84. [Google Scholar] [CrossRef]
- Ma, P.; Xu, P.; Zhai, Y.; Dong, W.; Zhang, Y.; Chen, M. Biobased Poly(lactide)/ethylene-co-vinyl Acetate Thermoplastic Vulcanizates: Morphology Evolution, Superior Properties, and Partial Degradability. ACS Sustain. Chem. Eng. 2015, 3, 2211–2219. [Google Scholar] [CrossRef]
- Gao, Y.; Li, Y.; Hu, X.; Wu, W.; Wang, Z.; Wang, R.; Zhang, L. Preparation and Properties of Novel Thermoplastic Vulcanizate Based on Bio-Based Polyester/Polylactic Acid, and Its Application in 3D Printing. Polymers 2017, 9. [Google Scholar] [CrossRef]
- Kalkornsurapranee, E.; Nakason, C.; Kummerlowe, C.; Vennemann, N. Development and preparation of high-performance thermoplastic vulcanizates based on blends of natural rubber and thermoplastic polyurethanes. J. Appl. Polym. Sci. 2013, 128, 2358–2367. [Google Scholar] [CrossRef]
- Chatterjee, T.; Wiessner, S.; Naskar, K.; Heinrich, G. Novel thermoplastic vulcanizates (TPVs) based on silicone rubber and polyamide exploring peroxide cross-linking. Express Polym. Lett. 2014, 8, 220–231. [Google Scholar] [CrossRef]
- Wang, Y.; Fang, L.; Xu, C.; Chen, Z.; Chen, Y. Morphology and Properties of Poly(vinylidene fluoride)/Silicone Rubber Blends. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Wang, Y.H.; Gong, Z.; Xu, C.H.; Chen, Y.K. Poly (vinylidene fluoride)/fluororubber/silicone rubber thermoplastic vulcanizates prepared through core-shell dynamic vulcanization: Formation of different rubber/plastic interfaces via controlling the core from “soft” to “hard”. Mater. Chem. Phys. 2017, 195, 123–131. [Google Scholar] [CrossRef]
- Wang, Y.P.; Jiang, X.J.; Xu, C.H.; Chen, Z.H.; Chen, Y.K. Effects of partial replacement of silicone rubber with flurorubber on properties of dynamically cured poly(vinylidene fluoride)/silicone rubber/flurorubber ternary blends. Polym. Test. 2013, 32, 1392–1399. [Google Scholar] [CrossRef]
- Shafieizadegan-Esfahani, A.R.; Abdollahi, M.M.; Katbab, A.A. Effects of Compounding Procedure on Morphology Development, Melt Rheology, and Mechanical Properties of Nanoclay-Reinforced Dynamically Vulcanized EPDM/Polypropylene Thermoplastic Vulcanizates. Polym. Eng. Sci. 2016, 56, 914–921. [Google Scholar] [CrossRef]
- Naskar, K.; Gohs, U.; Heinrich, G. Influence of molecular structure of blend components on the performance of thermoplastic vulcanisates prepared by electron induced reactive processing. Polymer 2016, 91, 203–210. [Google Scholar] [CrossRef]
- Li, X.; Wu, Q.; Zheng, M.; Li, Q.; Wang, S.; Zhang, C. Mechanical, thermal properties and curing kinetics of liquid silicone rubber filled with cellulose nanocrystal. Cellulose 2018, 25, 473–483. [Google Scholar] [CrossRef]
- Wu, H.G.; Tian, M.; Zhang, L.Q.; Tian, H.C.; Wu, Y.P.; Ning, N.Y.; Hu, G.H. Effect of Rubber Nanoparticle Agglomeration on Properties of Thermoplastic Vulcanizates during Dynamic Vulcanization. Polymers 2016, 8. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Bhowmick, A.K. Viscoelastic properties and melt rheology of novel polyamide 6/fluoroelastomer nanostructured thermoplastic vulcanizates. J. Mater. Sci. 2016, 51, 252–261. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Bhowmick, A.K. Dynamic vulcanization of novel nanostructured polyamide 6/fluoroelastomer thermoplastic elastomeric blends with special reference to morphology, physical properties and degree of vulcanization. Polymer 2015, 57, 105–116. [Google Scholar] [CrossRef]
- Wu, H.G.; Tian, M.; Zhang, L.Q.; Tian, H.C.; Wu, Y.P.; Ning, N.Y. New understanding of microstructure formation of the rubber phase in thermoplastic vulcanizates (TPV). Soft Matter 2014, 10, 1816–1822. [Google Scholar] [CrossRef]
- Du, M.; Wu, Q.; Zuo, M.; Zheng, Q. Filler effects on the phase separation behavior of poly (methyl methacrylate)/poly (styrene-co-acrylonitrile) binary polymer blends. Eur. Polym. J. 2013, 49, 2721–2729. [Google Scholar] [CrossRef]
- Yang, R.Q.; Song, Y.H.; Zheng, Q. Payne effect of silica-filled styrene-butadiene rubber. Polymer 2017, 116, 304–313. [Google Scholar] [CrossRef]
- Fletcher, W.P.; Gent, A.N. Non-Linearity in the Dynamic Properties of Vulcanised Rubber Compounds. Trans. Inst. Rubber Ind. 1953, 29, 266–280. [Google Scholar]
- Payne, A.R. The dynamic properties of carbon black-loaded natural rubber vulcanizates. Part I. J. Appl. Polym. Sci. 1962, 6, 57–63. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PP/SR-30 | PP/SR-40 | PP/SR-50 | PP/SR-60 | PP/SR-70 | |
|---|---|---|---|---|---|---|
| Component | ||||||
| PP | 70 | 60 | 50 | 40 | 30 | |
| PMVS | 30 | 40 | 50 | 60 | 70 | |
| Pt catalyst | 0.06 | 0.08 | 0.10 | 0.12 | 0.14 | |
| PMHS | 0.9 | 1.2 | 1.5 | 1.8 | 2.1 | |
| Alkynol inhibitor | 0.3 | 0.4 | 0.5 | 0.6 | 0.7 | |
| Antioxidant | 0.1 | 0.1 | 0.1 | 0.1 | 0.1 | |
| Samples | 40 °C | 180 °C | ||||
|---|---|---|---|---|---|---|
| Creep deformation (%) | Creep recovery (%) | Recovery rate (%) | Creep deformation (%) | Creep recovery (%) | Recovery rate (%) | |
| PP/SR-30 | 0.52 | 0.17 | 67.3 | 3.96 | 1.88 | 52.4 |
| PP/SR-40 | 0.70 | 0.20 | 71.1 | 1.34 | 0.47 | 64.9 |
| PP/SR-50 | 1.08 | 0.33 | 68.7 | 0.98 | 0.26 | 73.4 |
| PP/SR-60 | 1.95 | 0.60 | 69.8 | 0.57 | 0.07 | 88.4 |
| PP/SR-70 | 4.61 | 1.13 | 75.4 | 0.10 | 0.0035 | 96.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Q.; Fang, J.; Zheng, M.; Luo, Y.; Wang, X.; Xu, L.; Zhang, C. Morphology Evolution and Rheological Behaviors of PP/SR Thermoplastic Vulcanizate. Polymers 2019, 11, 175. https://doi.org/10.3390/polym11010175
Wu Q, Fang J, Zheng M, Luo Y, Wang X, Xu L, Zhang C. Morphology Evolution and Rheological Behaviors of PP/SR Thermoplastic Vulcanizate. Polymers. 2019; 11(1):175. https://doi.org/10.3390/polym11010175
Chicago/Turabian StyleWu, Qiang, Jiafeng Fang, Minghuan Zheng, Yan Luo, Xu Wang, Lixin Xu, and Chunhui Zhang. 2019. "Morphology Evolution and Rheological Behaviors of PP/SR Thermoplastic Vulcanizate" Polymers 11, no. 1: 175. https://doi.org/10.3390/polym11010175
APA StyleWu, Q., Fang, J., Zheng, M., Luo, Y., Wang, X., Xu, L., & Zhang, C. (2019). Morphology Evolution and Rheological Behaviors of PP/SR Thermoplastic Vulcanizate. Polymers, 11(1), 175. https://doi.org/10.3390/polym11010175