The Influence of the Blend Ratio in PA6/PA66/MWCNT Blend Composites on the Electrical and Thermal Properties




Abstract
1. Introduction
2. Materials and Methods
3. Results
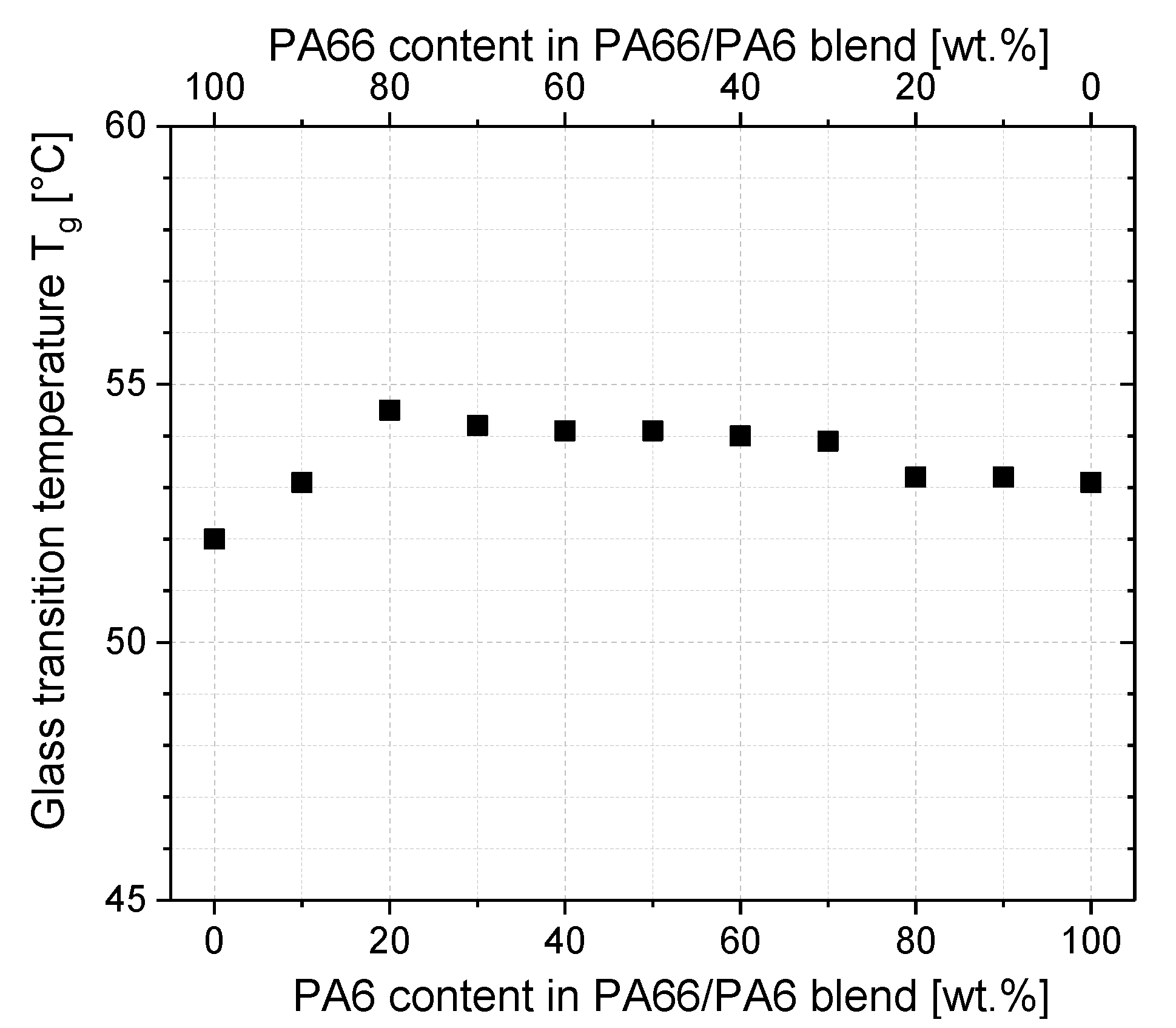
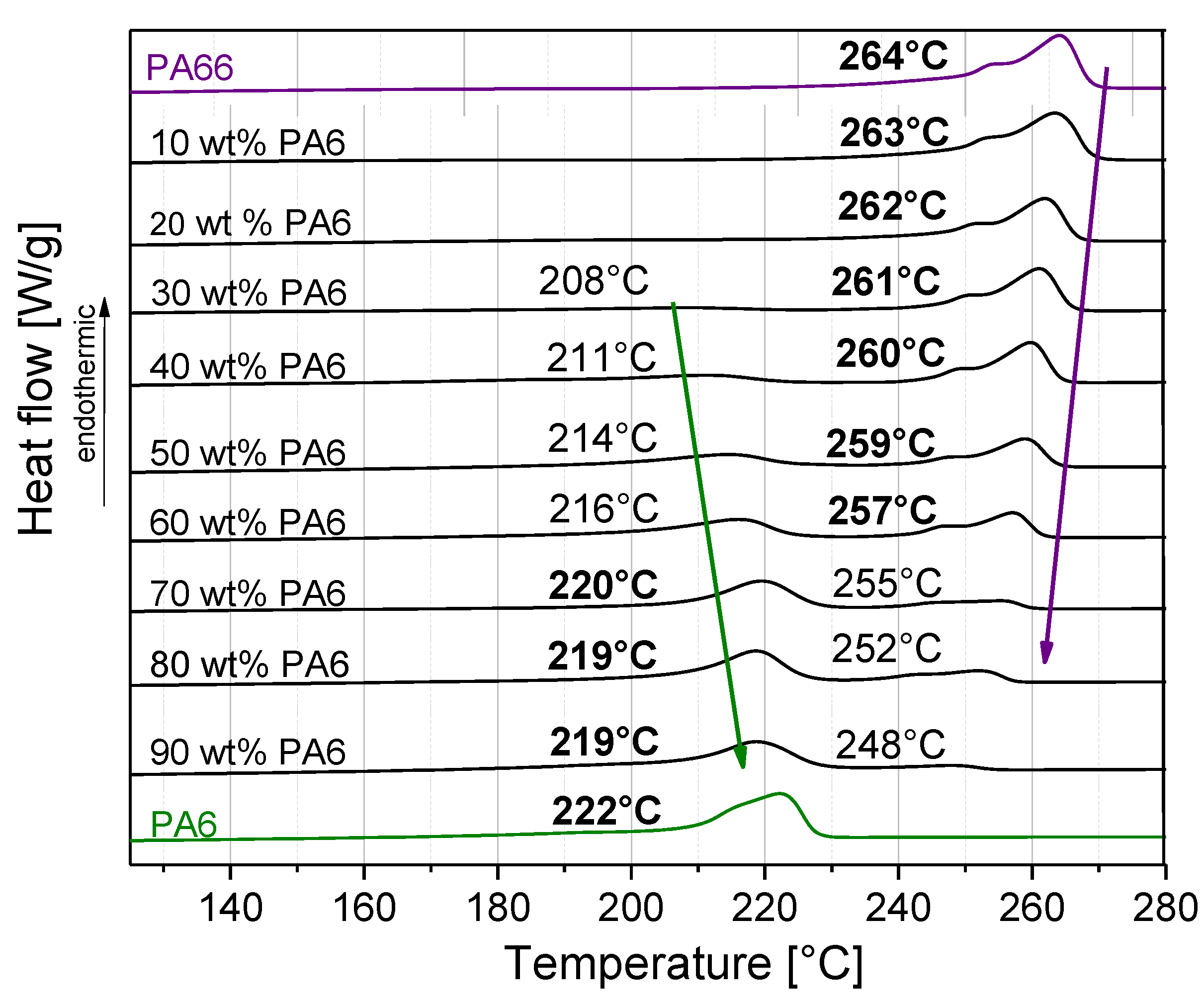
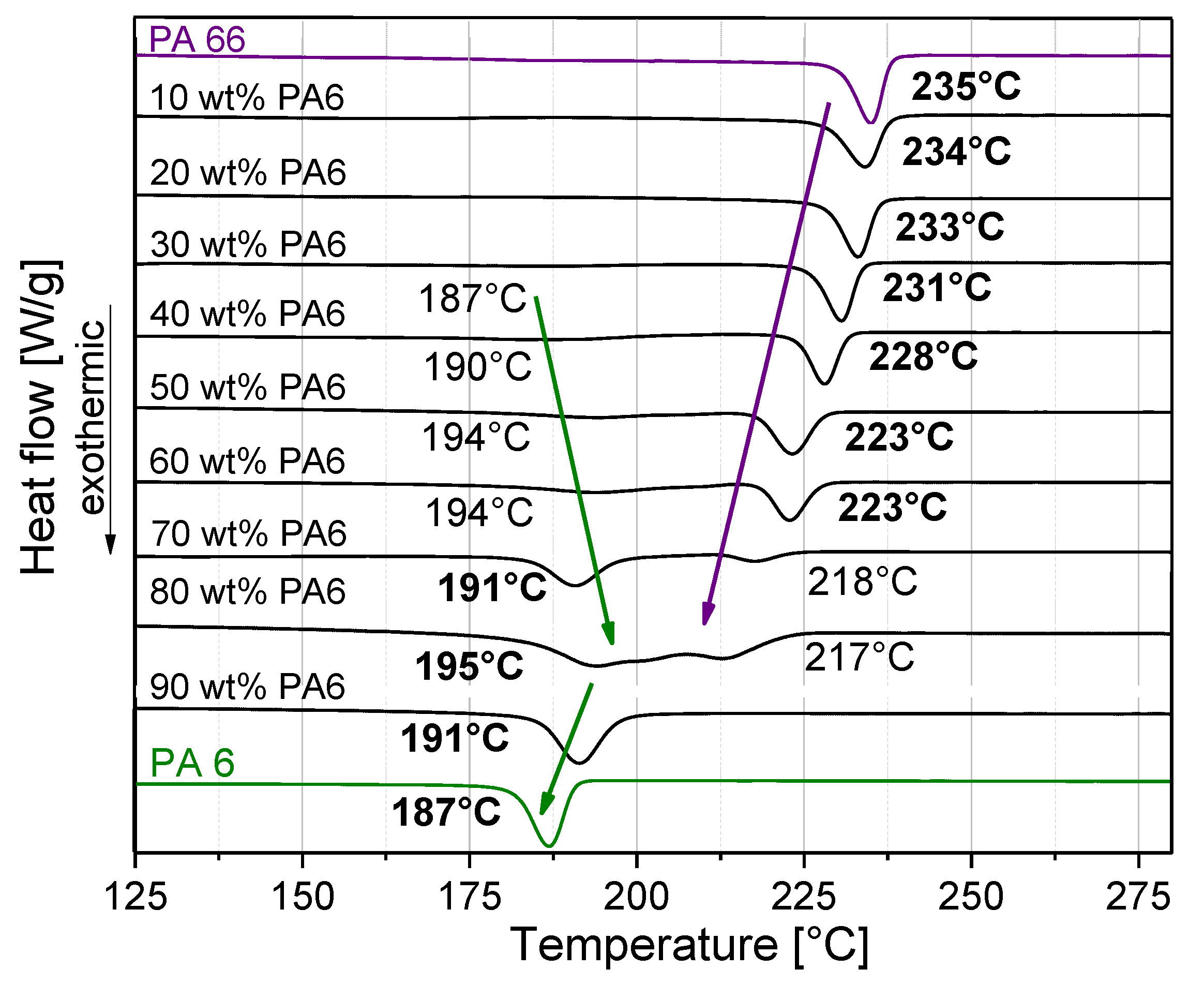
3.1. Thermal Properties of PA6/PA66 Blends
3.2. PA6/PA66/MWCNT Blends
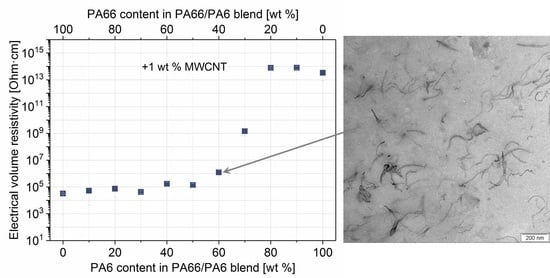
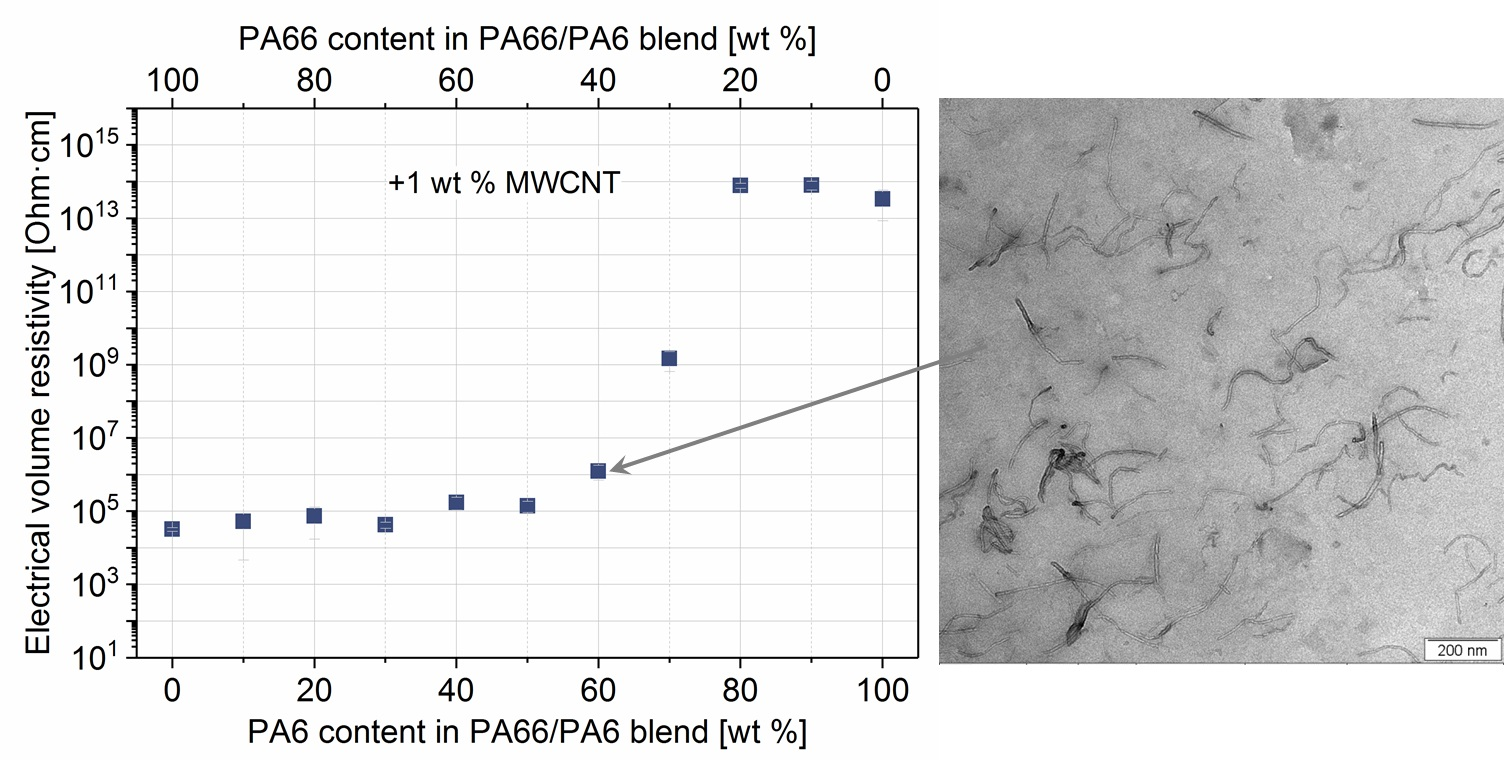
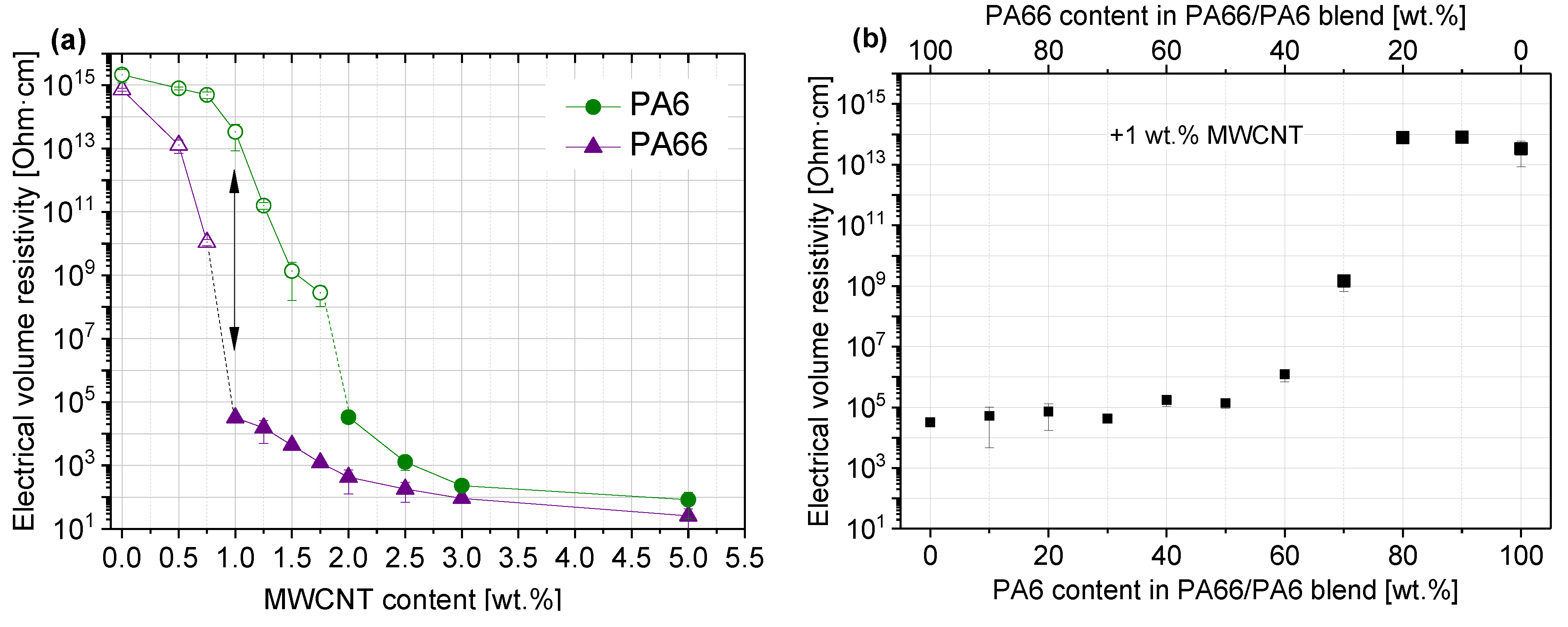
3.2.1. Electrical Properties
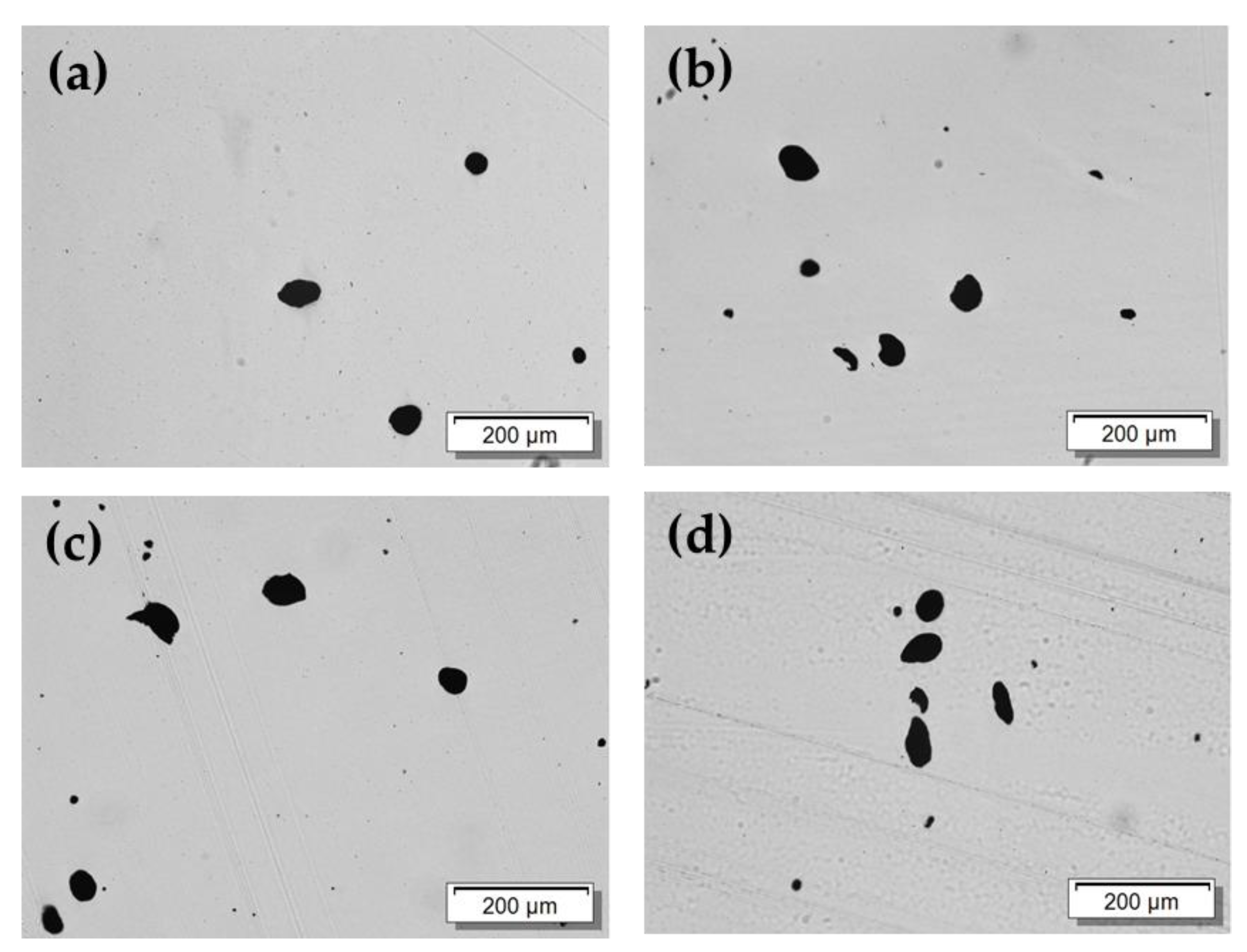
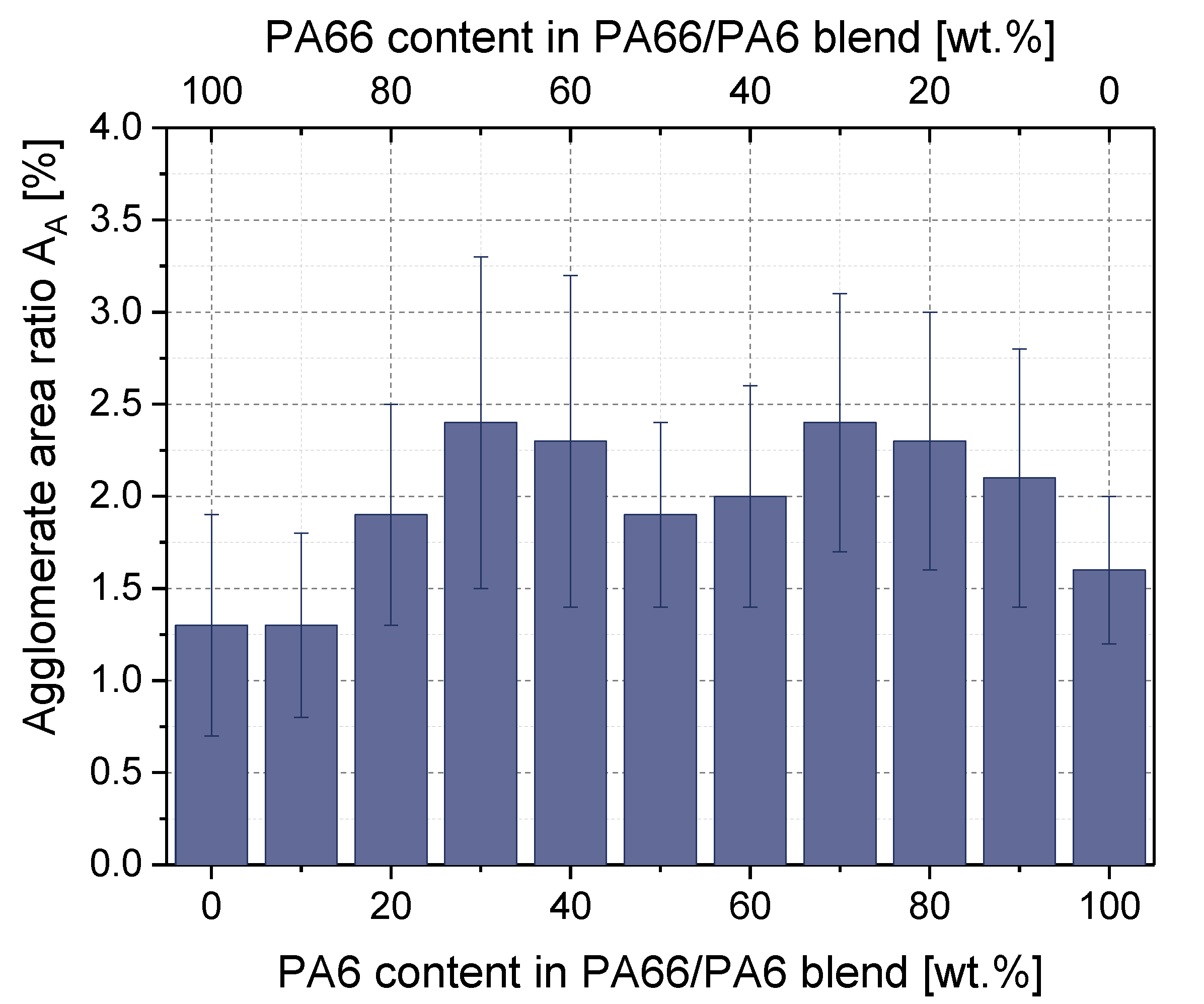
3.2.2. MWCNT Macrodispersion
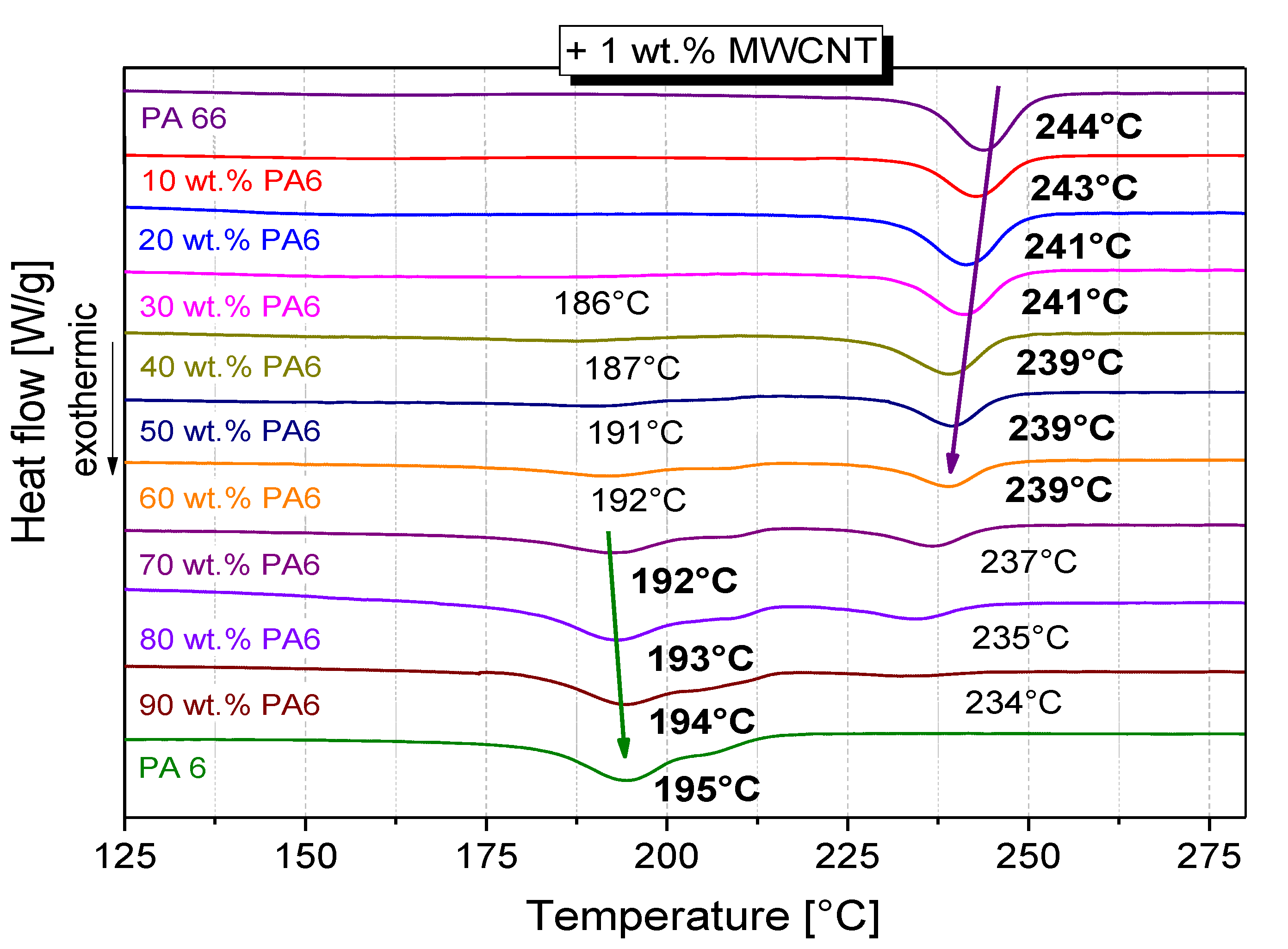
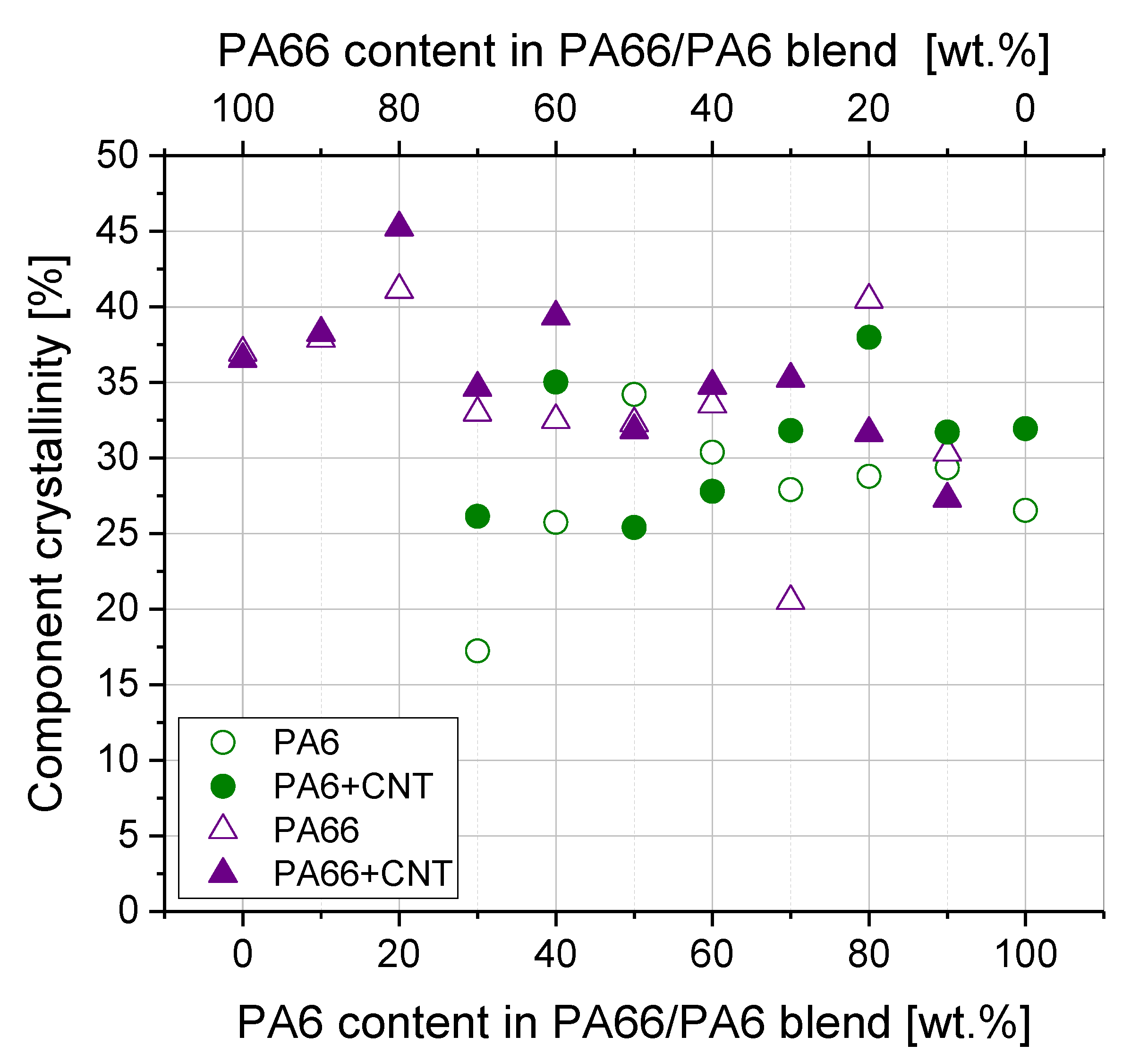
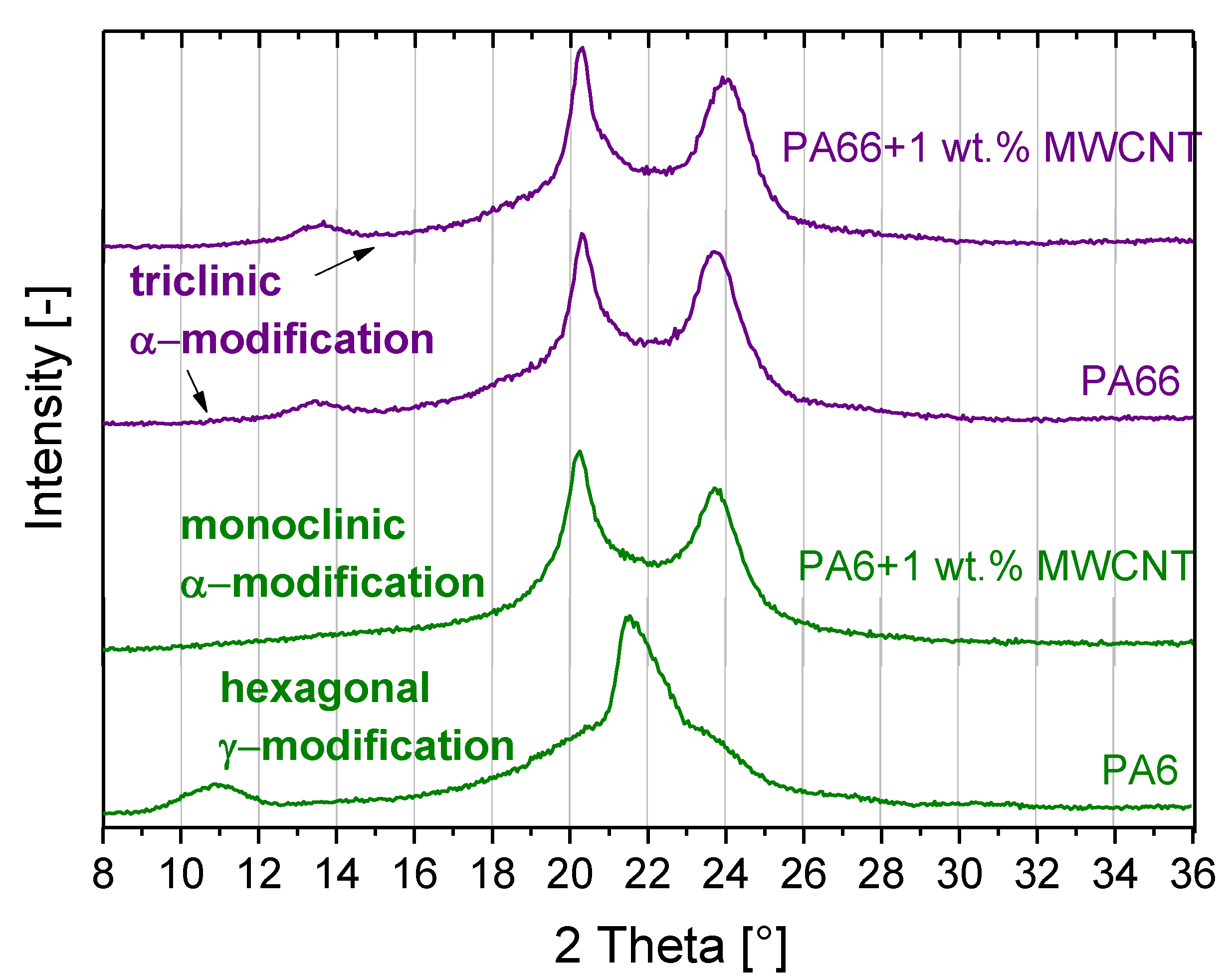
3.2.3. Thermal Properties
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bottenbruch, L.; Binsack, R. Kunststoff-Handbuch. Band 3/4. Technische Thermoplaste. Polyamide; Carl Hanser Verlag: München, Germany, 1998. [Google Scholar]
- Tomova, D.; Kressler, J.; Radusch, H.J. Phase behaviour in ternary polyamide 6/polyamide 66/elastomer blends. Polymer 2000, 41, 7773–7783. [Google Scholar] [CrossRef]
- Ellis, T.S. Mixing relationships in aliphatic polyamide blends. Polymer 1992, 33, 1469–1476. [Google Scholar] [CrossRef]
- Wang, X.C.; Zheng, Q.; Yang, G.S. Influence of preparation methods on structure and properties of PA6/PA66 blends: A comparison of melt-mixing and in situ blending. J. Polym. Sci. Part B 2007, 45, 1176–1186. [Google Scholar] [CrossRef]
- Ellis, T.S. The role of repulsive interactions in polyamide blends. Polym. Eng. Sci. 1990, 30, 998–1004. [Google Scholar] [CrossRef]
- Brill, V.R. Beziehungen zwischen Wasserstoffbindung und einigen Eigenschaften von Polyamiden. Die Makromol. Chem. 1956, 18, 294–309. [Google Scholar] [CrossRef]
- Vogelsong, D.C. Crystal structure studies on the polymorphic forms of nylons 6 and 8 and other even nylons. J. Polym. Sci. Part A 1963, 1, 1055–1068. [Google Scholar] [CrossRef]
- Phang, I.Y.; Ma, J.H.; Shen, L.; Liu, T.X.; Zhang, W.D. Crystallization and melting behavior of multi-walled carbon nanotube-reinforced nylon-6 composites. Polym. Int. 2006, 55, 71–79. [Google Scholar] [CrossRef]
- Arimoto, H.; Ishibashi, M.; Hirai, M. Crystal structure of the γ-form of nylon 6*. J. Polym. Sci. Part A 1965, 3, 317–326. [Google Scholar] [CrossRef]
- Wu, T.-M.; Wu, J.-Y. Structural analysis of polyamide/clay nanocomposites. J. Macromol. Sci. Part B 2002, 41, 17–31. [Google Scholar] [CrossRef]
- Sengupta, R.; Ganguly, A.; Sabharwal, S.; Chaki, T.K.; Bhowmick, A.K. MWCNT reinforced polyamide-6,6 films: Preparation, characterization and properties. J. Mater. Sci. 2007, 42, 923–934. [Google Scholar] [CrossRef]
- Li, L.; Li, C.; Ni, C.; Rong, L.; Hsiao, B. Structure and crystallization behavior of nylon 66/multi-walled carbon nanotube nanocomposites at low carbon nanotube contents. Polymer 2007, 48, 3452–3460. [Google Scholar] [CrossRef]
- Li, L.; Li, B.; Hood, M.A.; Li, C.Y. Carbon nanotube induced polymer crystallization: The formation of nanohybrid shish–kebabs. Polymer 2009, 50, 953–965. [Google Scholar] [CrossRef]
- Brosse, A.-C.; Tencé-Girault, S.; Piccione, P.M.; Leibler, L. Effect of multi-walled carbon nanotubes on the lamellae morphology of polyamide-6. Polymer 2008, 49, 4680–4686. [Google Scholar] [CrossRef]
- Verma, A.; Deopura, B.L.; Sengupta, A.K. A study on blends of nylon-6 and nylon-66. J. Appl. Polym. Sci. 1986, 31, 747–762. [Google Scholar] [CrossRef]
- Li, Y.; Yang, G. Studies on molecular composites of polyamide 6/polyamide 66. Macromol. Rapid Commun. 2004, 25, 1714–1718. [Google Scholar] [CrossRef]
- Rybnikár, F.E.; Geil, P.H. Interactions at the PA-6/PA-66 interface. J. Appl. Polym. Sci. 1992, 46, 797–803. [Google Scholar] [CrossRef]
- Tomova, D. Ternäre Polymerblends Auf Polyamidbasis Mit Funktionalisierten Elastomeren; Shaker Verlag: Aachen, Germany, 2001. [Google Scholar]
- Krause, B.; Pötschke, P.; Häußler, L. Influence of small scale melt mixing conditions on electrical resistivity of carbon nanotube-polyamide composites. Compos. Sci. Technol. 2009, 69, 1505–1515. [Google Scholar] [CrossRef]
- Khalid Saeed, S.-Y.P. Preparation of multiwalled carbon nanotube/nylon-6 nanocomposites by in situ polymerization. J. Appl. Polym. Sci. 2007, 106, 3729–3735. [Google Scholar] [CrossRef]
- Logakis, E.; Pandis, C.; Peoglos, V.; Pissis, P.; Pionteck, J.; Pötschke, P.; Micusík, M.; Omastová, M. Electrical/dielectric properties and conduction mechanism in melt processed polyamide/multi-walled carbon nanotubes composites. Polymer 2009, 50, 5103–5111. [Google Scholar] [CrossRef]
- Pourfayaz, F.; Jafari, S.-H.; Khodadadi, A.; Mortazavi, Y.; Khonakdar, H. On the dispersion of CNTs in polyamide 6 matrix via solution methods: Assessment through electrical, rheological, thermal and morphological analyses. Polym. Bull. 2013, 70, 2387–2398. [Google Scholar] [CrossRef]
- Peoglos, V.; Logakis, E.; Pandis, C.; Pissis, P.; Pionteck, J.; Pötschke, P.; Micusik, M.; Omastova, M. Thermal and electrical characterization of multi-walled carbon nanotubes reinforced polyamide 6 nanocomposites. J. Nanostruct. Polym. Nanocompos. 2007, 3, 116–124. [Google Scholar]
- Krause, B.; Ritschel, M.; Täschner, C.; Oswald, S.; Gruner, W.; Leonhardt, A.; Pötschke, P. Comparison of nanotubes produced by fixed bed and aerosol-CVD methods and their electrical percolation behaviour in melt mixed polyamide 6.6 composites. Compos. Sci. Technol. 2010, 70, 151–160. [Google Scholar] [CrossRef]
- Krause, B.; Boldt, R.; Häußler, L.; Pötschke, P. Ultralow percolation threshold in polyamide 6.6/MWCNT composites. Compos. Sci. Technol. 2015, 114, 119–125. [Google Scholar] [CrossRef]
- Gültner, M.; Göldel, A.; Pötschke, P. Tuning the localization of functionalized MWCNTs in SAN/PC blends by a reactive component. Compos. Sci. Technol. 2011, 72, 41–48. [Google Scholar] [CrossRef]
- Liebscher, M.; Domurath, J.; Krause, B.; Saphiannikova, M.; Heinrich, G.; Pötschke, P. Electrical and melt rheological characterization of PC and co-continuous PC/SAN blends filled with CNTs: Relationship between melt-mixing parameters, filler dispersion, and filler aspect ratio. J. Polym. Sci. Part B 2018, 56, 79–88. [Google Scholar] [CrossRef]
- Göldel, A.; Kasaliwal, G.; Pötschke, P. Selective localization and migration of multiwalled carbon nanotubes in blends of polycarbonate and poly(styrene-acrylonitrile). Macromol. Rapid Commun. 2009, 30, 423–429. [Google Scholar] [CrossRef]
- Al-Saleh, M.H.; Al-Anid, H.K.; Hussain, Y.A. Electrical double percolation and carbon nanotubes distribution in solution processed immiscible polymer blend. Synth. Met. 2013, 175, 75–80. [Google Scholar] [CrossRef]
- Göldel, A.; Marmur, A.; Kasaliwal, G.R.; Pötschke, P.; Heinrich, G. Shape-dependent localization of carbon nanotubes and carbon black in an immiscible polymer blend during melt mixing. Macromolecules 2011, 44, 6094–6102. [Google Scholar] [CrossRef]
- Salehiyan, R.; Ray, S.S. Tuning the conductivity of nanocomposites through nanoparticle migration and interface crossing in immiscible polymer blends: A review on fundamental understanding. Macromol. Mater. Eng. 2018, 1800431. [Google Scholar] [CrossRef]
- Sumita, M.; Sakata, K.; Hayakawa, Y.; Asai, S.; Miyasaka, K.; Tanemura, M. Double percolation effect on the electrical conductivity of conductive particles filled polymer blends. Colloid Polym. Sci. 1992, 270, 134–139. [Google Scholar] [CrossRef]
- Ehrenstein, G.W.; Riedel, G.; Trawiel, P. Praxis der Thermischen Analyse von Kunststoffen, 2nd ed.; Carl Hanser Verlag: Münschen, Germany, 2003. [Google Scholar]
- Kasaliwal, G.R.; Göldel, A.; Pötschke, P.; Heinrich, G. Influences of polymer matrix melt viscosity and molecular weight on MWCNT agglomerate dispersion. Polymer 2011, 52, 1027–1036. [Google Scholar] [CrossRef]
- Socher, R.; Krause, B.; Müller, M.T.; Boldt, R.; Pötschke, P. The influence of matrix viscosity on MWCNT dispersion and electrical properties in different thermoplastic nanocomposites. Polymer 2012, 53, 495–504. [Google Scholar] [CrossRef]
- Pötschke, P.; Villmow, T.; Krause, B. Melt mixed PCL/MWCNT composites prepared at different rotation speeds: Characterization of rheological, thermal, and electrical properties, molecular weight, MWCNT macrodispersion, and MWCNT length distribution. Polymer 2013, 54, 3071–3078. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend Composition | Tc, onset (°C) PA66 | Tc, max (°C) PA66 | ||||
|---|---|---|---|---|---|---|
| @ 0 wt % CNT | @ 1 wt % CNT | ∆Tc, onset (°C) | @ 0 wt % CNT | @ 1 wt % CNT | ∆Tc, max (°C) | |
| PA66 | 238.0 | 250.9 | 12.9 | 235.0 | 244.1 | 9.1 |
| PA66/PA6 90/10 | 237.8 | 250.0 | 12.2 | 234.1 | 243.0 | 8.9 |
| PA66/PA6 80/20 | 236.3 | 249.0 | 12.7 | 233.0 | 241.4 | 8.4 |
| PA66/PA6 70/30 | 233.7 | 248.2 | 14.5 | 230.6 | 241.1 | 10.5 |
| PA66/PA6 60/40 | 231.4 | 246.5 | 15.1 | 228.1 | 239.1 | 11.0 |
| PA66/PA6 50/50 | 227.9 | 246.3 | 18.4 | 223.3 | 239.5 | 16.2 |
| PA66/PA6 40/60 | 227.3 | 246.0 | 18.7 | 222.8 | 239.1 | 16.3 |
| PA66/PA6 30/70 | 223.4 | 244.3 | 20.9 | 217.8 | 236.8 | 19.0 |
| PA66/PA6 20/80 | 220.6 | 242.9 | 22.3 | 211.4 | 234.5 | 23.1 |
| PA66/PA6 10/90 | - | 242.4 | - | - | 234.3 | - |
| PA6 | - | - | - | - | - | - |
| Blend Composition | Tc, onset (°C) PA6 | Tc, max (°C) PA6 | ||||
|---|---|---|---|---|---|---|
| @ 0 wt % CNT | @ 1 wt % CNT | ∆Tc, onset (°C) | @ 0 wt % CNT | @ 1 wt % CNT | ∆Tc, max (°C) | |
| PA66 | - | - | - | - | - | - |
| PA66/PA6 90/10 | - | - | - | - | - | - |
| PA66/PA6 80/20 | - | - | - | - | - | - |
| PA66/PA6 70/30 | 200.8 | 196.3 | −4.5 | 186.7 | 185.7 | −1.0 |
| PA66/PA6 60/40 | 202.8 | 199.9 | −2.9 | 189.5 | 187.4 | −2.1 |
| PA66/PA6 50/50 | 201.5 | 202.8 | 1.3 | 193.7 | 190.7 | −3.0 |
| PA66/PA6 40/60 | 204.1 | 212.4 | 8.3 | 193.7 | 191.7 | −2.0 |
| PA66/PA6 30/70 | 194.7 | 213.5 | 18.8 | 190.8 | 192.1 | 1.3 |
| PA66/PA6 20/80 | 202.4 | 214.2 | 11.8 | 194.8 | 193.1 | −1.7 |
| PA66/PA6 10/90 | 197.2 | 218.3 | 21.1 | 191.4 | 194.3 | 2.9 |
| PA6 | 190.7 | 212.6 | 21.9 | 186.9 | 194.7 | 7.8 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krause, B.; Kroschwald, L.; Pötschke, P. The Influence of the Blend Ratio in PA6/PA66/MWCNT Blend Composites on the Electrical and Thermal Properties. Polymers 2019, 11, 122. https://doi.org/10.3390/polym11010122
Krause B, Kroschwald L, Pötschke P. The Influence of the Blend Ratio in PA6/PA66/MWCNT Blend Composites on the Electrical and Thermal Properties. Polymers. 2019; 11(1):122. https://doi.org/10.3390/polym11010122
Chicago/Turabian StyleKrause, Beate, Lisa Kroschwald, and Petra Pötschke. 2019. "The Influence of the Blend Ratio in PA6/PA66/MWCNT Blend Composites on the Electrical and Thermal Properties" Polymers 11, no. 1: 122. https://doi.org/10.3390/polym11010122
APA StyleKrause, B., Kroschwald, L., & Pötschke, P. (2019). The Influence of the Blend Ratio in PA6/PA66/MWCNT Blend Composites on the Electrical and Thermal Properties. Polymers, 11(1), 122. https://doi.org/10.3390/polym11010122