Multi-Jet Electrospinning with Auxiliary Electrode: The Influence of Solution Properties


Abstract
:
1. Introduction
2. Experimental Section
2.1. Material Preparation
2.2. Measurement and Characterization
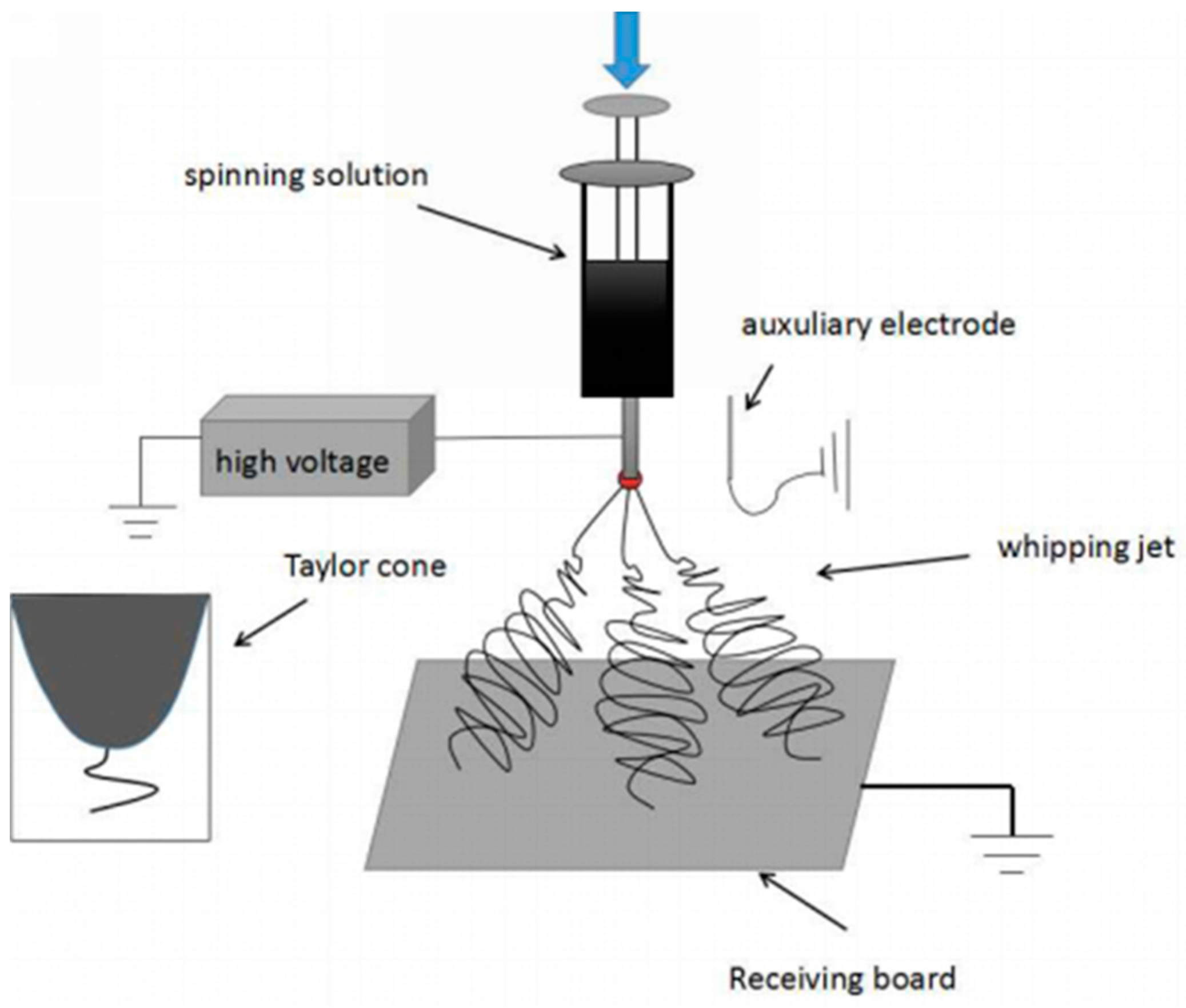
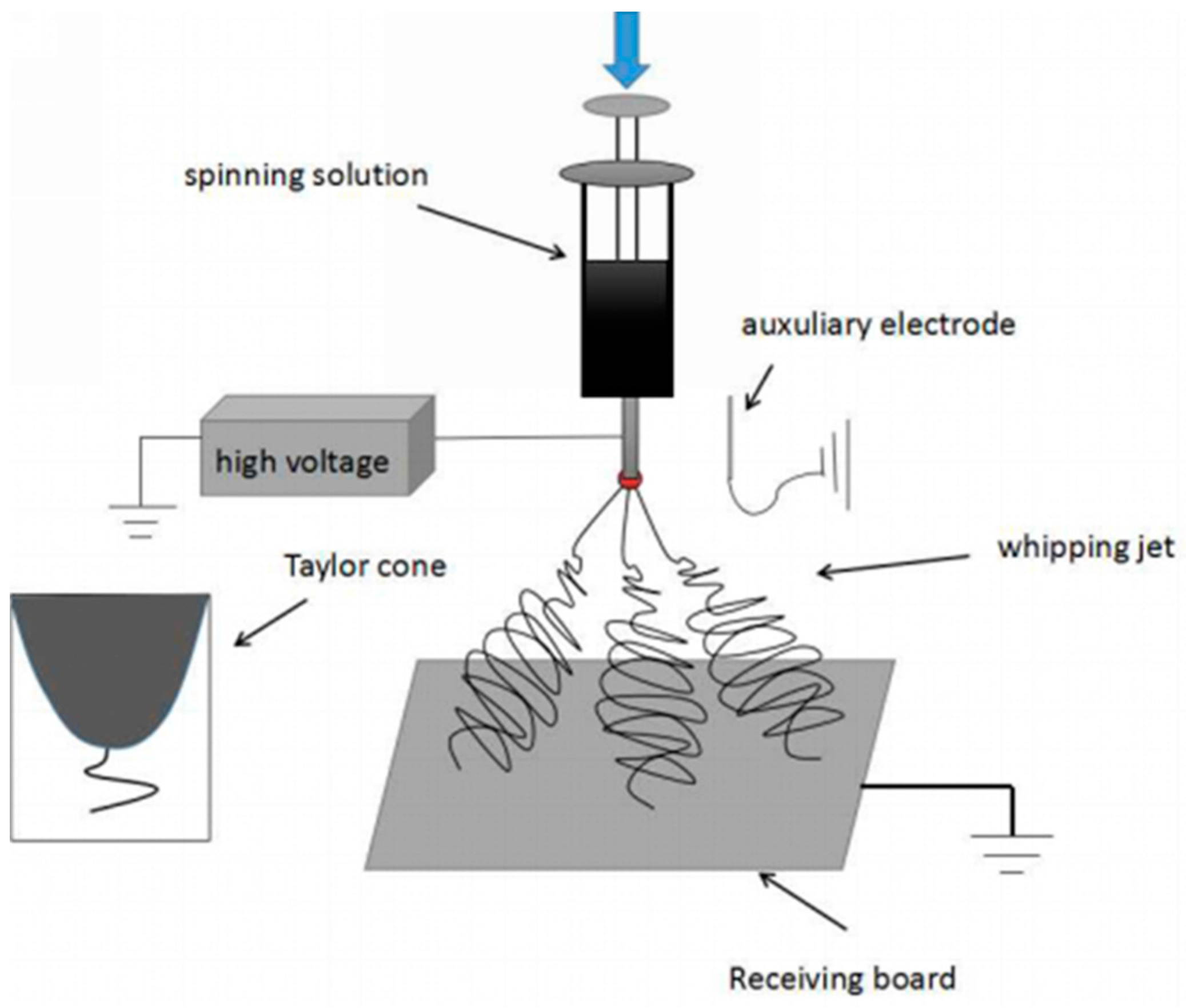
2.3. Experimental Setup
3. Results and Discussion
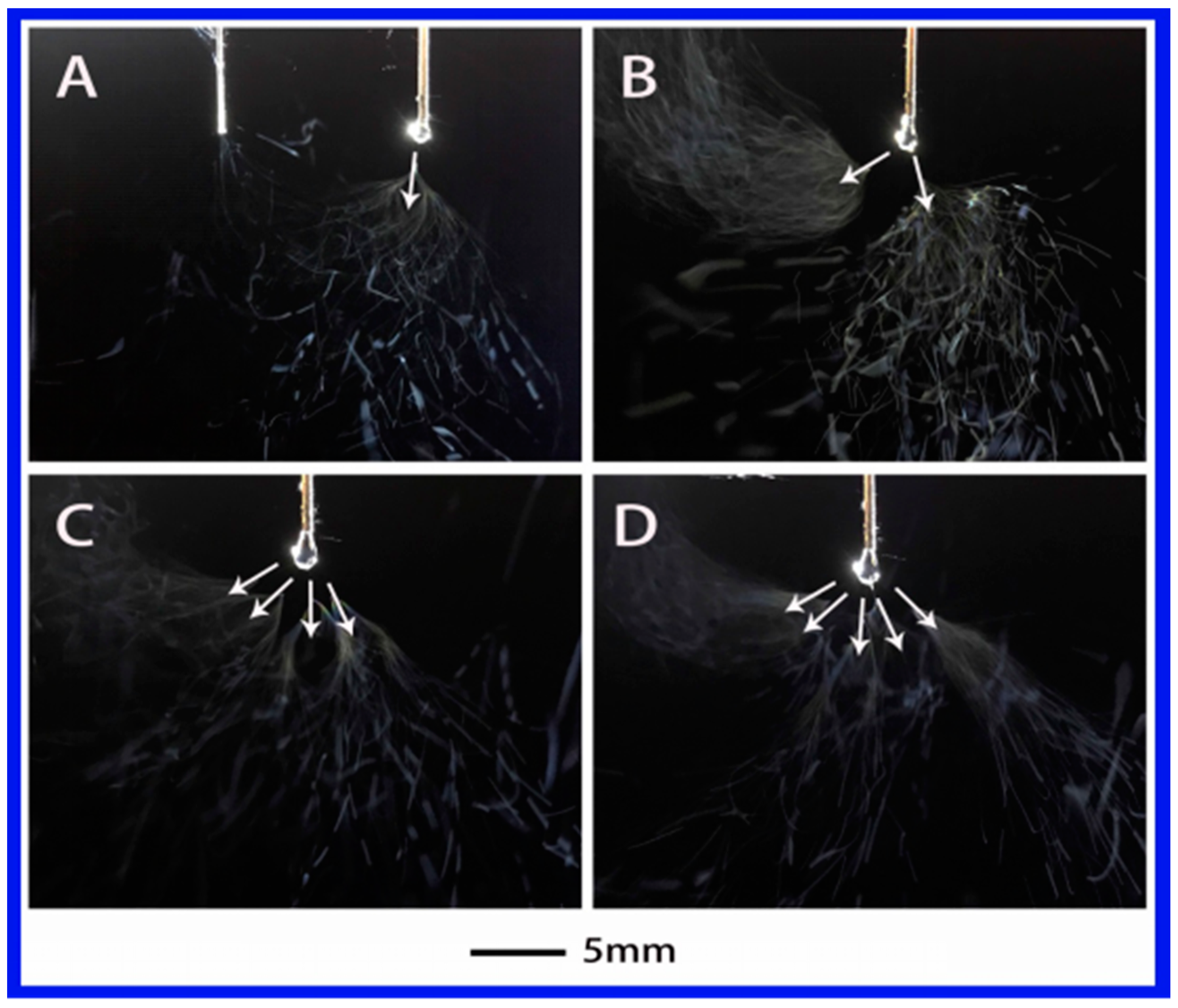
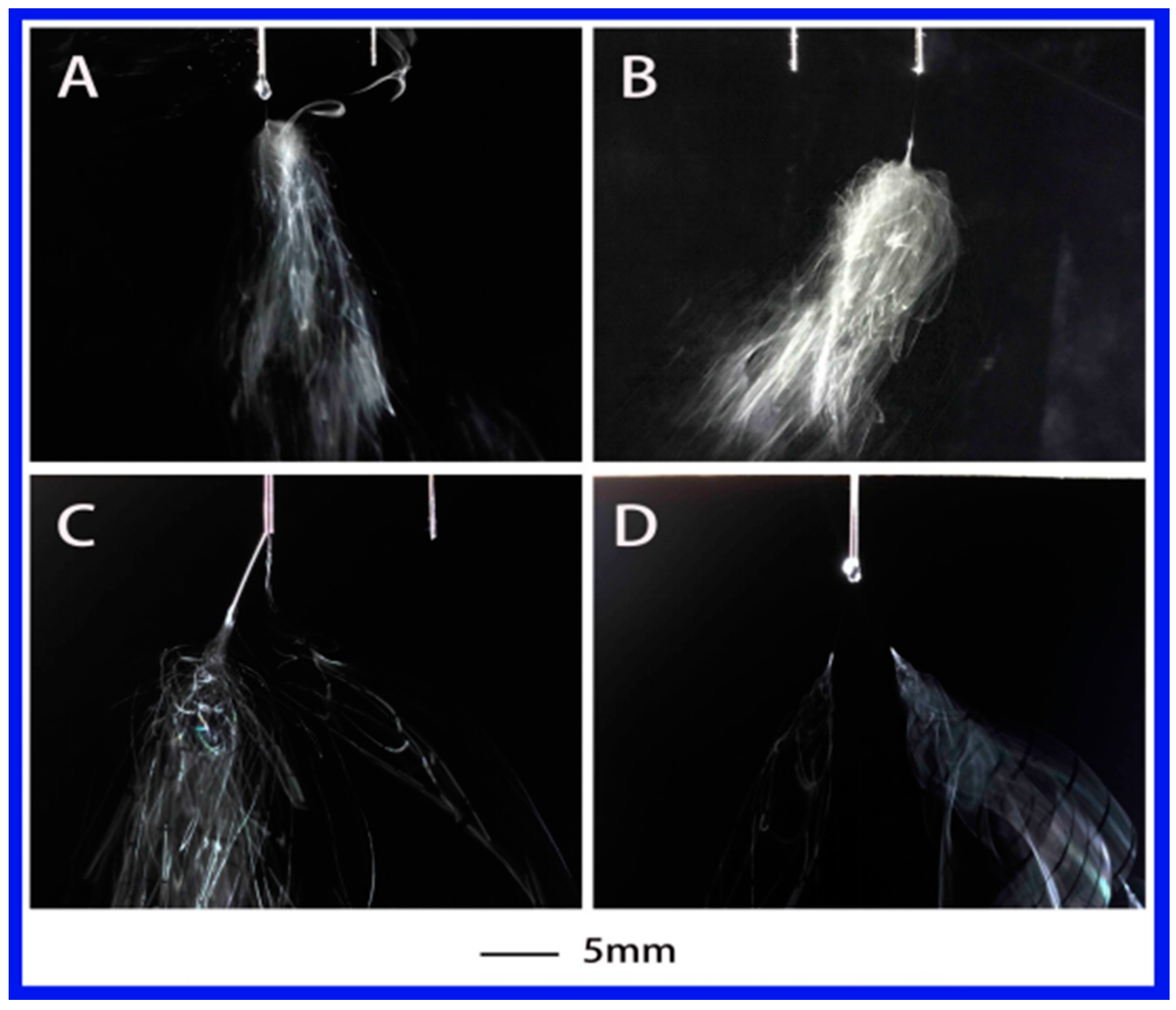
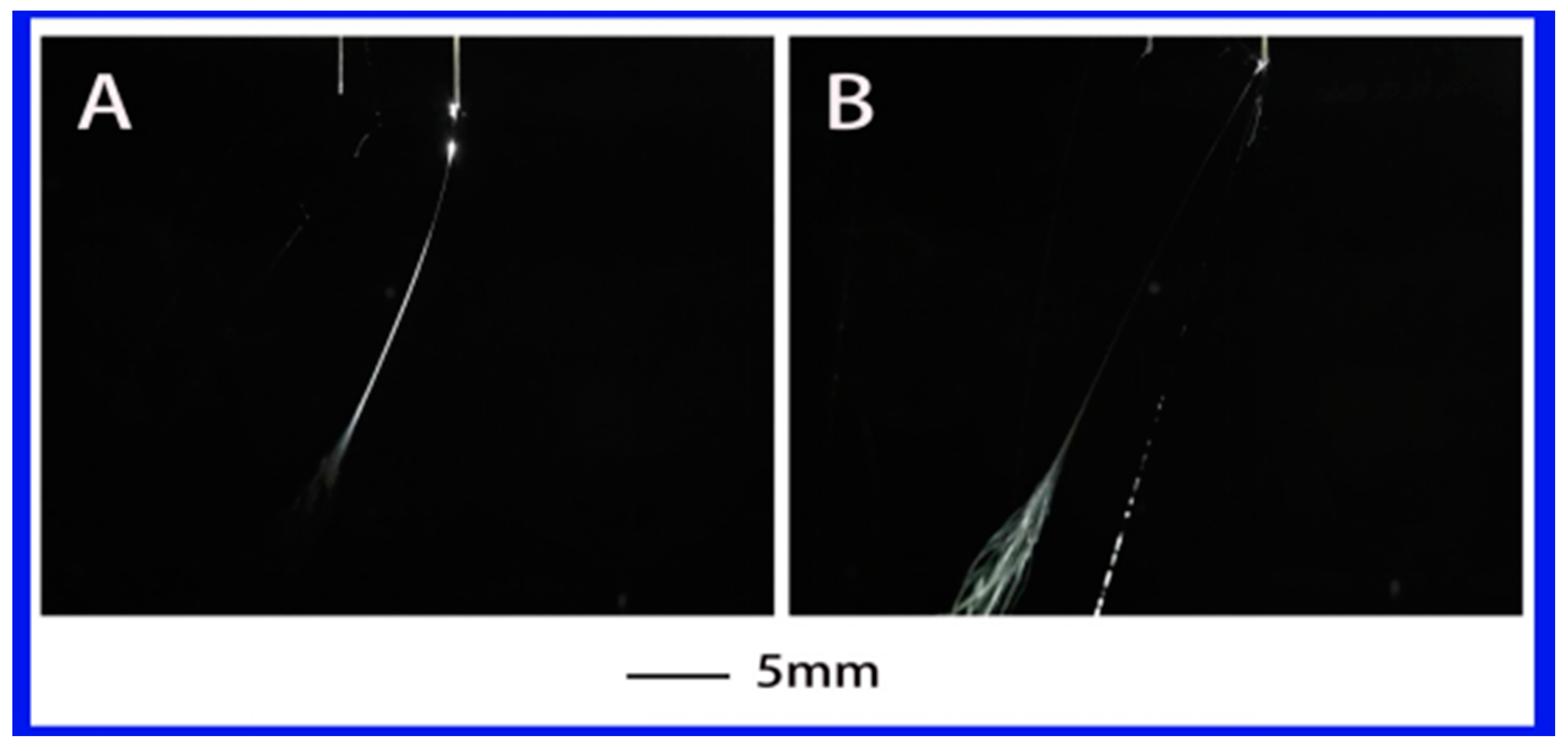
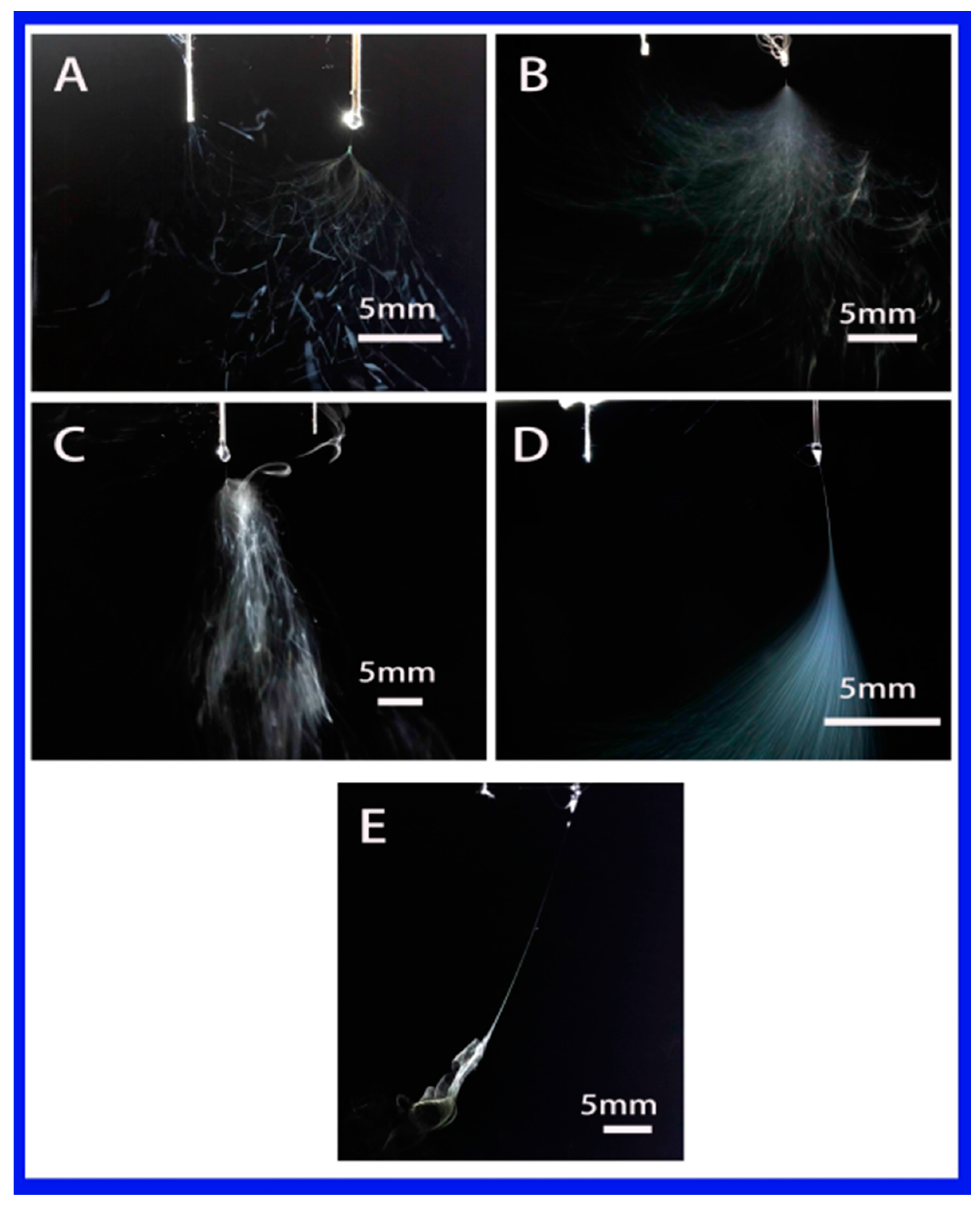
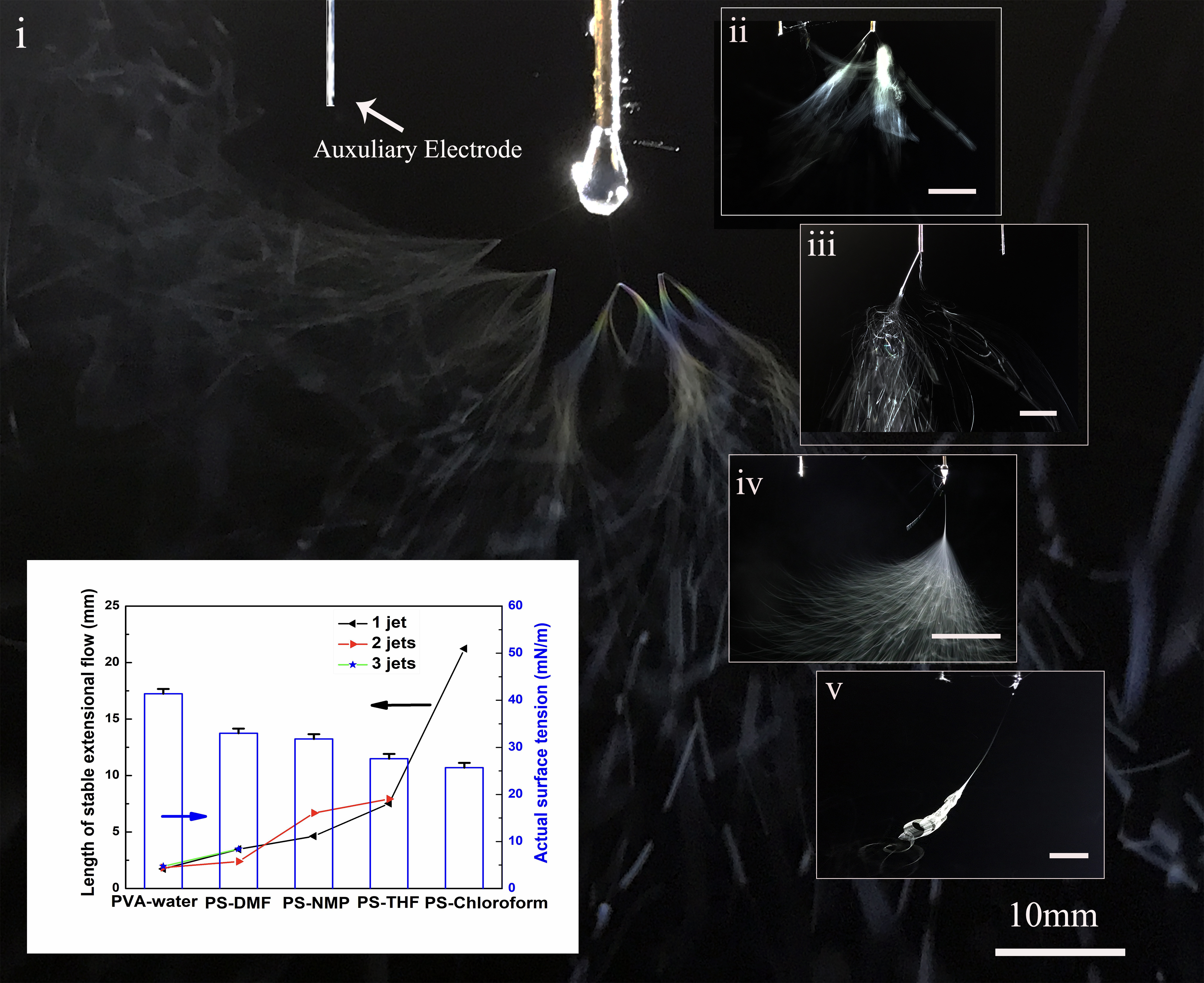
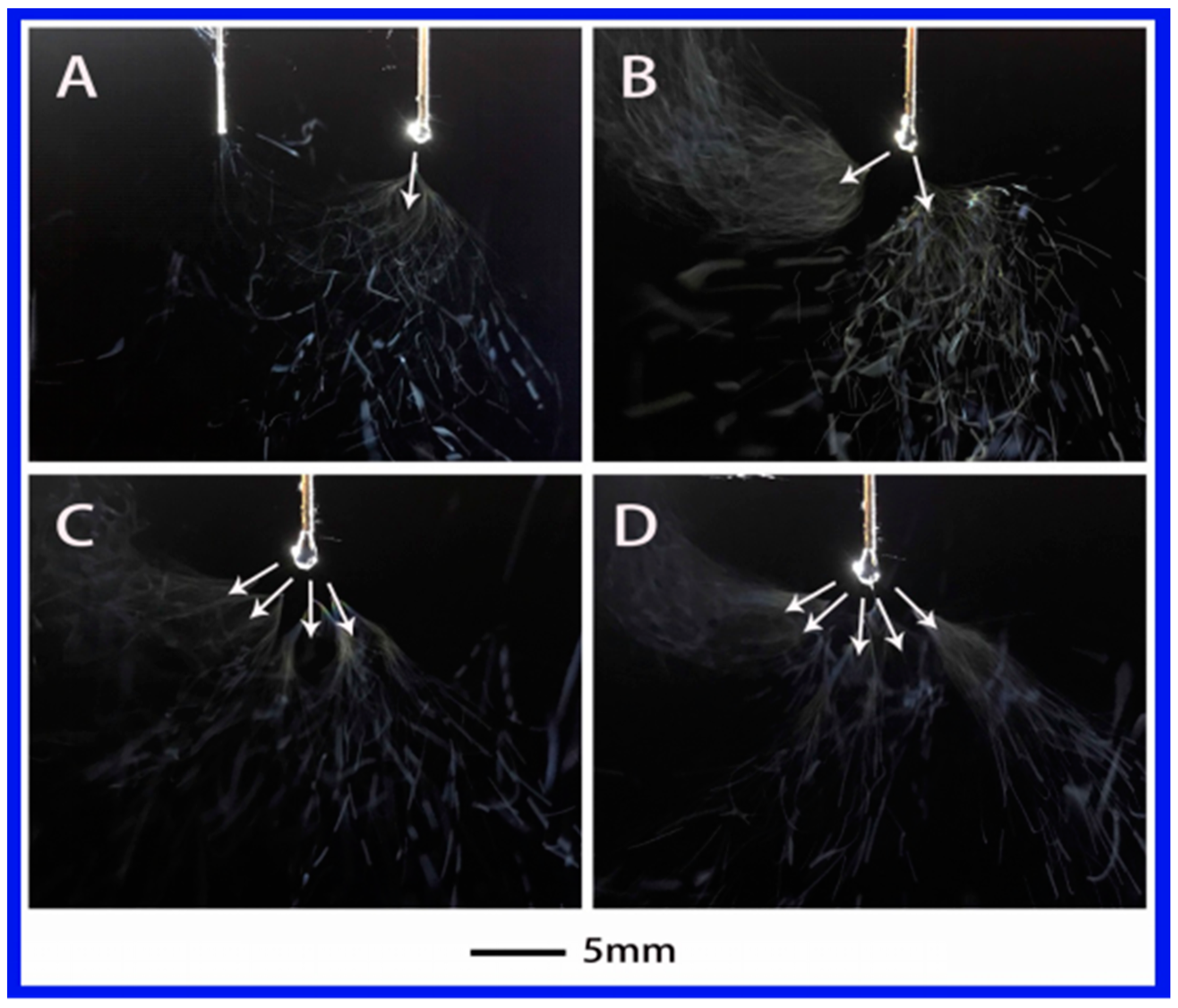
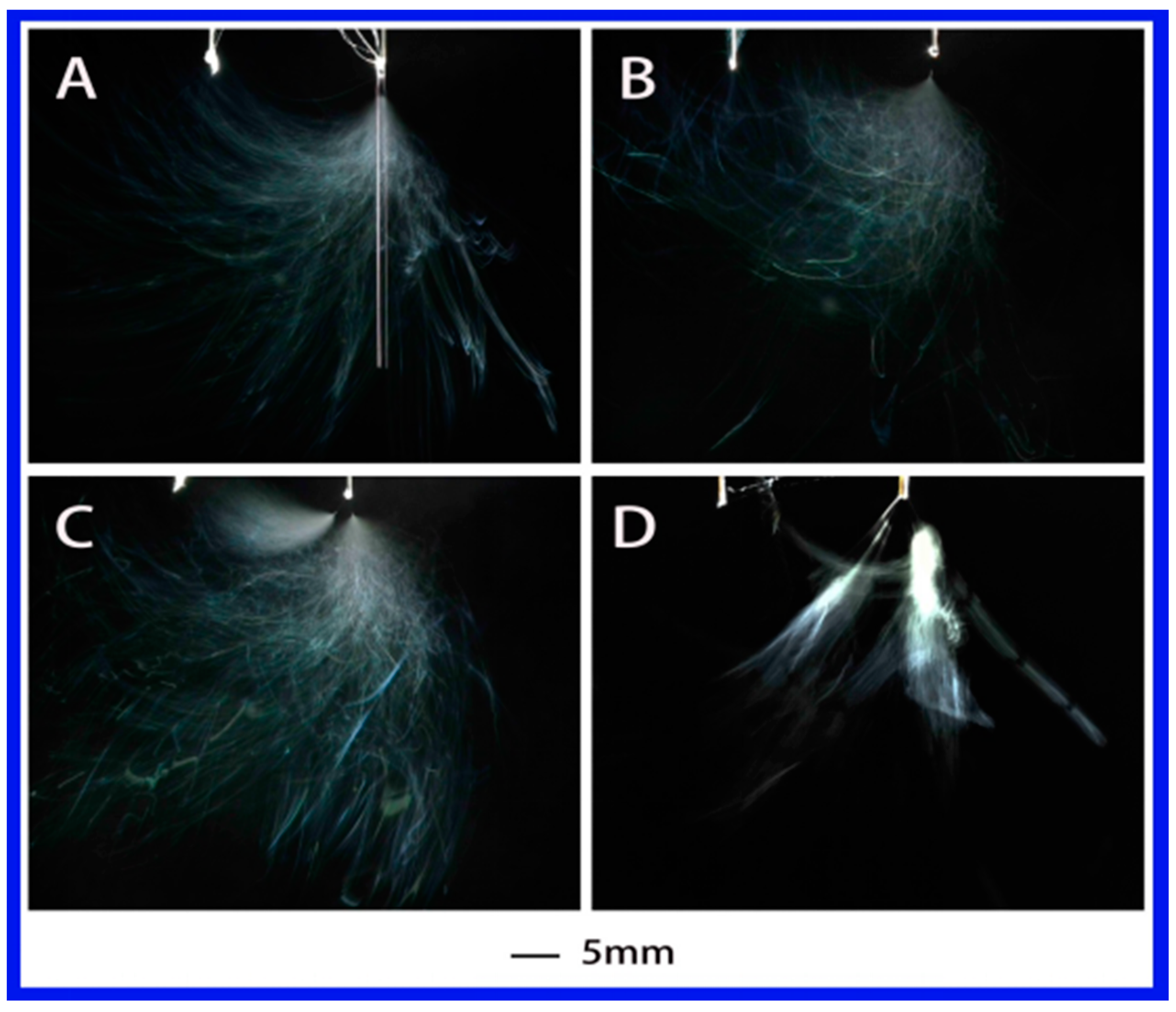
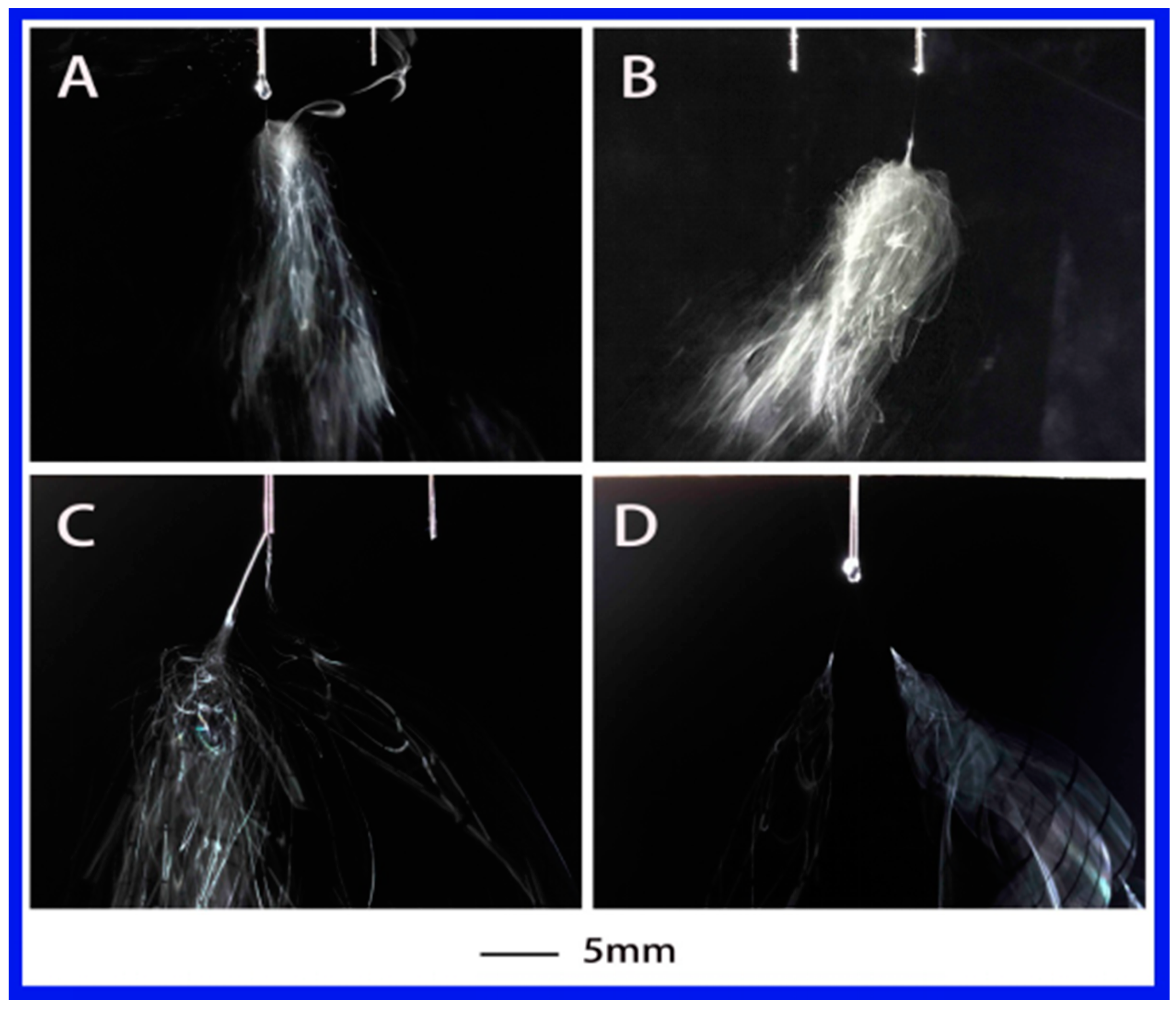
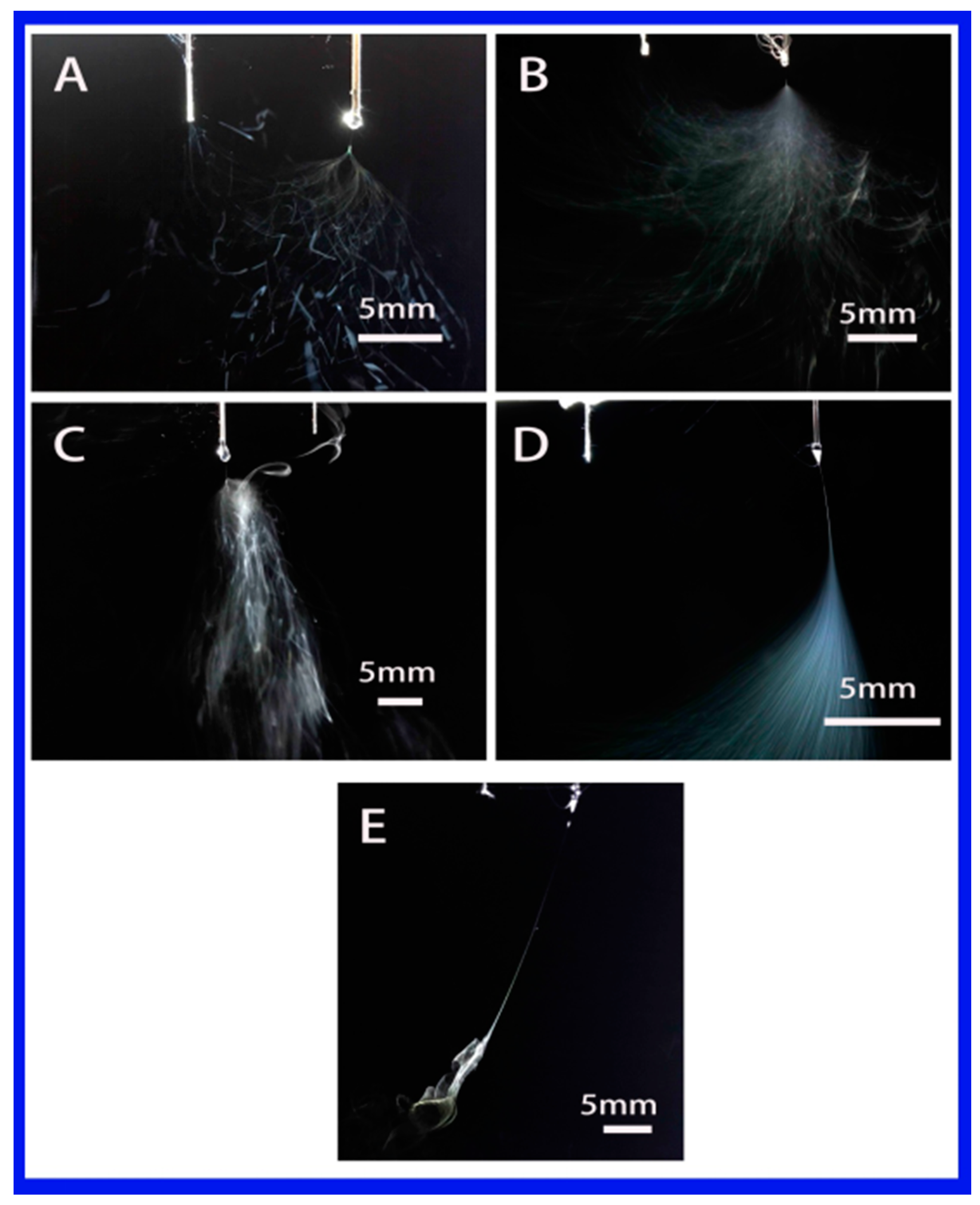
3.1. Effect of Solution Properties on Jet Evolution
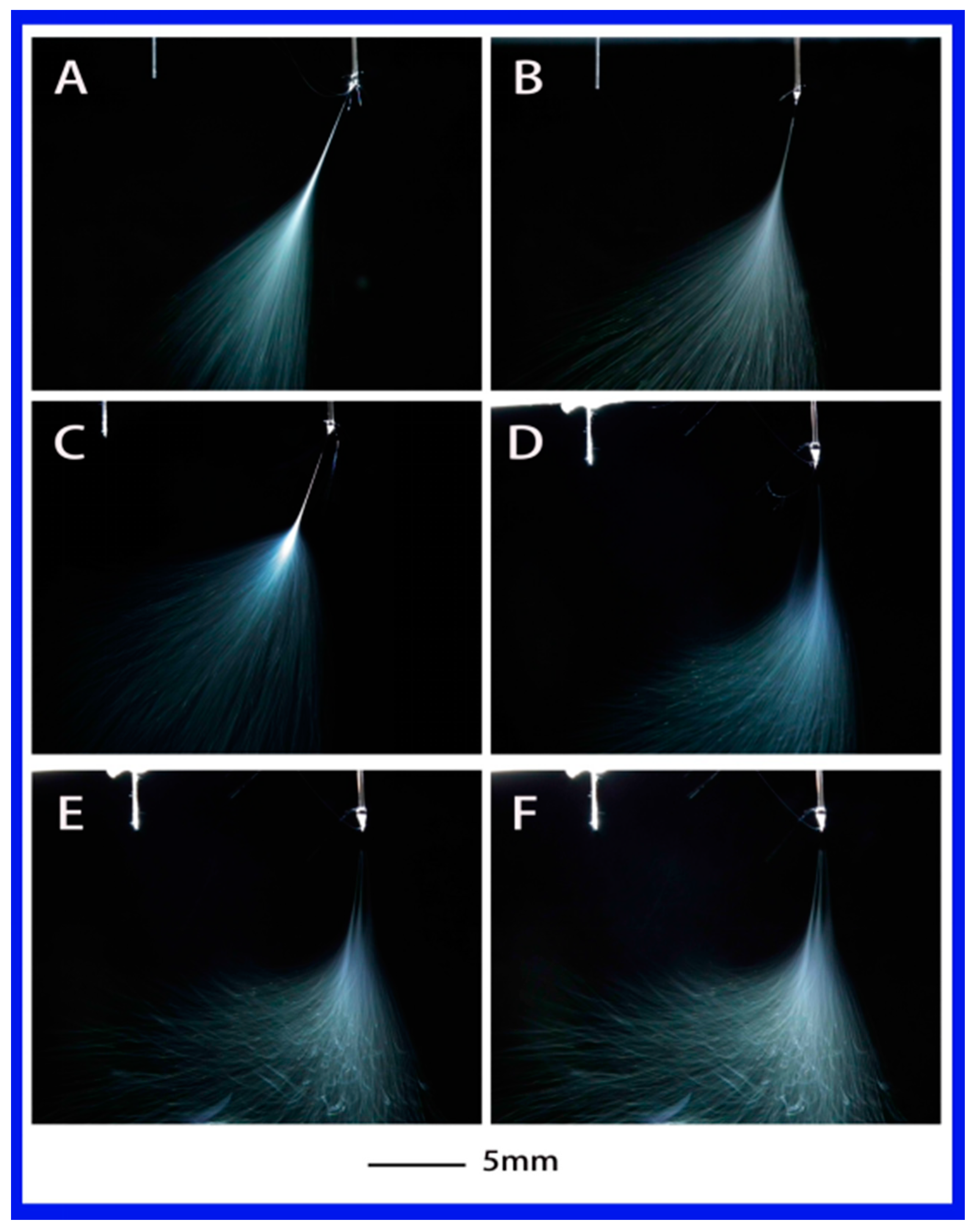
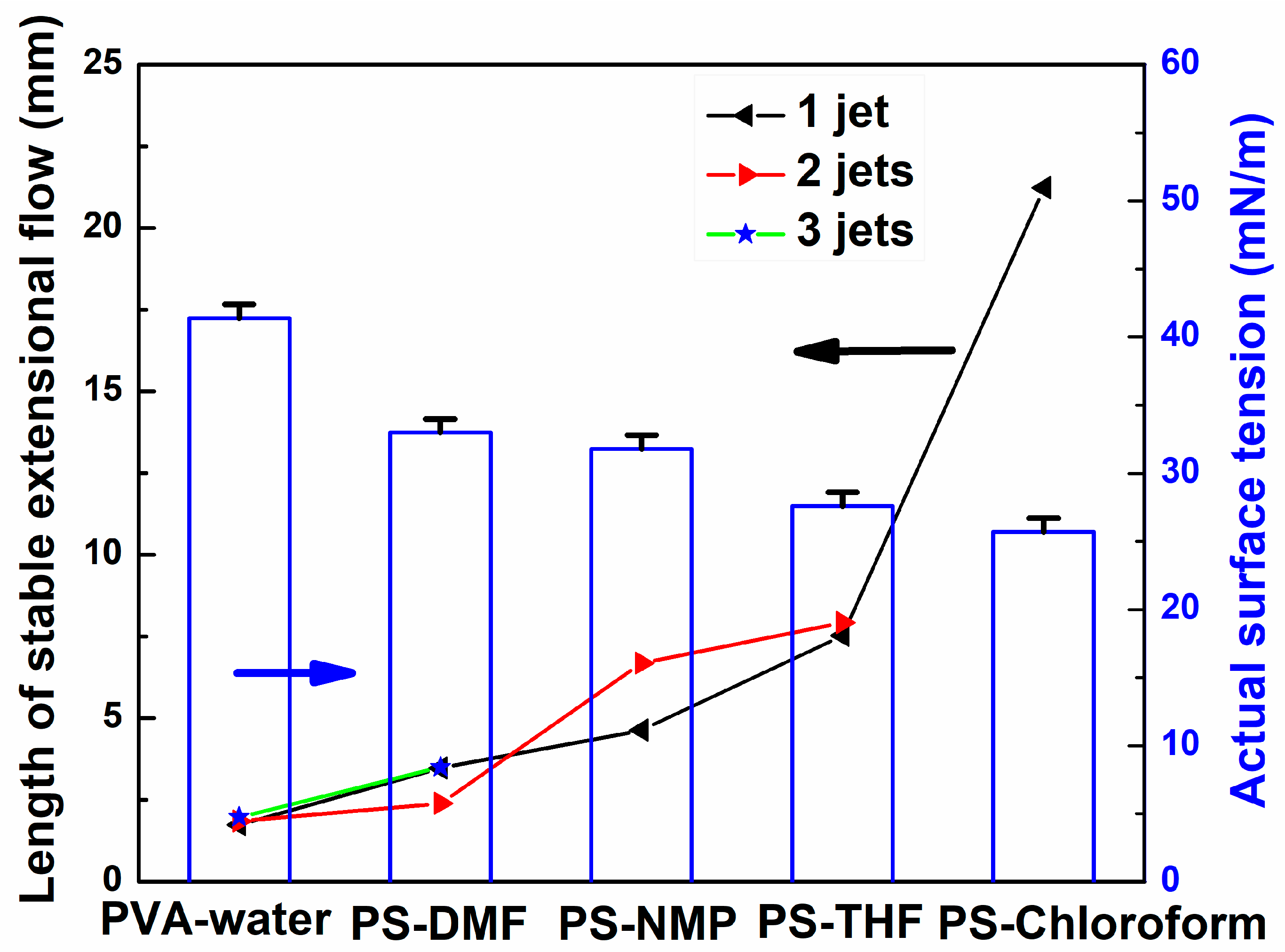
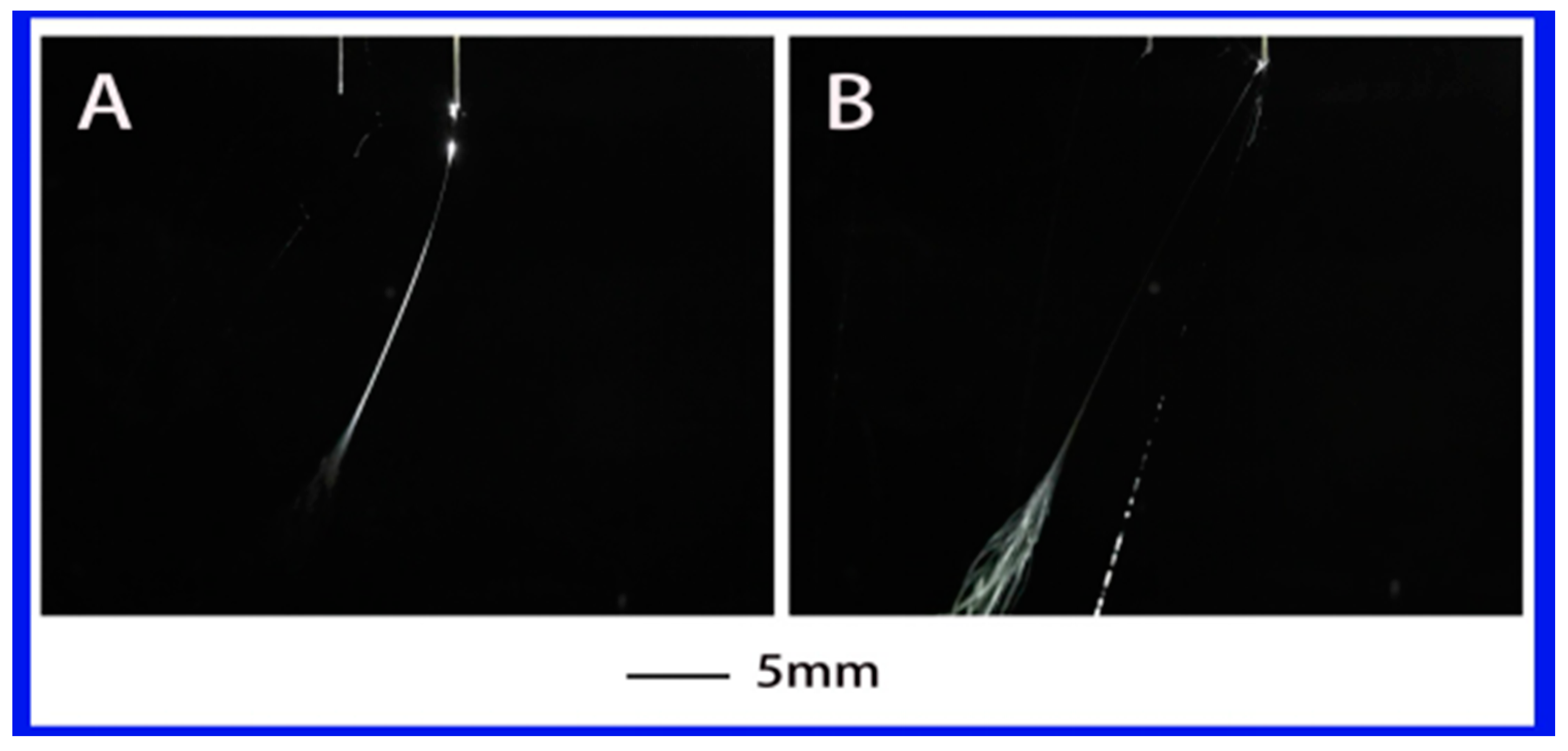
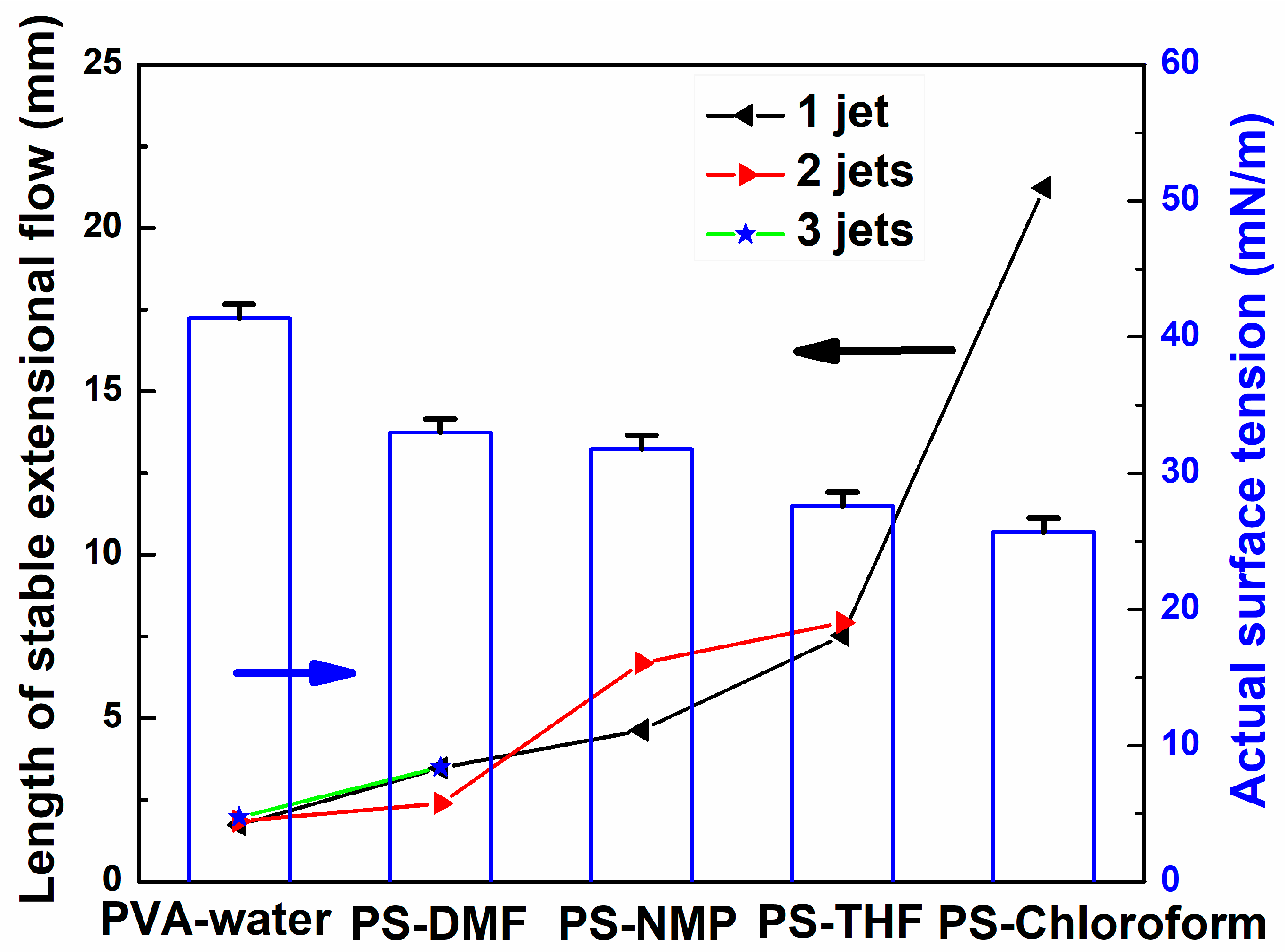
3.2. Effect of Solution Properties on Stable Jet Length
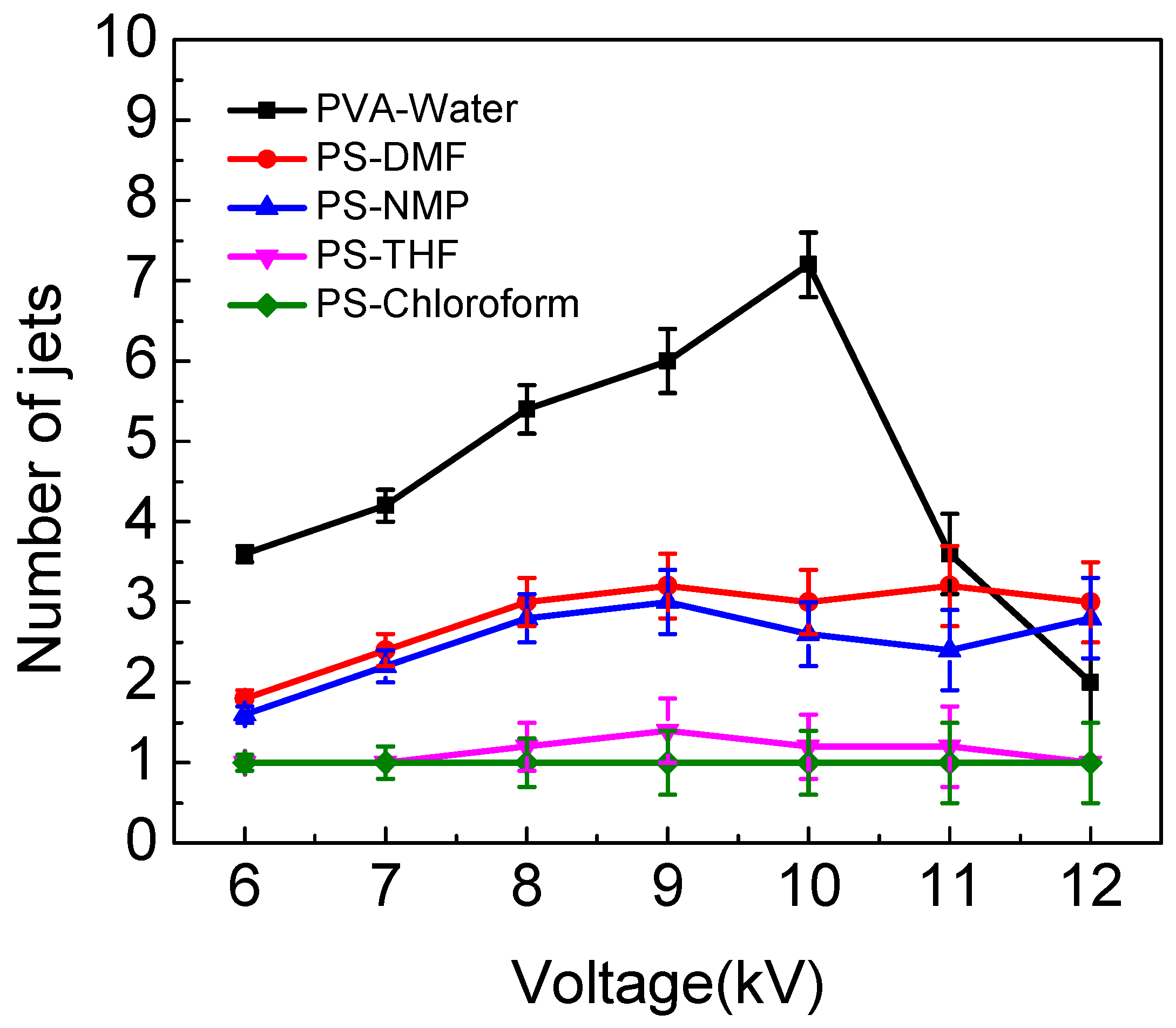
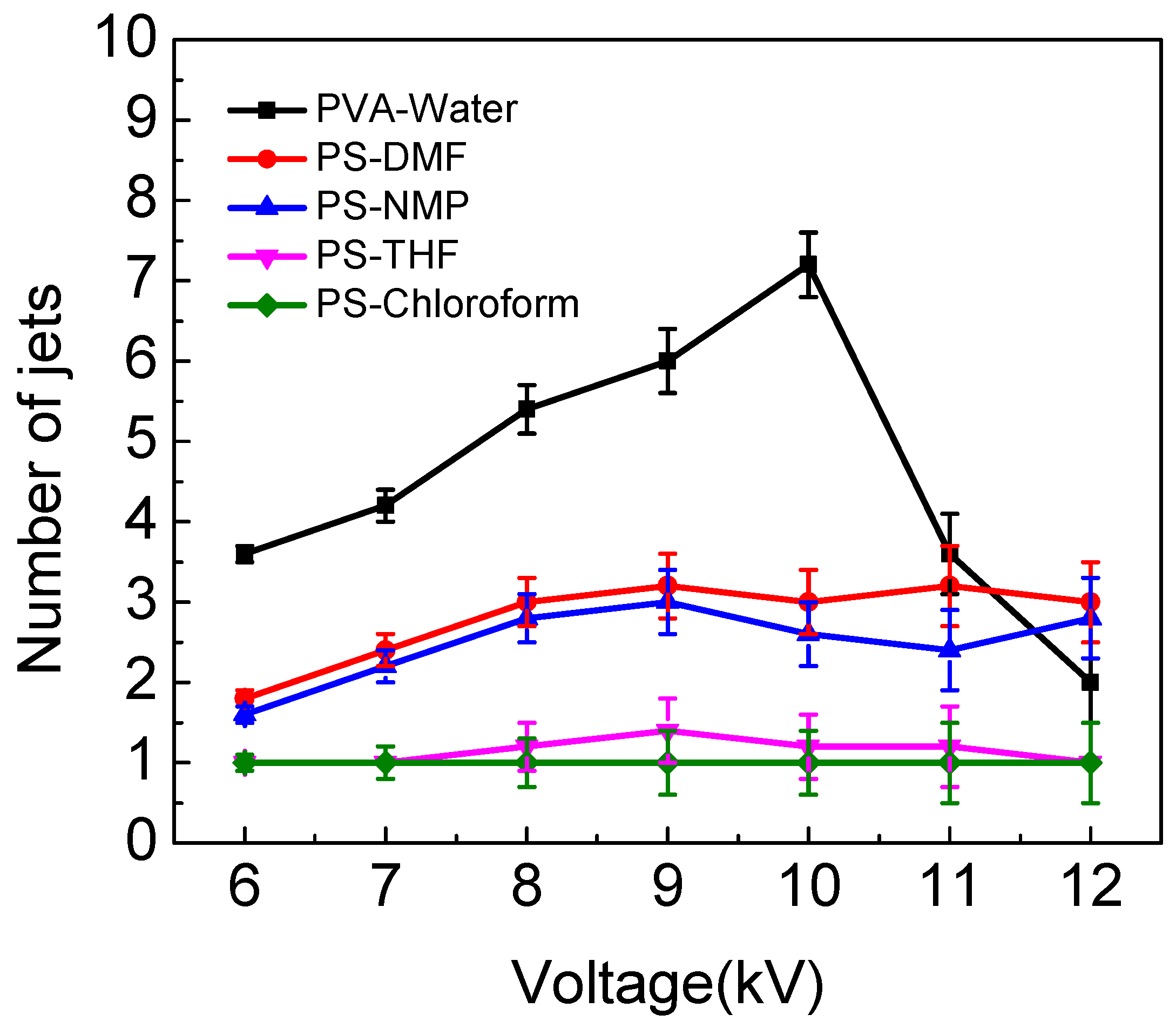
3.3. Effect of Solution Properties on Applied Voltage to Produce Jets
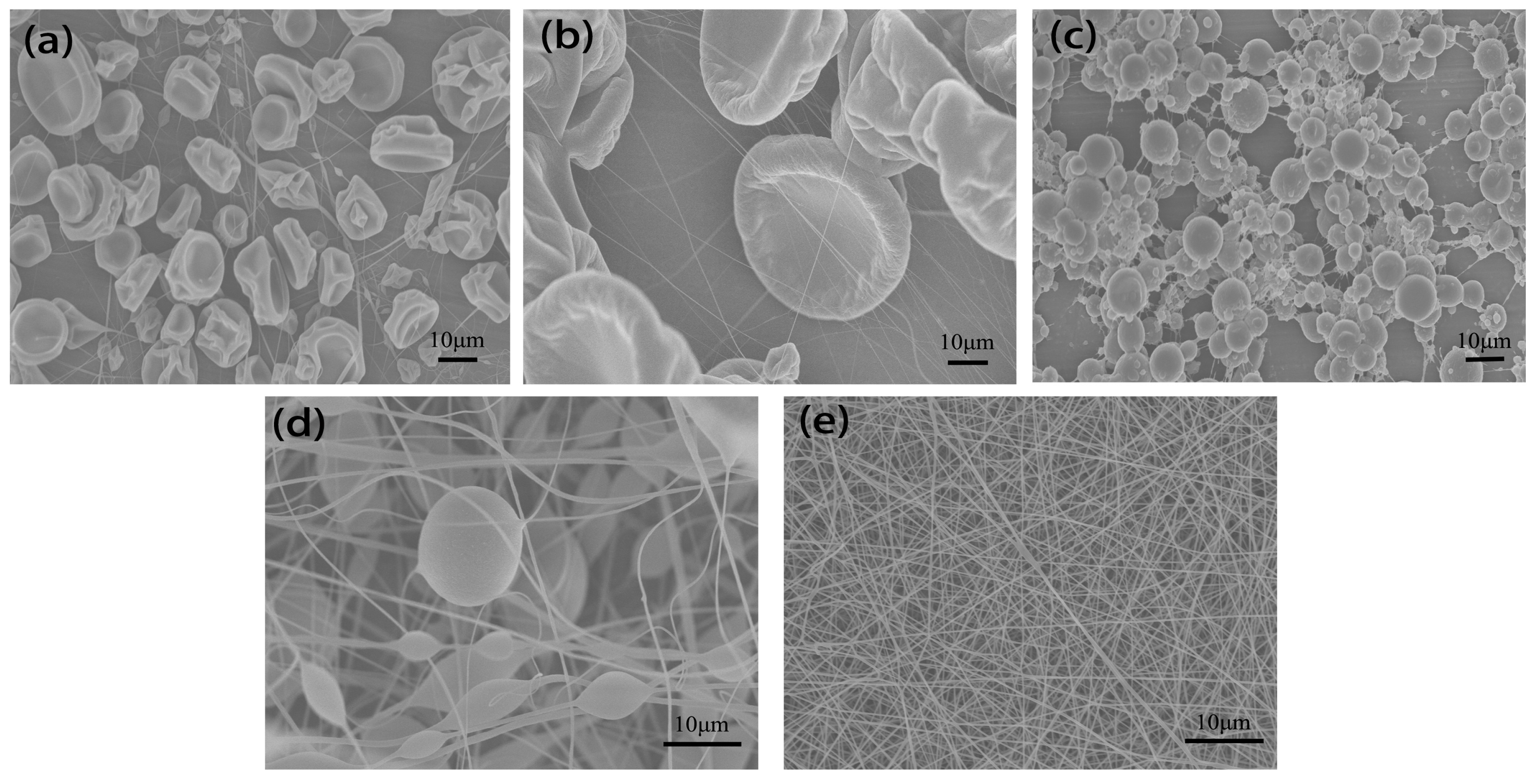
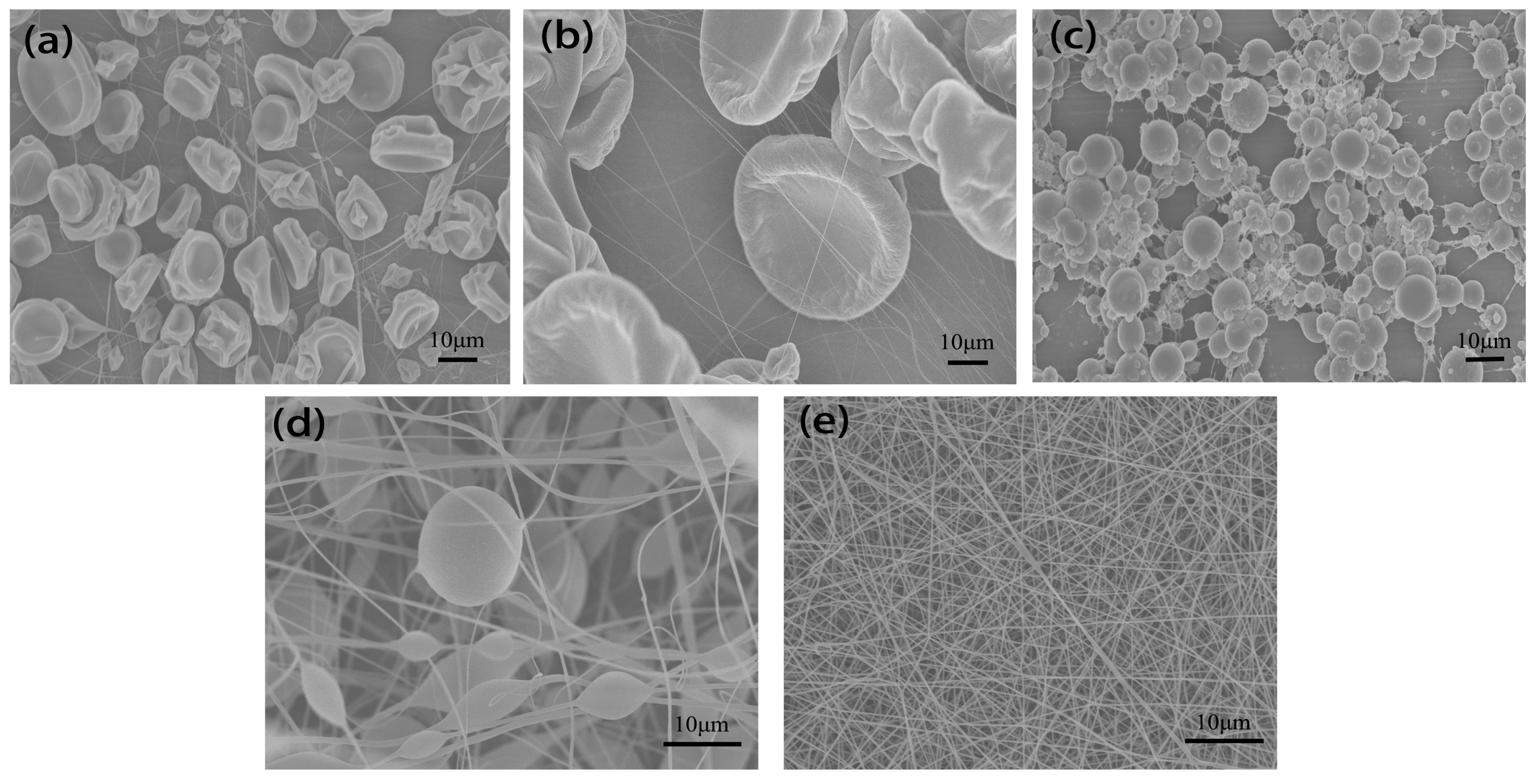
3.4. Effect of Solution Properties on Fiber Morphology
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Bagherzadeh, R.; Najar, S.S.; Latifi, M.; Tehran, M.A.; Kong, L. A theoretical analysis and prediction of pore size and pore size distribution in electrospun multilayer nanofibrous materials. J. Biomed. Mater. Res. Part A 2013, 101A, 2107–2117. [Google Scholar] [CrossRef] [PubMed]
- Rizvi, M.S.; Kumar, P.; Katti, D.S.; Pal, A. Mathematical model of mechanical behavior of micro/nanofibrous materials designed for extracellular matrix substitutes. Acta Biomater. 2012, 8, 4111–4122. [Google Scholar] [CrossRef] [PubMed]
- Sukegawa, H.; Nishimura, T.; Yoshio, M.; Kajiyama, S.; Kato, T. One-dimensional supramolecular hybrids: Self-assembled nanofibrous materials based on a sugar gelator and calcite developed along an unusual axis. Crystengcomm 2017, 19, 1580–1584. [Google Scholar] [CrossRef]
- Wang, G.; Yu, D.; Kelkar, A.D.; Zhang, L. Electrospun Nanofiber: Emerging Reinforcing Filler in Polymer Matrix Composite Materials. Prog. Polym. Sci. 2017, 75, 73–107. [Google Scholar] [CrossRef]
- Chinnappan, A.; Lee, J.K.Y.; Jayathilaka, W.A.D.M.; Ramakrishna, S. Fabrication of MWCNT/Cu nanofibers via electrospinning method and analysis of their electrical conductivity by four-probe method. Int. J. Hydrog. Energy 2018, 43, 721–729. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Kundu, S.C. Electrospinning: A fascinating fiber fabrication technique. Biotechnol. Adv. 2010, 28, 325–347. [Google Scholar] [CrossRef] [PubMed]
- Cheng, J.; Jun, Y.; Qin, J.; Lee, S.H. Electrospinning versus microfluidic spinning of functional fibers for biomedical applications. Biomaterials 2017, 114, 121–143. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T.; Carbone, E.J.; Lo, W.H.; Laurencin, C.T. Electrospinning of polymer nanofibers for tissue regeneration. Prog. Polym. Sci. 2015, 46, 1–24. [Google Scholar] [CrossRef]
- Salehhudin, H.S.; Mohamad, E.N.; Wan, N.L.M.; Afifi, A.M. Multiple-jet electrospinning methods for nanofiber processing: A review. Mater. Manuf. Process. 2017, 33, 479–498. [Google Scholar] [CrossRef]
- Yao, Q.; Cosme, J.G.; Xu, T.; Miszuk, J.M.; Picciani, P.H.; Fong, H.; Sun, H. Three dimensional electrospun PCL/PLA blend nanofibrous scaffolds with significantly improved stem cells osteogenic differentiation and cranial bone formation. Biomaterials 2016, 115, 115–127. [Google Scholar] [CrossRef] [PubMed]
- Jiang, S.; Duan, G.; Kuhn, U.; Mörl, M.; Altstädt, V.; Yarin, A.L.; Greiner, A. Spongy Gels by a Top-Down Approach from Polymer Fibrous Sponges. Angew. Chem. Int. Ed. Engl. 2017, 56, 3285–3288. [Google Scholar] [CrossRef] [PubMed]
- Ochiai, Y.; Goto, E.; Higashihara, T. Controlled Synthesis of Poly(p-phenylene) Using a Zincate Complex, tBu4ZnLi2. Macromol. Rapid Commun. 2017, 38, 1700155. [Google Scholar] [CrossRef] [PubMed]
- Maeda, T.; Kim, Y.J.; Aoyagi, T.; Ebara, M. The Design of Temperature-Responsive Nanofiber Meshes for Cell Storage Applications. Fibers 2017, 5, 13. [Google Scholar] [CrossRef]
- Liao, Y.; Loh, C.H.; Tian, M.; Wang, R.; Fane, A.G. Progress in electrospun polymeric nanofibrous membranes for water treatment: Fabrication, modification and applications. Prog. Polym. Sci. 2018, 77, 69–94. [Google Scholar] [CrossRef]
- Jiang, S.; Liu, F.; Lerch, A.; Ionov, L.; Agarwal, S. Unusual and Superfast Temperature-Triggered Actuators. Adv. Mater. 2015, 27, 4865–4870. [Google Scholar] [CrossRef] [PubMed]
- Xu, T.; Ding, Y.; Wang, Z.; Zhao, Y.; Wu, W.; Hao, F.; Zhu, Z. Three-dimensional and ultralight sponges with tunable conductivity assembled from electrospun nanofibers for a highly sensitive tactile pressure sensor. J. Mater. Chem. C 2017, 5, 10288–10294. [Google Scholar] [CrossRef]
- Reich, S.; Burgard, M.; Langner, M.; Jiang, S.; Wang, X.; Agarwal, S.; Ding, B.; Yu, J.; Greiner, A. Polymer nanofibre composite nonwovens with metal-like electrical conductivity. NPJ Flexi. Electron. 2018, 2, 5. [Google Scholar] [CrossRef]
- Park, J.A.; Moon, J.; Lee, S.J.; Lim, S.C.; Zyung, T. Fabrication and characterization of ZnO nanofibers by electrospinning. Curr. Appl. Phys. 2017, 9, S210–S212. [Google Scholar] [CrossRef]
- Thoppey, N.M.; Gorga, R.E.; Bochinski, J.R.; Clarke, L.I. Effect of Solution Parameters on Spontaneous Jet Formation and Throughput in Edge Electrospinning from a Fluid-Filled Bowl. Macromolecules 2012, 45, 6527–6537. [Google Scholar] [CrossRef]
- Yu, D.G.; Li, J.J.; Zhang, M.; Williams, G.R. High-quality Janus nanofibers prepared using three-fluid electrospinning. Chem. Commun. 2017, 53, 4542–4545. [Google Scholar] [CrossRef] [PubMed]
- Ali, U.; Niu, H.; Aslam, S.; Jabbar, A.; Rajput, A.W.; Lin, T. Needleless electrospinning using sprocket wheel disk spinneret. J. Mater. Sci. 2017, 52, 1–11. [Google Scholar] [CrossRef]
- Lu, B.; Wang, Y.; Liu, Y.; Duan, H.; Zhou, J.; Zhang, Z.; Wang, Y.; Li, X.; Wang, W.; Lan, W. Superhigh-throughput needleless electrospinning using a rotary cone as spinneret. Small 2010, 6, 1612–1616. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Gao, C.; Chang, M.W.; Ahmad, Z.; Li, J.S. Erratum, Continuous micron-scaled rope engineering using a rotating multi-nozzle electrospinning emitter. Appl. Phys. Lett. 2016, 109, 151903. [Google Scholar] [CrossRef]
- Kumar, A.; Wei, M.; Barry, C.; Chen, J.; Mead, J. Controlling Fiber Repulsion in Multijet Electrospinning for Higher Throughput. Macromol. Mater. Eng. 2010, 295, 701–708. [Google Scholar] [CrossRef]
- Varesano, A.; Rombaldoni, F.; Mazzuchetti, G.; Tonin, C.; Comotto, R. Multi-jet nozzle electrospinning on textile substrates: Observations on process and nanofibre mat deposition. Polym. Int. 2010, 59, 1606–1615. [Google Scholar] [CrossRef]
- Varesano, A.; Carletto, R.A.; Mazzuchetti, G. Experimental investigations on the multi-jet electrospinning process. J. Mater. Process. Technol. 2009, 209, 5178–5185. [Google Scholar] [CrossRef]
- Forward, K.M.; Rutledge, G.C. Free surface electrospinning from a wire electrode. Chem. Eng. J. 2012, 183, 492–503. [Google Scholar] [CrossRef]
- Yang, E.; Shi, J.; Yuan, X. Influence of electric field interference on double nozzles electrospinning. J. Appl. Polym. Sci. 2010, 116, 3688–3692. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, L.; Sun, X.F.; Liu, J.; Fan, J.; Huang, D.W. Multi-jet electrospinning via auxiliary electrode. Mater. Lett. 2015, 141, 153–156. [Google Scholar] [CrossRef]
- Son, W.K.; Ji, H.Y.; Lee, T.S.; Park, W.H. The effects of solution properties and polyelectrolyte on electrospinning of ultrafine poly(ethylene oxide) fibers. Polymer 2004, 45, 2959–2966. [Google Scholar] [CrossRef]
- Wang, W.; Bo, S.; Li, S.; Qin, W. Determination of the Mark–Houwink equation for chitosans with different degrees of deacetylation. Int. J. Biol. Macromol. 1991, 13, 281–285. [Google Scholar] [CrossRef]
- Hayati, I.; Bailey, A.I.; Tadros, T.F. Mechanism of stable jet formation in electrohydrodynamic atomization. Nature 1986, 319, 41–43. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Solvent | Polymer Molecular Weight | K*103 (mL/g) | α | Intrinsic Viscosity [η] | Concentration (C) (g/mL) | [η]C | Polarity |
|---|---|---|---|---|---|---|---|---|
| PVA | Water | 83,000 | 20 | 0.76 | 109.53 | 0.082 | 9 | Strong |
| PS | DMF | 335,000 | 31.8 | 0.603 | 68.238 | 0.132 | 9 | Strong |
| PS | NMP | 335,000 | 12 | 0.72 | 114.08 | 0.079 | 9 | Strong |
| PS | THF | 335,000 | 11 | 0.725 | 111.44 | 0.081 | 9 | Semi |
| PS | Chloroform | 335,000 | 7.16 | 0.76 | 113.23 | 0.079 | 9 | Non |
| Solution | Actual Surface Tension (mN/m) | Maximum Surface Tension (mN/m) | Conductivity (μs/cm) | Dielectric Constant ε |
|---|---|---|---|---|
| PVA–water | 41.39 | 49.48 | 0.05 | 78.36 |
| PS–DMF | 32.99 | 40.3 | 0.041 | 36.71 |
| PS–NMP | 31.8 | 38.98 | 0.036 | 32.2 |
| PS–THF | 27.6 | 34.3 | 0.0252 | 7.58 |
| PS–chloroform | 25.7 | 28.9 | 0.0198 | 4.81 |
| Solution | Single jet (mm) | Two jets (mm) | Multiple jets (mm) |
|---|---|---|---|
| PVA–water | 1.73 | 2.13 1.56 | 2.13 1.43 2.34 |
| PS–DMF | 3.47 | 3.02 1.76 | 4.2 4.18 2.12 |
| PS–NMP | 4.63 | 6.9 6.45 | - |
| PS–THF | 7.53 | 7.54 8.3 | - |
| PS–chloroform | 21.23 | - | - |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.-K.; Wang, L.; Fan, J.; Shou, W.; Zhou, B.-M.; Liu, Y. Multi-Jet Electrospinning with Auxiliary Electrode: The Influence of Solution Properties. Polymers 2018, 10, 572. https://doi.org/10.3390/polym10060572
Wu Y-K, Wang L, Fan J, Shou W, Zhou B-M, Liu Y. Multi-Jet Electrospinning with Auxiliary Electrode: The Influence of Solution Properties. Polymers. 2018; 10(6):572. https://doi.org/10.3390/polym10060572
Chicago/Turabian StyleWu, Yu-Ke, Liang Wang, Jie Fan, Wan Shou, Bao-Ming Zhou, and Yong Liu. 2018. "Multi-Jet Electrospinning with Auxiliary Electrode: The Influence of Solution Properties" Polymers 10, no. 6: 572. https://doi.org/10.3390/polym10060572
APA StyleWu, Y.-K., Wang, L., Fan, J., Shou, W., Zhou, B.-M., & Liu, Y. (2018). Multi-Jet Electrospinning with Auxiliary Electrode: The Influence of Solution Properties. Polymers, 10(6), 572. https://doi.org/10.3390/polym10060572