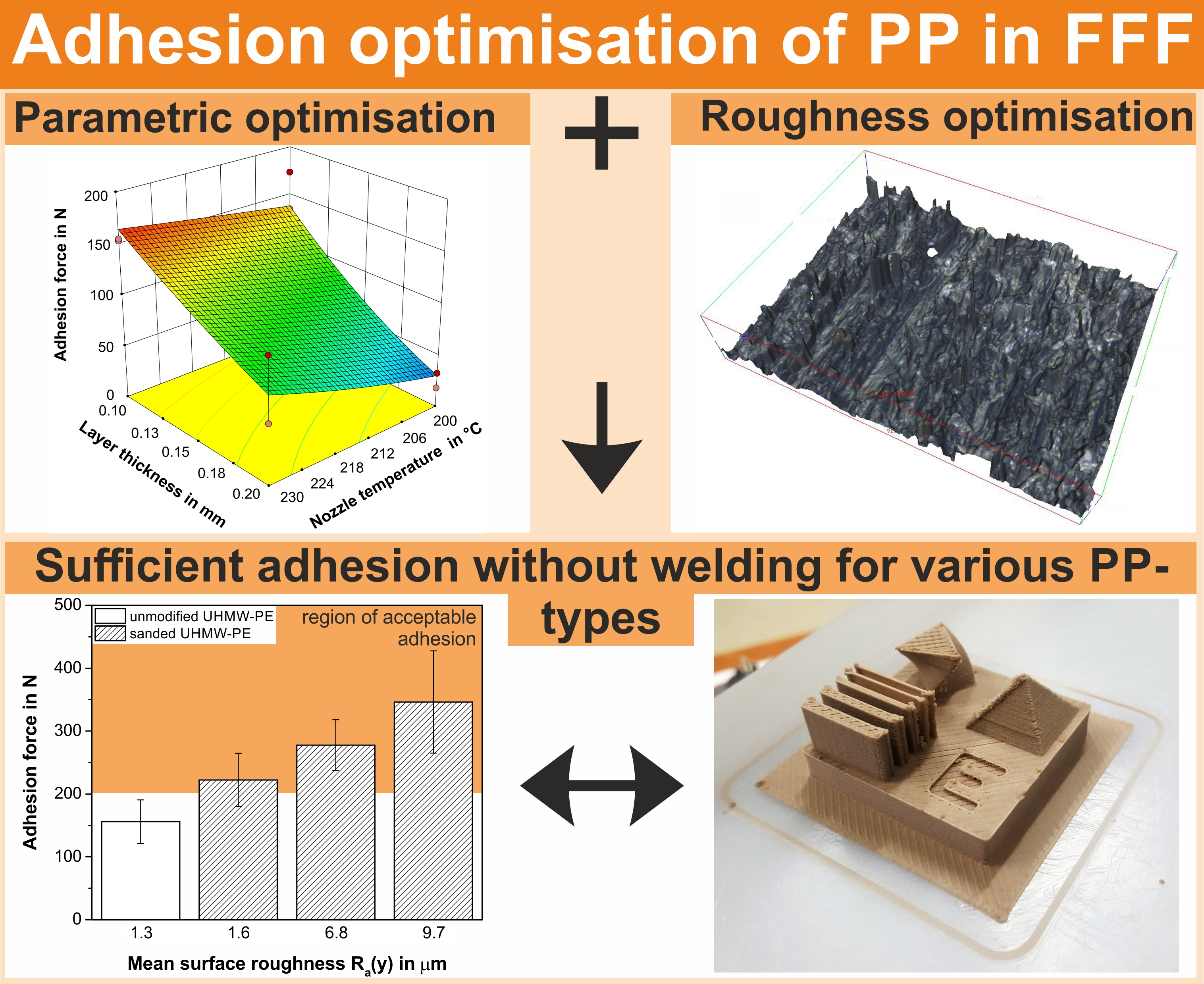
Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing

 ,
,  , ,
, , 

Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Contact Angle Measurements
2.3. Printer Settings
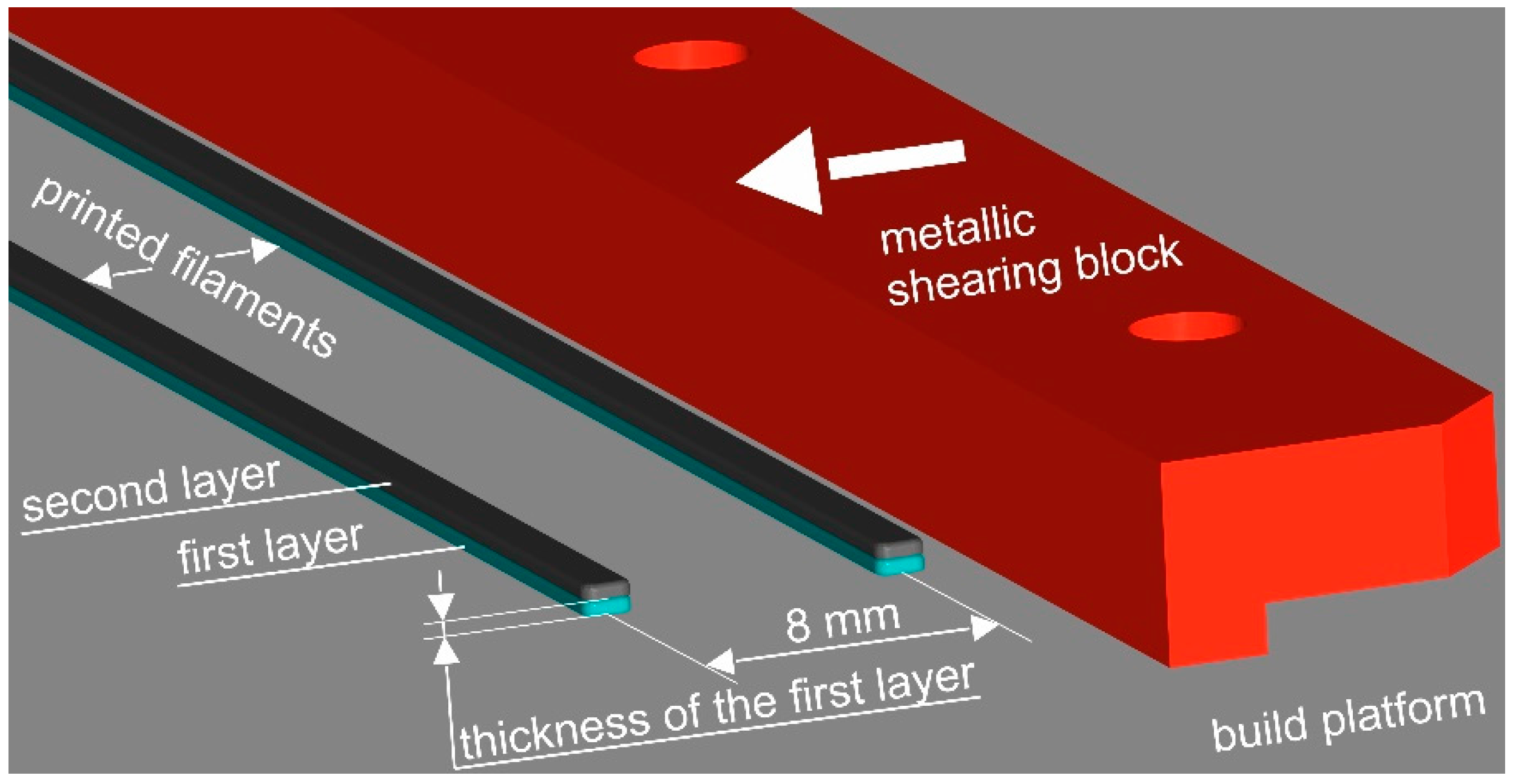
2.4. Adhesion Measurement
2.5. Statistical Modelling and Optimisation
2.6. Modification of the Build Platform
2.7. Surface Roughness Characterisation
2.8. Microscopy
3. Results and Discussion
3.1. Adhesion of the Polypropylene (PP)-Composite on hPP
3.2. Build Platform Material Selection for PP-Based Filaments
3.3. Adhesion of the PP-Composite on Ultra-High-Molecular-Weight Polyethylene (UHMW-PE)
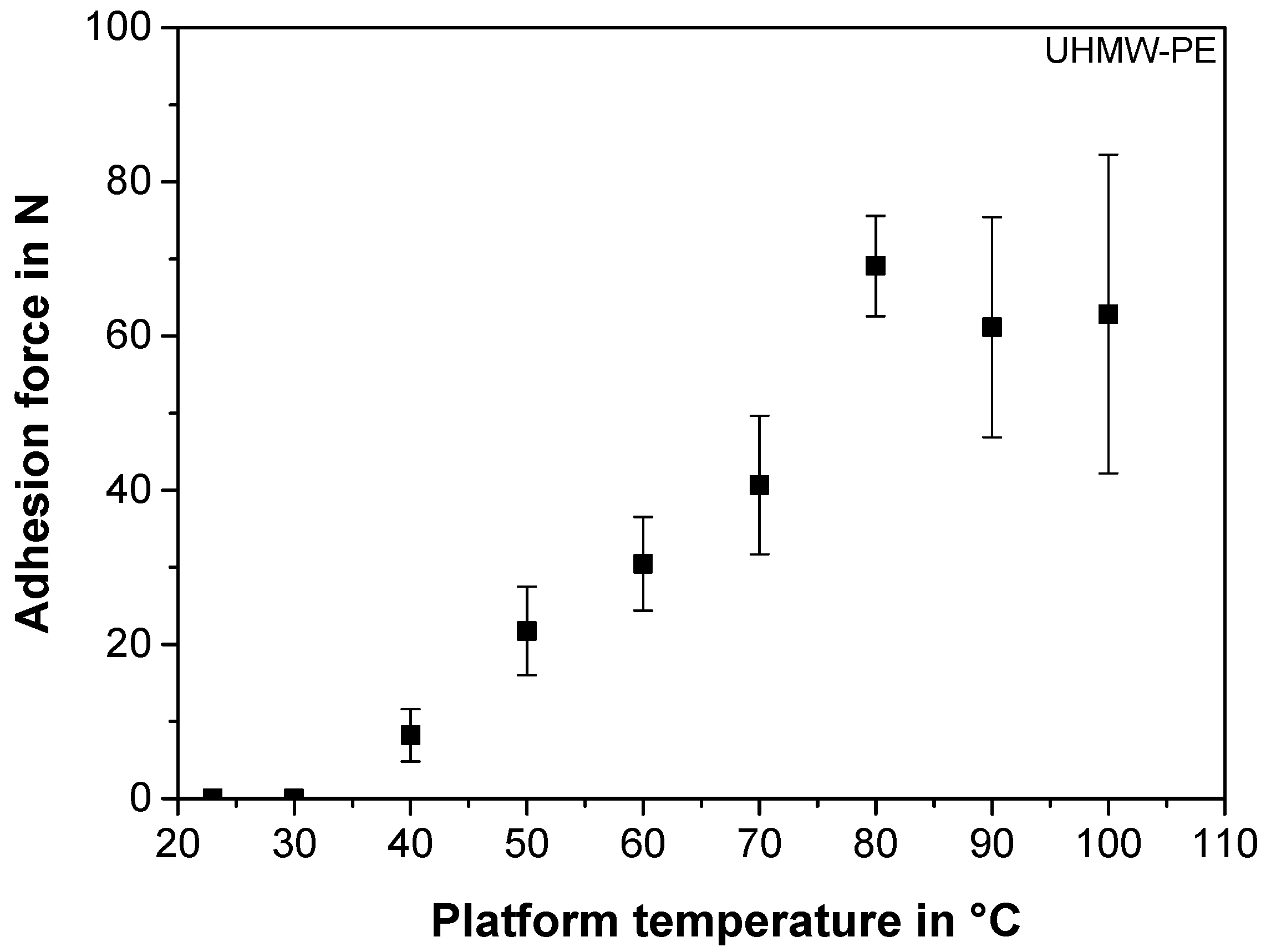
3.3.1. Effect of the Platform Temperature
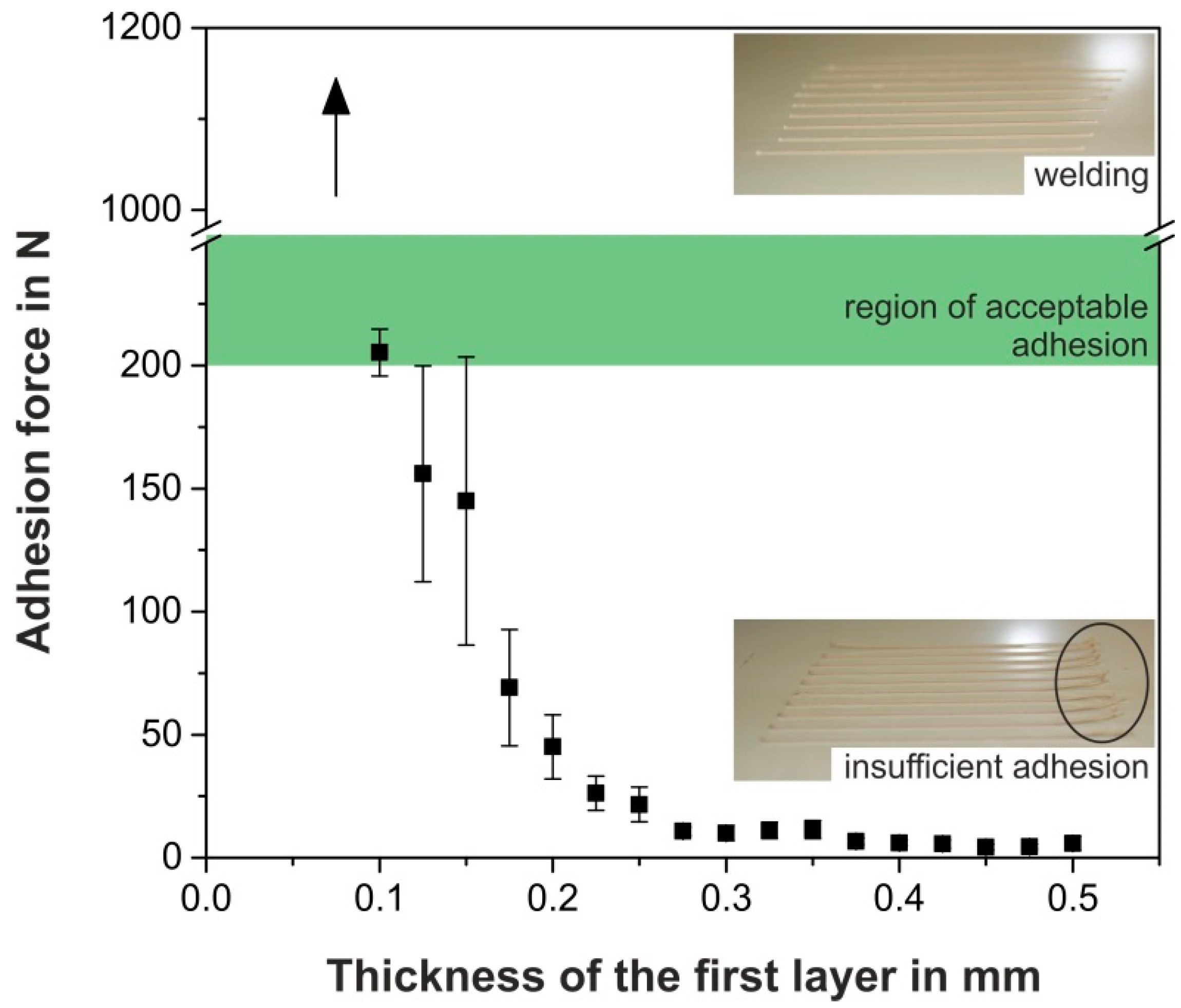
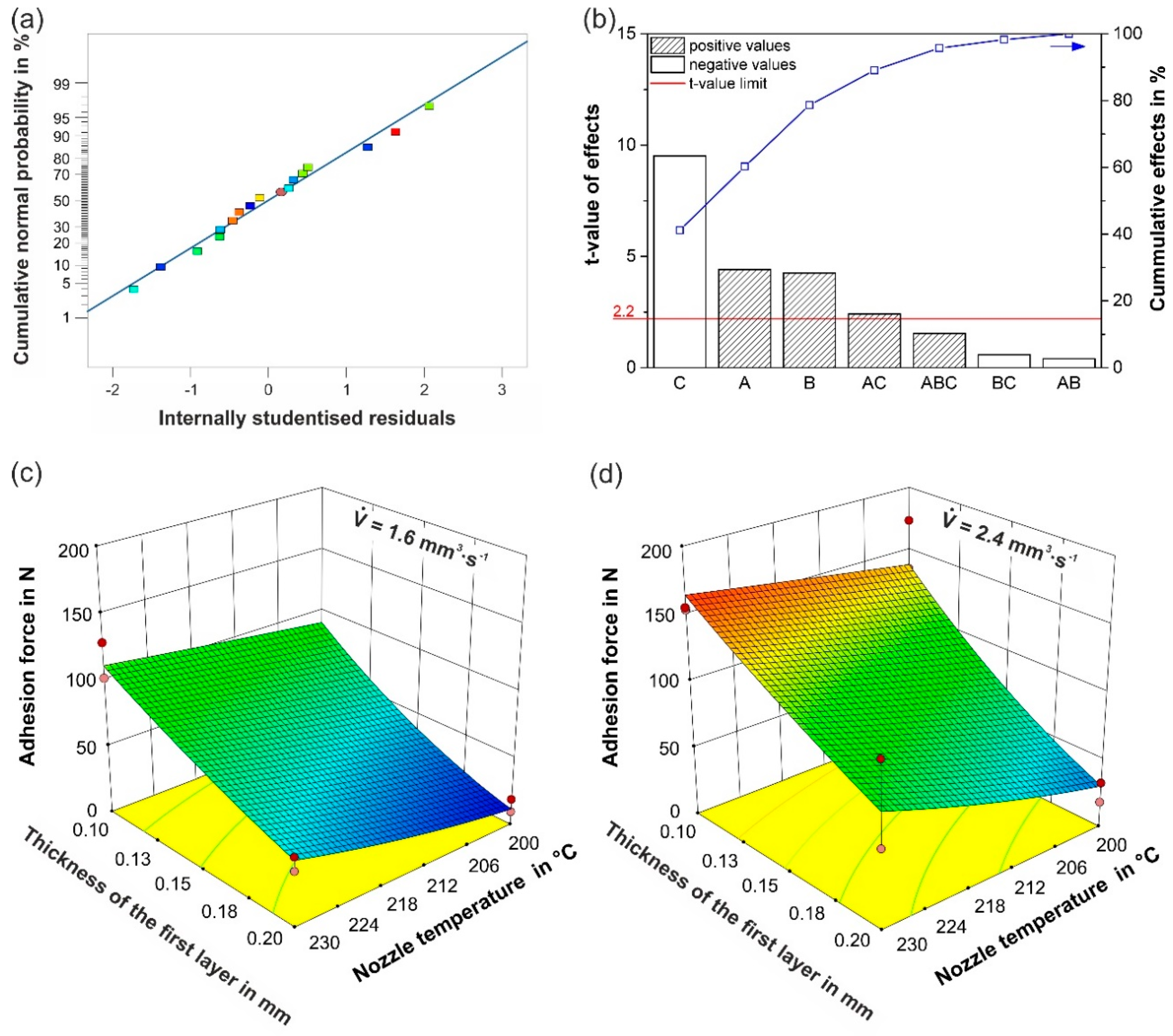
3.3.2. Adhesion Optimisation by a Parametric Study
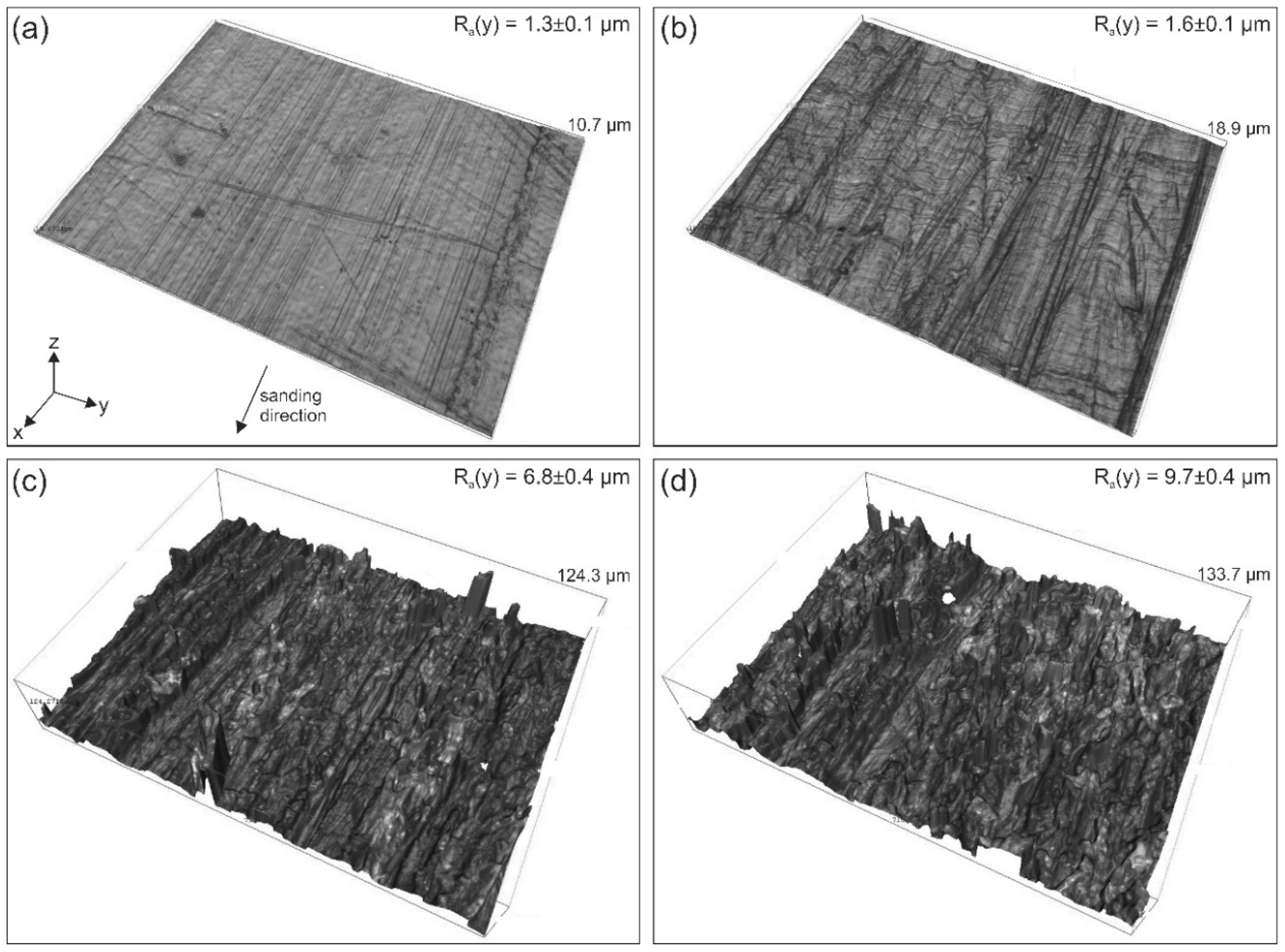
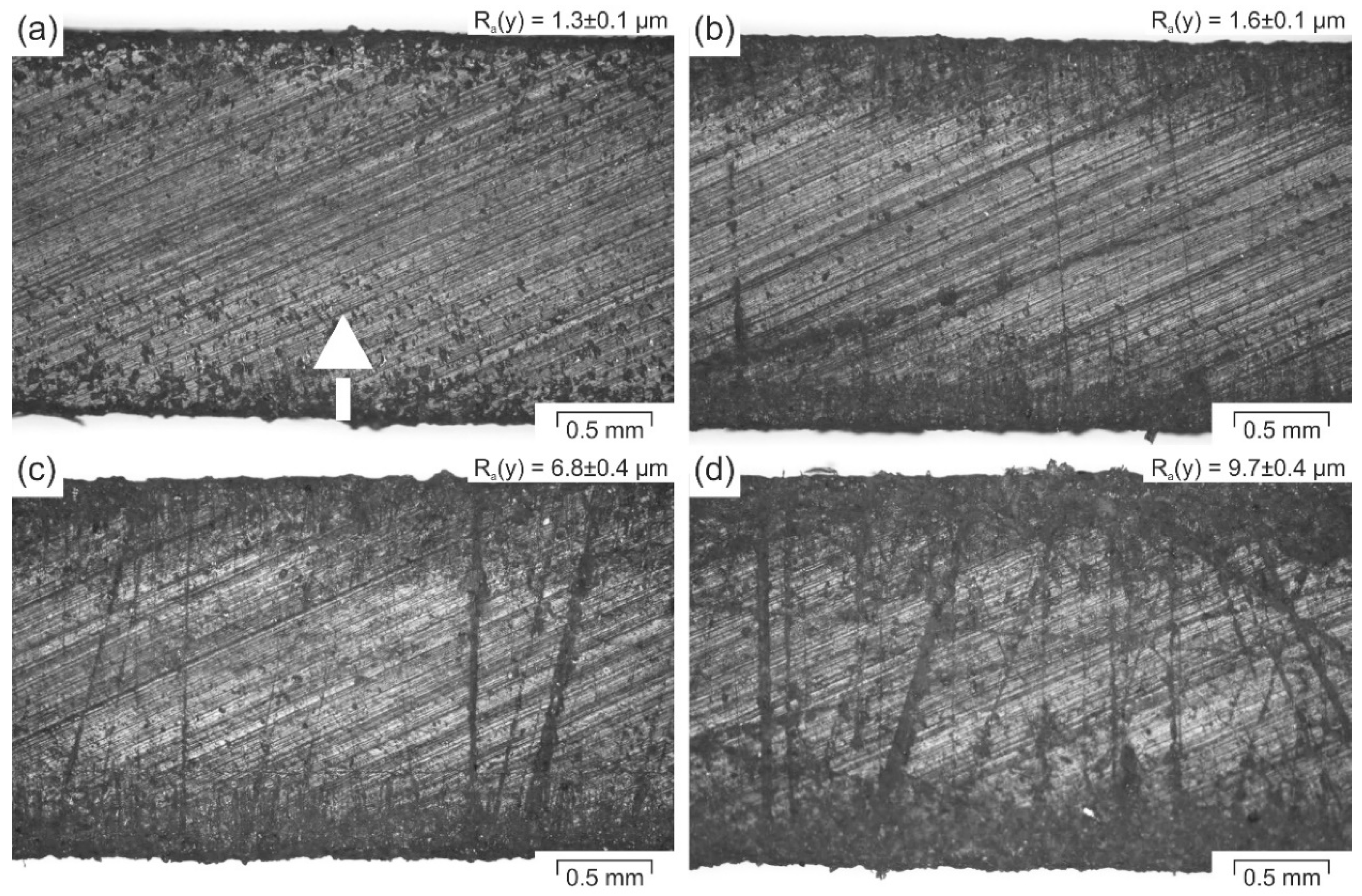
3.3.3. Effect of Surface Roughness
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Austrian Standards Institute. Additive Manufacturing—General Principles—Terminology; EN ISO/ASTM 52900; ASI: Vienna, Austria, 2017. [Google Scholar]
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies. 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2015. [Google Scholar]
- Gurr, M.; Mülhaupt, R. 8.04 Rapid Prototyping. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 77–99. [Google Scholar]
- Wohlers, T.T.; Caffrey, T.; Campbell, R.I. Wohlers Report 2016. 3D Printing and Additive Manufacturing State of the Industry: Annual Worlwide Progress Report; Wohlers Associates: Fort Collins, CO, USA, 2016. [Google Scholar]
- Diegel, O. 10.02 Additive Manufacturing. In Comprehensive Materials Processing; Hashmi, S., Batalha, G.F., van Tyne, C.J., Yilbas, B., Eds.; Elsevier: Oxford, UK, 2014; pp. 3–18. [Google Scholar]
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Kaynak, B.; Spoerk, M.; Shirole, A.; Ziegler, W.; Sapkota, J. Polypropylene/Cellulose Composites for Material Extrusion Additive Manufacturing. Macromol. Mater. Eng. 2018, 12, 1800037. [Google Scholar] [CrossRef]
- Spoerk, M.; Sapkota, J.; Weingrill, G.; Fischinger, T.; Arbeiter, F.; Holzer, C. Shrinkage and Warpage Optimization of Expanded-Perlite-Filled Polypropylene Composites in Extrusion-Based Additive Manufacturing. Macromol. Mater. Eng. 2017, 1700143. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Sapkota, J.; Holzer, C. Optimization of mechanical properties of glass-spheres-filled polypropylene composites for extrusion-based additive manufacturing. Polym. Compos. 2017, 83, 768. [Google Scholar] [CrossRef]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Schuschnigg, S.; Holzer, C. Properties of glass filled polypropylene for fused filament fabrication. In Proceedings of the ANTEC Anaheim 2017, The Plastics Technology Conference, Anaheim, CA, USA, 8–10 May 2017. [Google Scholar]
- Spoerk, M.; Savandaiah, C.; Arbeiter, F.; Traxler, G.; Cardon, L.; Holzer, C.; Sapkota, J. Anisotropic properties of oriented short carbon fibre filled polypropylene parts fabricated by extrusion-based additive manufacturing. Compos. Part A 2018. under review. [Google Scholar]
- Spoerk, M.; Arbeiter, F.; Raguž, I.; Weingrill, G.; Fischinger, T.; Traxler, G.; Schuschnigg, S.; Cardon, L.; Holzer, C. Polypropylene filled with glass spheres in extrusion-based additive manufacturing: Effect of filler size and printing chamber temperature. Macromol. Mater. Eng. 2018. [Google Scholar] [CrossRef]
- Hertle, S.; Drexler, M.; Drummer, D. Additive Manufacturing of Poly(propylene) by Means of Melt Extrusion. Macromol. Mater. Eng. 2016, 301, 1482–1493. [Google Scholar] [CrossRef]
- Jagenteufel, R.; Hofstaetter, T.; Kamleitner, F.B.; Pedersen, D.; Tosello, G.N.; Hansen, H. Rheology of high melt strength polypropylene for additive manufacturing. Adv. Mater. Lett. 2017, 8, 712–716. [Google Scholar] [CrossRef]
- Katschnig, M.; Arbeiter, F.; Haar, B.; van Campe, G.; Holzer, C. Cranial Polypropylene Implants by Fused Filament Fabrication. Adv. Eng. Mater. 2016. [Google Scholar] [CrossRef]
- Stoof, D.; Pickering, K. 3D Printing of Natural Fibre Reinforced Recycled Polypropylene. In Proceedings of the Processing and Fabrication of Advanced Materials—XXV, Auckland, New Zealand, 22–25 January 2017; Bickerton, S., Lin, R.J.-T., Somashekar, A.A., Singh, I., Srivatsan, T.S., Eds.; University of Auckland: Auckland, New Zealand, 2017; pp. 668–691. [Google Scholar]
- Wang, L.; Gardner, D.J. Effect of fused layer modeling (FLM) processing parameters on impact strength of cellular polypropylene. Polymer 2017, 113, 74–80. [Google Scholar] [CrossRef]
- Wang, L.; Gardner, D.J.; Bousfield, D.W. Cellulose nanofibril-reinforced polypropylene composites for material extrusion: Rheological properties. Polym. Eng. Sci. 2017, 293, 804. [Google Scholar] [CrossRef]
- Wang, L.; Gramlich, W.; Gardner, D.J.; Han, Y.; Tajvidi, M. Spray-Dried Cellulose Nanofibril-Reinforced Polypropylene Composites for Extrusion-Based Additive Manufacturing: Nonisothermal Crystallization Kinetics and Thermal Expansion. J. Compos. Sci. 2018, 2, 7. [Google Scholar] [CrossRef]
- White, J.L.; Choi, D.D. Polyolefins: Processing, Structure Development, and Properties; Hanser: München, Germany, 2005. [Google Scholar]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication. Plast. Rubber Compos. 2018, 47, 17–24. [Google Scholar] [CrossRef]
- Tseng, J.-W.; Liu, C.-Y.; Yen, Y.-K.; Belkner, J.; Bremicker, T.; Liu, B.H.; Sun, T.-J.; Wang, A.-B. Screw extrusion-based additive manufacturing of PEEK. Mater. Des. 2018, 140, 209–221. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Cajner, H.; Sapkota, J.; Holzer, C. Parametric optimization of intra- and inter-layer strengths in parts produced by extrusion-based additive manufacturing of poly(lactic acid). J. Appl. Polym. Sci. 2017, 134, 45401. [Google Scholar] [CrossRef]
- Arbeiter, F.; Spoerk, M.; Wiener, J.; Gosch, A.; Pinter, G. Fracture mechanical characterization and lifetime estimation of near-homogeneous components produced by fused filament fabrication. Polym. Test. 2018, 66, 105–113. [Google Scholar] [CrossRef]
- Kalita, S.J.; Bose, S.; Hosick, H.L.; Bandyopadhyay, A. Development of controlled porosity polymer-ceramic composite scaffolds via fused deposition modeling. Mater. Sci. Eng. C 2003, 23, 611–620. [Google Scholar] [CrossRef]
- Hashemi Sanatgar, R.; Campagne, C.; Nierstrasz, V. Investigation of the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles: Effect of FDM printing process parameters. Appl. Surf. Sci. 2017, 403, 551–563. [Google Scholar] [CrossRef]
- Grimmelsmann, N.; Kreuziger, M.; Korger, M.; Meissner, H.; Ehrmann, A. Adhesion of 3D printed material on textile substrates. Rapid Prototyp. J. 2018, 24, 166–170. [Google Scholar] [CrossRef]
- Passaglia, E.; Martin, G.M. Variation of glass temperature with pressure in polypropylene. J. Res. Natl. Bur. Stan. Sect. A 1964, 68A, 273. [Google Scholar] [CrossRef]
- Kubiak, K.J.; Wilson, M.; Mathia, T.G.; Carval, P. Wettability versus roughness of engineering surfaces. Wear 2011, 271, 523–528. [Google Scholar] [CrossRef]
- Owens, D.K.; Wendt, R.C. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- Berger, G.R.; Steffel, C.; Friesenbichler, W. A study on the role of wetting parameters on friction in injection moulding. Int. J. Mater. Prod. Technol. 2016, 52, 193. [Google Scholar] [CrossRef]
- Berger, G.R.; Steffel, C.; Friesenbichler, W. On the use of interfacial tension parameter to predict reduction of friction by mold coatings in injection molding of polyamide 6. In Proceedings of the AIP Conference 1779 (the Regional Conference of the Polymer Processing Society), Graz, Austria, 21–25 September 2015; p. 20006. [Google Scholar]
- Potente, H. Fügen von Kunststoffen. Grundlagen, Verfahren, Anwendung; Hanser: Munich, Germany, 2004. [Google Scholar]
- Jabbari, E.; Peppas, N.A. Polymer-Polymer Interdiffusion and Adhesion. J. Macromol. Sci. Part C Polym. Rev. 1994, 34, 205–241. [Google Scholar] [CrossRef]
- Sancaktar, E.; Walker, E. Effects of calcium carbonate, talc, mica, and glass-fiber fillers on the ultrasonic weld strength of polypropylene. J. Appl. Polym. Sci. 2004, 94, 1986–1998. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Malguarnera, S.C.; Manisali, A.I.; Riggs, D.C. Weld line structures and properties in injection molded polypropylene. Polym. Eng. 1981, 21, 1149–1155. [Google Scholar] [CrossRef]
- Reddy, C.M.; Weikart, C.M.; Yasuda, H.K. The Effect of Interfacial Tension on the Adhesion of Cathodic E-coat to Aluminum Alloys. J. Adhes. 1999, 71, 167–187. [Google Scholar] [CrossRef]
- Awaja, F.; Gilbert, M.; Kelly, G.; Fox, B.; Pigram, P.J. Adhesion of polymers. Prog. Polym. Sci. 2009, 34, 948–968. [Google Scholar] [CrossRef]
- Clint, J.H. Adhesion and components of solid surface energies. Curr. Opin. Colloid Interface Sci. 2001, 6, 28–33. [Google Scholar] [CrossRef]
- Grantham, J. Fundamental Study of Interfacial Tension Effects on Weld Bead Profile in the Shielded Metal Arc Welding Process. Ph.D. Thesis, Ohio State University, Columbus, OH, USA, 1992. [Google Scholar]
- Kaiser, W. Kunststoffchemie für Ingenieure: Von der Synthese bis zur Anwendung. In Kunststoffchemie für Ingenieure; Kaiser, W., Ed.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2015; pp. I–XXXII. [Google Scholar]
- Loos, J.; Tian, M.; Rastogi, S.; Lemstra, P.J. An investigation on chain mobility in solid state polymer systems. J. Mater. Sci. 2000, 35, 5147–5156. [Google Scholar] [CrossRef]
- Seldén, R. Effect of processing on weld line strength in five thermoplastics. Polym. Eng. Sci. 1997, 37, 205–218. [Google Scholar] [CrossRef]
- Gupta, B.S.; Reiniati, I.; Laborie, M.-P.G. Surface properties and adhesion of wood fiber reinforced thermoplastic composites. Colloids Surfaces A Physicochem. Eng. Asp. 2007, 302, 388–395. [Google Scholar] [CrossRef]
- Brulat, N.; Fornaini, C.; Rocca, J.-P.; Darque-Ceretti, E. Role of surface tension and roughness on the wettability of Er:YAG laser irradiated dentin: In vitro study. Laser Ther. 2013, 22, 187–194. [Google Scholar] [CrossRef] [PubMed]
- Kubiak, K.J.; Wilson, M.C.T.; Mathia, T.G.; Carras, S. Dynamics of contact line motion during the wetting of rough surfaces and correlation with topographical surface parameters. Scanning 2011, 33, 370–377. [Google Scholar] [CrossRef] [PubMed]
- Liang, Y.; Shu, L.; Natsu, W.; He, F. Anisotropic wetting characteristics versus roughness on machined surfaces of hydrophilic and hydrophobic materials. Appl. Surf. Sci. 2015, 331, 41–49. [Google Scholar] [CrossRef]
- Belaud, V.; Valette, S.; Stremsdoerfer, G.; Bigerelle, M.; Benayoun, S. Wettability versus roughness: Multi-scales approach. Tribol. Int. 2015, 82, 343–349. [Google Scholar] [CrossRef]
- Wojciechowski, L.; Kubiak, K.J.; Mathia, T.G. Roughness and wettability of surfaces in boundary lubricated scuffing wear. Tribol. Int. 2016, 93, 593–601. [Google Scholar] [CrossRef]
- Packham, D. Surface energy, surface topography and adhesion. Int. J. Adhes. Adhes. 2003, 23, 437–448. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Surface improvement of fused deposition modeling parts by barrel finishing. Rapid Prototyp. J. 2015, 21, 686–696. [Google Scholar] [CrossRef]
- Boschetto, A.; Bottini, L. Accuracy prediction in fused deposition modelling. Int. J. Adv. Manuf. Technol. 2014, 73, 913–928. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Factors | Low Level | High Level |
|---|---|---|---|
| A | Nozzle temperature (°C) | 200 | 230 |
| B | Flow rate (mm3·s−1) | 1.6 | 2.4 |
| C | Thickness of the first layer (mm) | 0.1 | 0.2 |
| Factors | Adhesion Forces (N) | |||||||
|---|---|---|---|---|---|---|---|---|
| A (°C) | 200 | 200 | 230 | 230 | 200 | 200 | 230 | 230 |
| B (mm3·s−1) | 1.6 | 1.6 | 1.6 | 1.6 | 2.4 | 2.4 | 2.4 | 2.4 |
| C (mm) | 0.1 | 0.2 | 0.1 | 0.2 | 0.1 | 0.2 | 0.1 | 0.2 |
| Replication 1 | 73.9 ± 25.4 | 33.8 ± 6.5 | 101.3 ± 13.6 | 40.2 ± 10.2 | 174.3 ± 18.8 | 19.5 ± 6.4 | 154.6 ± 20.3 | 57.8 ± 6.3 |
| Replication 2 | 62.0 ± 26.8 | 18.8 ± 6.1 | 132.4 ± 32.9 | 50.5 ± 14.8 | 136.6 ± 14.4 | 9.6 ± 3.0 | 156.4 ± 14.2 | 118.9 ± 11.8 |
| Total mean | 68.0 ± 16.9 | 26.3 ± 5.4 | 116.8 ± 17.7 | 45.4 ± 8.4 | 155.5 ± 14.0 | 14.5 ± 4.0 | 155.5 ± 11.2 | 88.4 ± 15.9 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spoerk, M.; Gonzalez-Gutierrez, J.; Lichal, C.; Cajner, H.; Berger, G.R.; Schuschnigg, S.; Cardon, L.; Holzer, C. Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing. Polymers 2018, 10, 490. https://doi.org/10.3390/polym10050490
Spoerk M, Gonzalez-Gutierrez J, Lichal C, Cajner H, Berger GR, Schuschnigg S, Cardon L, Holzer C. Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing. Polymers. 2018; 10(5):490. https://doi.org/10.3390/polym10050490
Chicago/Turabian StyleSpoerk, Martin, Joamin Gonzalez-Gutierrez, Christof Lichal, Hrvoje Cajner, Gerald Roman Berger, Stephan Schuschnigg, Ludwig Cardon, and Clemens Holzer. 2018. "Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing" Polymers 10, no. 5: 490. https://doi.org/10.3390/polym10050490
APA StyleSpoerk, M., Gonzalez-Gutierrez, J., Lichal, C., Cajner, H., Berger, G. R., Schuschnigg, S., Cardon, L., & Holzer, C. (2018). Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing. Polymers, 10(5), 490. https://doi.org/10.3390/polym10050490