III-V-Based Optoelectronics with Low-Cost Dynamic Hydride Vapor Phase Epitaxy


Abstract
:
1. Introduction
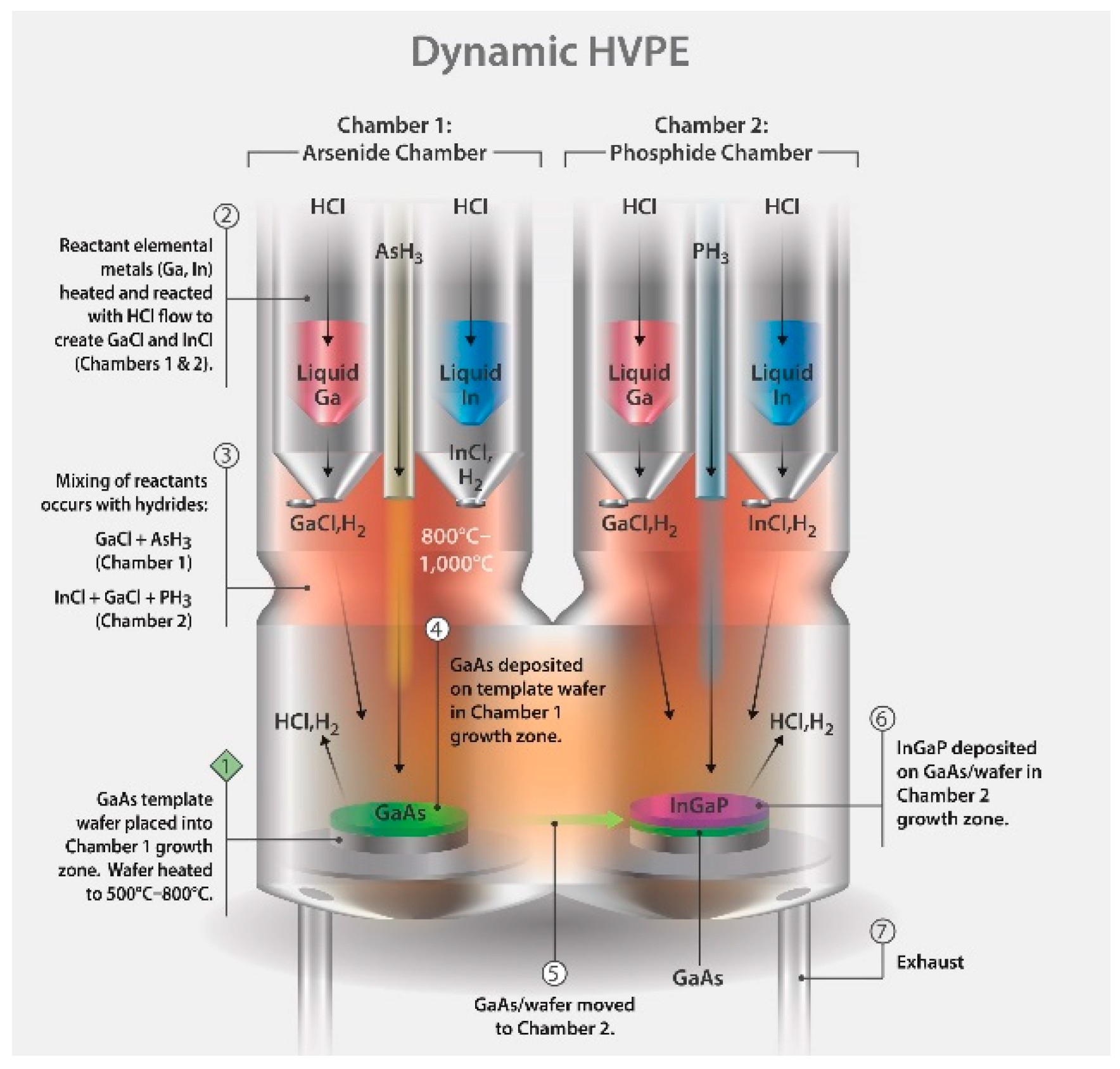
2. HVPE Deposition Costs
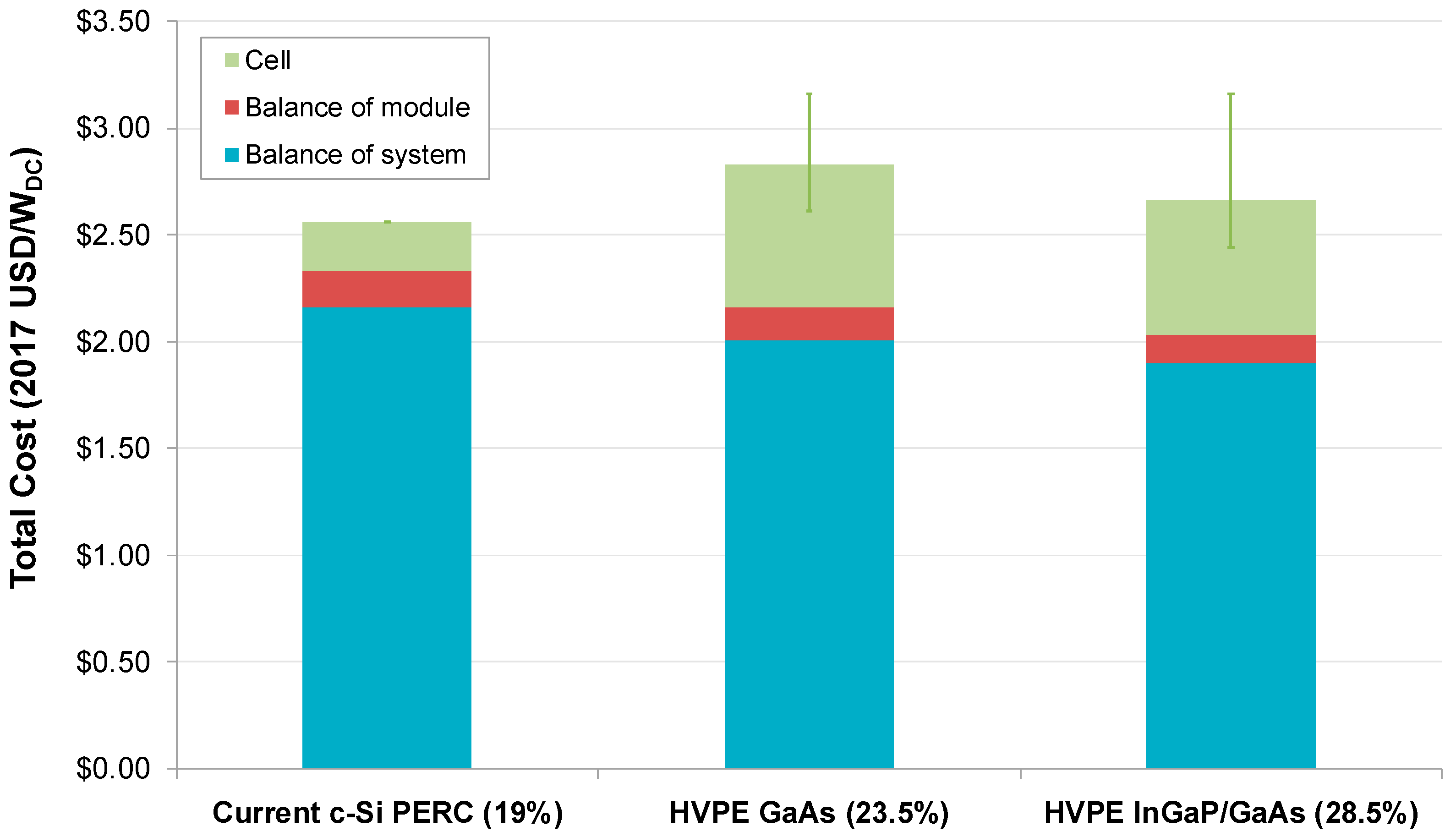
Cost of the HVPE-Grown III-V Photovoltaic Devices
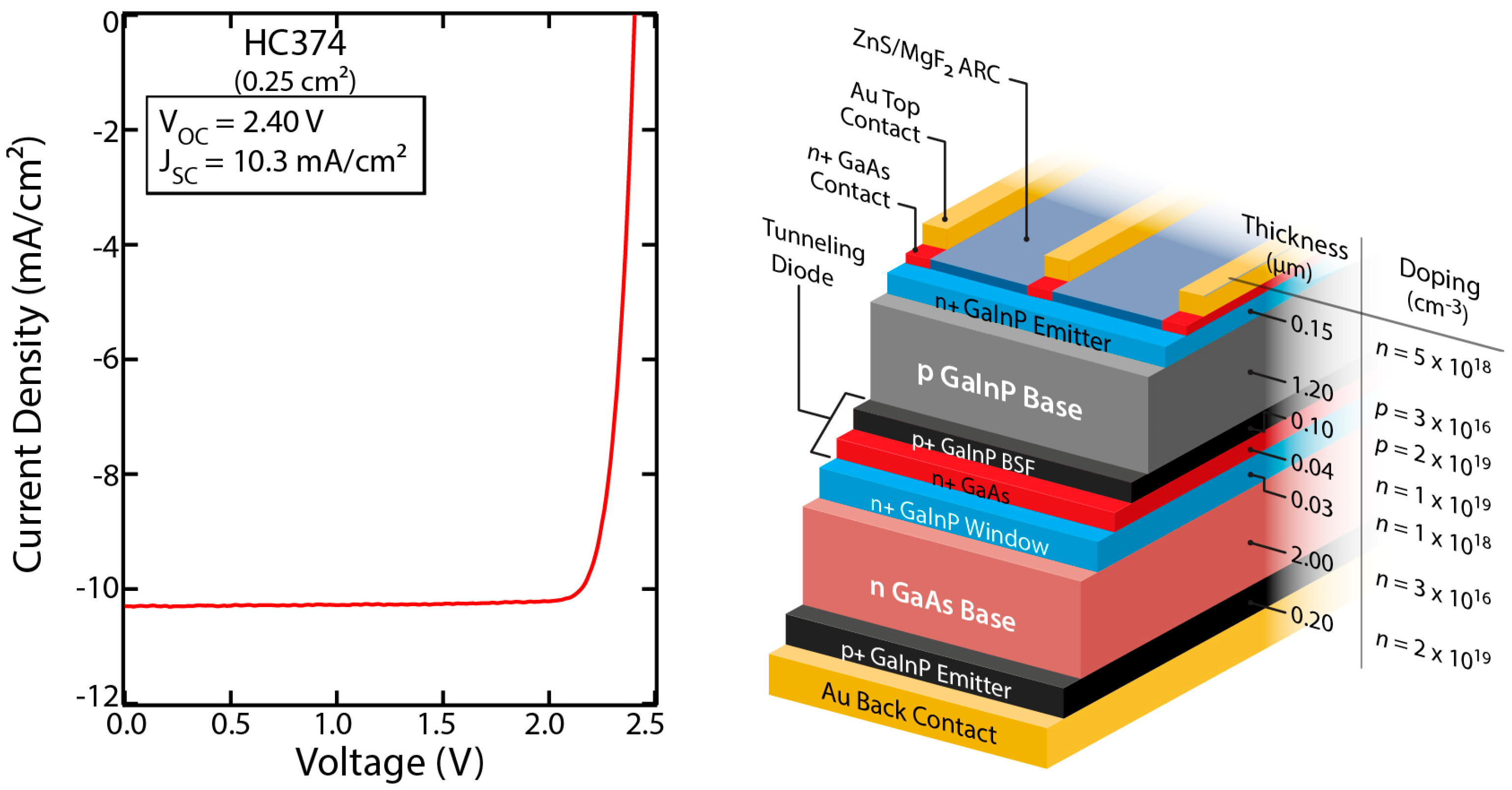
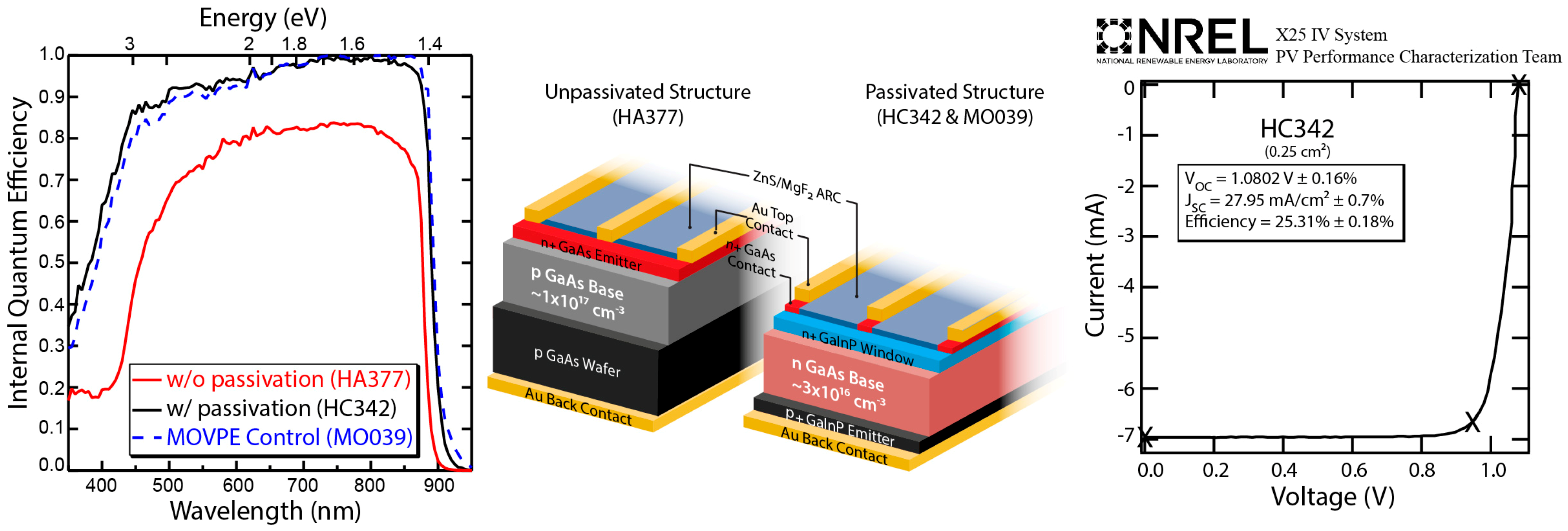
3. Development of D-HVPE for High Efficiency Devices
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A.
Appendix A.1. Methods

Appendix A.2. D-HVPE Reactor Cost Model
Appendix A.3. D-HVPE III-V Solar-Cell Cost Model

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input | Value |
|---|---|
| Ga price (6N) | $0.21/g |
| In price (6N) | $0.82/g |
| High purity AsH3 price | $0.48/g |
| High purity PH3 price | $0.55/g |
| Ga material utilization | 70% |
| In material utilization | 70% |
| AsH3 material utilization | 30% |
| PH3 material utilization | 30% |
| H2 curtain flow rate | 10,000 sccm |
| HCl carrier gas flow rate | 14.5 sccm |
| Tool length | 7.3 m (1 J cell), 9.6 m (2 J cell) |
| Tool price (including automation and auxiliary equipment) | $4.7 million (1 J), $11.6 million (2 J cell) |
| Equipment maintenance cost | 4% of total equipment cost/year |
Appendix A.4. D-HVPE III-V Material Growth Methods
References
- Green, M.A.; Hishikawa, Y.; Warta, W.; Dunlop, E.D.; Levi, D.H.; Hohl-Ebinger, J.; Ho-Baillie, A.W.H. Solar Cell Efficiency Tables (Version 50). Prog. Photovolt. Res. Appl. 2017, 25, 668–676. [Google Scholar] [CrossRef]
- Kayes, B.M.; Nie, H.; Twist, R.; Spruytte, S.G.; Reinhardt, F.; Kizilyalli, I.C.; Higashi, G.S. 27.6% Conversion efficiency, a new record for single-junction solar cells under 1 sun illumination. In Proceedings of the 37th IEEE Photovoltaic Specialists Conference, Seattle, WA, USA, 19–24 June 2011. [Google Scholar]
- Silverman, T.J.; Deceglie, M.G.; Marion, B.; Cowley, S.; Kayes, B.; Kurtz, S. Outdoor Performance of a Thin-Film Gallium-Arsenide Photovoltaic Module. In Proceedings of the IEEE 39th Photovoltaic Specialists Conference (PVSC), Tampa, FL, USA, 16–21 June 2013. [Google Scholar]
- Osterwald, C.R.; Glatfelter, T.; Burdick, J. Comparison of the Temperature Coefficients of the Basic I-V Parameters for Various Types of Solar Cells. In Proceedings of the Nineteenth IEEE Photovoltaic Specialists Conference, New Orleans, LA, USA, 4–8 May 1987. [Google Scholar]
- Deschler, M.; Grüter, K.; Schlegel, A.; Beccard, R.; Jürgensen, H.; Balk, P. Very Rapid Growth of High Quality GaAs, InP and Related III-V Compounds. J. Phys. Colloq. 1988, 49, 689–692. [Google Scholar] [CrossRef]
- Jain, N.; Simon, J.; Schulte, K.L.; Friedman, D.J.; Diercks, D.R.; Packard, C.E.; Young, D.L.; Ptak, A.J. Tunable Bandgap GaInAsP Solar Cells With 18.7% Photoconversion Efficiency Synthesized by Low-Cost and High-Growth Rate Hydride Vapor Phase Epitaxy. IEEE J. Photovolt. 2018, 99, 1–7. [Google Scholar] [CrossRef]
- Schulte, K.L.; Simon, J.; Mangum, J.; Packard, C.E.; Gorman, B.P.; Jain, N.; Ptak, A.J. Development of GaInP Solar Cells Grown by Hydride Vapor Phase Epitaxy. IEEE J. Photovolt. 2017, 7, 1153–1158. [Google Scholar] [CrossRef]
- Goodrich, A.; Hacke, P.; Wang, Q.; Sopori, B.; Margolis, R.; James, T.L.; Woodhouse, M. A wafer-based monocrystalline silicon photovoltaics road map: Utilizing k nown technology improvement opportunities for further reductions in manufacturing costs. Sol. Energy Mater. Sol. Cells 2013, 114, 110–135. [Google Scholar] [CrossRef]
- Horowitz, K.A.; Woodhouse, M.; Lee, H.; Smestad, G.P. A Bottom-Up Cost Analysis of a High Concentration PV Module. In AIP Conference Proceedings; AIP Publishing: College Park, MD, USA, 2016. [Google Scholar]
- Woodhouse, M.; Goodrich, A. A Manufacturing Cost Analysis Relevant to Single- and Dual-Junction Photovoltaic Cells Fabricated with III-Vs and III-Vs Grown on Czochralski Silicon. Available online: http://www.nrel.gov/docs/fy14osti/60126.pdf (accessed on 14 December 2018).
- Woodhouse, M.; Jones-Albertus, R.; Feldman, D.; Fu, R.; Horowitz, K.; Chung, D.; Jordan, D.; Kurtz, S. On the Path to SunShot: The Role of Advancements in Solar Photovoltaic Efficiency, Reliability, and Costs. Available online: http://www.nrel.gov/docs/fy16osti/65872.pdf (accessed on 14 December 2018).
- Horowitz, K.A.W.; Remo, T.; Smith, B.; Ptak, A. Techno-Economic Analysis and Cost Reduction Roadmap for III-V Solar Cells; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2018.
- Audi Cooperates with Alta Devices on Automobiles with Solar Roofs. Available online: https://www.altadevices.com/audi-cooperates-alta-devices-automobiles-solar-roofs/ (accessed on 14 December 2018).
- Green, M.A. The Passivated Emitter and Rear Cell (PERC): From conception to mass production. Sol. Energy Mater. Sol. Cells 2015, 143, 190–197. [Google Scholar] [CrossRef]
- VDMA. International Technology Roadmap for Photovoltaic. 2017. Available online: http://www.etip-pv.eu/fileadmin/Documents/ETIP_PV_Conference_2017_Presentations/Session_II._1._Axel_Metz.pdf (accessed on 14 December 2018).
- Ward, J.S.; Remo, T.; Horowitz, K.; Woodhouse, M.; Sopori, B.; VanSant, K.; Basore, P. Techno-economic analysis of three different substrate removal and reuse strategies for III-V solar cells. Prog. Photovolt. Res. Appl. 2016, 24, 1284–1292. [Google Scholar] [CrossRef]
- Lee, K.; Zimmerman, J.D.; Xiao, X.; Sun, K.; Forrest, S.R. Forrest. Reuse of GaAs substrates for epitaxial lift-off by employing protection layers. J. Appl. Phys. 2012, 111, 033527. [Google Scholar] [CrossRef]
- Yablonovitch, E.; Gmitter, T.; Harbison, J.P.; Bhat, R. Extreme selectivity in the lift-off of epitaxial GaAs films. Appl. Phys. Lett. 1987, 51, 2222. [Google Scholar] [CrossRef]
- Cole, W.; Mai, T.; Richards, J.; Das, P. 2017 Standard Scenarios Report: A U.S. Electricity Sector Outlook. Available online: https://www.nrel.gov/docs/fy18osti/68548.pdf (accessed on 14 December 2018).
- Shockley, W.; Queisser, H.J. Detailed Balance Limit of Efficiency of p-n Junction Solar Cells. J. Appl. Phys. 1961, 32, 510–519. [Google Scholar] [CrossRef]
- Gale, R.P.; McClelland, R.W.; King, B.D.; Fan, J.C.C. Thin-film solar cells with over 21% conversion efficiency. Sol. Cell 1989, 27, 99–106. [Google Scholar] [CrossRef]
- Usui, A.; Matsumoto, T.; Inai, M.; Mito, I.; Kobayashi, K.; Watanabe, H. Room Temperature cw Operation of Visible InGaAsP Double Heterostructure Laser at 671 nm Grown by Hydride VPE. Jpn. J. Appl. Phys. 1985, 24, L163. [Google Scholar] [CrossRef]
- Esaki, L. New Phenomenon in Narrow Germanium p−n Junctions. Phys. Rev. 1958, 109, 603–604. [Google Scholar] [CrossRef]
- Schulte, K.L.; Simon, J.; Ptak, A. Multijunction GaInP/GaAs Solar Cells Grown by Hydride Vapor Phase Epitaxy. Prog. Photovolt. 2018, 26, 887–893. [Google Scholar] [CrossRef]
- Kaydanov, V.I.; Ohno, T.R. Process Development and Basic Studies of Electrochemically Deposited CdTe-Based Solar Cells. Available online: http://www.nrel.gov/docs/fy01osti/29956.pdf (accessed on 14 December 2018).
- Black, L.E. New Perspectives on Surface Passivation: Understanding the Si-Al2O3 Interface; Springer: Basel, Switzerland, 2016. [Google Scholar]
- Chemical Vapor Deposition. Available online: http://users.wfu.edu/ucerkb/Nan242/L10-CVD_b.pdf (accessed on 14 December 2018).
- Williams, J.D. Microfabrication and Semiconductor Processes. Available online: http://www.slideshare.net/maheeniqbal1420/part-6-thin-film-depositoin (accessed on 14 December 2018).
- Fu, R.; Feldman, D.; Margolis, R.; Woodhouse, M.; Ardani, K.U.S. Solar Photovoltaic System Cost Benchmark: Q1 2017. Available online: https://www.nrel.gov/docs/fy17osti/68925.pdf (accessed on 14 December 2018).
- Young, D.L.; Ptak, A.J.; Kuech, T.F.; Schulte, K.; Simon, J.D. High Throughput Semiconductor Deposition System (No. 9,824,890); National Renewable Energy Lab. (NREL): Golden, CO, USA, 2017.
- Duda, A.; Ward, J.S.; Young, M. Inverted Metamorphic Multijunction (IMM) Cell Processing Instructions (No. NREL/TP-5200-54049); National Renewable Energy Lab. (NREL): Golden, CO, USA, 2012.


© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Simon, J.; Schulte, K.L.; Horowitz, K.A.W.; Remo, T.; Young, D.L.; Ptak, A.J. III-V-Based Optoelectronics with Low-Cost Dynamic Hydride Vapor Phase Epitaxy. Crystals 2019, 9, 3. https://doi.org/10.3390/cryst9010003
Simon J, Schulte KL, Horowitz KAW, Remo T, Young DL, Ptak AJ. III-V-Based Optoelectronics with Low-Cost Dynamic Hydride Vapor Phase Epitaxy. Crystals. 2019; 9(1):3. https://doi.org/10.3390/cryst9010003
Chicago/Turabian StyleSimon, John, Kevin L. Schulte, Kelsey A. W. Horowitz, Timothy Remo, David L. Young, and Aaron J. Ptak. 2019. "III-V-Based Optoelectronics with Low-Cost Dynamic Hydride Vapor Phase Epitaxy" Crystals 9, no. 1: 3. https://doi.org/10.3390/cryst9010003
APA StyleSimon, J., Schulte, K. L., Horowitz, K. A. W., Remo, T., Young, D. L., & Ptak, A. J. (2019). III-V-Based Optoelectronics with Low-Cost Dynamic Hydride Vapor Phase Epitaxy. Crystals, 9(1), 3. https://doi.org/10.3390/cryst9010003