Abstract
Biodegradable zinc alloys for orthopedic implants must balance mechanical strength and plasticity, yet current as-cast alloys struggle to meet this dual requirement. In this study, a Zn-3Cu-1Mg-0.3Nd alloy was designed, and the influence of room-temperature rolling at four reduction levels (50%, 60%, 70%, and 80%) on its microstructure and mechanical properties was systematically investigated. Results indicate that as the reduction increases, the CuZn5 phase elongated along the rolling direction, and the η-Zn+Mg2Zn11 eutectic structure was progressively fragmented. The average grain size of the η-Zn matrix decreased significantly from 18.9 μm (50% reduction) to 1.71 μm (80% reduction). A distinct bimodal heterogeneous microstructure (coarse/fine grains) was formed at 60% and 70% reductions, while a predominantly fine-grained structure (91.3% fine grains) was achieved at 80% reduction. Furthermore, cracks initiated in the NdZn11 phase due to stress concentration during rolling. As the rolling reduction increases, the alloy’s ultimate tensile strengths (UTS) initially rose and then declined (peaking at 417 ± 5 MPa at 60% reduction), while its elongation (EL) consistently improved. At 80% reduction, the alloy exhibited optimal mechanical properties, achieving a tensile strength of 406 ± 4 MPa and an EL of 16.4 ± 0.3%, both significantly higher than those of the as-cast alloy (126 MPa, 4.4%). The enhancement in strength is attributed to a multi-scale synergistic mechanism involving grain refinement and back stress strengthening induced by heterogeneous microstructures. The continuous improvement in plasticity results from grain refinement, texture weakening, and the activation of non-basal <c+a> slip systems. Notably, cracks within the NdZn11 phase were confined by its high-binding-strength interface, preventing detrimental propagation into the matrix. This study elucidates the strengthening and toughening mechanisms in zinc alloys through cold rolling and the addition of the Nd element, particularly in terms of microstructural control and crack passivation, offering theoretical guidance for the design of biodegradable zinc alloy materials.
1. Introduction
As a new generation of biodegradable metallic materials, zinc and its alloys have garnered significant attention due to their suitable degradation rates and excellent biocompatibility [1,2,3]. However, their hexagonal close-packed (HCP) crystal structure limits the number of active slip systems, making it challenging to achieve a balanced combination of strength and ductility, which hinders their application in orthopedic implants and similar biomedical fields [4,5]. To overcome this limitation, alloying and plastic deformation have emerged as key strategies for improving the mechanical performance of Zn-based alloys [6,7,8]. Research indicates that the addition of Cu enhances ductility through coordinated deformation between the CuZn5 intermetallic phase and the Zn matrix, as well as through the formation of fine/ultrafine grains induced by dynamic recrystallization (DRX) [9]. Meanwhile, Mg contributes to grain refinement and strengthening via the formation of the Mg2Zn11 phase [10]. However, excessive Mg content may lead to the accumulation of brittle phases, thereby deteriorating ductility [11], which necessitates limiting Mg content to below 1 wt.% [12]. The synergistic effect of Cu and Mg endows Zn-Cu-Mg alloys with promising strength–toughness synergy. Nevertheless, the ductility of as-cast alloys remains insufficient to meet the requirements of clinical applications [13].
Recent advances in the deformation processing of metallic systems highlight the potential of combining microalloying with strain engineering to overcome strength–ductility trade-offs. For instance, Lin et al. [14] demonstrated that prior cold rolling (CR) refines bainitic structures in high-carbon steels, enhancing strength via grain boundary hardening and dislocation density modulation. Similarly, Lin et al. [15] achieved microstructural refinement in an IN718 superalloy through ultrasonic rolling, where variable power modulation dynamically controlled dislocation dynamics and phase distribution. While such thermomechanical strategies are well-established for steels and superalloys, their adaptation to biodegradable Zn alloys—particularly those microalloyed with rare earth elements (REEs)—remains underexplored.
The incorporation of Nd offers a promising strategy for enhancing the performance of Zn alloys. Nd addition not only refines the grain structure of the Zn matrix through the formation of rare earth-containing secondary phases [16], but the released Nd3+ ions may also exhibit potential biological activity by modulating cellular metabolism or immune responses [17]. Studies demonstrate that the addition of 0.1–0.3 wt.% Nd significantly improves the alloy’s strength while retaining an elongation (EL) of approximately 15% [16]. However, excessive Nd content (e.g., 5 wt.%) promotes the formation of coarse and brittle intermetallic phases, which can induce stress concentrations and localized corrosion [18]. Therefore, precise control of Nd content and its synergistic interaction with processing techniques has emerged as a critical pathway for achieving simultaneous strengthening and toughening in zinc alloys [19].
Hot working serves as a conventional strategy for improving the mechanical properties of Zn alloys. Pachla et al. [20] reported ultimate tensile strengths (UTS) of 310 MPa and 345 MPa for Zn–1Mg and Zn–1.5Mg alloys, respectively, through hot extrusion; however, these alloys exhibited extremely low EL. Kubásek et al. [11] further demonstrated that hot extrusion could elevate the UTS of Zn–0.8Mg alloy to 301 MPa, with an EL of 15%, which was attributed to the grain refinement induced by dynamic recrystallization (DRX). Despite its effectiveness, high-temperature processing tends to promote the formation of coarse precipitates and strong textures, both of which negatively impact ductility.
In recent years, CR has emerged as a promising technique for achieving a balanced enhancement of strength and plasticity in Zn alloys. Xu et al. [21] revealed that room-temperature rolling could effectively disrupt the eutectic structure of Zn–1.5Mg alloy, resulting in the formation of nanoscale MgZn2 precipitates. This microstructural evolution enabled a simultaneous increase in UTS to 366 MPa and EL to 18.4%. Similarly, Li et al. [22] manipulated the grain orientation of Zn–0.1Mg–0.02Mn alloy through room-temperature rolling and observed that an 80% thickness reduction enhanced the tensile strength to 397.7 MPa while retaining an EL of 15.9%. Chen et al. [23] recently demonstrated that a Zn-0.1Mg-0.02Ca alloy achieves an exceptional elongation of 42.2% while maintaining 282 MPa tensile strength at 80% rolling reduction. This remarkable plasticity originates from twin-induced dynamic recrystallization (TDRX), highlighting the unique contribution of heterostructure formation during rolling.
However, the underlying mechanism of CR in rare earth-containing Zn alloys remains poorly understood. The addition of a small amount of Nd (0.3 wt.%) promotes the formation of the NdZn11 phase, which possesses high interfacial binding strength and can effectively inhibit crack propagation [18]. Critically, the interaction between NdZn11 phases and CR-induced microstructural features—such as twins, high-density dislocations, and heterogeneous bimodal structures—remains unexplored. Furthermore, hardening–softening transitions observed in high-entropy alloys under nanoindentation [24] suggest complex dislocation-phase interactions, yet analogous phenomena in REE-modified Zn systems lack systematic investigation. Additionally, phase-field crystal studies highlight dislocation dynamics in nanograined metals [25], but their implications for Zn-Nd alloys are unknown.
In this study, the microstructural evolution and its effect on mechanical properties of the Zn-3Cu-1Mg-0.3Nd alloy during CR under varying reduction ratios were systematically investigated. The key novelties and contributions of this study can be summarized as follows: (i) the evolution and crack-initiation behavior of the NdZn11 phase during rolling deformation are revealed, demonstrating its role in localized stress accommodation without catastrophic failure; (ii) precise control of a bimodal grain structure is achieved through reduction-dependent recrystallization, optimizing hetero-deformation induced (HDI) strengthening and ductility; (iii) the crack-passivation mechanisms at the rare earth phase/matrix interfaces are elucidated, providing new insights into the synergistic effect between Nd addition and cold rolling. This study clarifies the strengthening and toughening mechanisms in Zn-Nd alloys and provides a processing strategy for the design of high-performance biodegradable zinc alloys with balanced properties.
2. Materials and Methods
The Zn-3Cu-1Mg-0.3Nd alloy ingot (nominal composition) was fabricated by melting industrial pure zinc (99.90 wt.%), industrial pure copper (99.95 wt.%), industrial pure magnesium (99.95 wt.%), and Mg–30 wt.% Nd master alloy in a resistance furnace at 750 °C under a protective atmosphere composed of CO2 and SF6 at a volume ratio of 99:1 for 30 min. Prior to melting, the raw materials were surface-treated and dried in an oven to eliminate moisture. Once complete melting was achieved in the crucible, surface impurities were removed using a slag skimmer, and the molten alloy was then poured into a preheated mold with dimensions of 200 mm × 75 mm × 25 mm to obtain the ingot. A plate-like sample measuring 45 mm × 19.5 mm × 3 mm was sectioned from the central region of the ingot for subsequent CR. The rolling experiments were conducted on a ZK-WS1C rolling mill at room temperature with a rolling speed of 10 m/min and a pass reduction of 5%. Four samples with cumulative reductions of 50%, 60%, 70%, and 80% were selected for further investigation and were designated as 50R, 60R, 70R, and 80R alloys, respectively.
The microstructures of the as-cast and rolled alloys were characterized using an Olympus BX51M optical microscope (Olympus, Tokyo, Japan), a Sigma 300 field emission scanning electron microscope (FE-SEM, Zeiss, Karlsruhe, Baden-Württemberg, Germany) equipped with an energy-dispersive X-ray spectrometer (EDS), and an electron backscatter diffraction (EBSD) system (Hitachi S-3400 N, Tokyo, Japan). Prior to OM and SEM observations, the samples were subjected to sequential mechanical grinding with 180#, 400#, 800#, 1000#, 1500#, and 2000# grit sandpapers, followed by mechanical polishing using a 1.5 μm diamond suspension. The polished surfaces were then etched with a chromic acid solution composed of 4 g CrO3, 0.3 g Na2SO4, and 20 mL distilled water. For EBSD analysis, the samples were first ground with 180# to 2000# grit sandpapers, mechanically polished, and subsequently electrolytically polished in a 5% perchloric acid solution in ethanol at a constant voltage of 32 V for 270 s. Transmission electron microscopy (TEM, FEI Tecnai G2, Hillsboro, OR, USA) samples were initially ground to a thickness of approximately 80 μm using 2000# grit sandpaper, followed by final thinning using an ion-thinning system (GATAN-695C, Pleasanton, CA, USA).
The tensile properties of the as-cast and rolled alloys were evaluated at room temperature using a Suns UTM4294X universal testing machine (Shenzhen, China) at a strain rate of 0.5 mm/min. Dumbbell-shaped specimens were machined via electrical discharge wire cutting, with a gauge dimension of 6 mm × 2.5 mm × 2 mm. All tensile tests were performed along the RD. To ensure data accuracy and experimental reproducibility, three replicate specimens were tested for each alloy condition.
3. Results
3.1. Microstructure of the As-Cast Zn-3Cu-1Mg-0.3Nd Alloy
Figure 1 and Table 1 show the SEM micrographs and elemental mapping analysis results of the as-cast Zn-3Cu-1Mg-0.3Nd alloy. The microstructure comprises a Zn-based matrix and three distinct secondary phases. The dendritic white phase (region B) is located at the grain boundaries. EDS point analysis reveals that this phase contains 84.80 at.% Zn and 15.20 at.% Cu. Combined with the Cu enrichment observed in the elemental maps, this phase is identified as a Cu-rich intermetallic compound. The lamellar eutectic structure (region C) exhibits an alternating layered morphology, with a Mg content of 14.16 at.%, which aligns with the compositional characteristics of the η-Zn and Mg2Zn11 eutectic phases [26]. At the grain boundaries, petal-like particle phases (region D) contain 7.24 at.% Nd and 89.11 at.% Zn, and are preliminarily identified as the phase NdZn11 [27]. The matrix (region A) is predominantly composed of η-Zn solid solution with a Zn content of 95.75 at.%, and Cu exhibits a solid solubility of 4.03 at.%. In contrast, no significant solid solution formation of Mg or Nd in the matrix is observed.
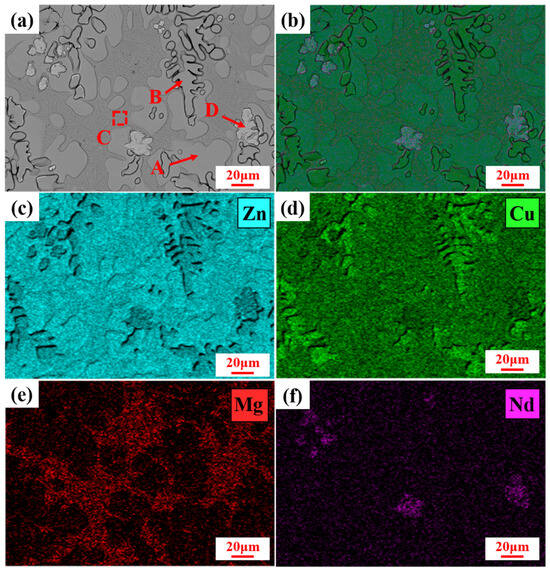
Figure 1.
SEM micrograph (a); EDS mapping overview (b); and elemental distribution maps of Zn (c), Cu (d), Mg (e), and Nd (f) in the as-cast Zn-3Cu-1Mg-0.3Nd alloy. Letters A–D indicate the selected locations for EDS analysis, and the corresponding results are summarized in Table 1.

Table 1.
EDS results of the as-cast Zn-3Cu-1Mg-0.3Nd alloy.
To further confirm the crystallographic structure of each phase in the alloy, TEM analysis was performed on the as-cast Zn-3Cu-1Mg-0.3Nd alloy. Figure 2 presents the TEM micrographs of various secondary phase regions. As shown in Figure 2a, the dendritic secondary phase was identified as the CuZn5 phase based on the corresponding selected area electron diffraction (SAED) pattern. In the eutectic lamellar region depicted in Figure 2b, the diffraction rings correspond to the nanoscale MgZn2 precipitates, while the lattice diffraction spots indicate the presence of Mg2Zn11 phase. These observations confirm that the eutectic structure consists of three coexisting phases: η-Zn, Mg2Zn11, and MgZn2, which aligns with our previous findings in Zn-Mg binary alloys [21]. As revealed by Figure 2c, the petal-like secondary phase adjacent to the matrix was indexed as the NdZn11 phase through diffraction pattern analysis, consistent with both the SEM morphology and elemental mapping results.
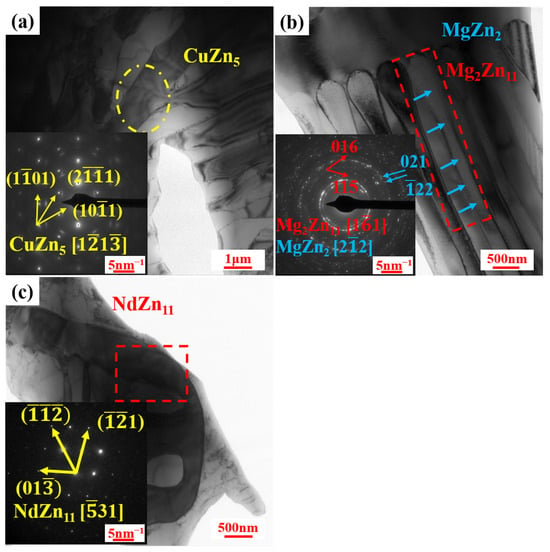
Figure 2.
TEM images and corresponding SAED patterns of the as-cast Zn-3Cu-1Mg-0.3Nd alloy: (a) CuZn5 phase; (b) eutectic structure region; (c) NdZn11 phase. The inset of each image indicates the SEAD patterns corresponding to the dashed areas.
3.2. Effects of Cold Rolling on the Microstructure of Zn-3Cu-1Mg-0.3Nd Alloy
Figure 3 presents the metallographic microstructures of the Zn-3Cu-1Mg-0.3Nd alloy subjected to different reductions during CR processing. As the reduction increases, the large matrix blocks gradually diminish, and the overall microstructure becomes increasingly fragmented. The CuZn5 phase is significantly elongated, and the eutectic structure undergoes refinement. Some black NdZn11 phases with well-defined boundaries remain observable, and their sizes do not show noticeable variation. The interface between the Zn matrix and the eutectic structure progressively becomes indistinct and eventually disappears, while fragmented eutectic structures are clearly visible in the vicinity of the Zn matrix.
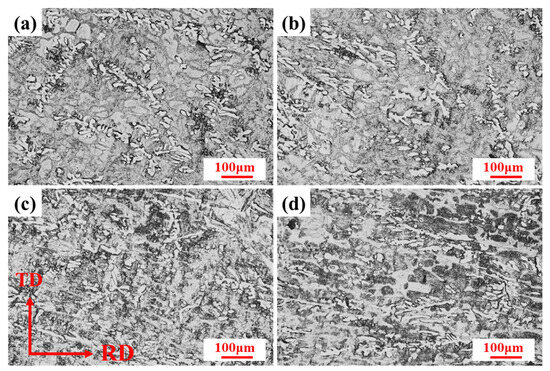
Figure 3.
Metallographic microstructures of the Zn-3Cu-1Mg-0.3Nd alloy subjected to different reduction levels during CR processing: (a) 50%; (b) 60%; (c) 70%; (d) 80%.
Figure 4 presents the SEM micrographs of the Zn-3Cu-1Mg-0.3Nd alloy subjected to different levels of CR reduction. The images were captured perpendicular to the rolling direction (RD). It is evident that as the CR process progresses, the CuZn5 phase undergoes gradual elongation without significant breakage or refinement. The lamellar eutectic structure exhibits partial fragmentation, although the degree of fragmentation is non-uniform. Furthermore, this microstructural evolution does not show a marked increase with higher strain levels. Notably, stress concentration is observed around the NdZn11 phase, leading to the formation of prominent cracks within the phase. As the number of rolling passes increases, both the length and width of the cracks on the NdZn11 phase surface progressively increase. At 80% reduction, the magnified image in Figure 4d reveals that the cracks span across the entire surface of the NdZn11 phase. Importantly, despite the extensive cracking within the NdZn11 phase, no crack propagation across the phase boundary into the adjacent matrix is observed.

Figure 4.
SEM images and magnified views of the NdZn11 phase in Zn-3Cu-1Mg-0.3Nd alloy subjected to different levels of CR reduction: (a) 50%; (b) 60%; (c) 70%; (d) 80%.
To investigate the influence of CR processing on the matrix grains of the Zn-3Cu-1Mg-0.3Nd alloy, Figure 5 presents the band contrast (BC) images of the alloy under different CR reduction levels. When the rolling reduction is relatively low, the grain morphology exhibits a bimodal distribution: one group comprises coarse deformed grains, while the other consists of finer grains with near-equiaxed shapes. Due to the low melting point of Zn alloys, their recrystallization temperatures are also low. Consequently, the fine-grained regions may originate from DRX during the deformation process [28]. Moreover, small white particles are observed near the grain boundaries within the fine-grained regions, which are likely dynamically precipitated CuZn5 phase particles. When the rolling reduction reaches 80%, the larger deformed grains gradually diminish, and the overall microstructural uniformity of the matrix is significantly enhanced.
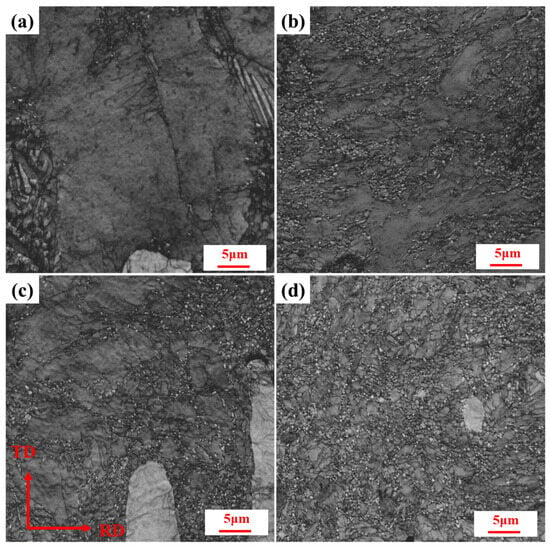
Figure 5.
BC images of the Zn-3Cu-1Mg-0.3Nd alloy under different CR reduction levels: (a) 50%; (b) 60%; (c) 70%; (d) 80%.
3.3. Effect of Cold Rolling on Mechanical Properties of Zn-3Cu-1Mg-0.3Nd Alloy
Figure 6 presents the typical tensile engineering stress–strain curves of the Zn-3Cu-1Mg-0.3Nd alloy in as-cast and as-rolled stages. The corresponding values including yield strength (YS), UTS, and EL, are summarized in Table 2. The as-cast alloy exhibits a YS of 119 ± 3 MPa, a UTS of 126 ± 2 MPa, and an EL of only 4.4 ± 0.24%.
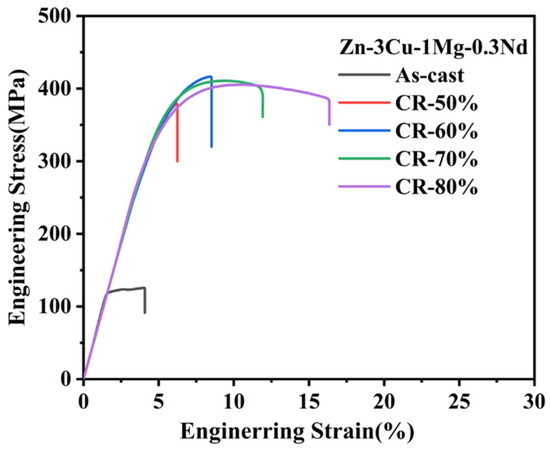
Figure 6.
Tensile engineering stress–strain curves of the Zn-3Cu-1Mg-0.3Nd alloy after CR processing under different reduction levels.
Table 2.
Tensile mechanical properties of the Zn-3Cu-1Mg-0.3Nd alloy after CR processing.
After CR, the mechanical properties are significantly enhanced. At 50% reduction, the alloy achieves a YS of 323 ± 6 MPa and a UTS of 379 ± 3 MPa, representing increases of 171% and 200%, respectively, compared to the as-cast condition. The EL also improves by 50%, demonstrating that CR effectively enhances the mechanical performance of the alloy. Further increasing the rolling reduction, the strength (YS and UTS) initially increases and then decreases, whereas the EL continues to rise steadily. The maximum UTS of 417 ± 5 MPa is achieved at a 60% reduction, while the highest EL of 16.4 ± 0.3% is observed at an 80% reduction.
To comprehensively evaluate the evolution of strength and ductility, the product of UTS × EL, referred to as the plasticity-strength efficiency (PSE) value (unit: GPa·%), is employed as an indicator of overall material performance [29]. It is evident that, with increasing reduction, although the strength fluctuates, the comprehensive toughness of the alloy continues to increase. At 50% reduction, the PSE value is 2.50 ± 0.16 GPa·%; and at 80% reduction, it reaches 6.66 ± 0.30 GPa·%, which is 2.67 times higher than that of the 50% rolled sample. Table 3 summarizes the comparison of mechanical properties between the alloys developed in this study and rolled Zn alloys as well as RE-containing Zn alloys reported in the literature. As shown in the table, the alloys developed in this study exhibit an outstanding combination of strength and ductility, demonstrating a substantial enhancement in overall mechanical performance.
Table 3.
Comparison of mechanical properties between this work and other cold-rolled Zn-based alloys.
4. Discussions
4.1. Microstructure Evolution Mechanism Induced by Cold Rolling
RE elements exert a pronounced grain refinement effect in Zn alloys, thereby significantly improving the overall mechanical properties of these materials [33,34]. Previous microstructural analysis of the Zn-3Cu-1Mg-0.3Nd alloy after rolling has elucidated the evolutionary behavior of three secondary phases: the CuZn5 phase, the η-Zn+Mg2Zn11 eutectic structure, and the NdZn11 phase. Accordingly, the subsequent discussion will concentrate on the evolution of the Zn matrix during the rolling process and its impact on the mechanical performance of the alloy.
Figure 7 presents the inverse pole figure (IPF) maps and corresponding grain size distribution diagrams of the matrix regions in the Zn-3Cu-1Mg-0.3Nd alloy under different CR reductions. The white regions in the images correspond to the primary CuZn5 phase and CuZn5 phase particles precipitated at grain boundaries, which were excluded from the analysis to prevent interference with the characterization of the zinc matrix. It is evident that as the rolling reduction increases, the microstructure undergoes progressive refinement, with a continuous decrease in average grain size, consistent with the dynamic DRX behavior observed in Mg-Li alloys under severe plastic deformation [35]. The coarse grains observed in 50R alloy gradually evolve into a fine-grained structure at 80% reduction. A clear bimodal grain size distribution—comprising coarse and fine grains—emerges starting at a 60% reduction. Using the 4 μm grain size as the threshold based on the distribution valley, the coarse grain fraction accounts for 39.2% and the fine grain fraction accounts for 60.8% at 60% reduction. At 70% reduction, these values are 41.7% and 58.3%, respectively. At 80% reduction, the fine grain fraction increases to 91.3%, indicating the formation of an almost uniformly fine-grained microstructure. The average grain sizes for the four reduction levels are 18.9 μm, 4.94 μm, 3.78 μm, and 1.71 μm, respectively.
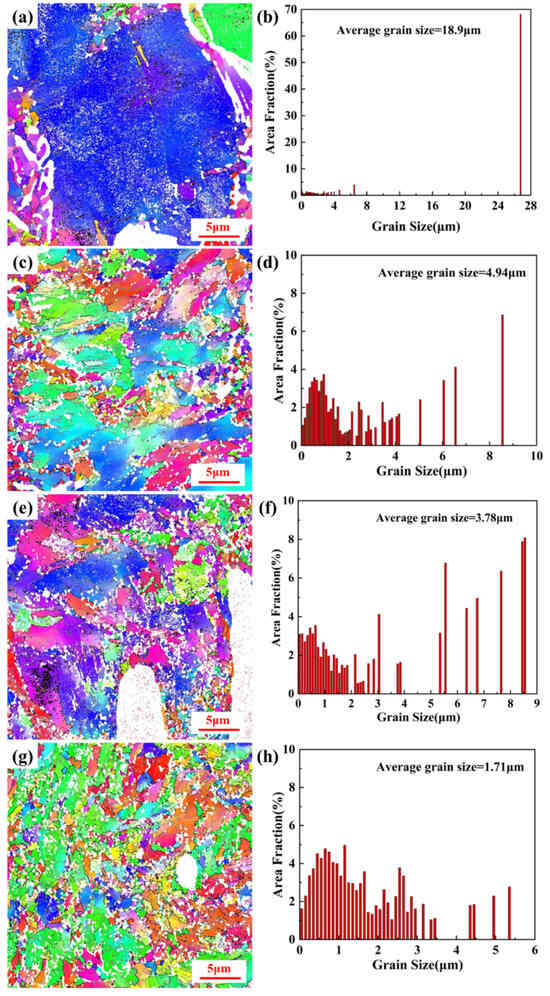
Figure 7.
IPF maps and corresponding grain size distribution diagrams of the matrix regions in the Zn-3Cu-1Mg-0.3Nd alloy under different CR reductions: (a,b) 50%; (c,d) 60%; (e,f) 70%; (g,h) 80%.
Figure 8 presents the grain boundary map and the corresponding grain boundary orientation difference distribution of the Zn-3Cu-1Mg-0.3Nd alloy after CR. As the rolling reduction increases, the fraction of high-angle grain boundaries (HAGBs) gradually rises, reaching 10.8%, 13%, 16.2%, and 19% at different reduction levels. HAGBs possess higher dislocation density and structural misfit, which facilitate dislocation generation and slip during recrystallization, leading to the formation of new grains and promoting the overall recrystallization process [36]. In contrast, the increased fraction of low-angle grain boundaries (LAGBs) enhances the grain boundary hindrance effect, thereby intensifying the suppression of grain growth and migration [37]. Although LAGBs contribute to an increased number of grain boundaries and promote nucleation during recrystallization, the absence of significant dislocation pile-up limits their strengthening contribution [38]. Moreover, a distinct peak at approximately 86° is observed in the grain boundary orientation difference distribution, indicating the presence of a small but consistent fraction of twin boundaries across all reduction conditions [39].
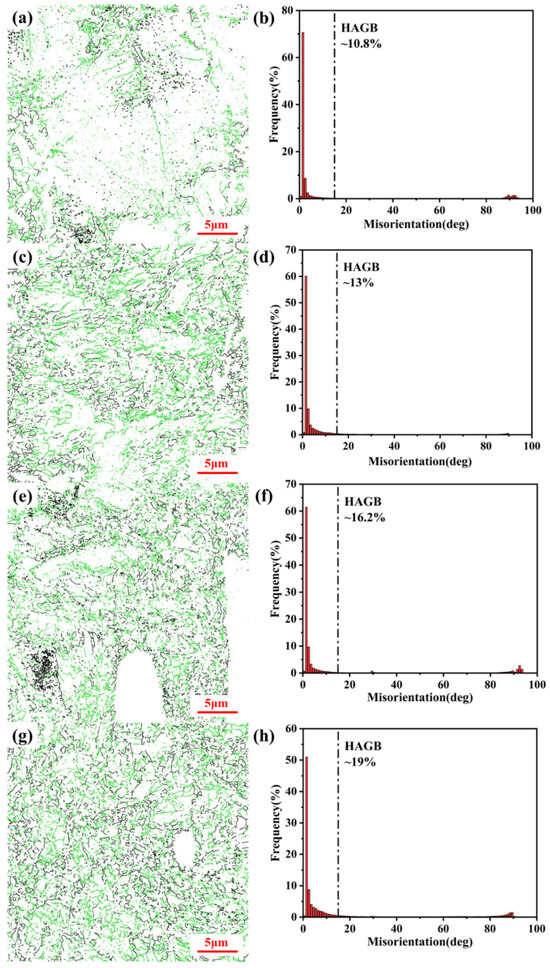
Figure 8.
Grain boundary map and the corresponding grain boundary orientation difference distribution of the Zn-3Cu-1Mg-0.3Nd alloy after CR processing: (a,b) 50%; (c,d) 60%; (e,f) 70%; (g,h) 80%.
Figure 9 presents the DRX grain distribution in the Zn-3Cu-1Mg-0.3Nd alloy after CR. The recrystallization fractions under different reduction levels are 3.45%, 4.76%, 3.25%, and 7.49%, respectively. The microstructure is predominantly composed of deformed grains and substructures, with only a limited degree of recrystallization. Under room-temperature processing conditions, despite the inherently low recrystallization temperature of Zn alloys, sufficient thermal activation energy is lacking to initiate significant recrystallization. This behavior contrasts markedly with the recrystallization microstructure observed during high-temperature rolling of Zn alloys [40]. Furthermore, the volume fraction of substructures decreases gradually with increasing rolling reduction. In contrast, the proportion of deformed grains initially increases between 50% and 70% reduction, followed by a minor fluctuation between 70% and 80%. High-density substructures serve as preferential nucleation sites for recrystallization [41], thereby facilitating the recrystallization process. The increasing proportion of deformed grains indicates a progressive accumulation of dislocations within them, which enhances grain-to-grain interactions. Additionally, the dislocation pile-ups and lattice distortions surrounding the deformed grains act as potential recrystallization sites [42], influencing both the recrystallization behavior and subsequent grain growth in the alloy.
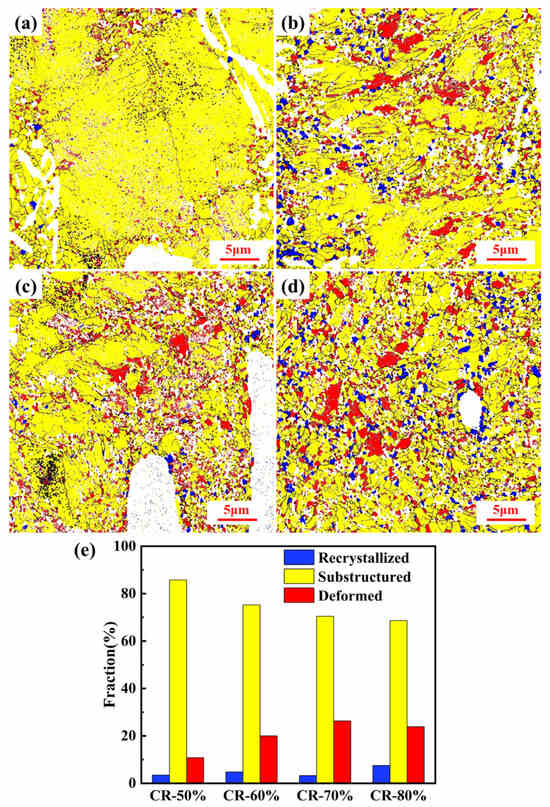
Figure 9.
DRX grain distribution in the Zn-3Cu-1Mg-0.3Nd alloy after CR processing: (a) 50%; (b) 60%; (c) 70%; (d) 80%; (e) area fractions of recrystallized, substructured, and deformed regions.
Figure 10 presents the kernel average misorientation (KAM) maps and the corresponding frequency distribution of KAM values for the Zn-3Cu-1Mg-0.3Nd alloy under different CR reductions. When the reduction increases from 50% to 70%, the KAM values exhibit a gradual rise, indicating an increase in dislocation density. However, a slight decrease in KAM values is detected when the reduction reaches 70–80%, suggesting a reduction in dislocation accumulation. This phenomenon can be primarily attributed to the increased fraction of recrystallized grains and the corresponding decrease in deformed grains at 80% reduction, where the recrystallization process consumes a portion of the stored dislocations [43].
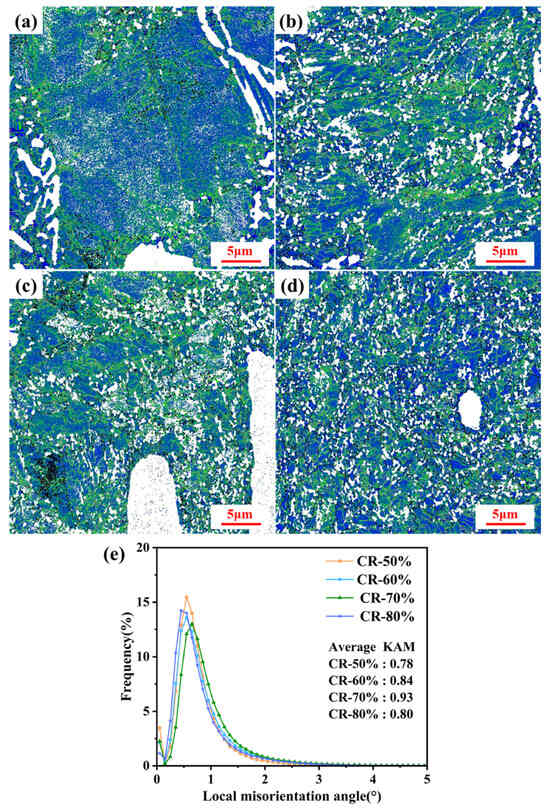
Figure 10.
KAM maps and the corresponding frequency distribution of KAM values for the Zn-3Cu-1Mg-0.3Nd alloy under different CR reductions: (a) 50%; (b) 60%; (c) 70%; (d) 80%; (e) KAM frequency distribution diagram.
Figure 11 presents the pole figures of the Zn-3Cu-1Mg-0.3Nd alloy after CR processing. As the reduction increases, the intensity of the (0001) basal texture gradually decreases. A pronounced weakening of the texture is observed between reduction levels of 60% and 80%. At 70% and 80% reductions, the basal texture intensity is notably reduced, indicating that the higher strain associated with these reduction levels effectively promotes texture weakening. Analysis of the corresponding microstructure reveals a decrease in the number of large grains (deformed grains) with strong basal texture, accompanied by an increase in the proportion of fine-grained regions (subgrains or recrystallized grains), which collectively contribute to the overall weakening of the alloy texture.

Figure 11.
Pole figures of the Zn-3Cu-1Mg-0.3Nd alloy after CR processing: (a) 50%; (b) 60%; (c) 70%; (d) 80%.
To gain deeper insight into the influence of texture evolution on crystallographic slip systems, Figure 12 and Table 4, respectively, illustrate the Schmid factor (SF) distribution statistics of the alloy and the corresponding SF values for each characteristic slip system. As an orientation-dependent factor, a higher SF value indicates a greater likelihood of slip activation, corresponding to a soft orientation. Conversely, a lower value represents a hard orientation, which is more resistant to slip initiation [44]. With increasing rolling reduction, the SF values for the prismatic <a> slip system and the pyramidal <c+a> slip system increase, suggesting a higher probability of activation. This enhancement contributes positively to the alloy’s plastic deformation capacity.
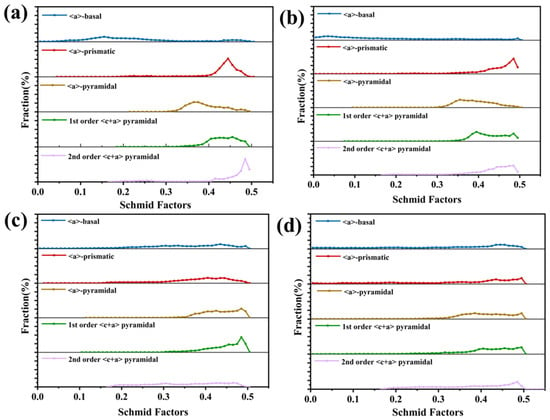
Figure 12.
Schmid factor distribution statistics of the Zn-3Cu-1Mg-0.3Nd alloy after CR processing: (a) 50%; (b) 60%; (c) 70%; (d) 80%.
Table 4.
Evolution of Schmid factor of the Zn-3Cu-1Mg-0.3Nd alloy after CR processing corresponding to common slip systems in zinc alloys.
Figure 13 presents the twin boundary distribution in the Zn-3Cu-1Mg-0.3Nd alloy after CR. A small amount of twinning is observed to initiate at a reduction level of 50%. As the reduction increases from 60% to 80%, the fraction of twin boundaries gradually rises, reaching 1.43%, 2.38%, and 4.34%, respectively. The formation of a limited quantity of twins can effectively impede grain slip and dislocation motion. Furthermore, twin boundaries contribute to an improvement in material toughness by absorbing and dissipating energy, thereby alleviating stress concentration effects [45,46].
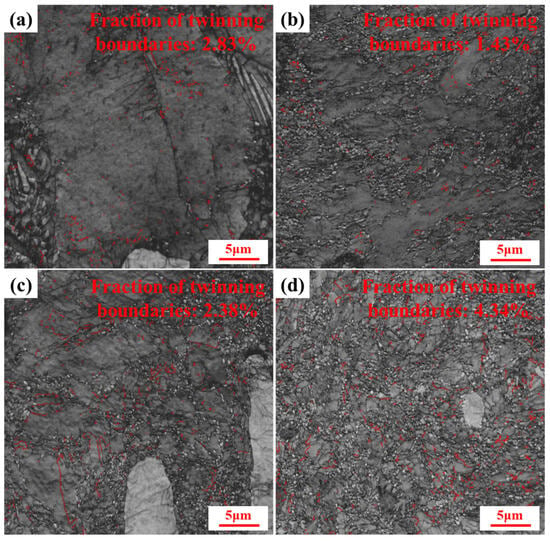
Figure 13.
Twin boundary distribution in the Zn-3Cu-1Mg-0.3Nd alloy after CR processing: (a) 50%; (b) 60%; (c) 70%; (d) 80%.
To investigate the recrystallization state and microstructural evolution of the Zn-3Cu-1Mg-0.3Nd alloy after CR with an 80% reduction, TEM analysis was performed on the alloy subjected to this deformation level. As shown in Figure 14a, numerous fine grains with submicron-scale grain sizes are present in 80R alloy. In Figure 14b, incomplete recovery is observed in the matrix grains (marked by red circles), which may result from the coexistence of large and small grains during CR. Large grains contain fewer internal grain boundaries, allowing for more efficient grain boundary recovery. In contrast, small grains have a higher grain boundary area fraction, which restricts boundary migration and leads to incomplete recovery [47]. Additionally, stress concentration can hinder grain boundary movement, further contributing to incomplete recovery [48]. Recrystallized grains are also observed within the matrix (highlighted by blue boxes), accompanied by a small number of dislocations.
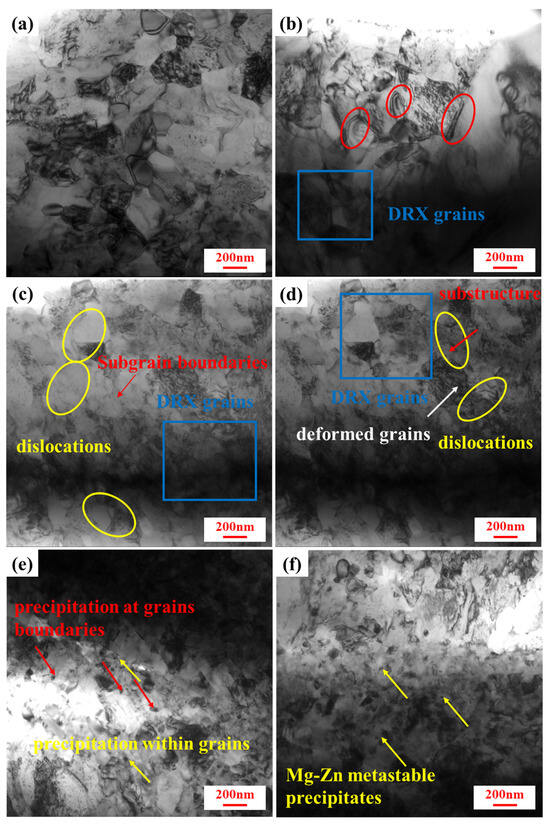
Figure 14.
TEM images of the Zn-3Cu-1Mg-0.3Nd alloy subjected to 80% CR reduction: (a,b) matrix grains; (c,d) recrystallization; (e) precipitated phases; (f) eutectic regions.
In Figure 14c, limited dislocation entanglements and pile-ups are found at grain boundaries. Combined with the presence of subgrain boundaries, no significant dislocation enrichment is observed near these boundaries, along with a “bowing out” morphology. This suggests that the material is undergoing a transition from dislocation entanglement elimination to the onset of recrystallization [49]. In Figure 14d, substructures and deformed grains are identified adjacent to recrystallized grains. These deformed regions can act as nucleation sites for recrystallization, thereby facilitating the recrystallization process. Moreover, the presence of deformed grains promotes dislocation accumulation and slip, generating local strain gradients that further enhance recrystallization nucleation [50].
Figure 14e,f reveal CuZn5 phase precipitates at grain boundaries (indicated by red arrows) and within grains (yellow arrows), respectively. Additionally, fragmented eutectic regions exhibit Mg-Zn metastable phase precipitates (yellow arrows), consistent with findings from previous studies [29].
4.2. Mechanism of Simultaneous Enhancement of Strength and Duactility
The mechanical properties exhibit a systematic variation with increasing rolling reductions (Figure 6 and Table 2). As the reduction ratio increases from 50% to 80%, the alloy’s strength (YS and UTS) first increases rapidly and then slightly decreases. In contrast, the EL shows a continuous increase with the reduction ratio, rising from a relatively low value of 6.6% in 50R alloy to a peak of 16.4% at 80%. This evolution in mechanical behavior is closely associated with the microstructural changes induced by CR.
The dominant mechanisms responsible for strength enhancement vary across different reduction stages, including grain refinement (Hall–Petch effect), Orowan strengthening by nanoscale precipitates, and back stress from heterogeneous microstructures, as reported in hBN-reinforced coatings and Co-based entropic alloys [51,52]. Grain refinement operates continuously throughout the rolling process and becomes progressively more pronounced. The average grain size is significantly reduced from 18.9 μm at 50% CR to 1.71 μm at 80% CR (Figure 7), accompanied by a substantial increase in grain boundary density, which effectively impedes dislocation motion [53]. Nanoscale precipitates, derived from fragmented η-Zn+Mg2Zn11 eutectic structures and CuZn5 phases precipitated along grain boundaries, contribute to dislocation pinning via the Orowan mechanism [54]. The NdZn11 phase enhances matrix strength through load-bearing capacity and the generation of high-hardness interfacial stress fields.
Notably, at reduction levels of 60% and 70%, the alloy develops a pronounced bimodal heterogeneous microstructure consisting of coarse and fine grains (fine grains accounting for ~60%, coarse grains ~40%; Figure 7c–f). This heterogeneity induces significant strain gradients during deformation, promoting the accumulation of geometrically necessary dislocations (GNDs) and the formation of long-range back stress. Consequently, the heterogeneous deformation-induced (HDI) strengthening mechanism makes a substantial contribution to overall strength enhancement [55], which aligns well with the observed peak UTS of 417 MPa at 60% reduction. However, at 80% reduction, the volume fraction of fine grains increases dramatically to 91.3% (Figure 7g,h), leading to a weakening of the bimodal heterogeneous structure and a corresponding reduction in HDI strengthening efficiency. This decline likely contributes to the slight decrease in UTS (406 MPa) compared to the peak at 60%. Additionally, the enhanced solubility of Cu and Mg atoms in the matrix intensifies lattice distortion, further strengthening the solid solution strength effect [56].
The improvement in ductility arises from the synergistic action of multiple mechanisms, with the enhancing effect becoming progressively more pronounced as the reduction ratio increases. Rolling effectively weakens the (0001) basal texture (Figure 11), as evidenced by the texture intensity decreasing from 65.81 in 50R alloy to 4.64 at 80%, thereby facilitating the activation of non-basal slip systems, similar to the texture weakening observed in laser-textured Ti alloys which enhances deformation homogeneity [57,58]. As presented in Table 4, the SF for basal slip gradually increases with increasing rolling reduction. Simultaneously, various variants of basal <a> and prismatic <c+a> slip modes are activated, indicating that prismatic <c+a> slip is also more easily initiated. The combined action of multiple slip systems significantly enhances dislocation cross-slip capability and improves the coordination of plastic deformation. Grain refinement not only increases grain boundary density to disperse localized stress concentrations but also impedes crack propagation through grain boundaries, leading to more uniform deformation. At 80% reduction, the average grain size is refined to 1.71 μm, with fine-grained regions accounting for up to 91.3%. This ultra-refined microstructure substantially enhances grain boundary density, providing more grain boundary sliding (GBS) pathways. This significantly improves deformation coordination, effectively mitigating stress concentration and work hardening effects [59], which constitutes a key factor contributing to the peak EL of 16.4% at 80% reduction. Simultaneously, the fraction of dynamically recrystallized grains increases from 3.45% at 50% CR to 7.49% at 80% CR (Figure 9), with the newly formed equiaxed grains further facilitating deformation coordination via the GBS mechanism. At 80% reduction, the proportion of twin grain boundaries rises to 4.34% (Figure 13d). Twin boundaries enhance fracture toughness by absorbing deformation energy and deflecting crack propagation paths, thereby effectively reducing stress concentration [60].
Moreover, the NdZn11 phase plays a critical role in improving ductility by inhibiting crack propagation at phase boundaries, analogous to the interface strengthening effect of rare earth phases in Ti-Zn biomedical alloys [61]. Figure 15 presents SEM images of magnified regions near the tensile fracture surface of the Zn-3Cu-1Mg-0.3Nd alloy subjected to CR processing at various reduction levels. It is evident that with increasing reduction, cracks perpendicular to the RD on the NdZn11 phase surface gradually propagate, with crack initiation occurring within the NdZn11 phase itself. This observation indicates the presence of stress concentration within the NdZn11 phase during tensile deformation. However, the cracks remain confined within the phase and do not penetrate the phase boundary or extend into the matrix, suggesting that the NdZn11/matrix interface effectively inhibits crack propagation. The internal cracking observed within the NdZn11 phase is a manifestation of localized stress concentration. This behavior is characteristic of RE-containing intermetallics. The NdZn11 phase contributes to the ductility of the heterogeneous system by accommodating deformation through internal micro-cracking. Additionally, it can absorb and dissipate deformation energy internally, contributing to enhanced flexibility and impact resistance within the phase [62,63]. This energy-dissipation mechanism, combined with the strong interfacial bonding that prevents crack propagation into the matrix, enables the phase to localize strain without compromising the overall ductility of the material. Even under high-strain CR processing conditions, the alloy’s ductility remains largely unaffected as the reduction amount increases.
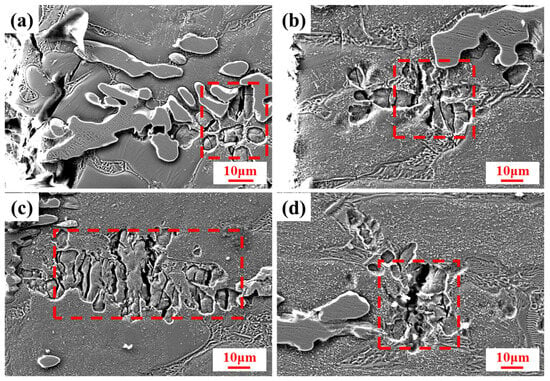
Figure 15.
SEM images of magnified regions near the tensile fracture surface of the Zn-3Cu-1Mg-0.3Nd alloy subjected to CR processing at various reduction levels: (a) 50%; (b) 60%; (c) 70%; (d) 80%. The red dashed line boxes indicate the crack bahavior of NdZn11 phase after tensile testing.
While this study demonstrates the effectiveness of CR in enhancing the strength-ductility synergy of Zn-3Cu-1Mg-0.3Nd alloy through microstructural refinement and the beneficial role of the NdZn11 phase in crack confinement, several limitations and potential drawbacks warrant consideration. The impact of REEs, particularly the long-term biocompatibility and potential cytotoxicity associated with Nd3+ ion release during degradation, requires further investigation through in vitro and in vivo biological evaluations. Additionally, the scalability and industrial viability of achieving high rolling reductions (e.g., 80%) may be constrained by challenges such as edge cracking and the need for precise multi-pass processing control. Future research will focus on employing advanced characterization techniques, such as in situ SEM tensile testing coupled with high-resolution TEM, to dynamically observe crack initiation and propagation within the NdZn11 phase and to elucidate the atomic-scale structure of the NdZn11/matrix interface responsible for effective crack confinement. Furthermore, comprehensive assessments of biodegradation behavior under physiological conditions and cytocompatibility are essential next steps to evaluate the alloy’s suitability for biomedical implant applications.
5. Conclusions
This study systematically investigated the effect of CR with different reductions (50%, 60%, 70%, and 80%) on the microstructural evolution and mechanical properties of the Zn-3Cu-1Mg-0.3Nd alloy. The main findings and their underlying mechanisms are summarized as follows:
(1) The significant improvement in mechanical properties after CR is attributed to a combination of grain refinement, heterostructure-induced hardening, and texture modification. The as-cast alloy exhibited poor mechanical properties (UTS: 126 MPa, EL: 4.4%) due to its coarse microstructure. CR effectively refined the grains, reducing the average grain size from 18.9 μm in 50R alloy to 1.71 μm at 80% reduction. This refinement enhanced strength through the Hall–Petch mechanism and improved ductility by promoting grain boundary sliding and homogenizing deformation.
(2) The non-monotonic variation in strength—peaking at 417 MPa (UTS) at 60% reduction and then slightly decreasing to 406 MPa at 80% reduction—is primarily attributed to the evolution of HDI strengthening. At 60–70% reductions, a bimodal grain structure (∼60% fine grains) generated strong strain gradients and back stress, significantly enhancing strength. At 80% reduction, the microstructure became predominantly fine-grained (91.3%), which reduced heterostructure effects and slightly lowered strength, but greatly benefited ductility.
(3) The continuous increase in elongation to failure (from 6.6% to 16.4% with increasing reduction) resulted from multiple enhancing mechanisms: grain refinement, texture weakening, and activation of non-basal slip systems. In particular, the weakened basal texture facilitated prismatic ⟨c+a⟩ slip, improving deformation compatibility. Additionally, the increased twin boundary fraction (up to 4.34%) helped absorb energy and hinder crack propagation.
(4) The NdZn11 phase played a critical role in maintaining ductility despite its inherent brittleness. Cracks initiated within the NdZn11 phase due to stress concentration, but were effectively confined by the high-binding-strength interface between the NdZn11 phase and the matrix, preventing crack propagation into the Zn matrix. This microcrack isolation mechanism helped preserve the structural integrity and ductility of the alloy even under high-strain deformation.
Author Contributions
Conceptualization, H.L. and J.J.; methodology, Z.Y. (Zhenghan Yang) and Z.Y. (Zhangwei Yang); software, Z.Y. (Zhenghan Yang); validation, H.L. and Y.W.; formal analysis, Z.Y. (Zhenghan Yang); investigation, Z.Y. (Zhangwei Yang); data curation, Z.Y. (Zhenghan Yang) and Y.W.; writing—original draft preparation, Z.Y. (Zhenghan Yang) and Z.Y. (Zhangwei Yang); writing—review and editing, H.L., Y.W., and J.J.; visualization, Z.Y. (Zhangwei Yang); supervision, H.L.; project administration, H.L. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China, grant number 52271101, and Opening Project of Jiangsu Key Laboratory of Advanced Structural Materials and Application Technology, grant number ASMA202305.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Acknowledgments
The authors also thank the support from Jiangsu Provincial Engineering Research Center for Structure-Function Integrated Metallic Materials for Harsh Environments, and Innovation Center for Critical Materials in Hydraulic Infrastructure Safety and Water Environment Restoration of Hohai University.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ye, L.; Huang, H.; Sun, C.; Zhuo, X.; Dong, Q.; Liu, H.; Ju, J.; Xue, F.; Bai, J.; Jiang, J. Effect of Grain Size and Volume Fraction of Eutectic Structure on Mechanical Properties and Corrosion Behavior of As-Cast Zn–Mg Binary Alloys. J. Mater. Res. Technol. 2022, 16, 1673–1685. [Google Scholar] [CrossRef]
- Venezuela, J.; Dargusch, M.S. The Influence of Alloying and Fabrication Techniques on the Mechanical Properties, Biodegradability and Biocompatibility of Zinc: A Comprehensive Review. Acta Biomater. 2019, 87, 1–40. [Google Scholar] [CrossRef]
- Li, L.; Jiao, H.; Liu, C.; Yang, L.; Suo, Y.; Zhang, R.; Liu, T.; Cui, J. Microstructures, Mechanical Properties and In Vitro Corrosion Behavior of Biodegradable Zn Alloys Microalloyed with Al, Mn, Cu, Ag and Li Elements. J. Mater. Sci. Technol. 2022, 103, 244–260. [Google Scholar] [CrossRef]
- Long, M.; Jiang, F.; Wu, F.; Su, Y. Synergistic Improvement of Strength and Ductility of an Ultra-High Strength Al-Zn-Mg-Cu Alloy through a New Aging Strategy. Mater. Today Commun. 2024, 40, 109655. [Google Scholar] [CrossRef]
- Huang, H.; Liu, H.; Wang, L.-S.; Li, Y.-H.; Agbedor, S.-O.; Bai, J.; Xue, F.; Jiang, J.-H. A High-Strength and Biodegradable Zn–Mg Alloy with Refined Ternary Eutectic Structure Processed by ECAP. Acta Metall. Sin. (Engl. Lett.) 2020, 33, 1191–1200. [Google Scholar] [CrossRef]
- Zhu, X.; Yang, L.; Song, Z. The High Strength and Ductility Mechanism of Zn-0.45Mn-0.8Li Alloys with Heterogeneous Lamellar Structure. Mater. Sci. Eng. A 2024, 909, 146853. [Google Scholar] [CrossRef]
- Yang, Y.; Zhao, F.; Cui, D.; Tan, Y. Achieving Ultrahigh Strength and Ductility in Biodegradable Zn-xCu Alloys via Hot-Rolling and Tailoring Cu Concentration. Mater. Charact. 2024, 218, 114530. [Google Scholar] [CrossRef]
- Waqas, M.; He, D.; He, C.; Tan, Z.; Wu, X.; Ji, G.; Guo, X. A Novel Biodegradable Zn-0.4Li-0.4Cu Alloy with Superior Strength-Ductility Synergy and Corrosive Behavior by Laser Powder Bed Fusion. J. Alloys Compd. 2024, 1002, 175482. [Google Scholar] [CrossRef]
- Tang, Z.; Niu, J.; Huang, H.; Zhang, H.; Pei, J.; Ou, J.; Yuan, G. Potential Biodegradable Zn-Cu Binary Alloys Developed for Cardiovascular Implant Applications. J. Mech. Behav. Biomed. Mater. 2017, 72, 182–191. [Google Scholar] [CrossRef]
- Yao, C.; Wang, Z.; Tay, S.L.; Zhu, T.; Gao, W. Effects of Mg on Microstructure and Corrosion Properties of Zn–Mg Alloy. J. Alloys Compd. 2014, 602, 101–107. [Google Scholar] [CrossRef]
- Kubásek, J.; Vojtěch, D.; Jablonská, E.; Pospíšilová, I.; Lipov, J.; Ruml, T. Structure, Mechanical Characteristics and In Vitro Degradation, Cytotoxicity, Genotoxicity and Mutagenicity of Novel Biodegradable Zn–Mg Alloys. Mater. Sci. Eng. C 2016, 58, 24–35. [Google Scholar] [CrossRef]
- Jin, H.; Zhao, S.; Guillory, R.; Bowen, P.K.; Yin, Z.; Griebel, A.; Schaffer, J.; Earley, E.J.; Goldman, J.; Drelich, J.W. Novel High-Strength, Low-Alloys Zn-Mg (<0.1 Wt% Mg) and Their Arterial Biodegradation. Mater. Sci. Eng. C 2018, 84, 67–79. [Google Scholar] [CrossRef]
- Li, R.; Ding, Y.; Zhang, H.; Wang, X.; Gao, Y. 300 MPa Grade High-Strength Ductile Biodegradable Zn-2Cu-xMg (x = 0.08, 0.15, 0.5, 1) Alloys: The Role of Mg in Bimodal Grain Formation. J. Mater. Sci. Technol. 2025, 221, 168–186. [Google Scholar] [CrossRef]
- Hua, L.; Du, Y.; Qian, D.; Sun, M.; Wang, F. Influence of Prior Cold Rolling on Bainite Transformation of High Carbon Bearing Steel. Metall. Mater. Trans. A 2025, 56, 640–654. [Google Scholar] [CrossRef]
- Lin, H.; Li, Z.; Fu, M.; Yi, H.; Zhang, H.; Li, R. Ultrasonic Rolling-Enhanced Additive Manufacturing of IN718 Superalloy: Microstructural Refinement and Mechanical Property Improvement through Variable Power Modulation. Addit. Manuf. 2025, 109, 104891. [Google Scholar] [CrossRef]
- Du, S.; Shen, Y.; Zheng, Y.; Cheng, Y.; Xu, X.; Chen, D.; Xia, D. Systematic In Vitro and In Vivo Study on Biodegradable Binary Zn-0.2 At% Rare Earth Alloys (Zn-RE: Sc, Y, La–Nd, Sm–Lu). Bioact. Mater. 2023, 24, 507–523. [Google Scholar] [CrossRef]
- Natarajan, D.; Ye, Z.; Wang, L.; Ge, L.; Pathak, J.L. Rare Earth Smart Nanomaterials for Bone Tissue Engineering and Implantology: Advances, Challenges, and Prospects. Bioeng. Transl. Med. 2022, 7, e10262. [Google Scholar] [CrossRef]
- Huang, X.; Miao, D.; Zhou, R.; Shen, X.; Tong, X.; Lin, J.; Wang, S. Enhancing Mechanical Strength, Tribological Properties, Cytocompatibility, Osteogenic Differentiation, and Antibacterial Capacity of Biodegradable Zn-5RE (RE = Nd, Y, and Ho) Alloys for Potential Bone-Implant Application. J. Mater. Res. Technol. 2024, 30, 2865–2878. [Google Scholar] [CrossRef]
- Shuai, C.; Yang, M.; Deng, F.; Yang, Y.; Peng, S.; Qi, F.; He, C.; Shen, L.; Liang, H. Forming Quality, Mechanical Properties, and Anti-Inflammatory Activity of Additive Manufactured Zn-Nd Alloy. J. Zhejiang Univ. Sci. A 2020, 21, 876–891. [Google Scholar] [CrossRef]
- Pachla, W.; Przybysz, S.; Jarzębska, A.; Bieda, M.; Sztwiertnia, K.; Kulczyk, M.; Skiba, J. Structural and Mechanical Aspects of Hypoeutectic Zn–Mg Binary Alloys for Biodegradable Vascular Stent Applications. Bioact. Mater. 2021, 6, 26–44. [Google Scholar] [CrossRef]
- Xu, Z.; Liu, H.; Hu, G.; Zhuo, X.; Yan, K.; Ju, J.; Wang, W.; Teng, H.; Jiang, J.; Bai, J. Developing Zn–1.5Mg Alloy with Simultaneous Improved Strength, Ductility and Suitable Biodegradability by Rolling at Room Temperature. Acta Metall. Sin. (Engl. Lett.) 2023, 36, 1833–1843. [Google Scholar] [CrossRef]
- Li, J.; Liu, H.; Yin, J.; Wu, Y.; Yan, K.; Ju, J.; Teng, H.; Jiang, J.; Bai, J. Grain Refinement Mechanism and Mechanical Properties of Wrought Zn-0.1Mg-0.02Mn Alloys by Rolling at Different Reductions. J. Mater. Res. Technol. 2023, 25, 6263–6274. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, H.; Wu, Y.; Yan, K.; Ju, J.; Teng, H.; Song, D.; Jiang, J.; Bai, J. Comparative Study of the Microstructure Evolution and Mechanical Properties of Zn-0.1Mg-0.02Ca Alloy under Cold Rolling and ECAP. Mater. Sci. Eng. A 2024, 908, 146765. [Google Scholar] [CrossRef]
- Guo, Q.; Hou, H.; Pan, Y.; Pei, X.; Song, Z.; Liaw, P.K.; Zhao, Y. Hardening-Softening of Al0.3CoCrFeNi High-Entropy Alloy under Nanoindentation. Mater. Des. 2023, 231, 112050. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, K.; Zhang, H.; Tian, X.; Jiang, Q.; Murugadoss, V.; Hou, H. Dislocation Motion in Plastic Deformation of Nano Polycrystalline Metal Materials: A Phase Field Crystal Method Study. Adv. Compos. Hybrid Mater. 2022, 5, 2546–2556. [Google Scholar] [CrossRef]
- Han, C.; Chen, Y.; Ye, L.; Yang, Z.; Wu, Y.; Ju, J.; Jiang, J.; Liu, H. Evolution of Petaloid Gd-Containing Phase during Multi-Pass ECAP and Its Impact on the Microstructure and Mechanical Properties of Zn-3Cu-1Mg-0.3Gd Alloys. Mater. Sci. Eng. A 2025, 924, 147866. [Google Scholar] [CrossRef]
- Gong, M.; Li, W.; Li, R.; Li, J.; Wang, J.; Ning, S.; Yin, X.; Zeng, D.; Chen, L.; Han, W.; et al. Effective Separation Neodymium from Yttrium on Zn Film Electrode Exploiting Potential Difference. Sep. Purif. Technol. 2025, 376, 134075. [Google Scholar] [CrossRef]
- Nienaber, M.; Bohlen, J.; Yi, S.; Kurz, G.; Kainer, K.U.; Letzig, D. Influence of Ca Addition on the Dynamic and Static Recrystallization Behavior of Direct Extruded Flat Profiles of Mg-Y-Zn Alloy. J. Magnes. Alloys 2023, 11, 3736–3748. [Google Scholar] [CrossRef]
- Wang, T.; Hu, J.; Misra, R.D.K. Microstructure Evolution and Strain Behavior of a Medium Mn TRIP/TWIP Steel for Excellent Combination of Strength and Ductility. Mater. Sci. Eng. A 2019, 753, 99–108. [Google Scholar] [CrossRef]
- Hazan-Paikin, E.; Ben Tzion-Mottye, L.; Bassis, M.; Ron, T.; Aghion, E. Effect of Nd on Functional Properties of Biodegradable Zn Implants in In Vitro Environment. Metals 2024, 14, 655. [Google Scholar] [CrossRef]
- Li, H.; Wang, P.; Liu, X. Effect of Rare Earth Elements Ce and Yb on the In Vitro Properties of Biodegradable Zn Alloys. J. Mater. Res. Technol. 2024, 30, 8228–8239. [Google Scholar] [CrossRef]
- Tong, X.; Dong, Y.; Han, Y.; Zhou, R.; Zhu, L.; Zhang, D.; Dai, Y.; Shen, X.; Li, Y.; Wen, C.; et al. A Biodegradable Zn-5Gd Alloy with Biomechanical Compatibility, Cytocompatibility, Antibacterial Ability, and In Vitro and In Vivo Osteogenesis for Orthopedic Applications. Acta Biomater. 2024, 177, 538–559. [Google Scholar] [CrossRef] [PubMed]
- Pan, L.; Nie, X.; Zhou, R. Biodegradable Zn-Mg-Ce Alloys with Good Mechanical Properties, Degradability, and Cytocompatibility Matching for Potential Load-Bearing Bone-Implant Applications. Mater. Today Commun. 2024, 40, 109519. [Google Scholar] [CrossRef]
- Tong, X.; Miao, D.; Zhou, R.; Shen, X.; Luo, P.; Ma, J.; Li, Y.; Lin, J.; Wen, C.; Sun, X. Mechanical Properties, Corrosion Behavior, and In Vitro and In Vivo Biocompatibility of Hot-Extruded Zn-5RE (RE = Y, Ho, and Er) Alloys for Biodegradable Bone-Fixation Applications. Acta Biomater. 2024, 185, 55–72. [Google Scholar] [CrossRef]
- Fang, Z.; Xu, S.; Wang, Z.; Sun, Y. Effect of Solution and Aging Treatment on the Microstructure and Properties of LAZ931 Mg-Li Alloy by Friction Stir Processing. Metals 2025, 15, 314. [Google Scholar] [CrossRef]
- Gao, Y.; Xu, L.; Hao, K.; Han, Y.; Zhao, L.; Ren, W. Grain Refinement, Twin Formation and Mechanical Properties of Magnesium Welds with Addition of CNTs and TiC Particles. J. Magnes. Alloys 2025, 13, 2711–2723. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hoffman, E.; Hovanec, C.; Lens, A. Abnormal Grain Coarsening and Its Possible Relationship with Particle Limited Normal Grain Coarsening. Mater. Sci. Forum 2004, 467–470, 843–852. [Google Scholar] [CrossRef]
- Yang, P.; Zhao, P. Void Nucleation at Dislocation Boundaries Aided by the Synergy of Multiple Dislocation Pile-Ups. Int. J. Plast. 2023, 171, 103779. [Google Scholar] [CrossRef]
- Chen, H.; Chen, C.; Song, J.; Yue, S. Understanding Activation and Growth of Twin Variants in Polycrystalline Magnesium under Tension and Compression: An Atomistic Study. J. Magnes. Alloys 2024, 12, 4923–4936. [Google Scholar] [CrossRef]
- Khasanova, A.R.; Sirazeeva, A.R.; Aksenov, D.A.; Bolshakov, B.O.; Asfandiyarov, R.N.; Kulyasova, O.B. Effect of Rolling on the Structure and Mechanical Properties of the Zn-0.8Li Alloy. Russ. Phys. J. 2024, 67, 1531–1537. [Google Scholar] [CrossRef]
- Gao, X.; Zeng, W.; Zhao, Q.; Zhang, S.; Li, M.; Zhu, Z. Acquisition of Recrystallization Information Using Optical Metallography in a Metastable Beta Titanium Alloy. J. Alloys Compd. 2017, 727, 346–352. [Google Scholar] [CrossRef]
- Lv, N.; Zhao, L.; Yan, H.; Liu, B.; Mao, Y.; Shan, Z.; Chen, R. Texture Tailoring and Microstructure Refinement Induced by {11−21} and {10−12} Twinning in an Extruded Mg-Gd Alloy. J. Alloys Compd. 2023, 966, 171590. [Google Scholar] [CrossRef]
- Jin, S.-C.; Lee, J.U.; Go, J.; Yu, H.; Park, S.H. Effects of Sn Addition on the Microstructure and Mechanical Properties of Extruded Mg–Bi Binary Alloy. J. Magnes. Alloys 2022, 10, 850–861. [Google Scholar] [CrossRef]
- Chen, H.; Shao, C.; Wang, L.; Chen, H.; Zou, Y. A Quasi-in-Situ EBSD Study on Mechanical Response and Twin Variant Selection of a Hot-Rolled AZ31 Magnesium Alloy. J. Magnes. Alloys 2025, 13, 1549–1560. [Google Scholar] [CrossRef]
- Gao, Y.; Lu, Y.; Ma, S.; Li, K.; Wu, Z.; Wang, D. Enhanced Mechanical Properties of TZM Alloy via Doping Y2O3 along with Creating Heterogeneous Grain Structures. Mater. Sci. Eng. A 2024, 911, 146938. [Google Scholar] [CrossRef]
- Chen, X.; He, Y.; Moumni, Z. Twin Boundary Motion in NiMnGa Single Crystals under Biaxial Compression. Mater. Lett. 2013, 90, 72–75. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, Y.; Li, X.; Du, K.; Zhao, G.; Zhang, Z. Improvement of Superelasticity by Controlling NiAl Precipitates in Polycrystalline Fe-Ni-Co-Al-Based Alloy. Mater. Charact. 2025, 227, 115288. [Google Scholar] [CrossRef]
- Nezakat, M.; Akhiani, H.; Sabet, S.M.; Szpunar, J. Electron Backscatter and X-Ray Diffraction Studies on the Deformation and Annealing Textures of Austenitic Stainless Steel 310S. Mater. Charact. 2017, 123, 115–127. [Google Scholar] [CrossRef]
- Tan, Z.; Wang, X.; Pang, J.; Zou, M.; Tao, Y.; Tao, X.; Zou, C.; Yang, Y.; Liu, J.; Liu, J.; et al. Pore-Induced Defects during Thermo-Mechanical Fatigue of a Fourth-Generation Single Crystal Superalloy. Mater. Res. Lett. 2023, 11, 678–687. [Google Scholar] [CrossRef]
- Zhang, B.; Li, A.; Kang, K.; Zhang, J.; Xu, M.; Huang, D.; Liu, S.; Jiang, Y.; Li, G. The Origin of Unique Nanoindentation Response of Nanocrystalline CoCrFeMnNi High Entropy Alloy under Deformation: Role of Dislocation Evolution. Phys. B Condens. Matter 2025, 710, 417238. [Google Scholar] [CrossRef]
- Honglin, M.; Haichao, Z.; Honggang, T.; Guozheng, M.; Ming, L.; Haidou, W.; Fengkuan, X.; Zhihai, C. Effects of hBN Content and Particle Size on Microstructure, Mechanical and Tribological Properties of NiCr-Cr3C2-hBN Coatings. Surf. Coat. Technol. 2024, 478, 130330. [Google Scholar] [CrossRef]
- Wang, W.; Mu, W.; Han, M.; Zhang, Y.; Wang, N.; Zhang, W.; Li, Z.; Weng, Z.; Liaw, P.K. An Integration Study of Corrosion and Mechanical Behaviors of Ti-/Zr-/Hf-Doped Cobalt-Based High-Entropy Alloys. Mater. Des. 2025, 256, 114230. [Google Scholar] [CrossRef]
- Wang, X.; Ma, Y.; Meng, B.; Wan, M. Effect of Equal-Channel Angular Pressing on Microstructural Evolution, Mechanical Property and Biodegradability of an Ultrafine-Grained Zinc Alloy. Mater. Sci. Eng. A 2021, 824, 141857. [Google Scholar] [CrossRef]
- Čapek, J.; Kubásek, J.; Pinc, J.; Drahokoupil, J.; Čavojský, M.; Vojtěch, D. Extrusion of the Biodegradable ZnMg0.8Ca0.2 Alloy—The Influence of Extrusion Parameters on Microstructure and Mechanical Characteristics. J. Mech. Behav. Biomed. Mater. 2020, 108, 103796. [Google Scholar] [CrossRef] [PubMed]
- Gao, B.; Liu, Y.; Chen, X.; Sui, Y.; Sun, W.; Xiao, L.; Zhou, H. Heterogeneous Plastic Deformation and HDI Strengthening of the Heterostructured Dual-Phase Steels Investigated by in-Situ SEM-DIC. Mater. Sci. Eng. A 2024, 893, 146149. [Google Scholar] [CrossRef]
- Yan, C.; Xin, Y.; Chen, X.-B.; Xu, D.; Chu, P.K.; Liu, C.; Guan, B.; Huang, X.; Liu, Q. Evading Strength-Corrosion Tradeoff in Mg Alloys via Dense Ultrafine Twins. Nat. Commun. 2021, 12, 4616. [Google Scholar] [CrossRef]
- Zhuo, X.; Wu, Y.; Ju, J.; Liu, H.; Jiang, J.; Hu, Z.; Bai, J.; Xue, F. Recent Progress of Novel Biodegradable Zinc Alloys: From the Perspective of Strengthening and Toughening. J. Mater. Res. Technol. 2022, 17, 244–269. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhang, Q.; Li, X.; Wang, Y.; Guan, Y. Mechanical Performance of Laser-Textured Metallic Surface. J. Mater. Res. Technol. 2024, 33, 6084–6089. [Google Scholar] [CrossRef]
- Balog, M.; Krížik, P.; Školáková, A.; Švec, P.; Kubásek, J.; Pinc, J.; de Castro, M.M.; Figueiredo, R. Hall-Petch Strengthening in Ultrafine-Grained Zn with Stabilized Boundaries. J. Mater. Res. Technol. 2024, 33, 7458–7468. [Google Scholar] [CrossRef]
- Liu, Y.; Li, Y.; Zhang, H.; Zhu, Q.; Qi, X.; Wang, J.; Wang, J.; Jin, P.; Zeng, X. Influence of Twinning-Induced Recrystallization on Texture Evolution in a High Strain Rate Compressed Mg-Zn Alloy. Mater. Charact. 2020, 162, 110192. [Google Scholar] [CrossRef]
- Chen, Y.T.; Xu, J.L.; Huang, J.; Luo, J.M.; Lian, L.; Zheng, Y.F. Microstructure, Mechanical Properties, and Corrosion Resistance of Biomedical Ti-Zn Alloys Prepared by Spark Plasma Sintering. Intermetallics 2025, 185, 108926. [Google Scholar] [CrossRef]
- Fan, J.; Yang, H.; Xie, W.; Chen, G.; Zhou, Y.; Zheng, K.; Xu, J.; Tan, J.; Chen, X.; Pan, F. Clarifying Interfacial Microstructures of Ti Particle Reinforced Mg-Zn-Mn Composites to Achieve Good Strength-Ductility Synergy. J. Magnes. Alloys 2025, in press. [CrossRef]
- Zhang, Y.; Wang, H.; Yang, J.; Zhu, Y.; Li, J.; Li, Z.; Su, B.; Liu, B.; Shen, C. Enhancing the Strain-Hardening Rate and Uniform Tensile Ductility of Lightweight Refractory High-Entropy Alloys by Tailoring Multi-Scale Heterostructure Strategy. Int. J. Plast. 2025, 185, 104237. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).