
Effect of Exothermic Additions in Core Filler on Arc Stability and Microstructure during Self-Shielded, Flux-Cored Arc Welding

 ,
,  ,
,  , , , ,
, , , , 
Abstract
1. Introduction
2. Materials and Methods
2.1. Design Experiment
2.2. Materials
2.3. Investigation Parameters
2.4. Welding Heat Indicate
2.5. Investigation of Composition, Phase Composition, and Microstructure of Deposited Metal
3. Results
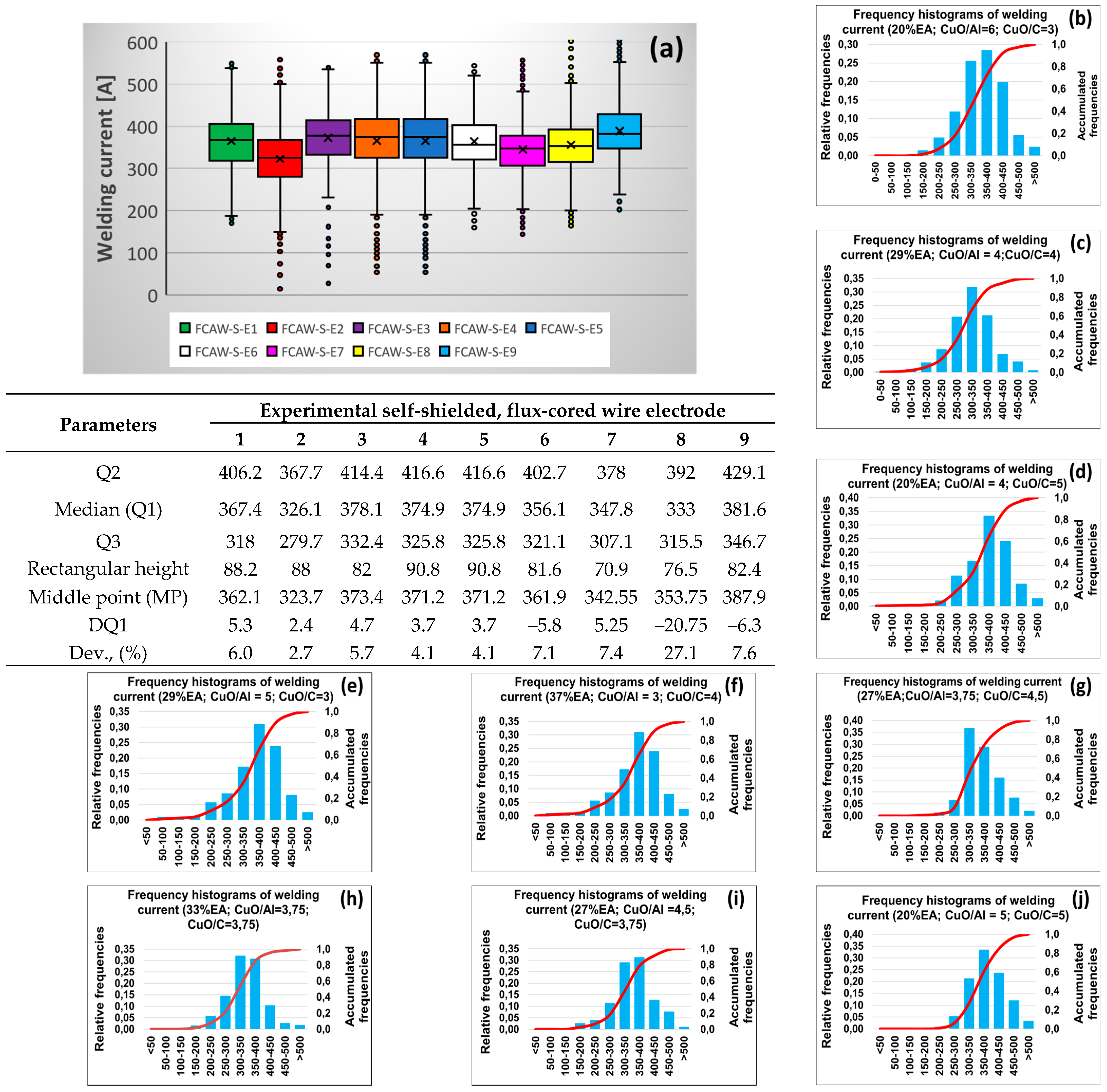
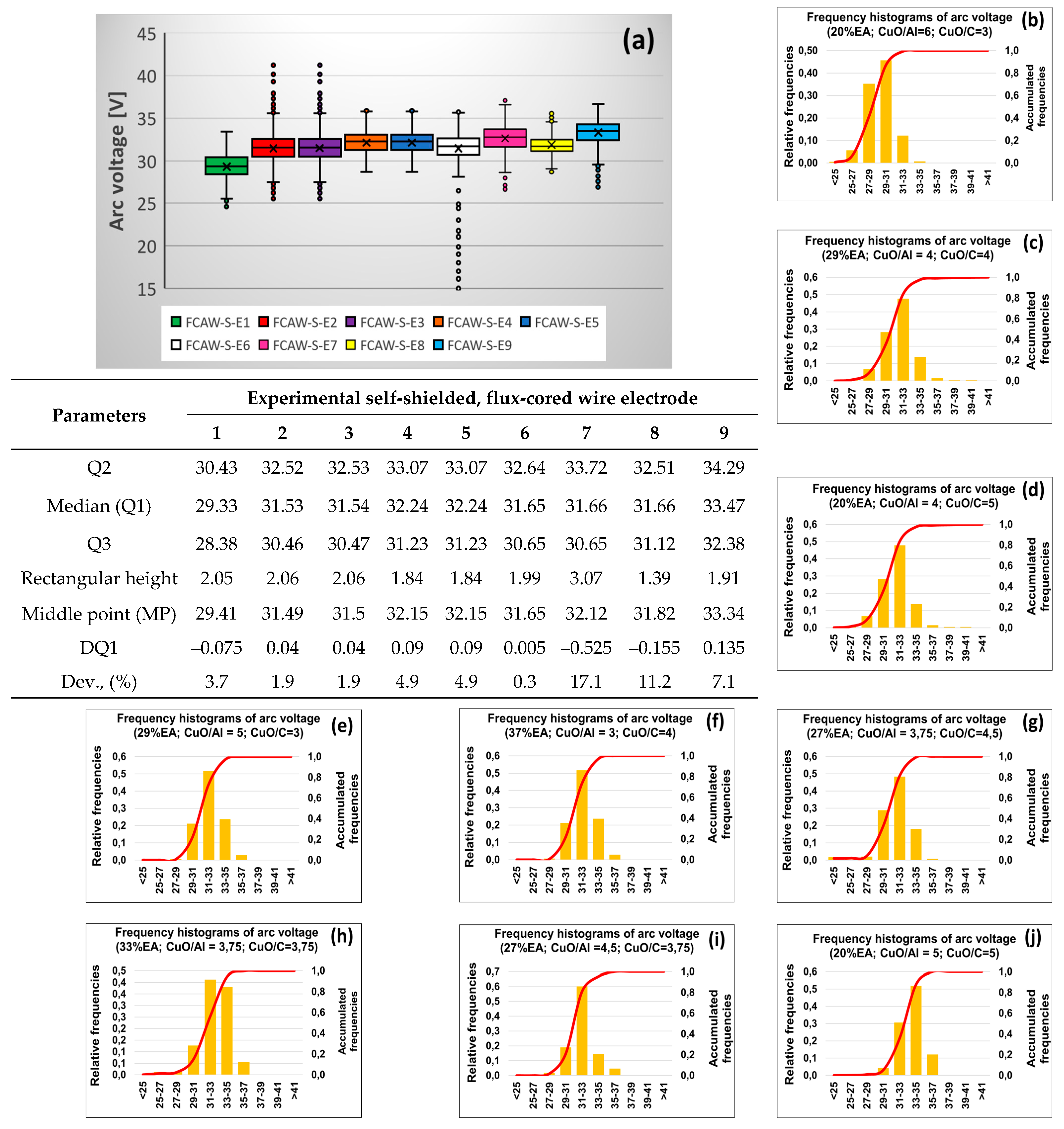
3.1. Dynamic Characteristics
3.2. Arc Stability Analysis
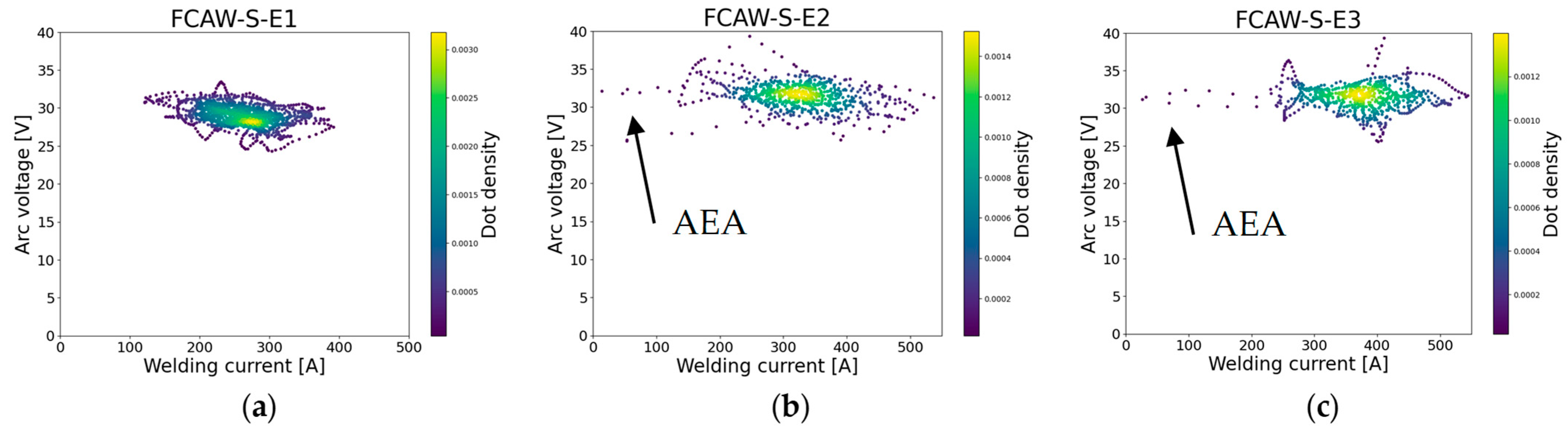
3.3. Current and Voltage Cyclograms
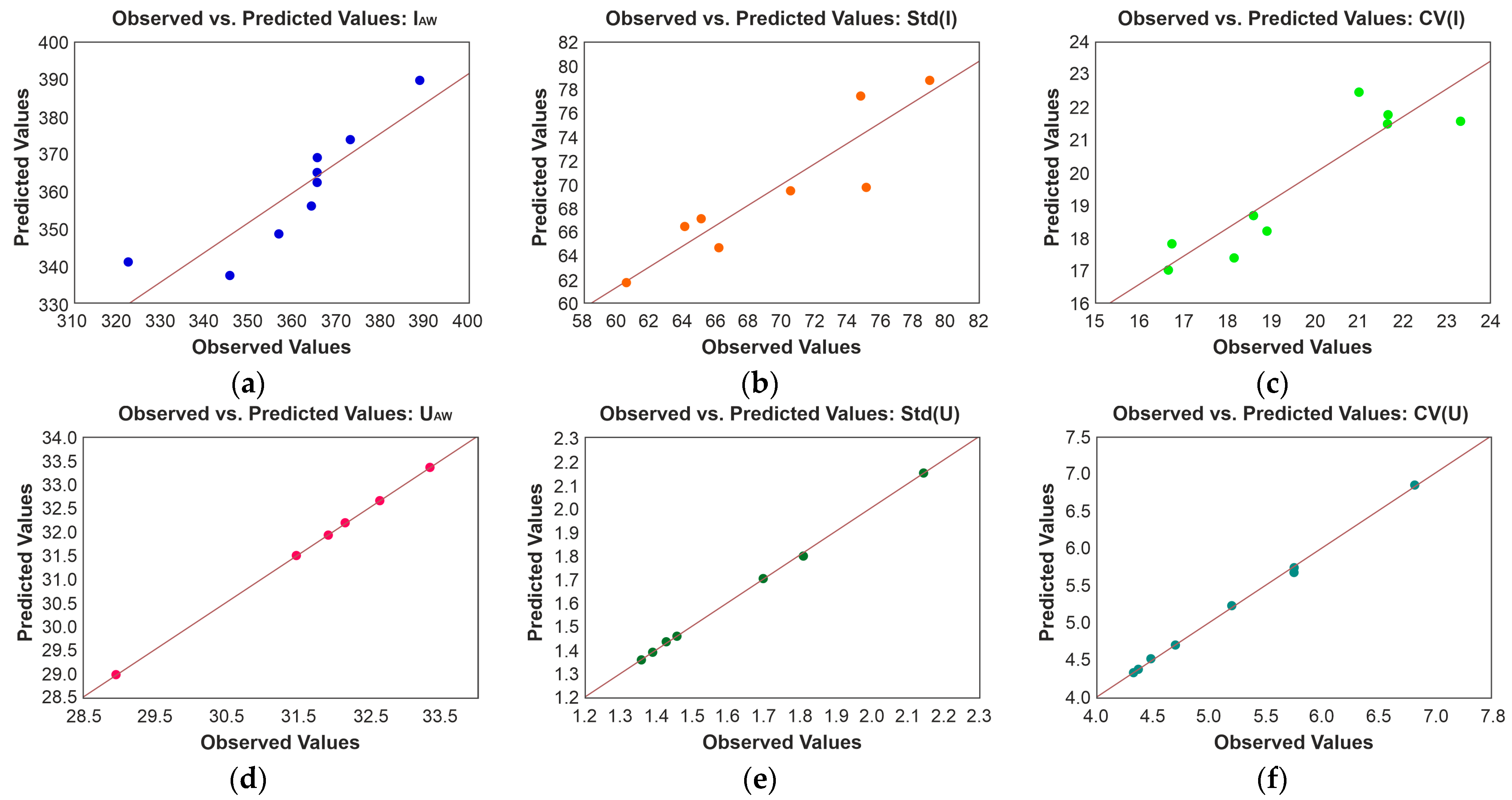
3.4. Prediction of Mathematic Model of Welding Current and Arc Voltage Characteristics
3.5. Prediction of Mathematic Model of Heat Input
3.6. Microstructure Study
4. Discussion
5. Conclusions
- It has been determined that the introduction of exothermic addition components into the core filler will have a significant effect on the stability of the flux-cored arc welding process. This can be attributed to changes in the chemical composition of the arc column, resulting from enrichment, depending on the composition of the core filler, with easily ionizable elements or compounds (such as Cu) or with less readily ionizable compounds (such as Al2O3);
- The results of research have shown that the greatest influence on the parameters characterizing the welding current and arc voltage was exerted by the parameter of the ratio of oxidizing agent to reducing agent in the composition of exothermic mixture (CuO-Al), which had a significant influence on the completeness of the exothermic reaction in the core filler. To a lesser extent the ratio of exothermic mixture oxidizing agent to graphite content CuO/C had an influence, except for the parameter of average arc voltage;
- The lowest values of coefficients of variation of the arc voltage CV(U) and standard variation of the arc voltage Std(U) are characterized by a hardfacing process with a high ratio of CuO/Al ≥ 4.5 (x2 ≥ 0.5) and the content of exothermic mixture in the core filler (EA) being below average EA = 26–29 wt.% (x3 < 0.33).
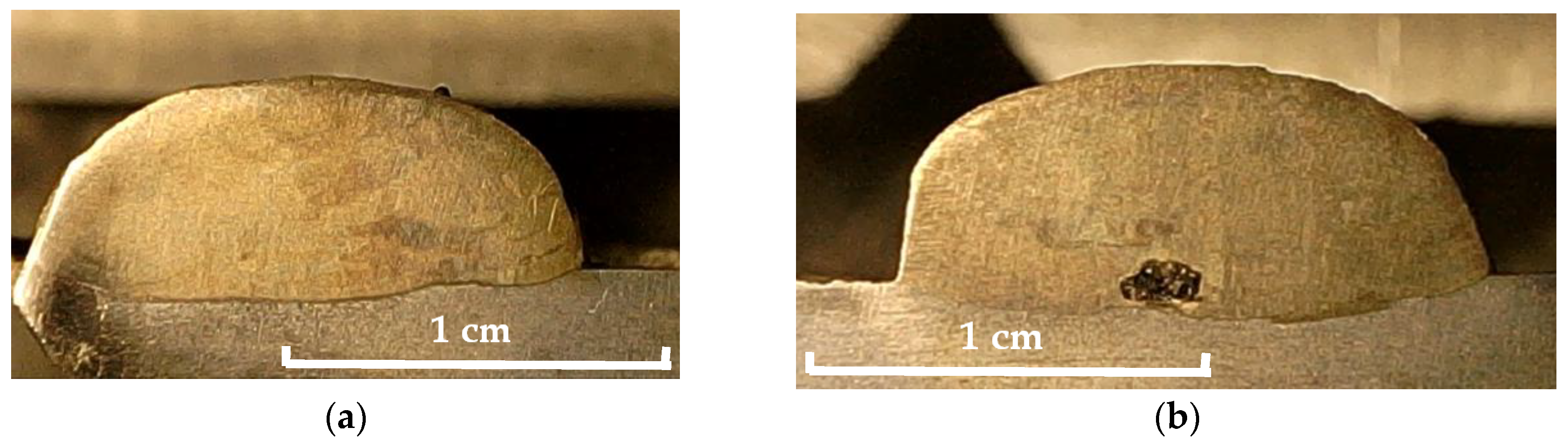
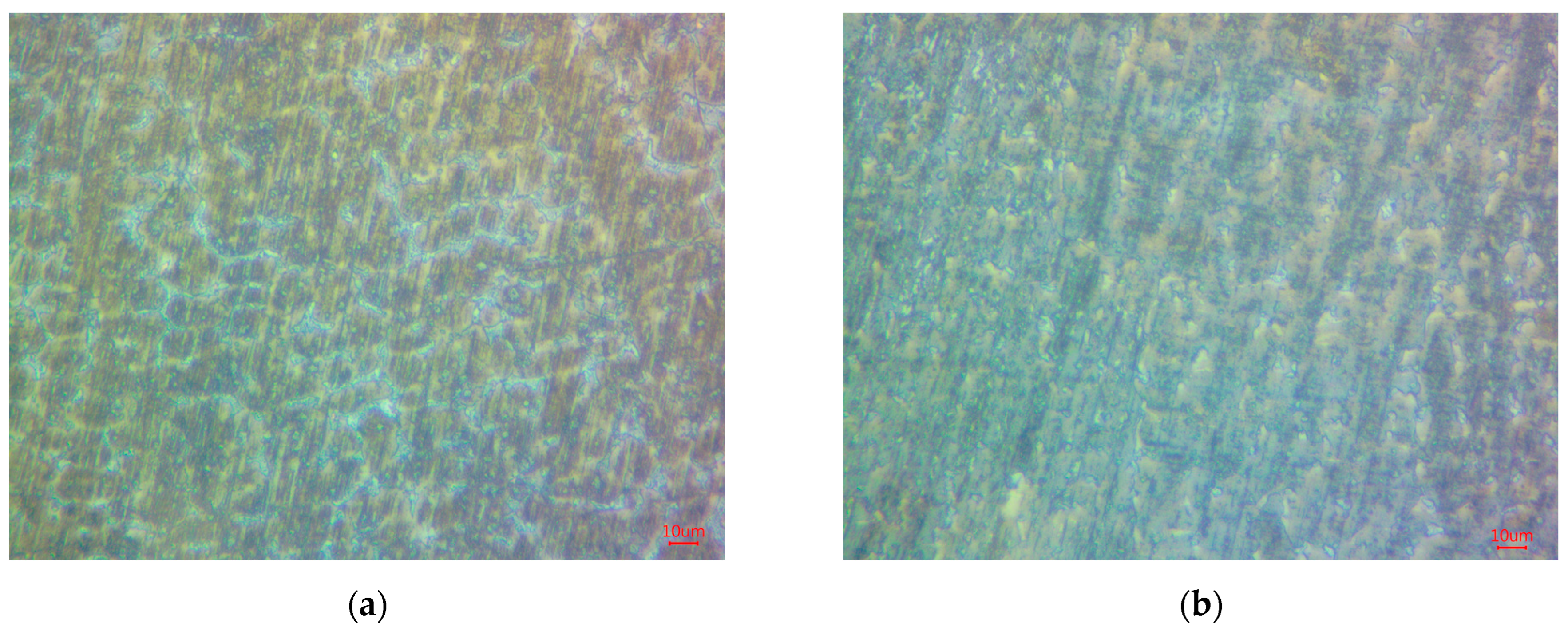
- The investigation of microstructures revealed that weld beads deposited by self-shielded, flux-cored wire electrodes with a high content of exothermic additive (EA = 38 wt.%) and moderate graphite content (CuO/C = 4) exhibited higher hardness and are preferable for the reinforcement of surfaces subjected to abrasive wear in combination with metal-to-metal friction. Additionally, they showed high arc stability.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kotov, M.A.; Konoplianyk, O.Y.; Volchuk, V.M.; Plakhtii, Y.G.; Plakhtii, A.O. Light Structurally Thermal Insulating Concrete with a Wide Range of Applications from Recycled Waste Polypropylene Container. Adv. Transdiscipl. Eng. 2023, 43, 515–521. [Google Scholar] [CrossRef]
- Bausk, E.A.; Volchuk, V.M.; Uzlov, O.V. Remaining Service Life Evaluation of Nuclear Power Plants Construction Steel Elements. J. Phys. Conf. Ser. 2021, 1926, 012050. [Google Scholar] [CrossRef]
- Bondarenko, I.; Keršys, R.; Neduzha, L. Studying of Dynamic Parameters Impulse Impact of the Vehicle Taking into Account the Track Stiffness Variations. In Proceedings of the Transport Means 2021: Proceedings of the 25th International Conference, Kaunas, Lithuania, 6–8 October 2021; pp. 684–689. [Google Scholar]
- Ulbrich, D.; Kowalczyk, J.; Jósko, M.; Sawczuk, W.; Chudyk, P. Assessment of Selected Properties of Varnish Coating of Motor Vehicles. Coatings 2021, 11, 1320. [Google Scholar] [CrossRef]
- Bondarenko, I.; Severino, A.; Olayode, I.O.; Campisi, T.; Neduzha, L. Dynamic Sustainable Processes Simulation to Study Transport Object Efficiency. Infrastructures 2022, 7, 124. [Google Scholar] [CrossRef]
- Viňáš, J.; Brezinová, J.; Sailer, H.; Brezina, J.; Sahul, M.; Maruschak, P.; Prentkovskis, O. Properties Evaluation of the Welded Joints Made by Disk Laser. Materials 2021, 14, 2002. [Google Scholar] [CrossRef]
- Kalivoda, J.; Neduzha, L. Running Dynamics of Rail Vehicles. Energies 2022, 15, 5843. [Google Scholar] [CrossRef]
- Hlushkova, D.B.; Bagrov, V.A.; Saenko, V.A.; Volchuk, V.M.; Kalinin, A.V.; Kalinina, N.E. Study of wear of the building-up zone of martensite-austenitite-austenitic and secondary hardening steels of the Cr–Mn–Ti system. Probl. At. Sci. Technol. 2023, 2, 105–109. [Google Scholar] [CrossRef]
- Selech, J.; Majchrzycki, W.; Ulbrich, D. Field and Laboratory Wear Tests of Machine Components Used for Renovation of Dirt Roads—A Case Study. Materials 2023, 16, 6180. [Google Scholar] [CrossRef]
- Romek, D.; Ulbrich, D.; Selech, J.; Kowalczyk, J.; Wlad, R. Assessment of Padding Elements Wear of Belt Conveyors Working in Combination of Rubber–Quartz–Metal Condition. Materials 2021, 14, 4323. [Google Scholar] [CrossRef] [PubMed]
- Bondarenko, I.; Campisi, T.; Tesoriere, G.; Neduzha, L. Using Detailing Concept to Assess Railway Functional Safety. Sustainability 2023, 15, 18. [Google Scholar] [CrossRef]
- Dubei, O.Y.; Tutko, T.F.; Ropyak Lya Shovkoplias, M.V. Development of Analytical Model of Threaded Connection of Tubular Parts of Chrome-Plated Metal Structures. Metallofiz. Noveishie Tekhnologii 2022, 44, 251–272. [Google Scholar] [CrossRef]
- Pokhmurskii, V.I.; Zin, I.M.; Bily, L.M.; Vynar, V.A.; Zin, Y.I. Aluminium alloy corrosion inhibition by chromate-free composition of zinc phosphate and ion-exchanged zeolite. Surf. Interface Anal. 2013, 45, 1474–1478. [Google Scholar] [CrossRef]
- Volkov, O.; Knyazev, S.; Vasilchenko, A.; Doronin, E. Alternative Strengthening of Jewelry Tools Using Chemical-Thermal and Local Surface Treatments. Mater. Sci. Forum 2021, 1038, 68–76. [Google Scholar] [CrossRef]
- Shatskyi, I.; Makoviichuk, M.; Ropyak, L.; Velychkovych, A. Analytical Model of Deformation of a Functionally Graded Ceramic Coating under Local Load. Ceramics 2023, 6, 1879–1893. [Google Scholar] [CrossRef]
- Shatskyi, I.P.; Makoviichuk, M.V.; Ropyak, L.Y. Equilibrium of Laminated Cu/Ni/Cr Coating Under Local Load. Nanosistemi Nanomater. Nanotehnologii 2023, 21, 379–389. [Google Scholar] [CrossRef]
- Bembenek, M.; Makoviichuk, M.; Shatskyi, I.; Ropyak, L.; Pritula, I.; Gryn, L.; Belyakovskyi, V. Optical and Mechanical Properties of Layered Infrared Interference Filters. Sensors 2022, 22, 8105. [Google Scholar] [CrossRef]
- Martsynkovskyy, V.; Tarelnyk, V.; Konoplianchenko, I.; Gaponova, O.; Dumanchuk, M. Technology support for protecting contacting surfaces of half-coupling—Shaft press joints against fretting wear. In Design, Simulation, Manufacturing: The Innovation Exchange; Springer International Publishing: Cham, Switzerland, 2020; pp. 216–225. [Google Scholar] [CrossRef]
- Gaponova, O.P.; Antoszewski, B.; Tarelnyk, V.B.; Kurp, P.; Myslyvchenko, O.M.; Tarelnyk, N.V. Analysis of the Quality of Sulfomolybdenum Coatings Obtained by Electrospark Alloying Methods. Materials 2021, 14, 6332. [Google Scholar] [CrossRef]
- Tarelnyk, V.B.; Gaponova, O.P.; Konoplianchenko, I.e.V.; Tarelnyk, N.V.; Dumanchuk, M.Y.; Pirogov, V.O.; Voloshko, T.P.; Hlushkova, D.B. Development the Directed Choice System of the Most Efficient Technology for Improving the Sliding Bearings Babbitt Covers Quality. Pt. 2. Mathematical Model of Babbitt Coatings Wear. Criteria for Choosing the Babbitt Coating Formation Technology. Metallofiz. Noveishie Tekhnol. 2022, 44, 1643–1659. [Google Scholar] [CrossRef]
- Umanskyi, O.P.; Storozhenko, M.S.; Tarelnyk, V.B.; Koval, O.Y.; Gubin, Y.V.; Tarelnyk, N.V.; Kurinna, T.V. Electrospark Deposition of Fenicrbsic–Meb2 Coatings on Steel. Powder Metall. Met. Ceram. 2020, 59, 57–67. [Google Scholar] [CrossRef]
- Kotsyubynsky, V.; Shyyko, L.; Shihab, T.; Prysyazhnyuk, P.; Aulin, V.; Boichuk, V. Multilayered MoS2/C nanospheres as high performance additives to lubricating oils. Mater. Today Proc. 2019, 35, 538–541. [Google Scholar] [CrossRef]
- Student, M.; Gvozdetsky, V.; Student, O.; Prentkovskis, O.; Maruschak, P.; Olenyuk, O.; Titova, L. The Effect of Increasing the Air Flow Pressure on the Properties of Coatings during the Arc Spraying of Cored Wires. Stroj. Časopis-J. Mech. Eng. 2019, 69, 133–146. [Google Scholar] [CrossRef]
- Tarelnyk, V.B.; Konoplianchenko, I.V.; Gaponova, O.P.; Tarelnyk, N.V.; Martsynkovskyy, V.S.; Sarzhanov, B.O.; Sarzhanov, O.A.; Antoszewski, B. Effect of Laser Processing on the Qualitative Parameters of Protective Abrasion-Resistant Coatings. Powder Metall. Met. Ceram. 2020, 58, 703–713. [Google Scholar] [CrossRef]
- Prysyazhnyuk, P.; Ivanov, O.; Matvienkiv, O.; Marynenko, S.; Korol, O.; Koval, I. Impact and abrasion wear resistance of the hardfacings based on high-manganese steel reinforced with multicomponent carbides of Ti–Nb–Mo–V–C system. Procedia Struct. Integr. 2022, 36, 130–136. [Google Scholar] [CrossRef]
- Lozynskyi, V.; Trembach, B.; Hossain, M.M.; Kabir, M.H.; Silchenko, Y.; Krbata, M.; Sadovyi, K.; Kolomiitse, O.; Ropyak, L. Prediction of phase composition and mechanical properties Fe–Cr–C–B–Ti–Cu hardfacing alloys: Modeling and experimental Validations. Heliyon 2024, 10, e25199. [Google Scholar] [CrossRef]
- Trembach, B.O.; Sukov, M.G.; Vynar, V.A.; Trembach, I.O.; Subbotina, V.V.; Rebrov, O.Y.; Rebrova, O.M.; Zakiev, V.I. Effect of incomplete replacement of Cr for Cu in the deposited alloy of Fe–C–Cr–B–Ti alloying system with a medium boron content (0.5% wt.) on its corrosion resistance. Metallofiz. Noveishie Tekhno 2022, l44, 493–513. [Google Scholar] [CrossRef]
- Wolski, A.; Świerczyńska, A.; Lentka, G.; Fydrych, D. Storage of high-strength steel flux-cored welding wires in urbanized areas. Int. J. Precis. Eng. Manuf.-Green Technol. 2023, 11, 55–70. [Google Scholar] [CrossRef]
- Vynnykov, Y.; Kharchenko, M.; Manhura, S.; Muhlis, H.; Aniskin, A.; Manhura, A. Analysis of corrosion fatigue steel strength of pump rods for oil wells. Min. Miner. Depos. 2022, 16, 31–37. [Google Scholar] [CrossRef]
- Student, M.M.; Pokhmurs’ka, H.V.; Zadorozhna, K.R.; Veselivs’ka, H.H.; Hvozdets’kyi, V.M.; Sirak, Y.Y. Corrosion resistance of VC–FeCr and VC–FeCrCo coatings obtained by supersonic gas-flame spraying. Mater. Sci. 2019, 54, 535–541. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Varbai, B.; Pandey, C.; Fydrych, D. Exploring the trends in flux-cored arc welding: Scientometric analysis approach. Int. J. Adv. Manuf. Technol. 2024, 130, 87–110. [Google Scholar] [CrossRef]
- Bembenek, M.; Prysyazhnyuk, P.; Shihab, T.; Machnik, R.; Ivanov, O.; Ropyak, L. Microstructure and wear characterization of the Fe–Mo–B–C–based hardfacing alloys deposited by flux-cored arc welding. Materials 2022, 15, 5074. [Google Scholar] [CrossRef]
- Vahrusheva, V.S.; Hlushkova, D.B.; Volchuk, V.M.; Nosova, T.V.; Mamhur, S.I.; Tsokur, N.I.; Bagrov, V.A.; Demchenko, S.V.; Ryzhkov, Y.V.; Scrypnikov, V.O. Increasing the corrosion resistance of heat-resistant alloys for parts of power equipment. Probl. At. Sci. Technol. 2022, 4, 140. [Google Scholar] [CrossRef]
- Hlushkova, D.B.; Volchuk, V.M. Multifractal analysis of the influence of chromium-nickel cast iron structure on its quality criteria. Probl. At. Sci. Technol. 2024, 2024, 145–153. [Google Scholar] [CrossRef]
- Boiko, I.A.; Grin’, A.G. Effect of the surface condition of fluxed-cored wires on the stability of the arc process. Weld. Int. 2015, 29, 543–547. [Google Scholar] [CrossRef]
- Spiridonova, I.M.; Sukhovaya, E.V.; Pilyaeva, S.B. Wear-resistant composite coatings with fillers of Fe-BC system. Paton Weld. J. 2002, 2003, 30–33. [Google Scholar]
- Selech, J.; Ulbrich, D.; Romek, D.; Kowalczyk, J.; Wlodarczyk, K.; Nadolny, K. Experimental Study of Abrasive, Mechanical and Corrosion Effects in Ring-on-Ring Sliding Contact. Materials 2020, 13, 4950. [Google Scholar] [CrossRef]
- Guzanova, A.; Džupon, M.; Draganovská, D.; Brezinová, J.; Viňáš, J.; Cmorej, D.; Janoško, E.; Maruschak, P. The corrosion and wear resistance of laser and MAG weld deposits. Acta Met. Slovaca 2020, 26, 37–41. [Google Scholar] [CrossRef]
- Shihab, S.T.A.; Prysyazhnyuk, P.; Andrusyshyn, R.; Lutsak, L.; Ivanov, O.; Tsap, I. Forming the structure and the properties of electric arc coatings based on high manganese steel alloyed with titanium and niobium carbides. East-Eur. J. Enterp. Technol. 2020, 1, 38–44. [Google Scholar] [CrossRef]
- Ivanov, O.; Prysyazhnyuk, P.; Lutsak, D.; Matviienkiv, O.; Aulin, V. Improvement of Abrasion Resistance of Production Equipment Wear Parts by Hardfacing with Flux-Cored Wires Containing Boron Carbide/Metal Powder Reaction Mixtures. Manag. Syst. Prod. Eng. 2020, 28, 178–183. [Google Scholar] [CrossRef]
- Viňáš, J.; Brezinová, J.; Brezina, J.; Hermel, P. Innovation of Biomass Crusher by Application of Hardfacing Layers. Metals 2021, 11, 1283. [Google Scholar] [CrossRef]
- Hlushkova, D.B.; Bagrov, V.A.; Volchuk, V.M.; Murzakhmetova, U.A. Influence of structure and phase composition on wear resistance of sparingly alloyed alloys. Funct. Mater. 2023, 30, 74–78. [Google Scholar]
- Viňáš, J.; Kaščák, L. Possibilities of using welding-on technologies 1 in crane wheel renovation. Bull. Mater. Sci. 2008, 31, 125–131. [Google Scholar] [CrossRef]
- Viňáš, J.; Brezinová, J.; Brezina, J.; Maruschak, P.O. Structural and mechanical features of laser-welded joints of zinc-coated advanced steel sheets. Mater. Sci. 2019, 55, 46–51. [Google Scholar] [CrossRef]
- Sawczuk, W.; Merkisz-Guranowska, A.; Ulbrich, D.; Kowalczyk, J.; Cañás, A.-M.R. Investigation and Modelling of the Weight Wear of Friction Pads of a Railway Disc Brake. Materials 2022, 15, 6312. [Google Scholar] [CrossRef]
- Ulbrich, D.; Stachowiak, A.; Kowalczyk, J.; Wieczorek, D.; Matysiak, W. Tribocorrosion and Abrasive Wear Test of 22MnCrB5 Hot-Formed Steel. Materials 2022, 15, 3892. [Google Scholar] [CrossRef] [PubMed]
- Erohin, A.A. Fundamentals of fusion welding. In Physical and Chemical Laws; Mashinostroyeniye: Moscow, Russia, 1973. [Google Scholar]
- Świerczyńska, A.; Fydrych, D.; Rogalski, G. Diffusible hydrogen management in underwater wet self-shielded flux cored arc welding. Int. J. Hydrog. Energy 2017, 42, 24532–24540. [Google Scholar] [CrossRef]
- Sukhova, O.V. Solubility of Cu, Ni, Mn in boron-rich Fe–B–C alloys. J. Phys. Chem. Solids 2021, 22, 110–116. [Google Scholar] [CrossRef]
- Sukhova, O.V. Effect of Ti, Al, Si on the structure and mechanical properties of boron-rich Fe–B–C alloys. East. Eur. J. Phys. 2021, 2021, 115–121. [Google Scholar] [CrossRef]
- Sukhova, O.V. Formation of structure and properties of boron-rich Fe–B–C alloys alloyed with Cr, V, Nb or/and mo. Metallofiz. Noveishie Tekhnologii 2021, 43, 355–365. [Google Scholar] [CrossRef]
- Sukhova, O.V. Structure and properties of Fe–B–C powders alloyed with Cr, V, Mo or Nb for plasma-sprayed coatings. Probl. At. Sci. Technol. 2020, 4, 77–83. Available online: http://dspace.nbuv.gov.ua/handle/123456789/194417 (accessed on 18 December 2023). [CrossRef]
- Samardžć, I.; Žagar, D.; Klarić, Š. Application and Upgrading of On-line Monitoring System for Measurement and Processing of Electric Signals at Arc Stud Welding Process. Stroj. Časopis Za Teor. I Praksu U Stroj. 2009, 51, 355–363. [Google Scholar]
- Krbata, M.; Krizan, D.; Eckert, M.; Kaar, S.; Dubec, A.; Ciger, R. Austenite Decomposition of a Lean Medium Mn Steel Suitable for Quenching and Partitioning Process: Comparison of CCT and DCCT Diagram and Their Microstructural Changes. Materials 2022, 15, 1753. [Google Scholar] [CrossRef]
- Krbata, M.; Ciger, R.; Kohutiar, M.; Eckert, M.; Barenyi, I.; Trembach, B.; Dubec, A.; Escherova, J.; Gavalec, M.; Beronská, N. Microstructural Changes and Determination of a Continuous Cooling Transformation (CCT) Diagram Using Dilatometric Analysis of M398 High-Alloy Tool Steel Produced by Microclean Powder Metallurgy. Materials 2023, 16, 4473. [Google Scholar] [CrossRef]
- Gramajo, J.; Gualco, A.; Svoboda, H. Effect of welding parameters on nanostructured Fe–(C.B)–(Cr.Nb) alloys. Mater. Res. 2019, 22, 1–8. [Google Scholar] [CrossRef]
- Gualco, A.; Svoboda, H.G.; Surian, E.S. Effect of welding parameters on microstructure of Fe-based nanostructured weld overlay deposited through FCAW–S. Weld. Int. 2016, 30, 573–580. [Google Scholar] [CrossRef]
- Hlushkova, D.B.; Volchuk, V.M.; Polyansky, P.M.; Saenko, V.A.; Efimenko, A.A. Fractal modeling the mechanical properties of the metal surface after ion-plasma chrome plating. Funct. Mater. 2023, 30, 275–281. [Google Scholar] [CrossRef]
- Spiridonova, I.M.; Sukhovaya, E.V.; Butenko, V.F.; Zhudra, A.P.; Litvinenko, A.I.; Belyj, A.I. Structure and properties of boron-bearing iron granules for composites. Powder Metall. Met. Ceram. 1993, 32, 45–49. [Google Scholar] [CrossRef]
- Krbaťa, M.; Eckert, M.; Cíger, R.; Kohutiar, M. Physical modeling of CCT diagram of tool steel 1.2343. Procedia Struct. Integr. 2023, 43, 270–275. [Google Scholar] [CrossRef]
- Trembach, B.; Grin, A.; Turchanin, M.; Makarenko, N.; Markov, O.; Trembach, I. Application of Taguchi method and ANOVA analysis for optimization of process parameters and exothermic addition (CuO–Al) introduction in the core filler during self-shielded flux-cored arc welding. Int. J. Adv. Manuf. Technol. 2021, 114, 1099–1118. [Google Scholar] [CrossRef]
- Júnior, J.G.F.; Cardoso, A.H.C.; Bracarense, A.Q. Effects of TiC formation in situ by applying titanium chips and other ingredients as a flux of tubular wire. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 375. [Google Scholar] [CrossRef]
- Júnior, J.G.F.; Clementecardoso, A.H.; Bracarense, A.Q. Addition of TiO2, CaCo3 and CaF2 as a flux of tubular wire applied for TiC in-situ reaction. Soldag. Insp. 2020, 25, e2511. [Google Scholar] [CrossRef]
- Trembach, B.; Grin, A.; Makarenko, N.; Zharikov, S.; Trembach, I.; Markov, O. Influence of the core filler composition on the recovery of alloying elements during the self-shielded flux-cored arc welding. J. Mater. Res. Technol. 2020, 9, 10520–10528. [Google Scholar] [CrossRef]
- Park, Y.D.; Kang, N.; Malene, S.H.; Olson, L. Effect of exothermic additions on heat generation and arc process efficiency in flux-cored arc welding. Metals Mater. Int. 2007, 13, 501–509. [Google Scholar] [CrossRef]
- Malene, S.H.; Park, Y.D.; Olson, D.L. Response of exothermic additions to the flux cored arc welding electrode-Part 1 Effectiveness of exothermically reacting magnesium-type flux additions was investigated with the flux-cored arc welding process. Weld. J. 2007, 86, 293–302. [Google Scholar]
- Allen, J.W.; Olson, D.L.; Frost, R.H. Exothermically assisted shielded metal arc welding. Weld. J. 1998, 77, 277–285. [Google Scholar]
- Zharikov, S.V.; Grin, A.G. Investigation of slags in surfacing with exothermic flux-cored wires. Weld. Int. 2015, 29, 386–389. [Google Scholar] [CrossRef]
- Vlasov, A.F.; Makarenko, N.A. Special features of heating and melting electrodes with an exothermic mixture in the coating. Weld. Int. 2016, 30, 717–722. [Google Scholar] [CrossRef]
- Chigarev, V.V.; Zarechenskii, D.A.; Belik, A.G. Optimisation of the composition and melting parameters of powder strips with the exothermic mixture in the filler. Weld. Int. 2016, 30, 557–559. [Google Scholar] [CrossRef]
- Vlasov, A.F.; Makarenko, N.A.; Kushchiy, A.M. Using exothermic mixtures in manual arc welding and electroslag processes. Weld. Int. 2017, 31, 565–570. [Google Scholar] [CrossRef]
- Li, H.; Liu, D.; Guo, N.; Chen, H.; Du, Y.; Feng, J. The effect of alumino-thermic addition on underwater wet welding process stability. J. Mater. Process Technol. 2017, 245, 149–156. [Google Scholar] [CrossRef]
- Wang, J.; Li, H.; Hu, C.; Wang, Z.; Han, K.; Liu, D.; Wang, J.; Zhu, Q. The Efficiency of Thermite-Assisted Underwater Wet Flux-Cored Arc Welding Process: Electrical Dependence, Microstructural Changes, and Mechanical Properties. Metals 2023, 13, 831. [Google Scholar] [CrossRef]
- Levchuk, K.H.; Radchenko, T.M.; Tatarenko, V.A. High-temperature entropy effects in tetragonality of the ordering interstitial–substitutional solution based on body-centred tetragonal metal. Metallofiz. Noveishie Tekhnol. 2021, 43, 1–26. [Google Scholar] [CrossRef]
- Solomenko, A.G.; Balabai, R.M.; Radchenko, T.M.; Tatarenko, V.A. Functionalization of quasi-two-dimensional materials: Chemical and strain-induced modifications. Prog. Phys. Met. 2022, 23, 147–238. [Google Scholar] [CrossRef]
- Henckell, P.; Gierth, M.; Ali, Y.; Reimann, J.; Bergmann, J.P. Reduction of Energy Input in Wire Arc Additive Manufacturing (WAAM) with Gas Metal Arc Welding (GMAW). Materials 2020, 13, 2491. [Google Scholar] [CrossRef]
- Lankin, Y.N. Indicators of stability of the GMAW process. Paton Weld. J. 2011, 1, 6–13. [Google Scholar]
- Kah, P.; Edigbe, G.O.; Ndiwe, B.; Kubicek, R. Assessment of arc stability features for selected gas metal arc welding conditions. SN Appl. Sci. 2022, 4, 268. [Google Scholar] [CrossRef]
- Trembach, B.O.; Hlushkova, D.V.; Hvozdetskyi, V.M.; Vynar, V.A.; Zakiev, V.I.; Kabatskyi, O.V.; Savenok, D.V.; Zakavorotnyi, O.Y. Prediction of Fill Factor and Charge Density of Self-Shielding Flux-Cored Wire with Variable Composition. Mater. Sci. 2023, 59, 18–25. [Google Scholar] [CrossRef]
- Jartovsky, O.V.; Larichkin, O.V. Pressure welding through a layer of hydrocarbon substance: Physical processes of a diffusion joint formation. Prog. Phys. Met. 2021, 22, 440–460. [Google Scholar] [CrossRef]
- Tarelnyk, V.B.; Gaponova, O.P.; Tarelnyk, N.V.; Myslyvchenko, O.M. Aluminizing of metal surfaces by electric-spark alloying. Prog. Phys. Met. 2023, 24, 282–318. [Google Scholar] [CrossRef]
- Trembach, B.; Starikov, V.; Sukov, M.G.; Zharikov, S.; Kabatskyi, O.; Ivanova, Y. Application of Mixture design in optimization of physical properties of slag during self-shielded flux-cored wire arc welding process. In Proceedings of the IEEE 5th International Conference on Modern Electrical and Energy System, MEES 2023, Kremenchuk, Ukraine, 27–30 September 2023; pp. 1–5. [Google Scholar] [CrossRef]
- Trembach, B. Comparative studies of the three-body abrasion wear resistance of hardfacing Fe-Cr-C-B-Ti alloy. Proc. IOP Conf. Ser. Mater. Sci. Eng. 2023, 1277, 012016. [Google Scholar] [CrossRef]
- Trembach, B.; Balenko, O.; Davydov, V.; Brechko, V.; Trembach, I.; Kabatskyi, O. Prediction the Melting Characteristics of Self-Shielded Flux Cored arc Welding (FCAW–S) with Exothermic Addition (CuO–Al). In Proceedings of the 2022 IEEE 4th International Conference on Modern Electrical and Energy System, MEES 2022, Kremenchuk, Ukraine, 20–23 October 2022; pp. 1–6. [Google Scholar] [CrossRef]
- Trembach, B.O.; Silchenko, Y.u.A.; Sukov, M.G.; Ratska, N.B.; Duriagina, Z.A.; Krasnoshapka, I.V.; Kabatskyi, O.V.; Rebrova, O.M. Development of a model of assimilation of alloying elements self-protecting powder wire and optimization of its charge composition. Mater. Sci. 2024; in press. [Google Scholar]
- Suban, M.; Tušek, J. Methods for the determination of arc stability. J. Mater. Process Technol. 2003, 143, 430–437. [Google Scholar] [CrossRef]
- Pessoa, E.; Ribeiro, L.F.; Bracarense, A.Q.; Tao, X.; Jin, P.; Feng, J. Arc stability indexes evaluation on underwater wet welding. Int. Conf. Offshore Mech. Arct. Eng. 2010, 49149, 19–201. [Google Scholar] [CrossRef]
- Joseph, A.; Harwig, D.; Farson, D.F.; Richardson, R. Measurement and calculation of arc power and heat transfer efficiency in pulsed gas metal arc welding. Sci. Technol. Weld. Join. 2003, 8, 400–406. [Google Scholar] [CrossRef]
- Cottis, R.A. Electrochemical noise for corrosion monitoring. In Techniques for Corrosion Monitoring, 2nd ed.; Yang, L.T., Ed.; Woodhead Publishing: Cambridge, UK, 2021; pp. 99–122. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Łabanowski, J.; Fydrych, D. The effect of welding conditions on mechanical properties of superduplex stainless steel welded joints. Adv. Mater. Sci. 2014, 14, 14–23. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Jiang, Y.; Zhang, T.; Ma, J.; Feng, J. Analysis and improvement of underwater wet welding process stability with static mechanical constraint support. J. Manuf. Process 2018, 34, 238–250. [Google Scholar] [CrossRef]
- Mazzaferro, J.A.E.; Machado, I.G. Study of arc stability in underwater shielded metal arc welding at shallow depths. Proc. Inst. Mech. Eng. Part C 2009, 223, 699–709. [Google Scholar] [CrossRef]
- Chen, T.; Xue, S.; Wang, B.; Zhai, P.; Long, W. Study on short-circuiting GMAW pool behavior and microstructure of the weld with different waveform control methods. Metals 2019, 9, 1326. [Google Scholar] [CrossRef]
- Ricardo, P.C.; Serudo, R.L.; Ţălu, Ş.; Lamarão, C.V.; da Fonseca Filho, H.D.; de Araújo Bezerra, J.; Sanches, E.A.; Campelo, P.H. Encapsulation of bromelain in combined sodium alginate and amino acid carriers: Experimental design of simplex-centroid mixtures for digestibility evaluation. Molecules 2022, 27, 6364. [Google Scholar] [CrossRef]
- Bandura, A.I. Composition of entire functions and bounded L-index in direction. Mat. Stud. 2017, 47, 179–184. [Google Scholar] [CrossRef]
- Baksa, V.; Bandura, A.; Skaskiv, O. Growth estimates for analytic vector-valued functions in the unit ball having bounded L-index in joint variables. Constr. Math. Anal. 2020, 3, 9–19. [Google Scholar] [CrossRef]
- Kumar, J.; Kumar, G.; Mehdi, H.; Kumar, M. Optimization of FSW parameters on mechanical properties of different aluminum alloys of AA6082 and AA7050 by response surface methodology. Int. J. Interact. Des. Manuf. 2023, 1–13. [Google Scholar] [CrossRef]
- Li, H.; Liu, D.; Yan, Y.; Guo, N.; Liu, Y.; Feng, J. Effects of heat input on arc stability and weld quality in underwater wet flux-cored arc welding of E40 steel. J. Manuf. Process 2018, 31, 833–843. [Google Scholar] [CrossRef]
- Halmešová, K.; Procházka, R.; Koukolíková, M.; Džugan, J.; Konopík, P.; Bucki, T. Extended Continuous Cooling Transformation (CCT) Diagrams Determination for Additive Manufacturing Deposited Steels. Materials 2022, 15, 3076. [Google Scholar] [CrossRef]
- Dykas, J.; Samek, L.; Grajcar, A.; Kozłowska, A. Modelling of Phase Diagrams and Continuous Cooling Transformation Diagrams of Medium Manganese Steels. Symmetry 2023, 15, 381. [Google Scholar] [CrossRef]
- Assunção, M.T.; Bracarense, A.Q. A novel strategy to improve melting efficiency and arc stability in underwater FCAW via contact tip air chamber. J. Manuf. Process 2023, 104, 1–16. [Google Scholar] [CrossRef]
- Mohamat, S.A.; Ibrahim, I.A.; Amir, A.; Ghalib, A. The effect of flux core arc welding (FCAW) processes on different parameters. Procedia Eng. 2012, 41, 1497–1501. [Google Scholar] [CrossRef]
- Bozhenko, B.L.; Shalimov, V.N.; Puchkin, P.A.; Kupar, R.Y. Oxidation kinetics of metal vapours in the arc in consumable electrode welding. Weld. Int. 1999, 13, 894–896. [Google Scholar] [CrossRef]
- Haidar, J. The dynamic effects of metal vapour in gas metal arc welding. J. Phys. D 2010, 43, 165204. [Google Scholar] [CrossRef]
- Ding, F.; Xinglong, Y.; Yingjie, H.; Jiankang, H.; Dequan, L. The study of arc behavior with different content of copper vapor in GTAW. China Weld. 2022, 31, 1–14. [Google Scholar] [CrossRef]
- Mostaghimi-Tehrani, J.; Pfender, E. Effects of metallic vapor on the properties of an argon arc plasma. Plasma Chem. Plasma Process 1984, 4, 129–139. [Google Scholar] [CrossRef]
- Zhang, S.; Wang, Y.; Xiong, Z.; Zhu, M.; Zhang, Z.; Li, Z. Mechanism and optimization of activating fluxes for process stability and weldability of hybrid laser-arc welded HSLA steel. Weld. World 2021, 65, 753–766. [Google Scholar] [CrossRef]
- Jia, C.; Zhang, T.; Maksimov, S.Y.; Yuan, X. Spectroscopic analysis of the arc plasma of underwater wet flux-cored arc welding. J. Mater. Process Technol. 2013, 213, 1370–1377. [Google Scholar] [CrossRef]
- Fattahi, M.; Nabhani, N.; Vaezi, M.R.; Rahimi, E. Improvement of impact toughness of AWS E6010 weld metal by adding TiO2 nanoparticles to the electrode coating. Mater. Sci. Eng. A 2011, 528, 8031–8039. [Google Scholar] [CrossRef]
- Guo, X.; Li, X.; Murphy, A.B.; Zhao, H. Calculation of thermodynamic properties and transport coefficients of CO2–O2–Cu mixtures. J. Phys. D 2017, 50, 345203. [Google Scholar] [CrossRef]
- Li, D.; Fan, D.; Huang, J.; Yao, X. Effect of copper vapor on arc characteristics under DC magnetic field. Trans. China Weld. Inst. 2023, 44, 71–76. [Google Scholar] [CrossRef]
- Ropyak, L.; Shihab, T.; Velychkovych, A.; Bilinskyi, V.; Malinin, V.; Romaniv, M. Optimization of Plasma Electrolytic Oxidation Technological Parameters of Deformed Aluminum Alloy D16T in Flowing Electrolyte. Ceramics 2023, 6, 146–167. [Google Scholar] [CrossRef]
- Touileb, K.; Attia, E.; Djoudjou, R.; Hedhibi, A.C.; Benselama, A.; Ibrahim, A.; Ahmed, M.M.Z. Effect of Microchemistry Elements in Relation of Laser Welding Parameters on the Morphology 304 Stainless Steel Welds Using Response Surface Methodology. Crystals 2023, 13, 1138. [Google Scholar] [CrossRef]
- Sukhova, O.V. Influence of the Structure and Cooling Rate of Fe–B–C Alloys on Mechanical Properties and Wear Resistance. Metallofiz. Noveishie Tekhno 2023, 45, 1337–1348. [Google Scholar] [CrossRef]
- Nouira, M.; Oliveira, M.C.; Khalfallah, A.; Alves, J.L.; Menezes, L.F. Comparative fracture prediction study for two materials under a wide range of stress states using seven uncoupled models. Eng. Fract. Mech. 2023, 279, 108952. [Google Scholar] [CrossRef]
- Viňáš, J.; Brezinová, J.; Pástor, M.; Šarga, P.; Džupon, M.; Brezina, J. Determination of the Effect of Heat Input during Laser Welding on the Magnitude of Residual Stresses in the Refurbishment of Al Alloy Casting. Metals 2023, 13, 2003. [Google Scholar] [CrossRef]
- Bembenek, M.; Kopei, V.; Ropyak, L.Y.; Levchuk, K. Stressed State of Chrome Parts During Diamond Burnishing. Metallofiz. Noveishie Tekhnol 2023, 45, 239–250. [Google Scholar] [CrossRef]
- Mabuwa, S.; Msomi, V. Investigation of the Microstructure and Mechanical Properties in Friction Stir Welded Dissimilar Aluminium Alloy Joints via Sampling Direction. Crystals 2023, 13, 1108. [Google Scholar] [CrossRef]
- Ivanov, O.O.; Prysiazhniuk, P.M.; Bodrova, L.G.; Kramar, G.M.; Marynenko, S.Y.; Koval, I.V.; Guryk, O.Y. 3D Modeling of the Structure of Deposited Materials Based on Fe–Ti–Mo–B–C System. Mater. Sci. 2024, 59, 163–169. [Google Scholar] [CrossRef]
- Beygi, R.; Zarezadeh Mehrizi, M.; Akhavan-Safar, A.; Mohammadi, S.; da Silva, L.F.M. A Parametric Study on the Effect of FSW Parameters and the Tool Geometry on the Tensile Strength of AA2024–AA7075 Joints: Microstructure and Fracture. Lubricants 2023, 11, 59. [Google Scholar] [CrossRef]
- Boughrara, N.; Benzarti, Z.; Khalfallah, A.; Oliveira, J.C.; Evaristo, M.; Cavaleiro, A. Thickness-dependent physical and nanomechanical properties of AlxGa1−xN thin films. Mater. Sci. Semicond. Process. 2022, 151, 107023. [Google Scholar] [CrossRef]
- Veselivska, H.H.; Hvozdetskyi, V.M.; Student, M.M.; Zadorozhna, K.R.; Dzioba, Y.V. The Influence of the Electrolyte Composition for Hard Anodizing of Aluminum on Corrosion Resistance of Synthesized Coatings. Mater. Sci. 2024, 59, 228–233. [Google Scholar] [CrossRef]
- Andreikiv, O.Y.; Dolinska, I.Y.; Zviahin, S.; Liubchak, M.O. Acoustic-emission method for determining residual life of power equipment with creep cracks under static load. Mater. Sci. 2023, 59, 103–111. [Google Scholar] [CrossRef]
- Prysyazhnyuk, P.; Di Tommaso, D. The thermodynamic and mechanical properties of Earth-abundant metal ternary boride Mo2 (Fe,Mn)B2 solid solutions for impact- and wear-resistant alloys. Mater. Adv. 2023, 4, 3822–3838. [Google Scholar] [CrossRef]
- Luzan, S.A.; Bantkovskiy, V.A. Structure and Tribotechnical Properties of Deposited Composite Layers Based on PG 10N-01 Alloy Containing AL2O3. Mater. Sci. 2023, 59, 328–334. [Google Scholar] [CrossRef]
- Katinas, E.; Antonov, M.; Jankauskas, V.; Goljandin, D. Effect of Local Remelting and Recycled WC-Co Composite Reinforcement Size on Abrasive and Erosive Wear of Manual Arc Welded Hardfacings. Coatings 2023, 13, 734. [Google Scholar] [CrossRef]
- Pashechko, M.I.; Shyrokov, V.V.; Duryahina, Z.A.; Vasyliv, K.B. Structure and Corrosion-Mechanical Properties of the Surface Layers of Steels after Laser Alloying. Mater. Sci. 2003, 39, 108–117. [Google Scholar] [CrossRef]
- Vynnykov, Y.; Kharchenko, M.; Manhura, S.; Aniskin, A.; Manhura, A. Degradation of the internal well equipment steel under continuous service in the corrosive and aggressive environments. Min. Miner. Depos. 2023, 17, 84–92. [Google Scholar] [CrossRef]
- Allan, I.; Aknazarov, S.; Golovchenko, O.; Bairakova, O.; Ponomareva, Y.; Mutushev, A. Influence of fluxing additives on aluminothermic synthesis of aluminum borides. Eng. J. Satbayev Univ. 2022, 144, 19–25. [Google Scholar] [CrossRef]
- Andreikiv, Y.; Dolinska, I.Y.; Zviahin, N.S. Acoustic-Emission Method of Determining Residual Life of Thin-Walled Structural Elements Under the Action of Force Loads and Corrosive Environments. Mater. Sci. 2023, 58, 693–700. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run | Filler Rate CWF [79] | Core Filler Density ρf (g·cm−3) [79] | Deposited Rate DR (kg·h−1) [84] | Spattering Factor SF (%) [84] | Overall Transition Element Factor η(SS) (%) [85] | Carbon Transition Factor η(C) [64] | Copper Recovery Factor η(Cu) [64] |
|---|---|---|---|---|---|---|---|
| 1 | 0.334 | 0.334 | 4.19 | 14.35 | 74.705 | 0.422 | 0.863 |
| 2 | 0.341 | 0.341 | 4.69 | 9.90 | 81.582 | 0.536 | 0.938 |
| 3 | 0.341 | 0.341 | 4.65 | 14.95 | 76.828 | 0.477 | 0.904 |
| 4 | 0.337 | 0.337 | 4.59 | 13.62 | 81.252 | 0.457 | 0.971 |
| 5 | 0.341 | 0.341 | 3.97 | 20.84 | 75.435 | 0.446 | 0.959 |
| 6 | 0.345 | 0.345 | 4.81 | 9.74 | 75.802 | 0.456 | 0.909 |
| 7 | 0.327 | 0.327 | 4.77 | 10.75 | 81.233 | 0.520 | 0.939 |
| 8 | 0.361 | 0.361 | 4.65 | 10.85 | 81.228 | 0.521 | 0.932 |
| 9 | 0.34 | 0.34 | 4.23 | 20.27 | 80.240 | 0.554 | 0.899 |
| Run | Coded Values | Actual Values | ||||
|---|---|---|---|---|---|---|
| x1 | x2 | x3 | CuO/C | CuO/Al | EA, (wt.%) | |
| 1 | 0 | 1 | 0 | 3/1 | 6/1 | 20 |
| 2 | 0.333 | 0.33 | 0.33 | 4/1 | 4/1 | 28.58 |
| 3 | 0.67 | 0.33 | 0 | 5/1 | 4/1 | 20 |
| 4 | 0 | 0.67 | 0.33 | 3/1 | 5/1 | 28.58 |
| 5 | 0.33 | 0 | 0.67 | 4/1 | 3/1 | 37.42 |
| 6 | 0.5 | 0.25 | 0.25 | 4.5/1 | 3.75/1 | 26.5 |
| 7 | 0.25 | 0.25 | 0.5 | 3.75/1 | 3.75/1 | 33 |
| 8 | 0.25 | 0.5 | 0.25 | 3.75/1 | 4.5/1 | 26.5 |
| 9 | 0.33 | 0.67 | 0 | 4/1 | 5/1 | 20 |
| Component | Marking of Experimental Flux-Cored Wires | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| FCAW- SS-E1 | FCAW- SS-E2 | FCAW- SS-E3 | FCAW- SS-E4 | FCAW- SS-E5 | FCAW- SS-E6 | FCAW- SS-E7 | FCAW- SS-E8 | FCAW- SS-E9 | |
| Fluorite concentrate GOST 4421–73 | 11 | 11 | 11 | 11 | 11 | 11 | 11 | 11 | 11 |
| Rutile concentrate GOST 22938–78 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 | 6 |
| Calcium carbonate GOST 8252–79 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Ferromanganese FMN-88A GOST 4755–91 | 7 | 7 | 7 | 7 | 7 | 7 | 7 | 7 | 7 |
| Ferrosilicon FS-92 GOST 1415–78 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Ferrovanadium FVd–40 GOST 27130–94 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Metal Chrome X99 GOST 5905–79 | 14 | 14 | 14 | 14 | 12 | 14 | 12 | 14 | 14 |
| Titanium powder PTM–3 TU 14–22–57–92 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Graphite is silver | 5.6 | 5.8 | 3.75 | 7.6 | 7.1 | 4.9 | 7 | 5.8 | 4.3 |
| Oxide of copper powder-like GOST 16539–79 | 16.7 | 23.3 | 17.2 | 22.8 | 28.4 | 21.8 | 26.1 | 21.8 | 17.2 |
| Aluminum powder PA1 GOST 6058–73 | 2.8 | 5.8 | 4.3 | 4.6 | 9.5 | 5.8 | 7 | 4.9 | 3.5 |
| Iron powder PZhR–1 GOST 9849–86 | 22.9 | 13.1 | 22.7 | 13 | 5 | 15.5 | 9.9 | 15.5 | 23 |
| Run | Average Welding Current | Standard Deviation of Welding | Coefficient of Variation of Welding Current, (%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Actual Value, (A) | Predicted Value, (A) | Diff. (A) | Dev., (%) | Actual Value, (A) | Predicted Value, (A) | Diff. (A) | Dev., (%) | Actual Value | Predicted Value | Diff. | Dev. | |
| FCAW-SS-E1 | 365.0 | 362.4 | 2.57 | 0.70 | 66.3 | 64.8 | 1.48 | 2.23 | 18.2 | 17.46 | 0.74 | 4.09 |
| FCAW-SS-E2 | 322.3 | 339.6 | 17.27 | 5.36 | 75.2 | 69.2 | 5.97 | 7.94 | 23.3 | 21.14 | 2.16 | 9.28 |
| FCAW-SS-E3 | 372.7 | 373.9 | 1.22 | 0.33 | 70.5 | 69.6 | 0.92 | 1.30 | 18.9 | 18.25 | 0.65 | 3.44 |
| FCAW-SS-E4 | 365.2 | 368.9 | 3.69 | 1.01 | 79.1 | 79.2 | 0.11 | 0.14 | 21.7 | 21.68 | 0.02 | 0.10 |
| FCAW-SS-E5 | 365.2 | 364.7 | 0.51 | 0.14 | 79.1 | 78.9 | 0.24 | 0.30 | 21.7 | 21.41 | 0.29 | 1.35 |
| FCAW-SS-E6 | 364.0 | 356.3 | 7.72 | 2.12 | 60.6 | 61.8 | 1.22 | 2.02 | 16.7 | 17.10 | 0.40 | 2.39 |
| FCAW-SS-E7 | 345.2 | 337.8 | 7.36 | 2.13 | 64.2 | 66.5 | 2.32 | 3.61 | 18.6 | 18.75 | 0.15 | 0.78 |
| FCAW-SS-E8 | 356.2 | 348.8 | 7.40 | 2.08 | 74.8 | 77.6 | 2.77 | 3.71 | 21.0 | 22.47 | 1.47 | 6.99 |
| FCAW-SS-E9 | 388.4 | 389.7 | 1.32 | 0.34 | 65.1 | 67.2 | 2.07 | 3.17 | 16.8 | 17.85 | 1.05 | 6.23 |
| Run | Average Arc Voltage | Standard Deviation of Arc Voltage | Coefficient of Variation of Welding Current, % | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Actual Value, (V) | Predicted Value, (V) | Diff. (V) | Dev., (%) | Actual Value, (V) | Predicted Value, (V) | Diff. (V) | Dev., (%) | Actual Value | Predicted Value | Diff. | Dev. | |
| FCAW-SS-E1 | 29.0 | 28.97 | 0.03 | 0.11 | 1.36 | 1.37 | 0.01 | 0.43 | 4.7 | 4.70 | 0.00 | 0.00 |
| FCAW-SS-E2 | 31.5 | 31.33 | 0.17 | 0.55 | 1.81 | 1.77 | 0.04 | 2.08 | 5.7 | 5.63 | 0.07 | 1.25 |
| FCAW-SS-E3 | 31.5 | 31.55 | 0.05 | 0.16 | 1.81 | 1.81 | 0.01 | 0.28 | 5.7 | 5.75 | 0.05 | 0.89 |
| FCAW-SS-E4 | 32.2 | 32.14 | 0.06 | 0.19 | 1.39 | 1.39 | 0.00 | 0.11 | 4.3 | 4.31 | 0.01 | 0.19 |
| FCAW-SS-E5 | 32.2 | 35.42 | 3.22 | 10.0 | 1.38 | 1.36 | 0.03 | 2.36 | 4.2 | 4.23 | 0.07 | 1.58 |
| FCAW-SS-E6 | 31.5 | 30.15 | 1.35 | 4.27 | 2.15 | 2.15 | 0.00 | 0.04 | 6.8 | 6.85 | 0.05 | 0.68 |
| FCAW-SS-E7 | 32.6 | 34.00 | 1.40 | 4.31 | 1.70 | 1.70 | 0.00 | 0.12 | 5.2 | 5.22 | 0.02 | 0.44 |
| FCAW-SS-E8 | 31.9 | 31.94 | 0.04 | 0.12 | 1.43 | 1.43 | 0.00 | 0.11 | 4.5 | 4.51 | 0.01 | 0.20 |
| FCAW-SS-E9 | 33.3 | 33.39 | 0.09 | 0.28 | 1,46 | 1.46 | 0.00 | 0.16 | 4.4 | 4.36 | 0.04 | 0.93 |
| Parameter | Source | Adjusted Sum of Square (SS) | Degree of Freedom (df) | Adjusted Mean Square (MS) | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Iaw, (A) | Model | 2165.891 | 5 | 433.1781 | 2.349205 | 0.256648 |
| Total Error | 553.180 | 3 | 184.3935 | – | – | |
| Total Adjusted | 2719.071 | 8 | 339.8839 | – | – | |
| CV(I), (%) | Model | 37.00867 | 6 | 6.168112 | 1.641247 | 0.425755 |
| Total Error | 7.51637 | 2 | 3.758186 | – | – | |
| Total Adjusted | 44.52504 | 8 | 5.565630 | – | – | |
| Std(I), (A) | Model | 322.4220 | 5 | 64.48441 | 3.895788 | 0.146137 |
| Total Error | 49.6570 | 3 | 16.55234 | – | – | |
| Total Adjusted | 372.0791 | 8 | 46.50988 | – | – | |
| CV(U), (%) | Model | 6.041557 | 7 | 0.863080 | 125.7341 | 0.068564 |
| Total Error | 0.006864 | 1 | 0.006864 | – | – | |
| Total Adjusted | 6.048421 | 8 | 0.756053 | – | – | |
| Std(U), (V) | Model | 0.585934 | 7 | 0.083705 | 254.5907 | 0.048221 |
| Total Error | 0.000329 | 1 | 0.000329 | – | – | |
| Total Adjusted | 0.586263 | 8 | 0.073283 | – | – | |
| Uaw, (V) | Model | 11.66115 | 7 | 1.665878 | 13,508.76 | 0.006625 |
| Total Error | 0.00012 | 1 | 0.000123 | – | – | |
| Total Adjusted | 11.66127 | 8 | 1.457659 | – | – |
| Run | Actual Value, (kJ/mm) | Predicted Value, (kJ/mm) | Diff., (kJ/mm) | Dev., (%) |
|---|---|---|---|---|
| 1 | 1586.1 | 1603.9 | 17.8 | 1.12 |
| 2 | 1522.4 | 1640.1 | 117.6 | 7.73 |
| 3 | 1760.8 | 1805.2 | 44.5 | 2.53 |
| 4 | 1762.5 | 1741.7 | 20.8 | 1.18 |
| 5 | 1762.5 | 1771.7 | 9.1 | 0.52 |
| 6 | 1718.9 | 1609.2 | 109.7 | 6.38 |
| 7 | 1690.7 | 1676.3 | 14.4 | 0.85 |
| 8 | 1705.9 | 1690.5 | 15.3 | 0.90 |
| 9 | 1942.7 | 1913.9 | 28.8 | 1.48 |
| 10 | 1586.1 | 1603.9 | 17.8 | 1.12 |
| Item No. | Content of Alloying Element in Metal Deposit, wt.% | |||||||
|---|---|---|---|---|---|---|---|---|
| C | Cr | Si | Mn | Ti | V | Al | Cu | |
| FCAW-SS-E5 | 0.73 | 3.95 | 0.99 | 1.77 | 0.52 | 0.32 | 0.16 | 7.15 |
| FCAW-SS-E6 | 0.49 | 2.52 | 0.93 | 1.53 | 0.71 | 0.26 | 0.21 | 5.01 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lozynskyi, V.; Trembach, B.; Katinas, E.; Sadovyi, K.; Krbata, M.; Balenko, O.; Krasnoshapka, I.; Rebrova, O.; Knyazev, S.; Kabatskyi, O.; et al. Effect of Exothermic Additions in Core Filler on Arc Stability and Microstructure during Self-Shielded, Flux-Cored Arc Welding. Crystals 2024, 14, 335. https://doi.org/10.3390/cryst14040335
Lozynskyi V, Trembach B, Katinas E, Sadovyi K, Krbata M, Balenko O, Krasnoshapka I, Rebrova O, Knyazev S, Kabatskyi O, et al. Effect of Exothermic Additions in Core Filler on Arc Stability and Microstructure during Self-Shielded, Flux-Cored Arc Welding. Crystals. 2024; 14(4):335. https://doi.org/10.3390/cryst14040335
Chicago/Turabian StyleLozynskyi, Vasyl, Bohdan Trembach, Egidijus Katinas, Kostiantyn Sadovyi, Michal Krbata, Oleksii Balenko, Ihor Krasnoshapka, Olena Rebrova, Sergey Knyazev, Oleksii Kabatskyi, and et al. 2024. "Effect of Exothermic Additions in Core Filler on Arc Stability and Microstructure during Self-Shielded, Flux-Cored Arc Welding" Crystals 14, no. 4: 335. https://doi.org/10.3390/cryst14040335
APA StyleLozynskyi, V., Trembach, B., Katinas, E., Sadovyi, K., Krbata, M., Balenko, O., Krasnoshapka, I., Rebrova, O., Knyazev, S., Kabatskyi, O., Kniazieva, H., & Ropyak, L. (2024). Effect of Exothermic Additions in Core Filler on Arc Stability and Microstructure during Self-Shielded, Flux-Cored Arc Welding. Crystals, 14(4), 335. https://doi.org/10.3390/cryst14040335