
Corrosion and Cavitation Performance of Flame-Sprayed NiCrBSi Composite Coatings Reinforced with Hard Particles




Abstract
:
1. Introduction
- -
- Carbide Coatings: These include tungsten carbide (WC), chromium carbides (Cr3C2, CrC), and mixtures of different carbides (20CrC-80WC). They are remarkable for their outstanding hardness and wear resistance [7], but their cavitation resistance is inferior to metallic materials like grey cast iron and hardly comparable to stainless steels, and moreover, the adhesion and thickness of the coatings are critical factors influencing their performance [8].
- -
- Cermet Coatings: These are composite materials made of a ceramic phase including a metallic binder material. The ceramic components (e.g., carbides like WC, Cr3C2, TiC, ZrC, SiC, and Mo2C) contribute to the coating hardness [9], while the metallic binders (typically Co, Co-Cr, Ni, Cr, and Ni-Cr) provide the required toughness [10,11,12]. HVOF-sprayed (High-Velocity Oxy-Fuel-sprayed) cermet coatings, such as WC-12Co, WC-10Co-4Cr, and Cr3C2-NiCr, exhibit excellent cavitation erosion resistance due to their high hardness, toughness, and low porosity. These coatings can also form protective oxides in corrosive environments, enhancing thereby their performance, as shown by previous research [13,14]. Particularly, although the WC-12Co coatings are reported to ensure good cavitation erosion resistance [15,16,17,18], one has to consider that the Co binder for the tungsten carbide does not provide the expected protection against corrosion [7,10,17,19,20]. In order to overcome this drawback, materials like Ni, Cr, or Ni-Cr can be added to the Co binder or can be used as complete replacements [10].
- -
- Elastomeric Coatings: These coatings are designed to bond well to substrates and have elastomeric properties that help dissipate the energy from cavitation, reducing damage. Polymeric coatings are particularly useful because they can be applied to fully immersed surfaces and provide a flexible barrier that can absorb the impact of cavitation bubbles [21]. Enhanced cavitation resistance might be obtained by reinforcement of polymeric coatings like elastomers, epoxy resins, and polyurethane, with agents such as ceramics or metal particles. This combination improves the mechanical properties and durability of the coating.
- -
- Low WC-Co Content (up to 15 wt%): Coatings with a low WC-Co content tend to have a more uniform and dense microstructure with fewer defects and lower porosity (around 0.6%). These coatings exhibit good hardness and moderate wear resistance. Their corrosion resistance is good due to the uniform distribution of phases and lower porosity [26].
- -
- Medium WC-Co Content (15 wt% to 30 wt%): Increasing the WC-Co content to this range enhances the hardness and wear resistance of the coatings. Coatings in this range show a balance between hardness and toughness, leading to improved overall performance. The corrosion resistance remains good, but the increased hardness can sometimes lead to micro-cracks, which may slightly reduce corrosion resistance [26].
- -
- High WC-Co Content (30 wt% to 60 wt%): A high WC-Co content results in a more complex microstructure. These coatings have the highest hardness and wear resistance but might become more brittle. On the other hand, while the wear resistance is significantly improved, the corrosion resistance can be compromised due to the increased brittleness and potential for micro-cracks [27].
2. Materials and Methods
3. Results
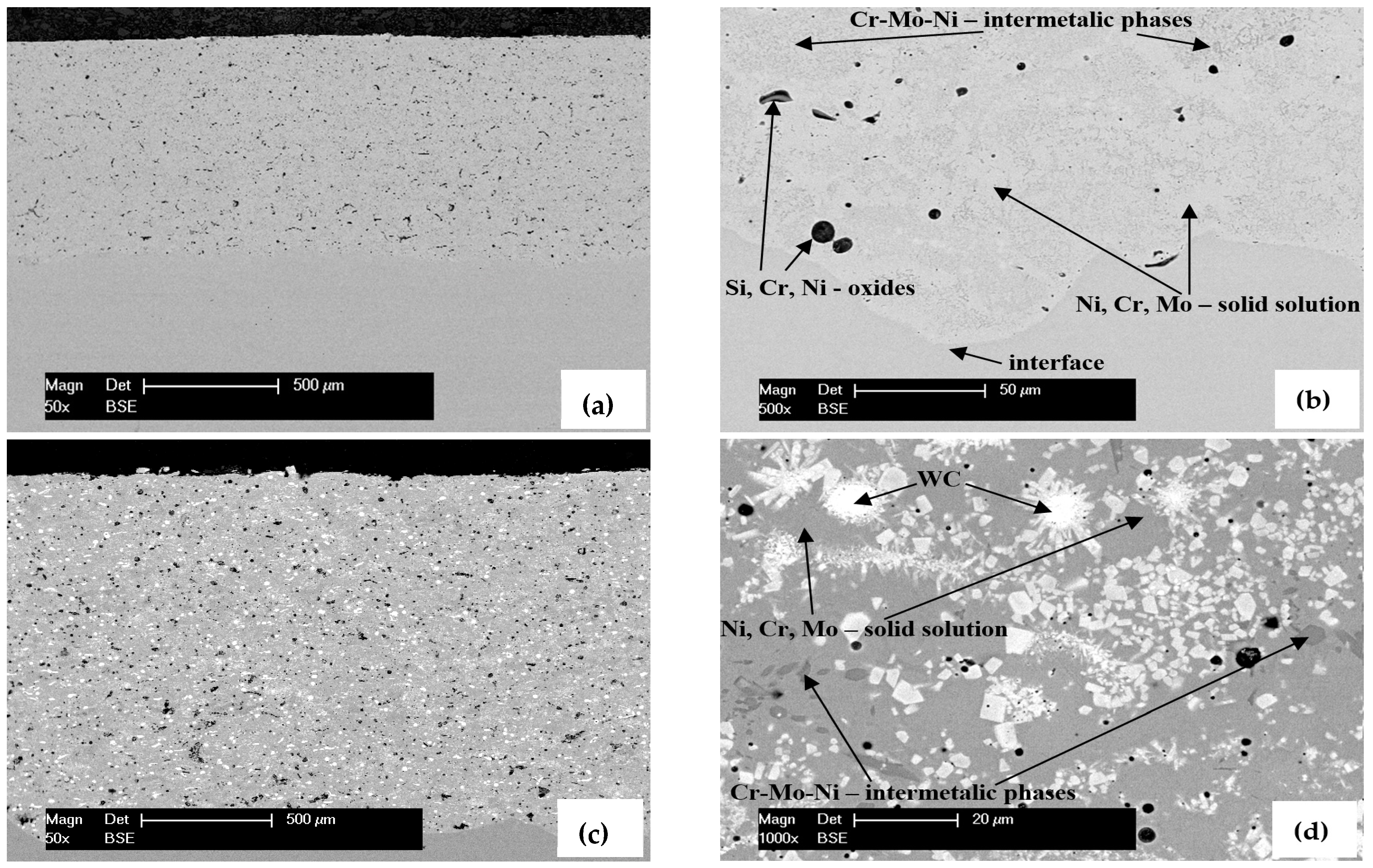
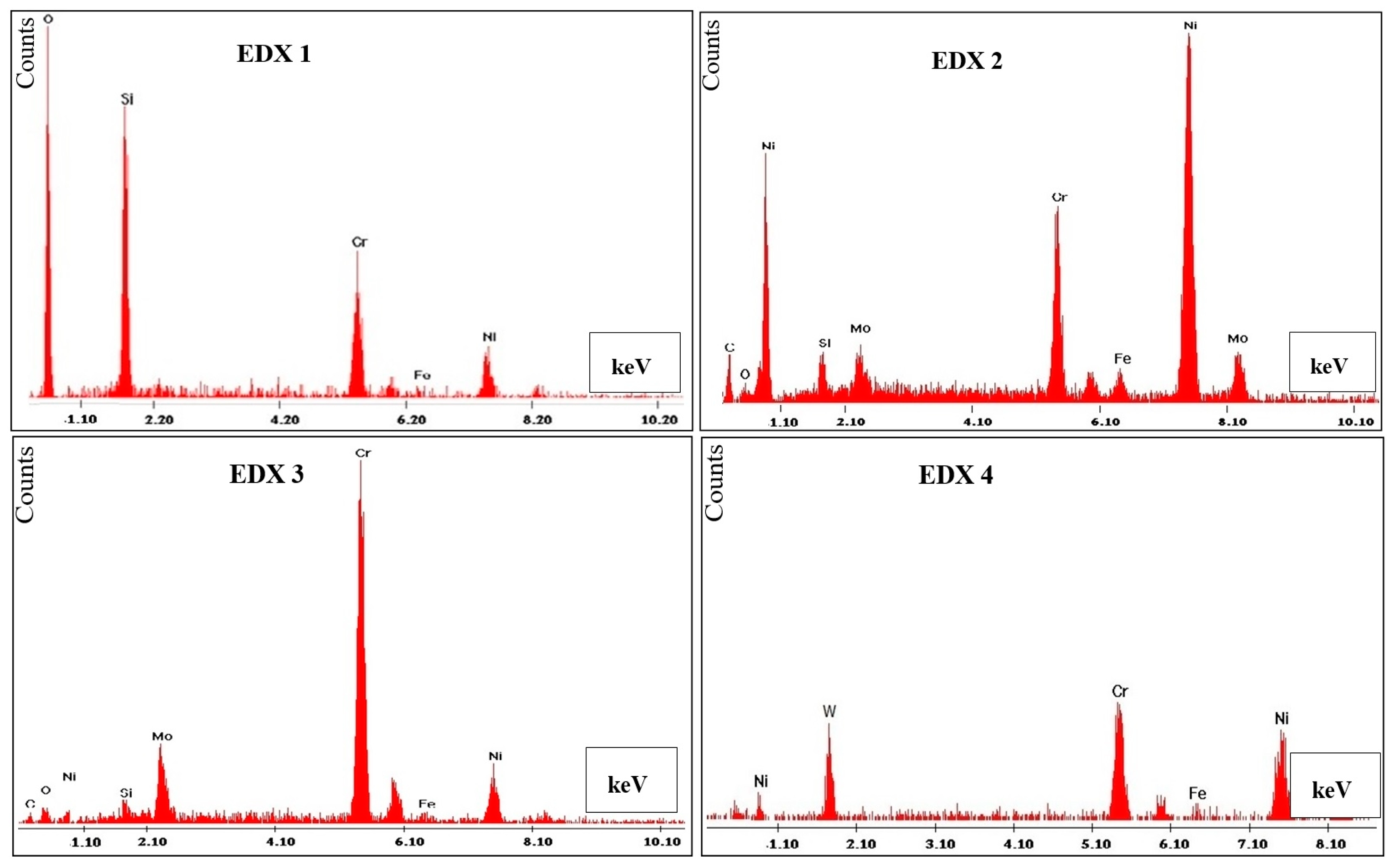
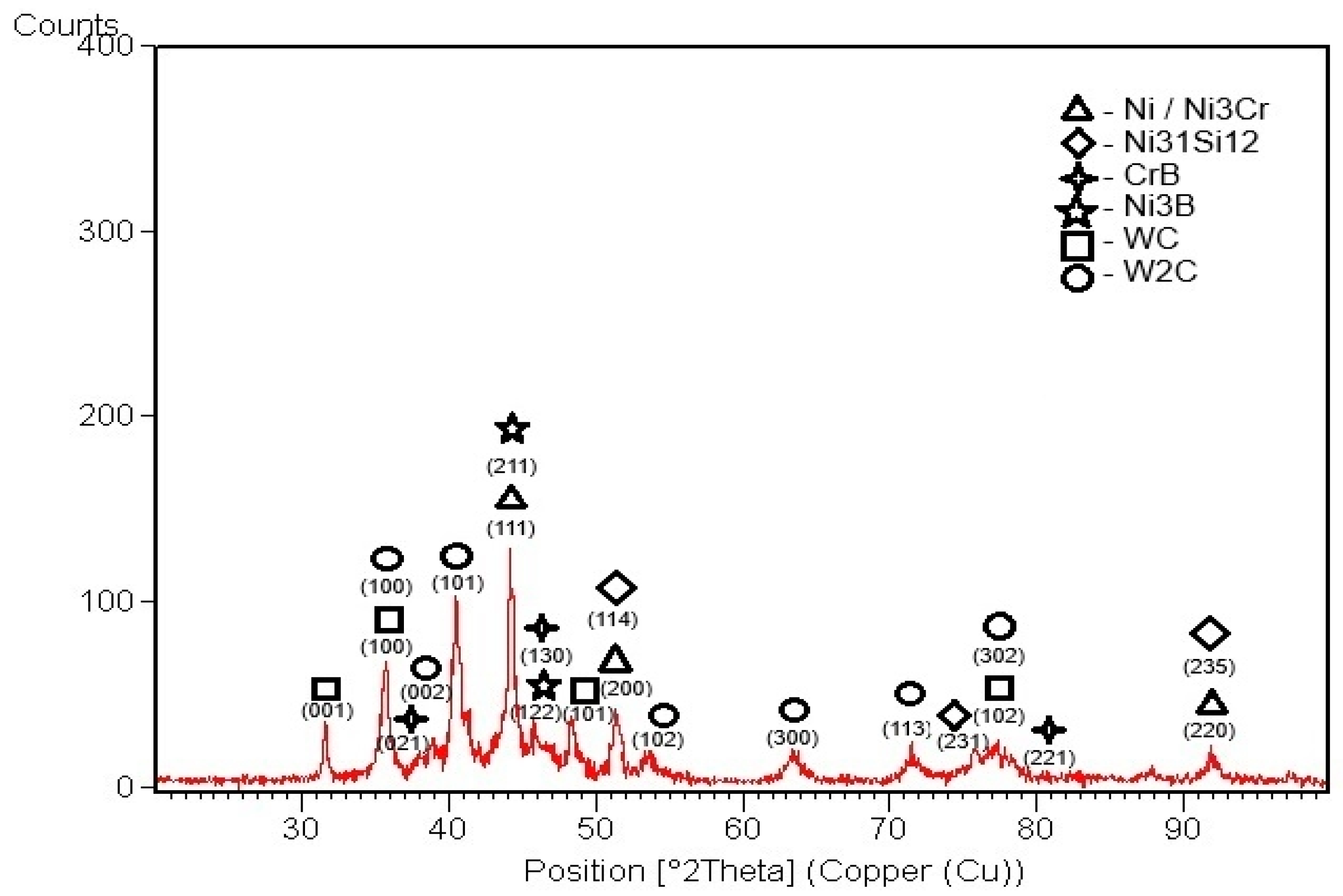
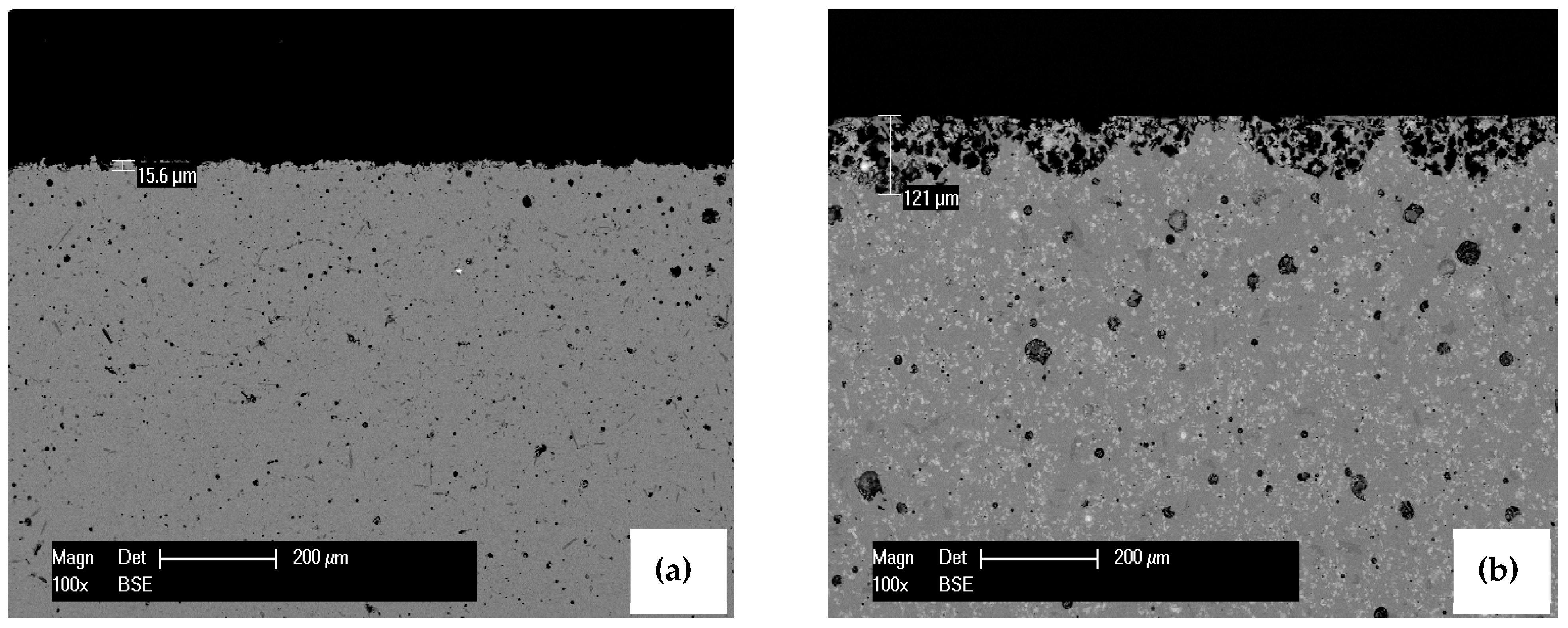
3.1. Microstructural Characterization
3.2. Hardness Tests
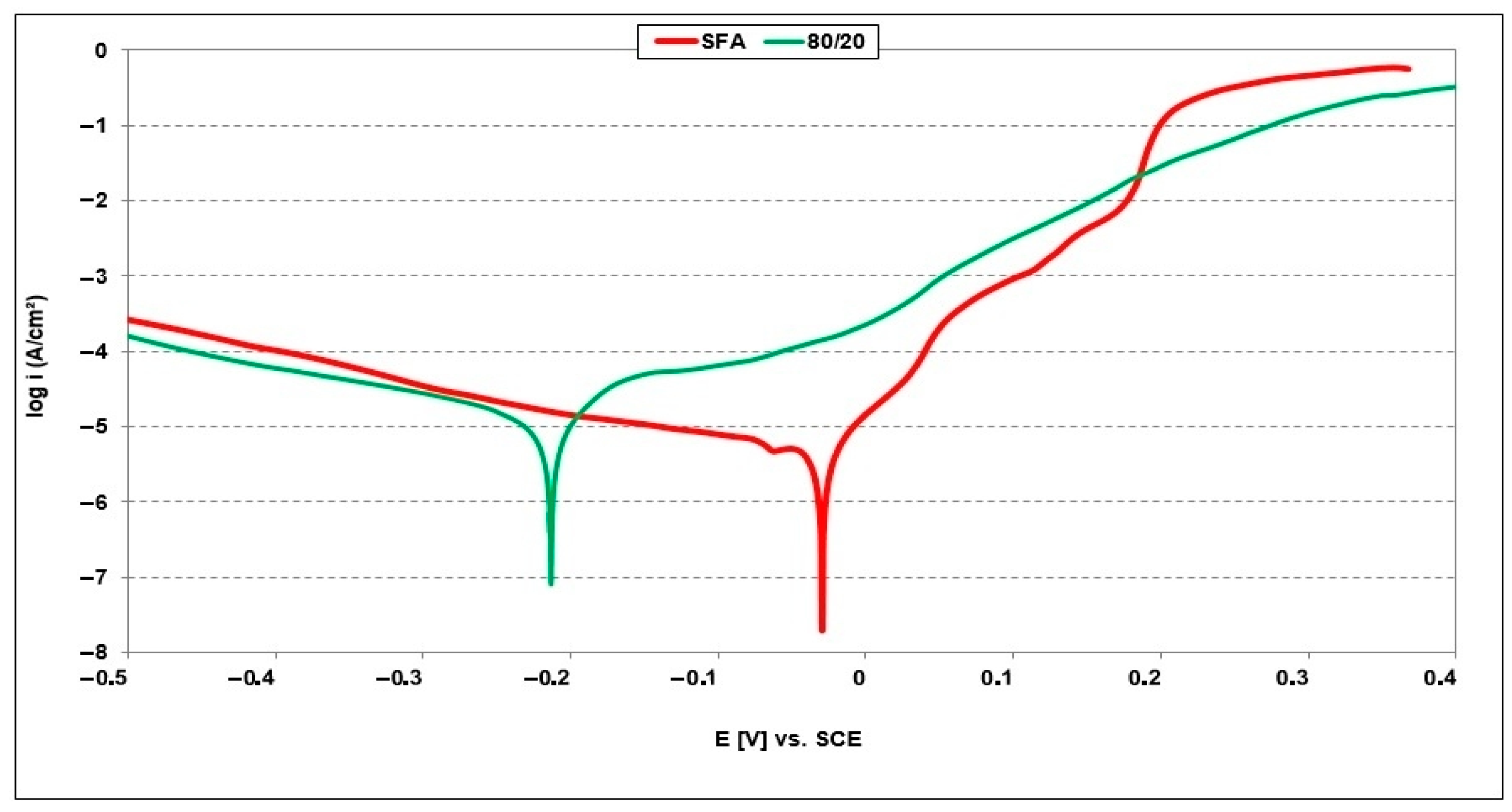
3.3. Corrosion Behavior
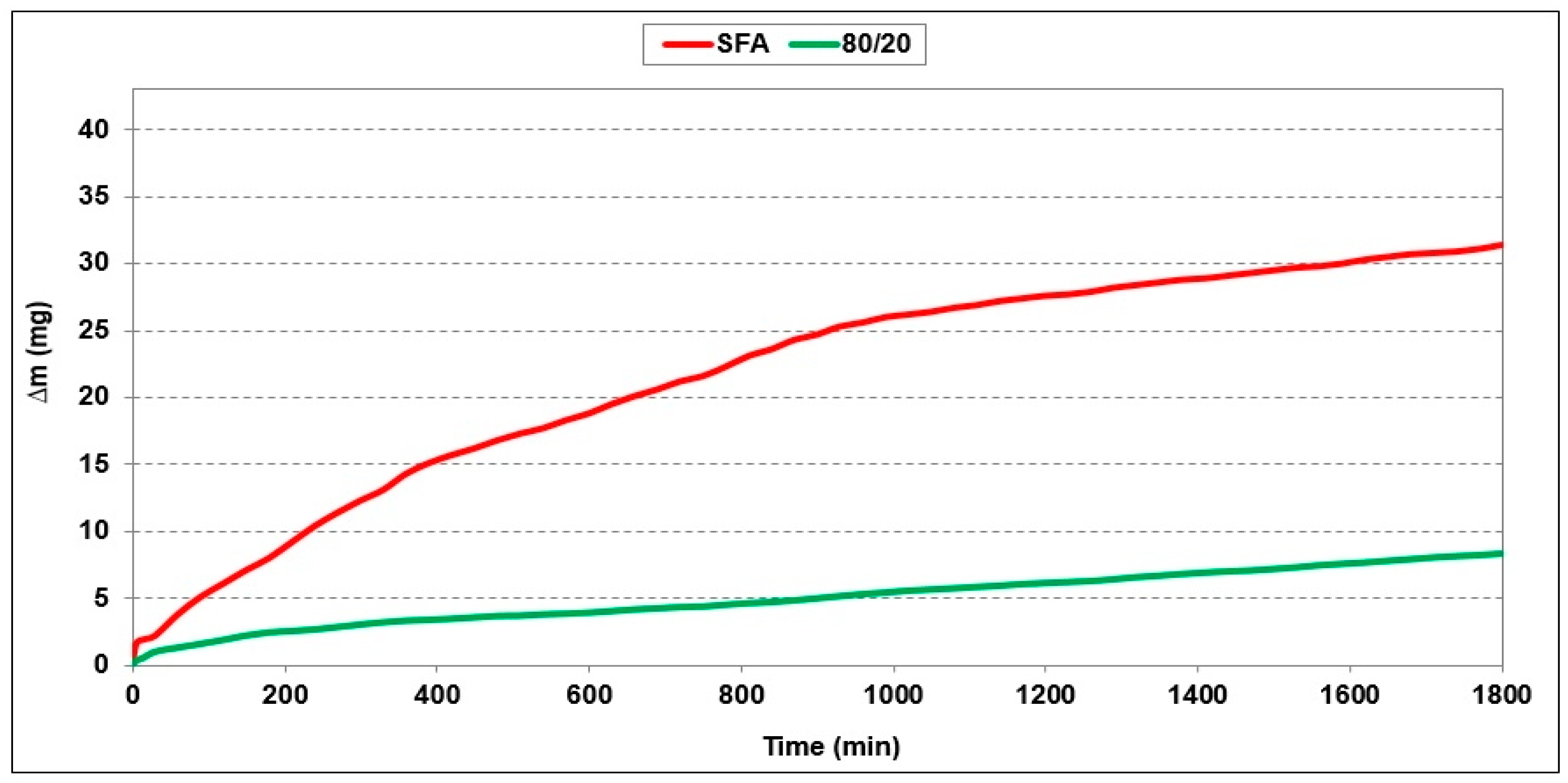
3.4. Cavitation Erosion Behavior
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khalid Mohammed Ridha, W.; Reza Kashyzadeh, K.; Ghorbani, S. Common Failures in Hydraulic Kaplan Turbine Blades and Practical Solutions. Materials 2023, 16, 3303. [Google Scholar] [CrossRef]
- Câmpian, V.C.; Frunzaverde, D.; Nedelcu, D.; Marginean, G. Failure Analysis of a Kaplan Turbine Runner Blade. In Proceedings of the 24th IAHR Symposium on Hydraulic Machinery and Systems, Foz do Iguassu, Brazil, 27–31 October 2008. [Google Scholar]
- Ciubotariu, C.R.; Secosan, E.; Marginean, G.; Frunzaverde, D.; Campian, V.C. Experimental Study Regarding the Cavitation and Corrosion Resistance of Stellite 6 and Self-Fluxing Remelted Coatings. Stroj. Vestn. J. Mech. Eng. 2016, 62, 154–162. [Google Scholar] [CrossRef]
- Krella, A.K. Degradation and Protection of Materials from Cavitation Erosion: A Review. Materials 2023, 16, 2058. [Google Scholar] [CrossRef]
- Selvam, K.; Mandal, P.; Grewal, H.; Arora, H. Ultrasonic cavitation erosion-corrosion behavior of friction stir processed stainless steel. Ultrason. Sonochem. 2018, 44, 331–339. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Zhou, L.; Lv, S.; Shi, W.; Ni, H.; Li, X.; Tao, C.; Hou, Z. Research Progress on Identification and Suppression Methods for Monitoring the Cavitation State of Centrifugal Pumps. Water 2023, 16, 52. [Google Scholar] [CrossRef]
- Singh, R.; Tiwari, S.K.; Mishra, S.K. Cavitation Erosion in Hydraulic Turbine Components and Mitigation by Coatings: Current Status and Future Needs. J. Mater. Eng. Perform. 2012, 21, 1539–1551. [Google Scholar] [CrossRef]
- Qiu, N.; Wang, L.; Wu, S.; Likhachev, D. Research on cavitation erosion and wear resistance performance of coatings. Eng. Fail. Anal. 2015, 55, 208–223. [Google Scholar] [CrossRef]
- Pogrebnyak, A.D.; Tyurin, Y.N. Modification of material properties and coating deposition using plasma jets. Phys. Usp. 2005, 48, 487–514. [Google Scholar] [CrossRef]
- Govande, A.R.; Chandak, A.; Sunil, B.R.; Dumpala, R. Carbide-based thermal spray coatings: A review on performance characteristics and post-treatment. Int. J. Refract. Met. Hard Mater. 2021, 103, 105772. [Google Scholar] [CrossRef]
- Mishra, T.K.; Kumar, A.; Sinha, S.K. Experimental investigation and study of HVOF sprayed WC-12Co, WC-10Co-4Cr and Cr3C2-25NiCr coating on its sliding wear behavior. Int. J. Refract. Met. Hard Mater. 2021, 94, 105404. [Google Scholar] [CrossRef]
- Kumar, K.; Kumar, S.; Singh, G.; Singh, J.P.; Singh, J. Erosion Wear Investigation of HVOF Sprayed WC-10Co4Cr Coating on Slurry Pipeline Materials. Coatings 2017, 7, 54. [Google Scholar] [CrossRef]
- Liu, J.; Chen, T.; Yuan, C.; Bai, X. Performance Analysis of Cavitation Erosion Resistance and Corrosion Behavior of HVOF-Sprayed WC-10Co-4Cr, WC-12Co, and Cr3C2-NiCr Coatings. J. Therm. Spray Technol. 2020, 29, 798–810. [Google Scholar] [CrossRef]
- Mayer, A.; Bertuol, K.; Siqueira, I.; Chicoski, A.; Váz, R.; Sousa, M.; Pukasiewicz, A. Evaluation of cavitation/corrosion synergy of the Cr3C2-25NiCr coating deposited by HVOF process. Ultrason. Sonochem. 2020, 69, 105271. [Google Scholar] [CrossRef] [PubMed]
- Liu, J.; Bai, X.; Chen, T.; Yuan, C. Effects of Cobalt Content on the Microstructure, Mechanical Properties and Cavitation Erosion Resistance of HVOF Sprayed Coatings. Coatings 2019, 9, 534. [Google Scholar] [CrossRef]
- Du, J.; Zhang, J.; Zhang, C. Effect of Heat Treatment on the Cavitation Erosion Performance of WC–12Co Coatings. Coatings 2019, 9, 690. [Google Scholar] [CrossRef]
- Ding, X.; Ke, D.; Yuan, C.; Ding, Z.; Cheng, X. Microstructure and Cavitation Erosion Resistance of HVOF Deposited WC-Co Coatings with Different Sized WC. Coatings 2018, 8, 307. [Google Scholar] [CrossRef]
- Lamana, M.S.; Pukasiewicz, A.G.M.; Sampath, S. Influence of cobalt content and HVOF deposition process on the cavitation erosion resistance of WC-Co coatings. Wear. 2018, 398-399, 209–219. [Google Scholar] [CrossRef]
- Torkashvand, K.; Joshi, S.; Gupta, M. Advances in Thermally Sprayed WC-Based Wear-Resistant Coatings: Co-free Binders, Processing Routes and Tribological Behavior. J. Therm. Spray Technol. 2022, 31, 342–377. [Google Scholar] [CrossRef]
- Luiz, L.A.; de Andrade, J.; Pesqueira, C.M.; de Araujo, I.B.; Siqueira, F.; Sucharsk, G.B.; de Sousa, M.J. Corrosion Behavior and Galvanic Corrosion Resistance of WC and Cr3C2 Cermet Coatings in Madeira River Water. J. Therm. Spray Technol. 2021, 30, 205–221. [Google Scholar] [CrossRef] [PubMed]
- Ciubotariu, C.-R.; Frunzaverde, D. Cavitation Resistance of Elastomeric Coatings Deposited by Different Methods. Mater. Plast. 2019, 56, 875–881. [Google Scholar] [CrossRef]
- Bergant, Z.; Batič, B.Š.; Felde, I.; Šturm, R.; Sedlaček, M. Tribological Properties of Solid Solution Strengthened Laser Cladded NiCrBSi/WC-12Co Metal Matrix Composite Coatings. Materials 2022, 15, 342. [Google Scholar] [CrossRef] [PubMed]
- Rachidi, R.; Kihel, B.E.; Delaunois, F. Microstructure and mechanical characterization of NiCrBSi alloy and NiCrBSi-WC composite coatings produced by flame spraying. Mater. Sci. Eng. B 2019, 241, 13–21. [Google Scholar] [CrossRef]
- Vencl, A.; Mrdak, M.; Hvizdos, P. Tribological properties of WC-Co/NiCrBSi and Mo/NiCrBSi plasma spray coatings under boundary lubrication conditions. Tribol. Ind. 2017, 39, 183–191. [Google Scholar] [CrossRef]
- Pulsford, J.; Venturi, F.; Kamnis, S.; Hussain, T. Sliding wear behaviour of WC-Co reinforced NiCrFeSiB HVOAF thermal spray coatings against WC-Co and Al2O3 counterbodies. Surf. Coat. Technol. 2020, 386, 125468. [Google Scholar] [CrossRef]
- Guo, H.; Li, B.; Lu, C.; Zhou, Q.; Jia, J. Effect of WC–Co content on the microstructure and properties of NiCrBSi composite coatings fabricated by supersonic plasma spraying. J. Alloys Compd. 2019, 789, 966–975. [Google Scholar] [CrossRef]
- Tabatabaei, F.S.K.; Ghasemi, B.; Mirzaee, O.; Adabifiroozjaei, E. The effect of WC-CoCr content on hardness and tribological properties of NiCrBSi coatings fabricated by the HVOF process. Surf. Coat. Technol. 2023, 466, 129506. [Google Scholar] [CrossRef]
- Zhang, H.F.; Zhang, C.H.; Wang, Z.Y.; Cui, X.; Zhang, S.; Chen, H.T. Microstructure and corrosion behaviour of WC/NiCrBSi coatings by vacuum cladding. Mater. Sci. Technol. 2022, 38, 19–29. [Google Scholar] [CrossRef]
- Ciubotariu, C.; Frunzaverde, D.; Mărginean, G. Investigations of Cavitation Erosion and Corrosion Behavior of Flame-Sprayed NiCrBSi/WC-12Co Composite Coatings. Materials 2022, 15, 2943. [Google Scholar] [CrossRef] [PubMed]
- ASTM G32; Standard Test Method for Cavitation Erosion Using Vibratory Apparatus. ASTM International: West Conshohocken, PA, USA, 2010.
- Secosan, E.R.; Ciubotariu, R.C.; Cojocaru, V.; Frunzaverde, D.; Câmpian, C.V. Study Regarding the Cavitation Erosion Behaviour and Residual Stresses of Impact Resistant Hardfacing Materials. Adv. Mater. Res. 2014, 1029, 146–151. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Coating Powder (in wt. %) |
|---|---|
| 80/20 | 80% Ni–Cr–B–Si + 20% WC-Co |
| SFA | 100% Ni–Cr–B–Si |
| Measurements | SFA | 80/20 |
|---|---|---|
| 1. | 593 | 540 |
| 2. | 642 | 574 |
| 3. | 585 | 592 |
| 4. | 651 | 530 |
| 5. | 659 | 635 |
| 6. | 618 | 555 |
| 7. | 604 | 517 |
| 8. | 625 | 601 |
| Average value and standard deviation | 622 ± 27 | 568 ± 40 |
| Sample | Ecorr [mV] | icorr [µA/cm2] | Rcorr [µm/year] |
|---|---|---|---|
| SFA | −27.00 | 4.49 | 52.53 |
| 80/20 | −211.50 | 12.22 | 124.80 |
| Measurements | SFA | 80/20 |
|---|---|---|
| CE [mg] | 31.40 | 8.36 |
| Vs × 10−3 [mg/min] | 7.44 | 3.89 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frunzaverde, D.; Marginean, G.; Ciubotariu, C.R. Corrosion and Cavitation Performance of Flame-Sprayed NiCrBSi Composite Coatings Reinforced with Hard Particles. Crystals 2024, 14, 1078. https://doi.org/10.3390/cryst14121078
Frunzaverde D, Marginean G, Ciubotariu CR. Corrosion and Cavitation Performance of Flame-Sprayed NiCrBSi Composite Coatings Reinforced with Hard Particles. Crystals. 2024; 14(12):1078. https://doi.org/10.3390/cryst14121078
Chicago/Turabian StyleFrunzaverde, Doina, Gabriela Marginean, and Costel Relu Ciubotariu. 2024. "Corrosion and Cavitation Performance of Flame-Sprayed NiCrBSi Composite Coatings Reinforced with Hard Particles" Crystals 14, no. 12: 1078. https://doi.org/10.3390/cryst14121078
APA StyleFrunzaverde, D., Marginean, G., & Ciubotariu, C. R. (2024). Corrosion and Cavitation Performance of Flame-Sprayed NiCrBSi Composite Coatings Reinforced with Hard Particles. Crystals, 14(12), 1078. https://doi.org/10.3390/cryst14121078