
Effect of Mischmetal Addition on Microstructure and Mechanical Properties of As-Cast and As-Rolled Mg–Sn–Ca Alloys

Abstract
:1. Introduction
2. Materials and Methods
2.1. Billets Preparation
2.2. Hot Rolling Process
2.3. Microstructure Characterization and Mechanical Properties Testing
3. Results
3.1. Microstructure of the As-Cast Alloys
3.2. Microstructure and Texture of the Rolled Sheets
3.3. Mechanical Properties and Fracture Analysis
4. Discussion
4.1. Effect of MM Addition on the Microstructure and Texture of the Mg–Sn–Ca Alloys
4.2. Effect of MM Addition on the Mechanical Properties of the Mg–Sn–Ca Alloys
5. Conclusions
- (1)
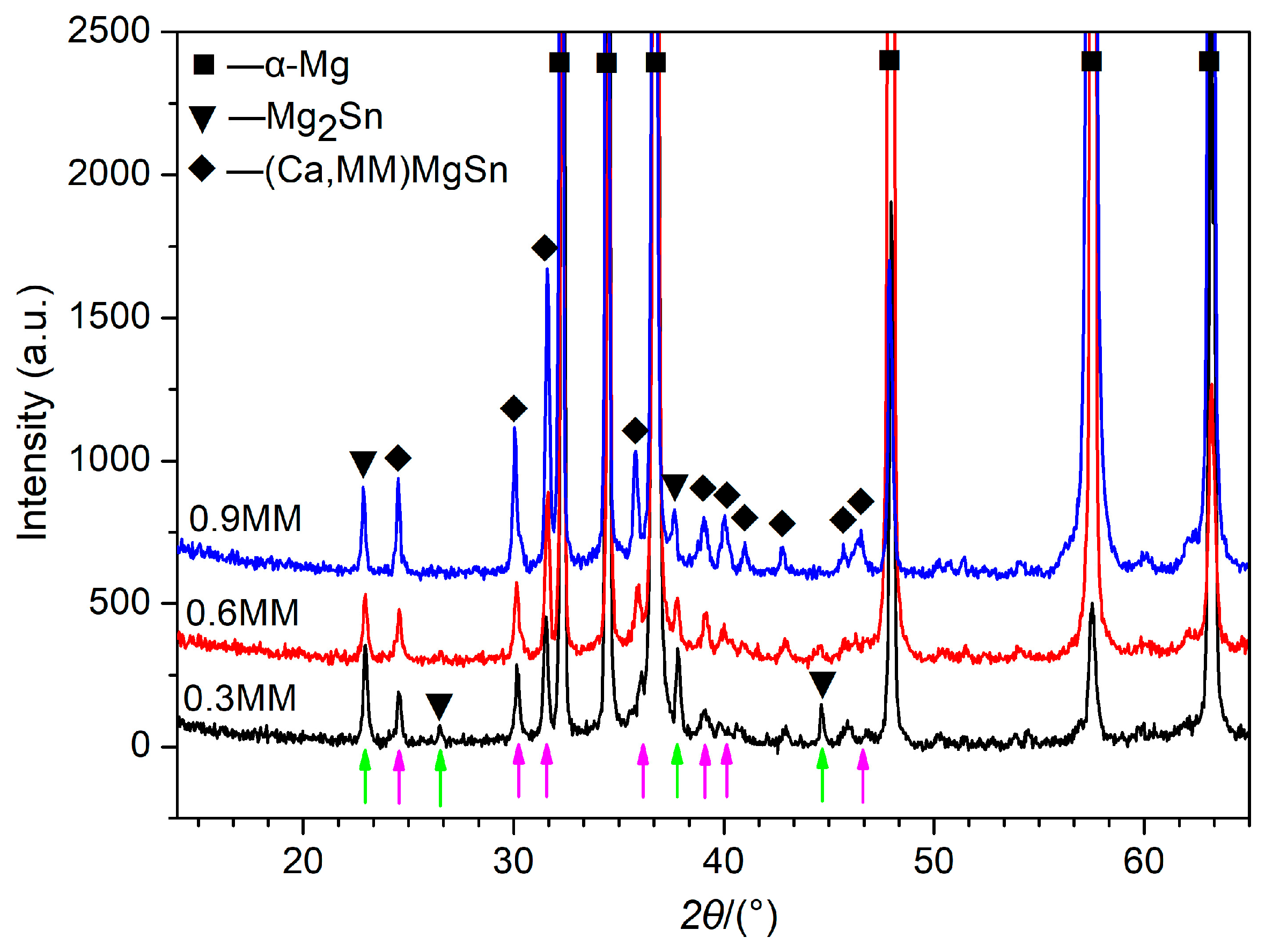
- MM alloying promoted the formation of a (Ca,MM)MgSn phase, and the volume fraction of the second phase increased while the average grain size of the as-annealed alloys decreased with the increasing MM concentration.
- (2)
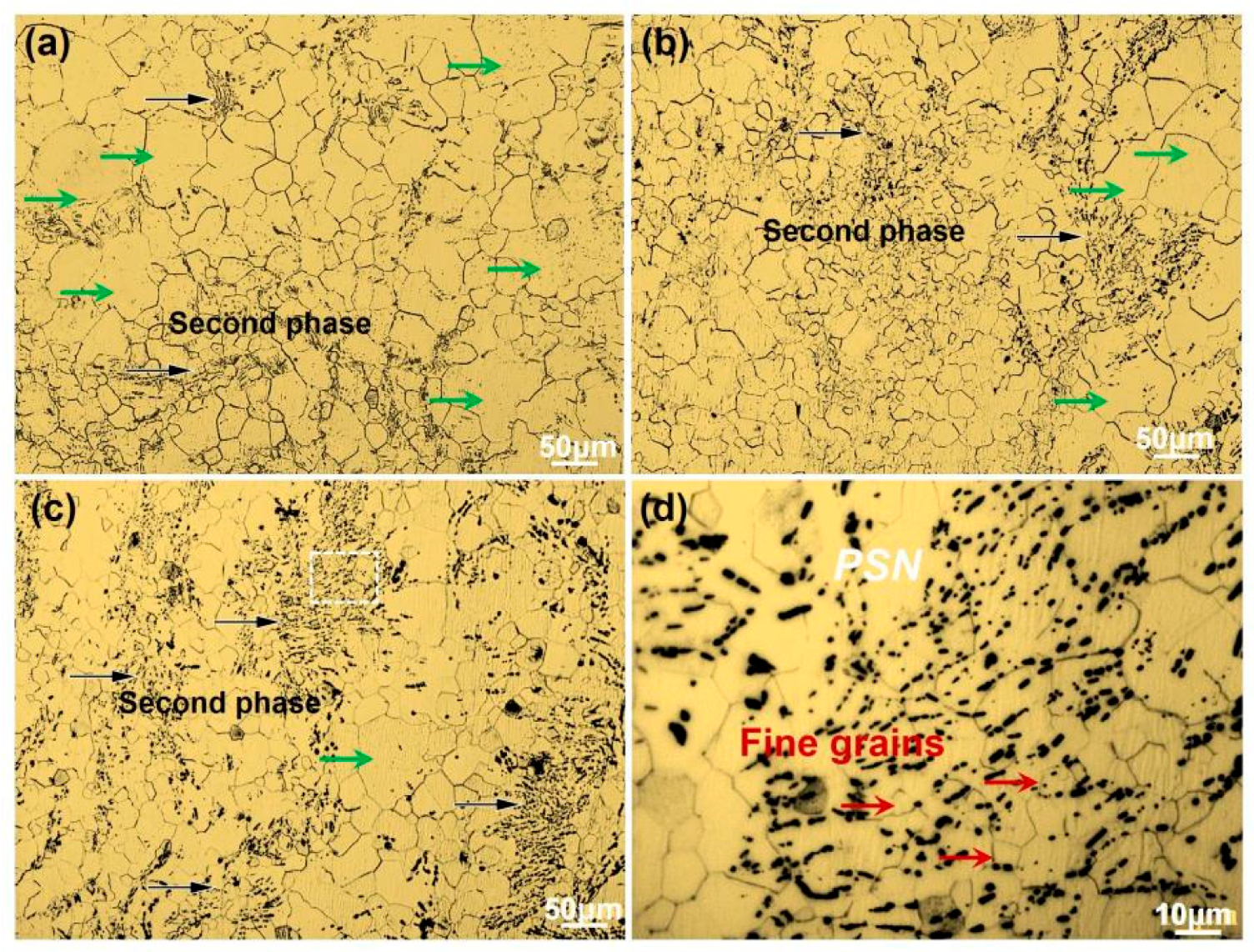
- The Mg–3Sn–0.1Ca–xMM alloys presented strong basal textures, although the texture intensities of the as-rolled and as-annealed alloys decreased with the increasing MM addition. This slightly decreased the texture intensity after annealing treatment of the Mg–3Sn–0.1Ca–xMM alloys, mainly due to the PSN effect of a lot of tiny second phase particles.
- (3)
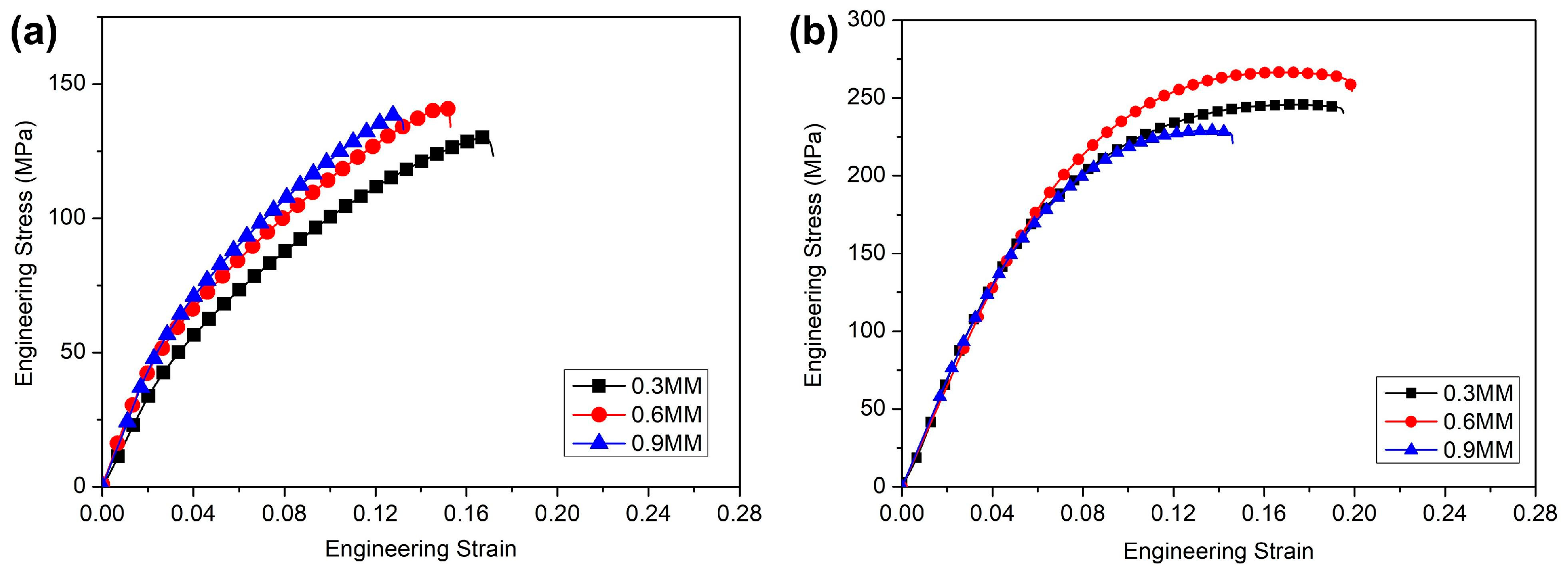
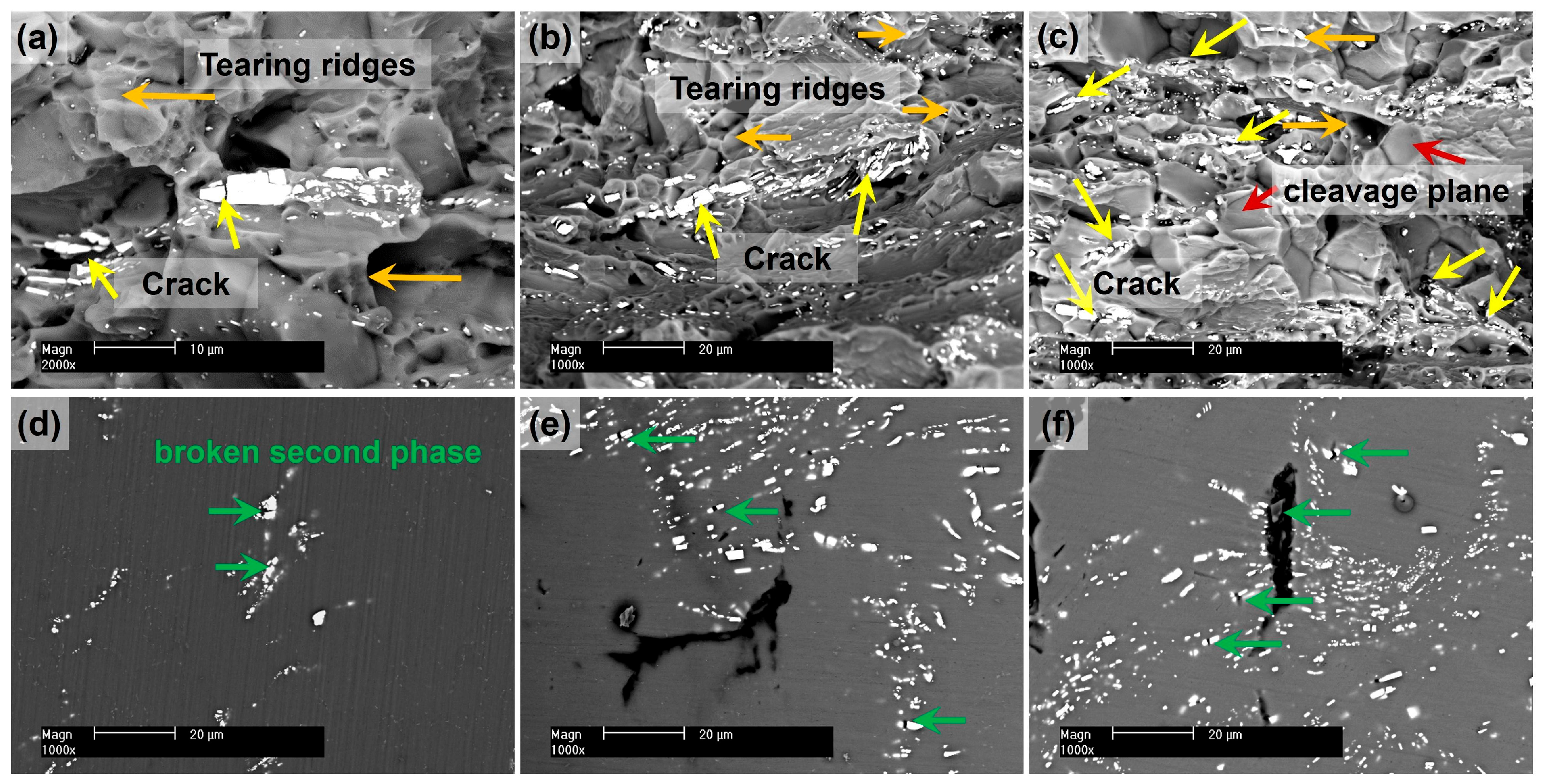
- The tensile yield strength of the as-cast Mg–3Sn–0.1Ca–xMM alloys increased with MM addition, but the elongation decreased. All of the as-annealed alloys exhibited low tensile elongations due to the strong basal texture and abundant brittle second phase particles. The as-annealed 0.6MM alloy showed the highest tensile strengths of 266.5 ± 3.3 MPa and 136.1 ± 3.7 MPa, which are mainly ascribed to grain refinement strengthening, Orowan strengthening and texture strengthening.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tie, D.; Zhang, B.; Yan, L.; Guan, R.; Ji, Z.; Liu, H.; Zhang, D.; Liu, D.; Chen, M. Rheological Solidification Behavior and Mechanical Properties of AZ91-Sn Alloys. Crystals 2019, 9, 641. [Google Scholar] [CrossRef]
- Jiang, W.; Yu, W. In Vitro Degradation Behavior, Mechanical Properties, and Cytocompatibility of Biodegradable Mg-1Zn-xSn Alloys. Crystals 2022, 12, 1219. [Google Scholar] [CrossRef]
- Zou, C.; Zhang, R.; Wei, Z.; Wang, H. Microstructure Evolution of Mg-Sn-Y Alloy Solidified under High Pressure and Temperature Gradient. Crystals 2022, 12, 149. [Google Scholar] [CrossRef]
- Shi, B.; Chen, R.; Ke, W. Solid solution strengthening in polycrystals of Mg–Sn binary alloys. J. Alloys Compd. 2011, 509, 3357–3362. [Google Scholar] [CrossRef]
- Nayyeri, G.; Mahmudi, R. Effects of Ca additions on the microstructural stability and mechanical properties of Mg–5%Sn alloy. Mater. Des. 2011, 32, 1571–1576. [Google Scholar] [CrossRef]
- Zhang, A.; Kang, R.; Wu, L.; Pan, H.; Xie, H.; Huang, Q.; Liu, Y.; Ai, Z.; Ma, L.; Ren, Y.; et al. A new rare-earth-free Mg-Sn-Ca-Mn wrought alloy with ultra-high strength and good ductility. Mater. Sci. Eng. A 2019, 754, 269–274. [Google Scholar] [CrossRef]
- Verma, K.K.; Kumar, S.; Suwas, S. Evolution of microstructure and texture during hot rolling and subsequent annealing of the TZ73 magnesium alloy and its influence on tensile properties. Mater. Sci. Eng. A 2021, 821, 141480. [Google Scholar] [CrossRef]
- Luo, J.; Yan, H.; Zheng, N.; Chen, R.S. Effects of Zinc and Calcium Concentration on the Microstructure and Mechanical Prop-erties of Hot-Rolled Mg–Zn–Ca Sheets. Acta Metall. Sin. 2016, 29, 205–216. [Google Scholar] [CrossRef]
- Luo, J.; Yan, H.; Zheng, N.; Chen, R.S. Effects of Gd concentration on microstructure, texture and tensile properties of Mg–Zn–Gd alloys subjected to large strain hot rolling. Mater. Sci. Eng. A 2014, 614, 88–95. [Google Scholar] [CrossRef]
- Luo, J.; Yan, H.; Lu, L.W.; Chen, R.S.; Wu, A.R.; Yin, F.C. Cold rollability improvement by twinning and twin–slip synergy in an Mg–Zn–Gd alloy with rare earth texture. J. Alloys Compd. 2021, 883, 160813. [Google Scholar] [CrossRef]
- Yan, H.; Shao, X.; Li, H.; Chen, R.; Cui, H.; Han, E.-H. Synergization of ductility and yield strength in a dilute quaternary Mg-Zn-Gd-Ca alloy through texture modification and Guinier–Preston zone. Scr. Mater. 2021, 207, 114257. [Google Scholar] [CrossRef]
- Chai, Y.; He, C.; Jiang, B.; Fu, J.; Jiang, Z.; Yang, Q.; Sheng, H.; Huang, G.; Zhang, D.; Pan, F. Influence of minor Ce additions on the microstructure and mechanical properties of Mg-1.0Sn-0.6Ca alloy. J. Mater. Sci. Technol. 2019, 37, 26–37. [Google Scholar] [CrossRef]
- Özarslan, S.; Şevik, H.; Sorar, I. Microstructure, mechanical and corrosion properties of novel Mg-Sn-Ce alloys produced by high pressure die casting. Mater. Sci. Eng. C 2019, 105, 110064. [Google Scholar] [CrossRef]
- Yarkadaş, G.; Kumruoğlu, L.C.; Şevik, H. The effect of Cerium addition on microstructure and mechanical properties of high pressure die cast Mg-5Sn alloy. Mater. Charact. 2018, 136, 152–156. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, Y.; Jiang, B.; Tang, A.; Chai, Y.; Song, J.; Yang, T.; Huang, G.; Pan, F. A good balance between ductility and stretch formability of dilute Mg-Sn-Y sheet at room temperature. Mater. Sci. Eng. A 2018, 736, 404–416. [Google Scholar] [CrossRef]
- Qian, X.; Zeng, Y.; Jiang, B.; Yang, Q.; Wan, Y.; Quan, G.; Pan, F. Grain refinement mechanism and improved mechanical properties in Mg–Sn alloy with trace Y addition. J. Alloys Compd. 2019, 820, 153122. [Google Scholar] [CrossRef]
- Chai, Y.; Jiang, B.; Song, J.; Wang, Q.; Gao, H.; Liu, B.; Huang, G.; Zhang, D.; Pan, F. Improvement of mechanical properties and reduction of yield asymmetry of extruded Mg-Sn-Zn alloy through Ca addition. J. Alloys Compd. 2018, 782, 1076–1086. [Google Scholar] [CrossRef]
- Zeng, Z.R.; Zhu, Y.M.; Xu, S.W.; Bian, M.Z.; Davies, C.H.J.; Birbilis, N.; Nie, J.F. Texture evolution during static recrystallization of cold-rolled magnesium alloys. Acta Mater. 2016, 105, 479–494. [Google Scholar] [CrossRef]
- Matsuoka, Y.; Bian, M.; Huang, X.; Tsukada, Y.; Koyama, T.; Chino, Y. Simulation-aided analysis on mechanical properties of dilute Mg-Zn-Ca alloy sheets. J. Alloys Compd. 2022, 906, 164285. [Google Scholar] [CrossRef]
- Shou, H.; He, L.; Zheng, J.; Li, T.; Xia, L.; Yin, D. The effect of grain size on deformation modes and deformation heterogeneity in a rolled Mg–Zn–Ca alloy. J. Mater. Res. Technol. 2023, 22, 1723–1736. [Google Scholar] [CrossRef]
- Jia, Z.; Yu, B.; Wang, Z.; Han, X.; Fu, L. Effects of Zn on Corrosion Properties of Homogenized Mg-3Sn-1Ca-1Cu Alloy. Crystals 2022, 12, 660. [Google Scholar] [CrossRef]
- Pan, H.; Qin, G.; Huang, Y.; Ren, Y.; Sha, X.; Han, X.; Liu, Z.-Q.; Li, C.; Wu, X.; Chen, H.; et al. Development of low-alloyed and rare-earth-free magnesium alloys having ultra-high strength. Acta Mater. 2018, 149, 350–363. [Google Scholar] [CrossRef]
- Guan, R.G.; Shen, Y.F.; Zhao, Z.Y.; Misra, R.D.K. Nanoscale precipitates strengthened lanthanum-bearing Mg-3Sn-1Mn alloys through continuous rheo-rolling. Sci. Rep. 2016, 6, 23154. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Mo, L.; Du, J.; Luo, G. Microstructure evolution and improvement of thermal conductivity in Mg–2Sn alloy induced by La addition. J. Mater. Res. Technol. 2022, 17, 1380–1389. [Google Scholar] [CrossRef]
- Kozlov, A.; Gröbner, J.; Schmid-Fetzer, R. Phase Formation in Mg-Sn Alloys Modified by Ca and Ce. J. Phase Equilibria Diffus. 2014, 35, 502–517. [Google Scholar] [CrossRef]
- Zhou, X.; Mo, L.; Du, J. Phase characterization and properties regulation of Mg-4Sn-La-Ca alloy. Mater. Charact. 2022, 194, 112274. [Google Scholar] [CrossRef]
- Wang, C.; Zeng, L.; Zhang, W.; Tang, F.; Ding, W.; Xiao, S.; Liang, T. Enhanced mechanical properties and corrosion resistance of rolled Mg-1.5Sn-0.5Ca alloy by Ce microalloying. Mater. Charact. 2021, 179, 111325. [Google Scholar] [CrossRef]
- Luo, J.; Chen, R.S.; Han, E.H. Effects of Gd on the Microstructure and Mechanical Properties of Mg-3Sn Alloys. Mater. Sci. Forum 2013, 747–748, 245–250. [Google Scholar] [CrossRef]
- Karakulak, E. A review: Past, present and future of grain refining of magnesium castings. J. Magnes. Alloys 2019, 7, 355–369. [Google Scholar] [CrossRef]
- Kim, S.-H.; Bae, S.W.; Lee, S.W.; Moon, B.G.; Kim, H.S.; Kim, Y.M.; Yoon, J.; Park, S.H. Microstructural evolution and improvement in mechanical properties of extruded AZ31 alloy by combined addition of Ca and Y. Mater. Sci. Eng. A 2018, 725, 309–318. [Google Scholar] [CrossRef]
- Hadorn, J.P.; Hantzsche, K.; Yi, S.; Bohlen, J.; Letzig, D.; Agnew, S.R. Effects of Solute and Second-Phase Particles on the Texture of Nd-Containing Mg Alloys. Met. Mater. Trans. A 2012, 43, 1363–1375. [Google Scholar] [CrossRef]
- Wang, X.; Guan, D. The evolution of coarse grains and its effects on weakened basal texture during annealing of a cold-rolled magnesium AZ31B alloy. J. Magnes. Alloys 2021, 10, 1235–1241. [Google Scholar] [CrossRef]
- Barrett, C.D.; Imandoust, A.; El Kadiri, H. The effect of rare earth element segregation on grain boundary energy and mobility in magnesium and ensuing texture weakening. Scr. Mater. 2018, 146, 46–50. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T. Triggering rare earth texture modification in magnesium alloys by addition of zinc and zirconium. Acta Mater. 2014, 67, 116–133. [Google Scholar] [CrossRef]
- Al-Samman, T. Modification of texture and microstructure of magnesium alloy extrusions by particle-stimulated recrystalliza-tion. Mater. Sci. Eng. A 2013, 560, 561–566. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.A.; Pardoen, T. Failure of metals I: Brittle and ductile fracture. Acta Mater. 2016, 107, 424–483. [Google Scholar] [CrossRef]
- Zha, M.; Liang, J.-W.; Xing, H.; Xu, H.; Jiang, B.; Wang, C.; Jia, H.-L.; Wang, H.-Y. Spheroiding and refining of coarse CaMgSn phase in Mg–Al–Sn–Ca alloys for simultaneously improved strength and ductility via sub-rapid solidification and controlled rolling. Mater. Sci. Eng. A 2022, 834, 142598. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nominal Alloys | Mg | Sn | Ca | Ce | La | Total MM (Ce + La) |
|---|---|---|---|---|---|---|
| Mg–3Sn–0.1Ca–0.3MM | Bal. | 3.19 | 0.10 | 0.18 | 0.10 | 0.28 |
| Mg–3Sn–0.1Ca–0.6MM | Bal. | 3.12 | 0.11 | 0.34 | 0.19 | 0.53 |
| Mg–3Sn–0.1Ca–0.9MM | Bal. | 3.10 | 0.12 | 0.54 | 0.33 | 0.87 |
| State | Alloy | UTS (MPa) | YS (MPa) | Elongation (%) |
|---|---|---|---|---|
| As-cast | 0.3MM | 130.3 ± 1.3 | 43.4 ± 1.6 | 10.2 ± 0.5 |
| 0.6MM | 141.6 ± 2.8 | 45.3 ± 1.8 | 8.7 ± 0.3 | |
| 0.9MM | 138.7 ± 3.3 | 53.8 ± 2.0 | 6.6 ± 0.4 | |
| As-annealed | 0.3MM | 245.8 ± 1.2 | 125.2 ± 2.8 | 12.3 ± 0.3 |
| 0.6MM | 266.5 ± 3.3 | 136.1 ± 3.7 | 12.1 ± 0.5 | |
| 0.9MM | 229.0 ± 2.3 | 123.4 ± 3.2 | 8.3 ± 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, J.; Dong, L.; Zhong, G.; Duan, Z.; Chen, S.; Wu, A. Effect of Mischmetal Addition on Microstructure and Mechanical Properties of As-Cast and As-Rolled Mg–Sn–Ca Alloys. Crystals 2023, 13, 1379. https://doi.org/10.3390/cryst13091379
Luo J, Dong L, Zhong G, Duan Z, Chen S, Wu A. Effect of Mischmetal Addition on Microstructure and Mechanical Properties of As-Cast and As-Rolled Mg–Sn–Ca Alloys. Crystals. 2023; 13(9):1379. https://doi.org/10.3390/cryst13091379
Chicago/Turabian StyleLuo, Jun, Lijun Dong, Guowei Zhong, Zhenxing Duan, Shuang Chen, and Anru Wu. 2023. "Effect of Mischmetal Addition on Microstructure and Mechanical Properties of As-Cast and As-Rolled Mg–Sn–Ca Alloys" Crystals 13, no. 9: 1379. https://doi.org/10.3390/cryst13091379
APA StyleLuo, J., Dong, L., Zhong, G., Duan, Z., Chen, S., & Wu, A. (2023). Effect of Mischmetal Addition on Microstructure and Mechanical Properties of As-Cast and As-Rolled Mg–Sn–Ca Alloys. Crystals, 13(9), 1379. https://doi.org/10.3390/cryst13091379