

Research on the Melt Pool Shape Formation Mechanism of the Laser Surface Remelting of Nickel-Based Single-Crystal Superalloy


 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Numerical Modeling
2.1.1. Governing Equations
2.1.2. Boundary Conditions
2.1.3. Numerical Implementations
2.2. Experimental
3. Results
3.1. Temperature Distributions
3.2. Processing Parameters Effect
3.3. The Effect of Fluid Flow
3.4. Experimental Results
4. Discussion
5. Conclusions
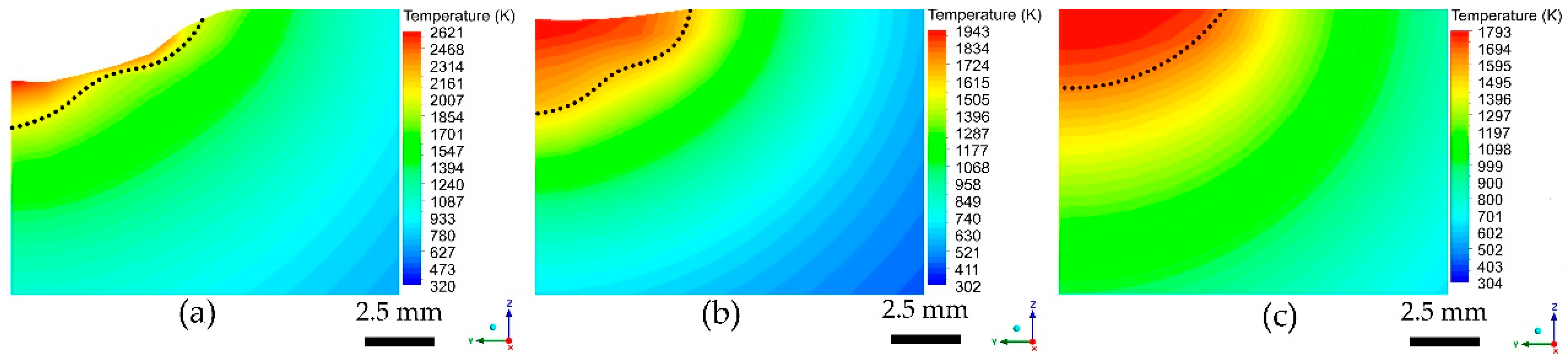
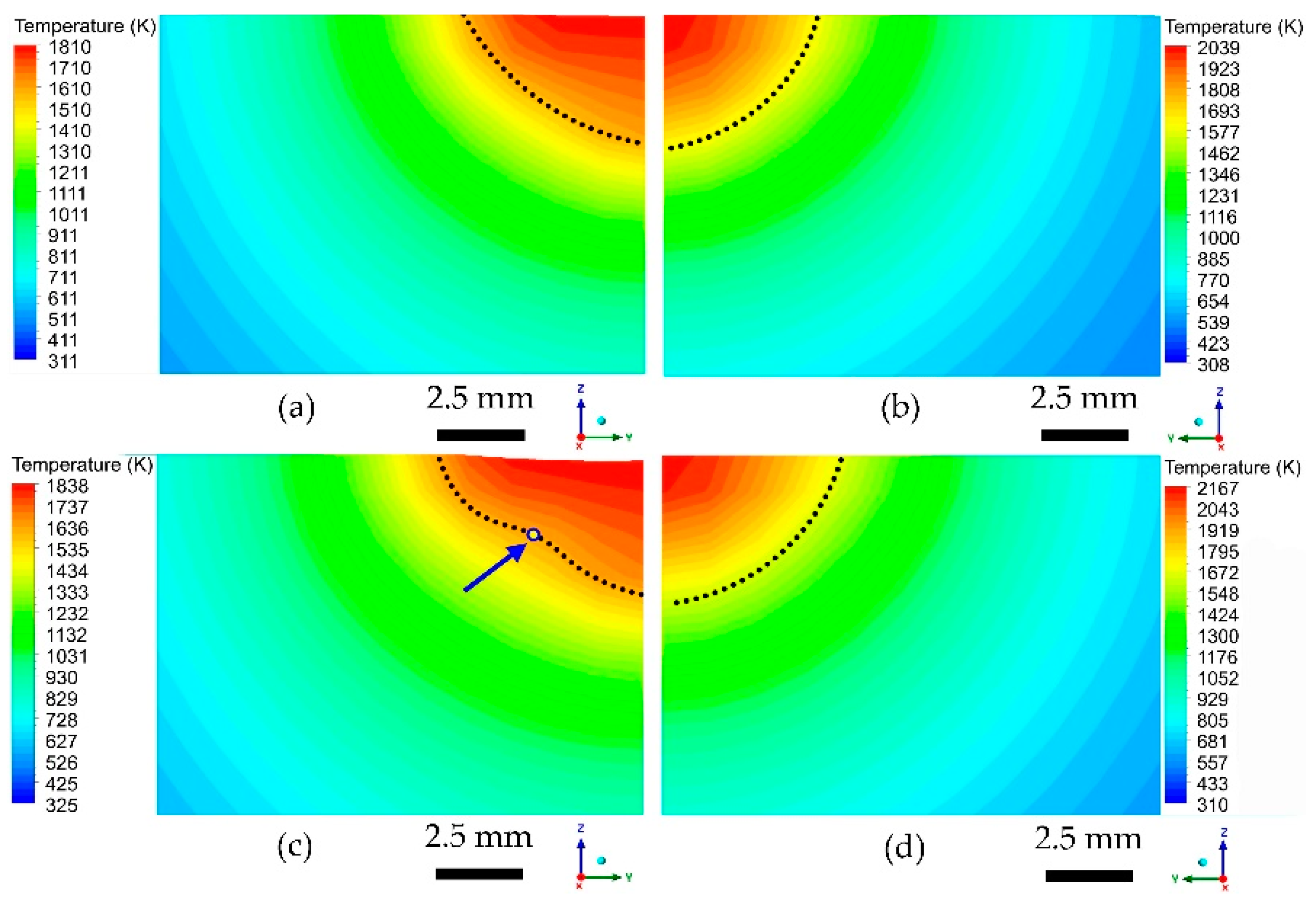
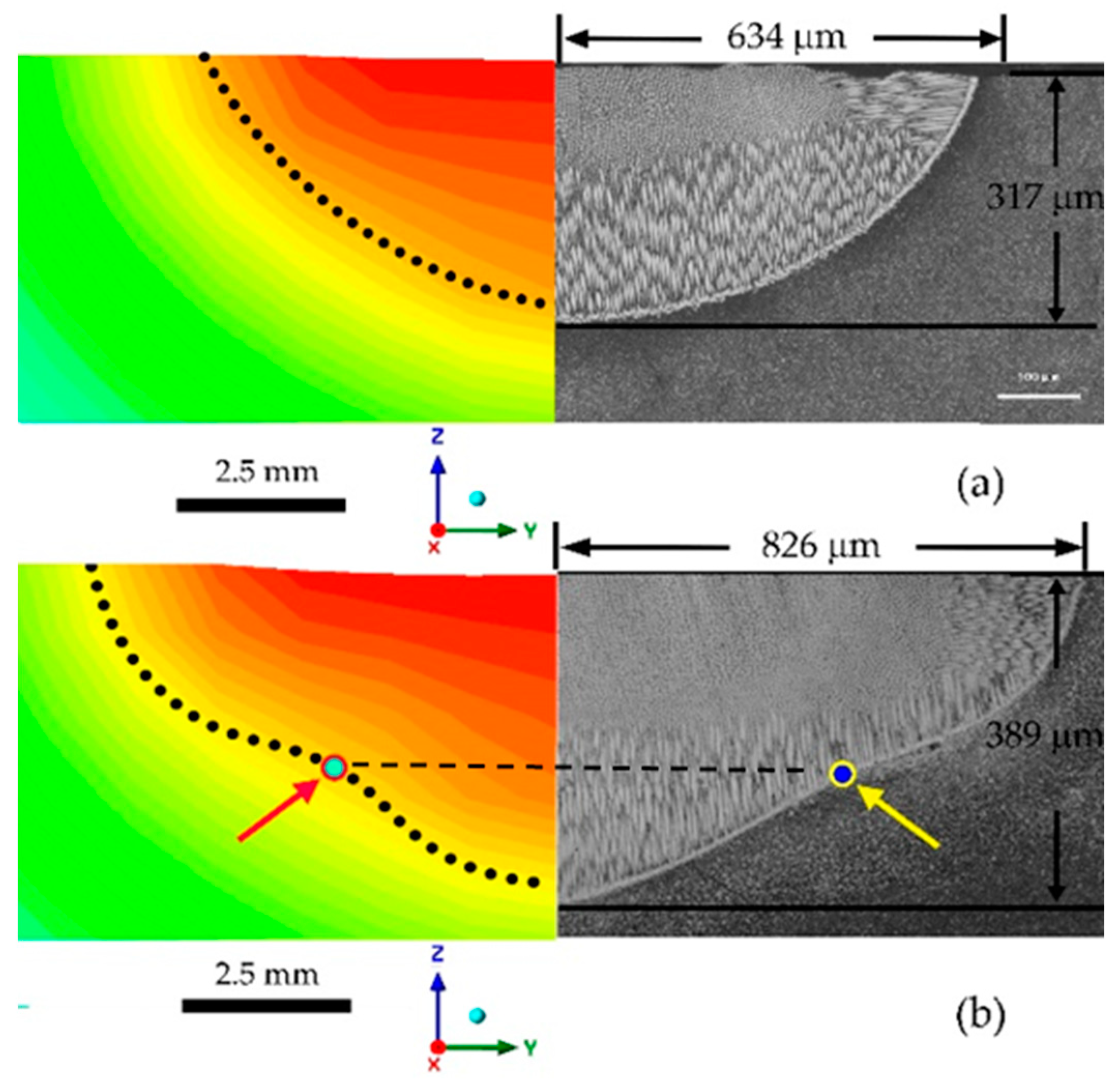
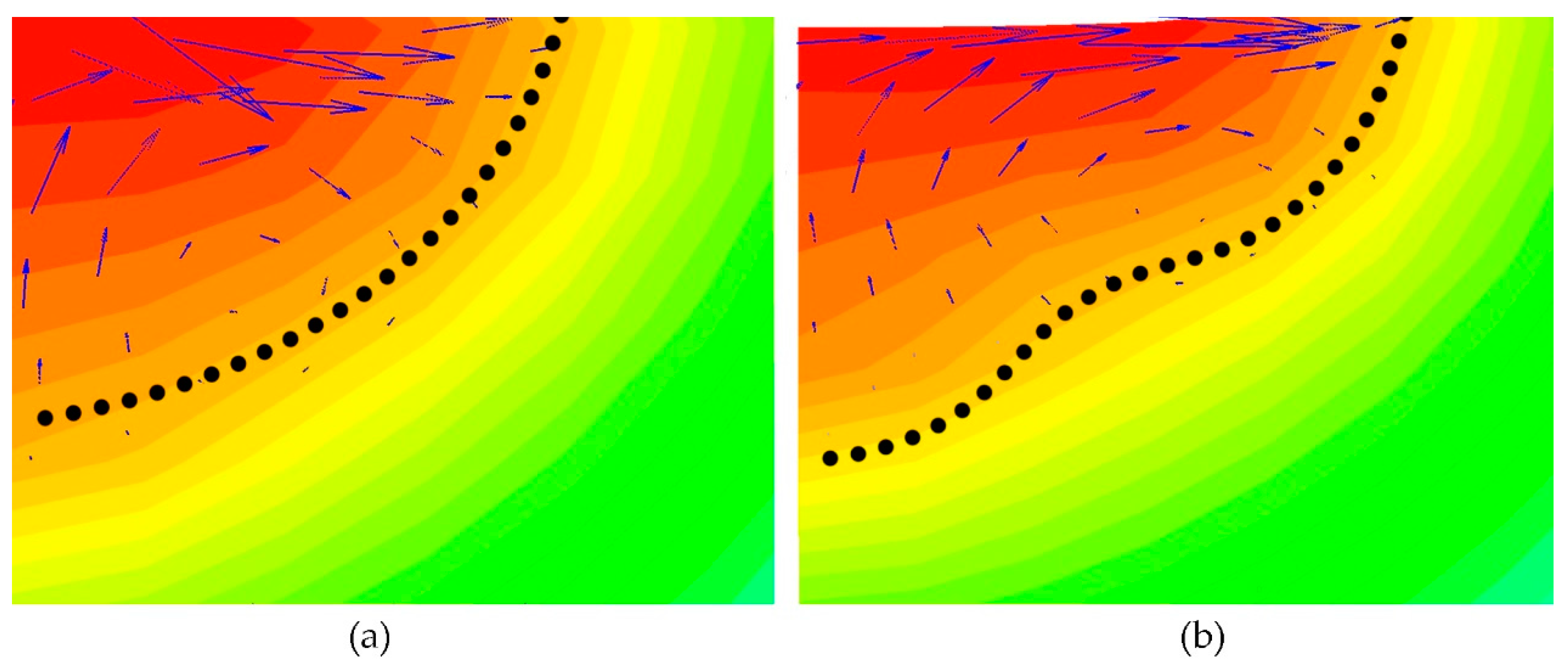
- The melt pool shapes are different for varied processing parameters during the LSR process. When the laser power is 500 W at the scanning speed of 2.5 mm/s, the melt pool shape is irregular and unstable due to the evaporation of the alloy. When the power is 350 W, the dominant Marangoni convection produces a “ω” shape melt pool. When the laser power is 200 W, the Marangoni convection and evaporation effect are relatively weak, and a semi-elliptical melt pool is made. The conditions for the laser power of 500 W with scanning speeds of 2.5 mm/s, 5.0 mm/s, and 7.5 mm/s also show the same variation trend of the melt pool shape;
- For a fixed laser scanning speed of 2.5 mm/s, when the laser power is 350 W, the Peclet number is large, which means the thermal convection is strong; therefore, a “ω” shape is produced. When the laser power is 200 W, the Peclet number is smaller, indicating weaker thermal convection, which produces a semi-elliptical melt pool;
- The good agreement between the experimental and simulated results demonstrates the reliability of the numerical model.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xia, W.; Zhao, X.; Yue, L.; Zhang, Z. A review of composition evolution in Ni-based single crystal superalloys. J. Mater. Sci. Technol. 2020, 44, 76–95. [Google Scholar]
- Yang, S.; Huang, W.D.; Liu, W.J.; Zhong, M.L.; Zhou, Y.H. Development of microstructures in laser surface remelting of DD2 single crystal. Acta Mater. 2002, 50, 315–325. [Google Scholar]
- Liu, W.P.; DuPont, J.N. Effects of substrate crystallographic orientations on crystal growth and microstructure development in laser surface-melted superalloy single crystals. Mathematical modeling of single-crystal growth in a melt pool (Part II). Acta Mater. 2005, 53, 1545–1558. [Google Scholar]
- Wang, L.; Wang, N. Effect of substrate orientation on the formation of equiaxed stray grains in laser surface remelted single crystal superalloys: Experimental investigation. Acta Mater. 2016, 104, 250–258. [Google Scholar]
- Liu, W.P.; DuPont, J.N. Effects of melt-pool geometry on crystal growth and microstructure development in laser surface-melted superalloy single crystals. Mathematical modeling of single-crystal growth in a melt pool (part I). Acta Mater. 2004, 52, 4833–4847. [Google Scholar]
- Hozoorbakhsh, A.; Ismail, M.I.S.; Aziz, N.B.A. A computational analysis of heat transfer and fluid flow in high-speed scanning of laser micro-welding. Int. Commun. Heat Mass 2015, 68, 178–187. [Google Scholar]
- Lei, Y.P.; Murakawa, H.; Shi, Y.W.; Li, X.Y. Numerical analysis of the competitive influence of Marangoni flow and evaporation on heat surface temperature and molten pool shape in laser surface remelting. Comp. Mater. Sci. 2001, 21, 276–290. [Google Scholar]
- Vitek, J.M. The effect of welding conditions on stray grain formation in single crystal welds—Theoretical analysis. Acta Mater. 2005, 53, 53–67. [Google Scholar]
- Anderson, T.D.; DuPont, J.N.; DebRoy, T. Origin of stray grain formation in single-crystal superalloy weld pools from heat transfer and fluid flow modeling. Acta Mater. 2010, 58, 1441–1454. [Google Scholar]
- Anderson, T.D.; DuPont, J.N.; DebRoy, T. Stray Grain Formation in Welds of Single-Crystal Ni-Base Superalloy CMSX-4. Metall. Mater. Trans. A 2009, 41, 181–193. [Google Scholar]
- Pang, S.; Chen, X.; Zhou, J.; Shao, X.; Wang, C. 3D transient multiphase model for keyhole, vapor plume, and weld pool dynamics in laser welding including the ambient pressure effect. Opt. Lasers Eng. 2015, 74, 47–58. [Google Scholar] [CrossRef]
- Kidess, A.; Tong, M.; Duggan, G.; Browne, D.J.; Kenjereš, S.; Richardson, I.; Kleijn, C.R. An integrated model for the post-solidification shape and grain morphology of fusion welds. Int. J. Heat Mass Tran. 2015, 85, 667–678. [Google Scholar]
- Pan, J.; Hu, S.; Yang, L.; Wang, D. Investigation of molten pool behavior and weld bead formation in VP-GTAW by numerical modelling. Mater. Des. 2016, 111, 600–607. [Google Scholar]
- Halim, S.B.; Bannour, S.; Abderrazak, K.; Kriaa, W.; Autric, M. Numerical analysis of intermetallic compounds formed during laser welding of Aluminum-Magnesium dissimilar couple. Therm. Sci. Eng. Prog. 2021, 22, 100838. [Google Scholar]
- Koo, B.S.; Thasanaraphan, P.; Nied, H.F. Numerical simulation of the formation of hourglass welds during laser welding. J. Mater. Process. Technol. 2019, 263, 176–185. [Google Scholar]
- Muhammad, S.; Han, S.-W.; Na, S.-J.; Gumenyuk, A.; Rethmeier, M. Study on the role of recondensation flux in high power laser welding by computational fluid dynamics simulations. J. Laser Appl. 2018, 30, 012013. [Google Scholar]
- Ai, Y.; Jiang, P.; Wang, C.; Mi, G.; Geng, S. Experimental and numerical analysis of molten pool and keyhole profile during high-power deep-penetration laser welding. Int. J. Heat Mass Tran. 2018, 126, 779–789. [Google Scholar]
- Han, S.W.; Cho, W.I.; Na, S.J.; Kim, C.H. Influence of driving forces on weld pool dynamics in GTA and laser welding. Weld World 2013, 57, 257–264. [Google Scholar]
- Sohail, M.; Han, S.-W.; Na, S.-J.; Gumenyuk, A.; Rethmeier, M. Characteristics of weld pool behavior in laser welding with various power inputs. Weld World 2014, 58, 269–277. [Google Scholar]
- Lu, N.; Lei, Z.; Yu, X.; Bi, J.; Chen, Y. Effects of melt convection on stray grain formation in single crystal superalloys during directed energy deposition. Addit. Manuf. 2021, 48, 102429. [Google Scholar]
- Chen, J.; Chen, X.; Chang, Y.; Liu, X.; Wei, Y. Melt flow and thermal transfer of welding pool during static magnetic field supported deep-penetration laser beam welding of 5056 aluminum alloy. Trans. Chin. Weld. Inst. 2021, 42, 63–69. [Google Scholar]
- Geng, S.; Jiang, P.; Shao, X.; Guo, L.; Gao, X. Heat transfer and fluid flow and their effects on the solidification microstructure in full-penetration laser welding of aluminum sheet. J. Mater. Sci. Technol. 2020, 46, 50–63. [Google Scholar]
- Ai, Y.; Jiang, P.; Shao, X.; Li, P.; Wang, C.; Mi, G.; Geng, S.; Liu, Y.; Liu, W. The prediction of the whole weld in fiber laser keyhole welding based on numerical simulation. Appl. Therm. Eng. 2017, 113, 980–993. [Google Scholar]
- Pariona, M.M.; Taques, A.F.; Woiciechowski, L.A. The Marangoni effect on microstructure properties and morphology of laser-treated Al-Fe alloy with single track by FEM: Varying the laser beam velocity. Int. J. Heat Mass Tran. 2018, 119, 10–19. [Google Scholar]
- Zhou, J.; Tsai, H.L. Modeling of transport phenomena in hybrid laser-MIG keyhole welding. Int. J. Heat Mass Tran. 2008, 51, 4353–4366. [Google Scholar]
- Shah, A.; Kumar, A.; Ramkumar, J. Analysis of transient thermo-fluidic behavior of melt pool during spot laser welding of 304 stainless-steel. J. Mater. Process. Technol. 2018, 256, 109–120. [Google Scholar] [CrossRef]
- Chen, W.J.; Han, S.X.; Guo, J.C.; Yang, R.N.; Lei, X.W.; Yao, W.J.; Wang, N. Laser deposited superalloys with rotated substrate orientations: Microstructures and single-crystal formation. Acta Mater. 2023, 244, 118566. [Google Scholar] [CrossRef]
- Rappaz, M.; David, S.A.; Vitek, J.M.; Boatner, L.A. Development of microstructures in Fe-15Ni-15Cr single-crystal electron-beam welds. Metall. Trans. A 1989, 20, 1125–1138. [Google Scholar]
- Guo, J.C.; Rong, P.; Wang, L.; Chen, W.J.; Han, S.X.; Yang, R.N.; Lei, X.W.; Yao, W.J.; Wang, N. A comparable study on stray grain susceptibilities on different crystallographic planes in single crystal superalloys. Acta Mater. 2021, 205, 116558. [Google Scholar]
- Wang, L.; Wang, N.; Yao, W.J.; Zheng, Y.P. Effect of substrate orientation on the columnar-to-equiaxed transition in laser surface remelted single crystal superalloys. Acta Mater. 2015, 88, 283–292. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Cr | Co | Mo | W | Ta | Re | Nb | Al | Hf | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| DD6 | 4.3 | 9.0 | 2.0 | 8.0 | 7.5 | 2.0 | 0.5 | 5.6 | 0.1 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, R.; Chen, W.; Tang, L.; Ma, J.; Zhou, Q.; Lei, X.; Yao, W.; Wang, N. Research on the Melt Pool Shape Formation Mechanism of the Laser Surface Remelting of Nickel-Based Single-Crystal Superalloy. Crystals 2023, 13, 1162. https://doi.org/10.3390/cryst13081162
Yang R, Chen W, Tang L, Ma J, Zhou Q, Lei X, Yao W, Wang N. Research on the Melt Pool Shape Formation Mechanism of the Laser Surface Remelting of Nickel-Based Single-Crystal Superalloy. Crystals. 2023; 13(8):1162. https://doi.org/10.3390/cryst13081162
Chicago/Turabian StyleYang, Ruining, Wenjin Chen, Linfeng Tang, Jincen Ma, Qingrong Zhou, Xiaowei Lei, Wenjing Yao, and Nan Wang. 2023. "Research on the Melt Pool Shape Formation Mechanism of the Laser Surface Remelting of Nickel-Based Single-Crystal Superalloy" Crystals 13, no. 8: 1162. https://doi.org/10.3390/cryst13081162
APA StyleYang, R., Chen, W., Tang, L., Ma, J., Zhou, Q., Lei, X., Yao, W., & Wang, N. (2023). Research on the Melt Pool Shape Formation Mechanism of the Laser Surface Remelting of Nickel-Based Single-Crystal Superalloy. Crystals, 13(8), 1162. https://doi.org/10.3390/cryst13081162