
Analysis and Characterization of Three Charge Thicknesses in TA1/Al1060/Al7075 Explosive Welding Composite Process

Abstract
1. Introduction
2. Materials and Method
2.1. Simulation
2.1.1. Material Setup
2.1.2. Welding Setup
2.2. Experiments
2.2.1. Explosive Welding
2.2.2. Property Characterization
3. Results and Discussion
3.1. Detonation Process Analysis
3.2. Effect of Explosive Thickness on Interface
3.2.1. Global Interface Waveform
3.2.2. Process Parameter
3.3. Local Interface Feature
3.3.1. Interface Defect
3.3.2. Element Diffusion
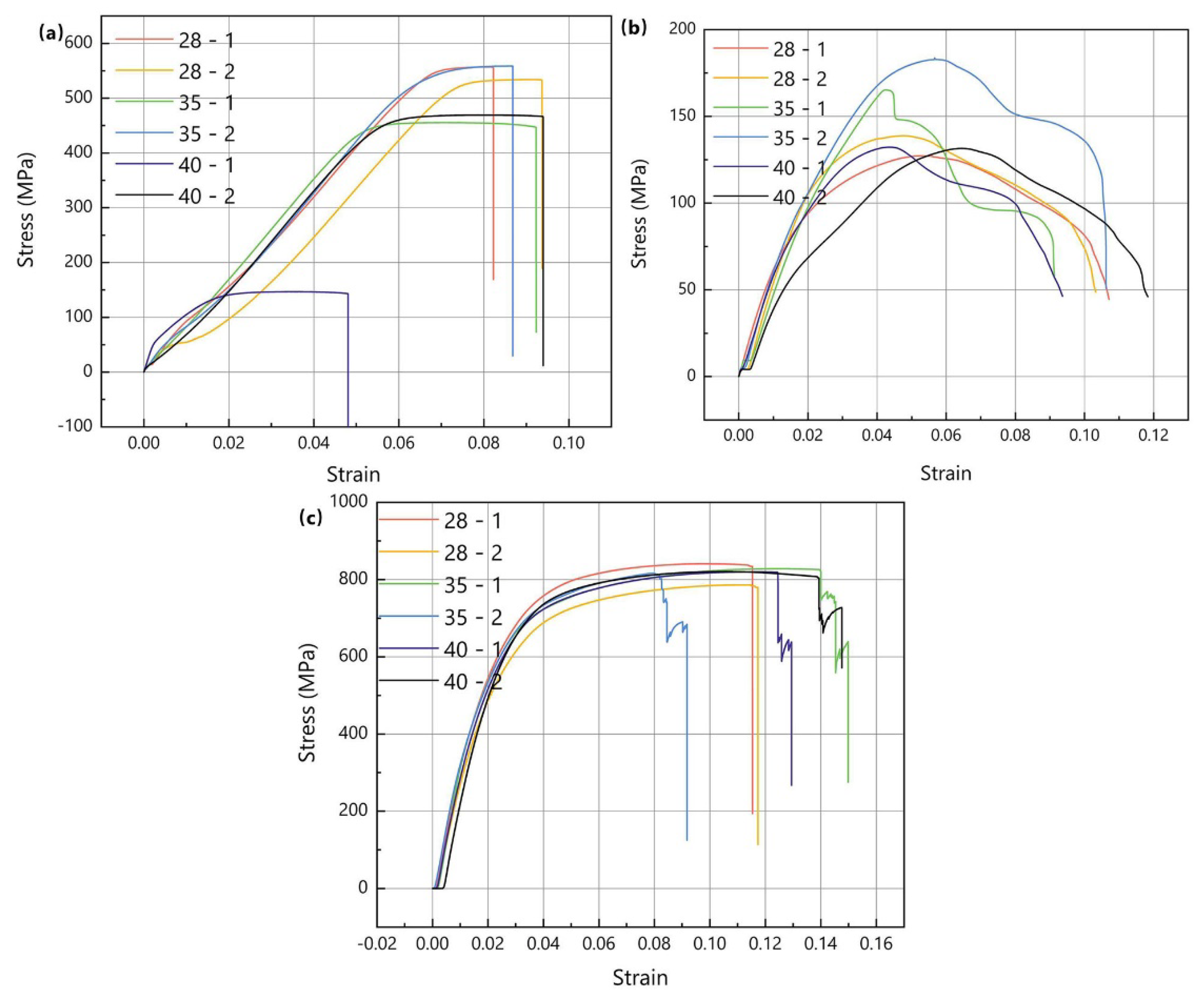
3.4. Mechanical Property
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, H. The Microstructure and Property of a Titanium-Carbon Steel Clad Plate Prepared Using Explosive Welding. Metals 2022, 12, 129. [Google Scholar] [CrossRef]
- Wang, R.; He, Y.; Tan, T.; Guo, X.; Song, J.; Ren, J.; Zhang, S.; Zhang, X. Niobium-316L Stainless Steel Transition Joints for Superconducting Radiofrequency Cavities by Explosive Welding. Rare Met. Mater. Eng. 2019, 48, 3876–3882. [Google Scholar]
- Zheng, J.; Li, Z.; He, D.; Shen, T.; Jiang, Z.; Lin, Y.C. Investigation of the Annealing Effects on Mechanical Properties and Interfacial Characteristic of TA1/Al5083 Bimetal Composite. J. Mater. Eng. Perform. 2023. [CrossRef]
- Lazurenko, D.V.; Bataev, I.A.; Mali, V.I.; Bataev, A.A.; Maliutina, I.N.; Lozhkin, V.S.; Esikov, M.A.; Jorge, A.M.J. Explosively welded multilayer Ti-Al composites: Structure and transformation during heat treatment. Mater. Des. 2016, 102, 122–130. [Google Scholar] [CrossRef]
- Zhou, N.; Wang, J.X.; Yang, R.; Dong, G. Damage mechanism and anti-penetration performance of multi-layered explosively welded plates impacted by spherical projectile. Theor. Appl. Fract. Mech. 2012, 60, 23–30. [Google Scholar] [CrossRef]
- Findik, F. Recent developments in explosive welding. Mater. Des. 2011, 32, 1081–1093. [Google Scholar] [CrossRef]
- Wu, X.; Shi, C.; Gao, L.; Li, W.; Feng, K. Study on Parameters and Wave Growth Mechanism of Explosive Welding Based on SPH-FEM. Rare Met. Mater. Eng. 2023, 52, 1272–1282. [Google Scholar]
- Demir, B.; Ali, K.B.; Gurun, H.; Acarer, M. An investigation of the shearing performance and sheared surface characterisation of ultra-strength DP steel-Al explosive welded plate composite. Int. J. Adv. Manuf. Technol. 2023, 126, 1845–1861. [Google Scholar] [CrossRef]
- Fan, M.; Guo, X.; Cui, S.; Wu, Q.; Qin, L.; Tao, J. One-Step Explosive Bonding Preparation of Titanium/Aluminum/Titanium Laminates with Three Layers. Rare Met. Mater. Eng. 2017, 46, 770–776. [Google Scholar]
- Ma, Z.; Li, D.; Hu, J.; Li, Y. Process of Explosive Welding-Rolling for Preparation of Titanium/Aluminum Composite Plate. Chin. J. Rare Met. 2004, 28, 797–799. [Google Scholar]
- Wu, X.; Shi, C.; Fang, Z.; Lin, S.; Sun, Z. Comparative study on welding energy and Interface characteristics of titanium—Aluminum explosive composites with and without interlayer. Mater. Des. 2021, 197, 109279. [Google Scholar] [CrossRef]
- Sun, J.; Cao, R.; Chen, J. Analysis of welding-brazing joints of Ti/Al dissimilar metals obtained by cold metal transfer method. Trans. China Weld. Inst. 2015, 36, 051–054. [Google Scholar]
- Yan, Y.B.; Wang, J.H.; Shen, X.P.; Zhang, L.K. Microstructure evolution of interface of aluminum alloy/magnesium alloy explosive composite plates after low temperature annealing. Chin. J. Nonferrous Met. 2010, 20, 674–680. [Google Scholar]
- Wachowski, M.; Kosturek, R.; Sniezek, L.; Mroz, S.; Gloc, M.; Krawczynska, A.; Malek, M. Analysis of the Microstructure of an AZ31/AA1050/AA2519 Laminate Produced Using the Explosive-Welding Method. Mater. Tehnol. 2019, 53, 239–243. [Google Scholar] [CrossRef]
- Paul, H.; Chulist, R.; Mania, I. Structural Properties of Interfacial Layers in Tantalum to Stainless Steel Clad with Copper Interlayer Produced by Explosive Welding. Metals 2020, 10, 969. [Google Scholar] [CrossRef]
- Aceves, S.M.; Espinosa-Loza, F.; Elmer, J.W.; Huber, R. Comparison of Cu, Ti and Ta interlayer explosively fabricated aluminum to stainless steel transition joints for cryogenic pressurized hydrogen storage. Int. J. Hydrog. Energy 2015, 40, 1490–1503. [Google Scholar] [CrossRef]
- Sun, Z.; Shi, C.; Wu, X.; Shi, H. Comprehensive investigation of effect of the charge thickness and stand-off gap on interface characteristics of explosively welded TA2 and Q235B. Compos. Interfaces 2020, 27, 977–993. [Google Scholar] [CrossRef]
- Sun, Z.R.; Shi, C.G.; Xu, F.; Feng, K.; Zhou, C.H.; Wu, X.M. Detonation process analysis and interface morphology distribution of double vertical explosive welding by SPH 2D/3D numerical simulation and experiment. Mater. Des. 2020, 191, 108630. [Google Scholar] [CrossRef]
- Zhang, Z.L.; Liu, M.B. Numerical studies on explosive welding with ANFO by using a density adaptive SPH method. J. Manuf. Process. 2019, 41, 208–220. [Google Scholar] [CrossRef]
- Wang, X.; Zheng, Y.; Liu, H.; Shen, Z.; Hu, Y.; Li, W.; Gao, Y.; Guo, C. Numerical study of the mechanism of explosive/impact welding using Smoothed Particle Hydrodynamics method. Mater. Des. 2012, 35, 210–219. [Google Scholar] [CrossRef]
- Yuan, X.; Wang, W.; Cao, X.; Zhang, T.; Xie, R.; Liu, R. Numerical study on the interfacial behavior of Mg/Al plate in explosive/impact welding. Sci. Eng. Compos. Mater. 2017, 24, 581–590. [Google Scholar] [CrossRef]
- Yang, M.; Xu, J.; Ma, H.; Lei, M.; Ni, X.; Shen, Z.; Zhang, B.; Tian, J. Microstructure development during explosive welding of metal foil: Morphologies, mechanical behaviors and mechanisms. Compos. Part B Eng. 2021, 212, 108685. [Google Scholar] [CrossRef]
- Zhou, H.-Q.; Yu, M.; Sun, H.-Q.; Dong, H.-F.; Zhang, F.-G. A continuum constitutive model and computational method of explosive detonation. Acta Phys. Sin. 2014, 63, 224702. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Steinberg, D.; Cochran, S.; Guinan, M. A constitutive model for metals applicable at high-strain rate. J. Appl. Phys. 1980, 51, 1498–1504. [Google Scholar] [CrossRef]
- Mousavi, A.A.A.; Al-Hassani, S.T.S. Numerical and experimental studies of the mechanism of the wavy interface formations in explosive/impact welding. J. Mech. Phys. Solids 2005, 53, 2501–2528. [Google Scholar] [CrossRef]
- Li, Y.; Wu, Z. Microstructural Characteristics and Mechanical Properties of 2205/AZ31B Laminates Fabricated by Explosive Welding. Metals 2017, 7, 125. [Google Scholar] [CrossRef]
- Mousavi, S.A.A.A.; Sartangi, P.F. Experimental investigation of explosive welding of cp-titanium/AISI 304 stainless steel. Mater. Des. 2009, 30, 459–468. [Google Scholar] [CrossRef]
- Kahraman, N.; Gulenc, B.; Findik, F. Joining of titanium/stainless steel by explosive welding and effect on interface. J. Mater. Process. Technol. 2005, 169, 127–133. [Google Scholar] [CrossRef]
- Durgutlu, A.; Gulenc, B.; Findik, F. Examination of copper/stainless steel joints formed by explosive welding. Mater. Des. 2005, 26, 497–507. [Google Scholar] [CrossRef]
- Borchers, C.; Lenz, M.; Deutges, M.; Klein, H.; Gaertner, F.; Hammerschmidt, M.; Kreye, H. Microstructure and mechanical properties of medium-carbon steel bonded on low-carbon steel by explosive welding. Mater. Des. 2016, 89, 369–376. [Google Scholar] [CrossRef]
- Mastanaiah, P.; Reddy, G.M.; Prasad, K.S.; Murthy, C.V.S. An investigation on microstructures and mechanical properties of explosive cladded C103 niobium alloy over C263 nimonic alloy. J. Mater. Process. Technol. 2014, 214, 2316–2324. [Google Scholar] [CrossRef]
- Liang, H.; Luo, N.; Chen, Y.; Wang, G.; Wang, J. Interface microstructure and phase constitution of AA1060/TA2/SS30408 trimetallic composites fabricated by explosive welding. J. Mater. Res. Technol. JMRT 2022, 18, 564–576. [Google Scholar] [CrossRef]
- Mihara-Narita, M.; Asai, K.; Sato, H.; Watanabe, Y.; Mori, H.; Saito, N.; Chino, Y. Interfacial Microstructure and Mechanical Properties of Explosively Welded Mg/Al Alloy Plates. J. Mater. Eng. Perform. 2022, 31, 7039–7048. [Google Scholar] [CrossRef]
- Feng, R.; Zhao, W.; Gan, K.; Feng, M.; Li, Z.; Pan, Y.; Sun, Z.; Li, J. Investigation of interface microstructure and properties of copper/304 stainless steel fabricated by explosive welding. J. Mater. Res. Technol. JMRT 2022, 18, 2343–2353. [Google Scholar] [CrossRef]
- Yang, M.; Xu, J.; Chen, D.; Ma, H.; Shen, Z.; Zhang, B.; Tian, J. Understanding interface evolution during explosive welding of silver foil and Q235 substrate through experimental observation coupled with simulation. Appl. Surf. Sci. 2021, 566, 150703. [Google Scholar] [CrossRef]
- Chen, Z.; Chen, Q.; Huang, G.; Liu, X. Research on Roll Bonding Technology and Microstructure of Al/Ti/Al Three-layer Clad Sheet Fabricated by Hot Rolling. Mater. Rev. 2012, 26, 106–109. [Google Scholar]
- Shi, C.; Yang, X.; Ge, Y.; You, J.; Hou, H. Lower limit law of welding windows for explosive welding of dissimilar metals. J. Iron Steel Res. Int. 2017, 24, 852–857. [Google Scholar] [CrossRef]
- Manikandan, P.; Hokamoto, K.; Fujita, M.; Rahukandan, K.; Tomoshige, R. Control of energetic conditions by employing interlayer of different thickness for explosive welding of titanium/304 stainless steel. J. Mater. Process. Technol. 2008, 195, 232–240. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Explosive | ρ0 (g/cm3) | D (m/s) | γ (-) | A1 (GPa) | B1 (GPa) | R1 (-) | R2 (-) | ω (-) |
|---|---|---|---|---|---|---|---|---|
| value | 0.8 | 2100 | 1.8 | 12.46 | 0.922 | 4.41 | 1.117 | 0.22 |
| Material | Equation | Parameter | |||||
|---|---|---|---|---|---|---|---|
| TA1 | Shock | Γ0 (-) | C0 (-) | S1 (-) | S2 (-) | ||
| 1.09 | 5220 | 0.767 | 0 | ||||
| JC | A (MPa) | B (MPa) | n (-) | C (-) | m (-) | Tr (°C) | |
| 182.55 | 441.12 | 0.5343 | 0.343 | 1.394 | 20 | ||
| Al1060 | Shock | Γ0 (-) | C0 (-) | S1 (-) | S2 (-) | ||
| 1.97 | 5386 | 1.339 | 0 | ||||
| SG | Ymax (MPa) | κ (-) | n (-) | G′P (-) | G′T(KPa/K) | Y′P (-) | |
| 480 | 400 | 0.27 | 1.767 | −1.669 × 104 | 2.07 × 10−3 | ||
| Al7075 | Shock | Γ0 (-) | C0 (-) | S1 (-) | S2 (-) | ||
| 1.97 | 5240 | 1.4 | 0 | ||||
| JC | A (MPa) | B (MPa) | n (-) | C (-) | m (-) | Tr (°C) | |
| 520 | 477 | 0.52 | 0.0025 | 1.61 | 20 | ||
| Materials | Simulations (Length × Thickness) (mm) | Experiments (Length × Width × Height) (mm) |
|---|---|---|
| Base plate Al7075 | 100 × 8 | 200 × 300 × 8 |
| Stand-off gap 1 | 3 | 3 |
| Transition plate Al1060 | 100 × 1 | 200 × 300 × 1 |
| Stand-off gap 2 | 3 | 3 |
| Flyer plate TA1 | 100 × 2 | 200 × 300 × 2 |
| Explosive emulsion | 100 × 28/35/40 | 200 × 300 × 28/35/40 |
| Component | NH4NO3 | NaNO3 | H2O | C18H38 | C24H44O6 | C12H26 |
|---|---|---|---|---|---|---|
| Mass fraction (%) | 75 | 10 | 8 | 4 | 2 | 1 |
| Materials | Chemical Composition (at%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| TA1 | Ti | Fe | O | C | N | H | Rest | ||
| 90.0–94.0 | 0.2–0.3 | 0.18–0.25 | 0.1–0.2 | 0.03–0.05 | 0.015–0.02 | 0.3–0.5 | |||
| Al1060 | Al | Si | Cu | Mg | Zn | Mn | Ti | V | Fe |
| 99.6 | 0.25 | 0.05 | 0.03 | 0.05 | 0.03 | 0.03 | 0.05 | 0.35 | |
| Al7075 | Cu | Si | Fe | Mn | Mg | Zn | Cr | Ti | Al |
| 1.2–2.0 | 0.4 | 0.5 | 0.3 | 2.1–2.9 | 5.1–6.1 | 0.4 | 0.06 | rest | |
| Nodes | Ti (wt.%) | Al (wt.%) | Analysis |
|---|---|---|---|
| 1 | 87.32 | 12.68 | Ti+ a little Al |
| 2 | 95.45 | 4.55 | Ti+ a little Al |
| 3 | 7.54 | 92.46 | Al+ a little Ti |
| 4 | 24.73 | 75.27 | TiAl3 |
| Explosive Thickness (mm) | 28 mm | 35 mm | 40 mm |
|---|---|---|---|
| Tension strength (MPa) | 534.14 | 558.74 | 469.25 |
| Tension elasticity modulus (MPa) | 8677.33 | 9227.49 | 9135.58 |
| Tension elongation (%) | 8.29 | 6.38 | 9.56 |
| Shear strength (MPa) | 132.84 | 172.41 | 131.91 |
| Bend strength (MPa) | 813.79 | 822.52 | 820.45 |
| Bending modulus (MPa) | 30,949.78 | 35,674.42 | 32,039.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, Z.; Wang, H.; Shi, C.; Sun, Z.; Wang, Q.; Luo, X. Analysis and Characterization of Three Charge Thicknesses in TA1/Al1060/Al7075 Explosive Welding Composite Process. Crystals 2023, 13, 1079. https://doi.org/10.3390/cryst13071079
Xia Z, Wang H, Shi C, Sun Z, Wang Q, Luo X. Analysis and Characterization of Three Charge Thicknesses in TA1/Al1060/Al7075 Explosive Welding Composite Process. Crystals. 2023; 13(7):1079. https://doi.org/10.3390/cryst13071079
Chicago/Turabian StyleXia, Zhiqun, Haitao Wang, Changgen Shi, Zerui Sun, Qiang Wang, and Xvchuan Luo. 2023. "Analysis and Characterization of Three Charge Thicknesses in TA1/Al1060/Al7075 Explosive Welding Composite Process" Crystals 13, no. 7: 1079. https://doi.org/10.3390/cryst13071079
APA StyleXia, Z., Wang, H., Shi, C., Sun, Z., Wang, Q., & Luo, X. (2023). Analysis and Characterization of Three Charge Thicknesses in TA1/Al1060/Al7075 Explosive Welding Composite Process. Crystals, 13(7), 1079. https://doi.org/10.3390/cryst13071079