
Study on the Molten Pool Fluid Behavior of PAW-Cable-Type Seven-Wire GMAW Hybrid Welding

Abstract
:1. Introduction
2. Materials and Methods
3. Numerical Models of the Hybrid Welding
- (1)
- The liquid metal in the molten pool is incompressible laminar Newtonian fluid;
- (2)
- The welding wire has the same thermo-physical properties and chemical composition as the base metal;
- (3)
- Only electromagnetic force, surface tension, arc pressure, buoyancy and gravity need to be considered in the molten pool;
- (4)
- The current density and the heat flux density of the welding arc are in Gaussian distribution.
3.1. Heat Source Model of the Hybrid Welding
3.1.1. GMAW Arc Heat Input Model
3.1.2. Plasma Arc Heat Input Model
3.2. Forces Analysis of Molten Pool
3.2.1. Arc Pressure
3.2.2. Steam Reaction Force
3.2.3. Surface Tension
3.2.4. Electromagnetic Force
3.2.5. Buoyancy
3.2.6. Plasma Flow Force
3.3. Pool Surface Tracking
3.4. Meshing
3.5. Solution
4. Calculation Results of Molten Pool Fluid Behavior
4.1. Evolution of the Molten Pool Keyhole
4.2. The Influence of GMAW Welding Current on the Molten Pool Fluid Behavior
4.3. The Influence of PAW Current on the Molten Pool Fluid Behavior
4.4. The Influence of Welding Speed on the Molten Pool Fluid Behavior
5. Plasma-GMAW Hybrid Welding Verification
6. Conclusions
- (1)
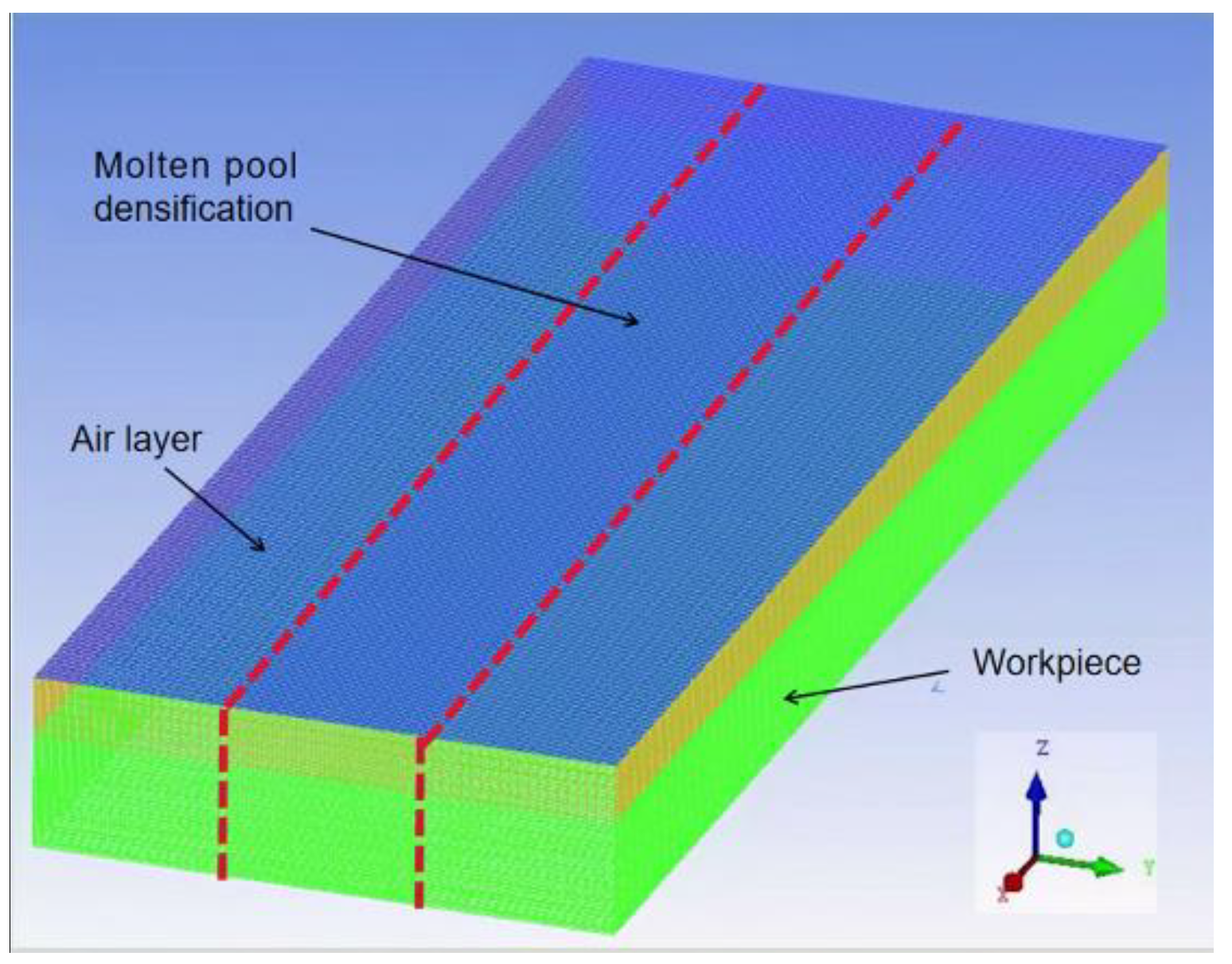
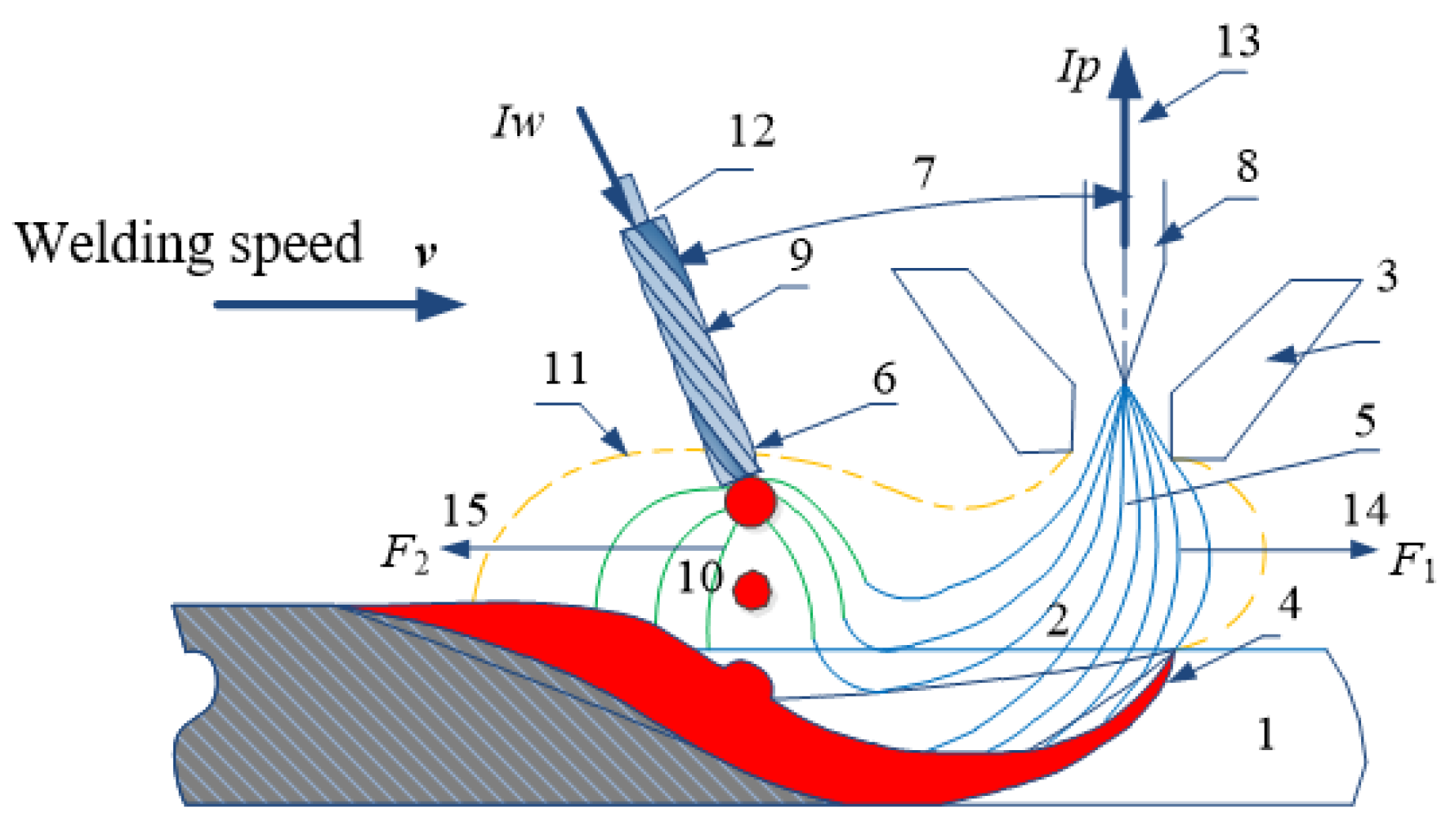
- By considering the coupling of heat source pool and the keyhole of PAW-cable-type seven-wire GMAW hybrid welding, three-dimensional numerical analysis models of molten pool flow field, temperature field and plasma induced keyhole have been established based on ANSYS.
- (2)
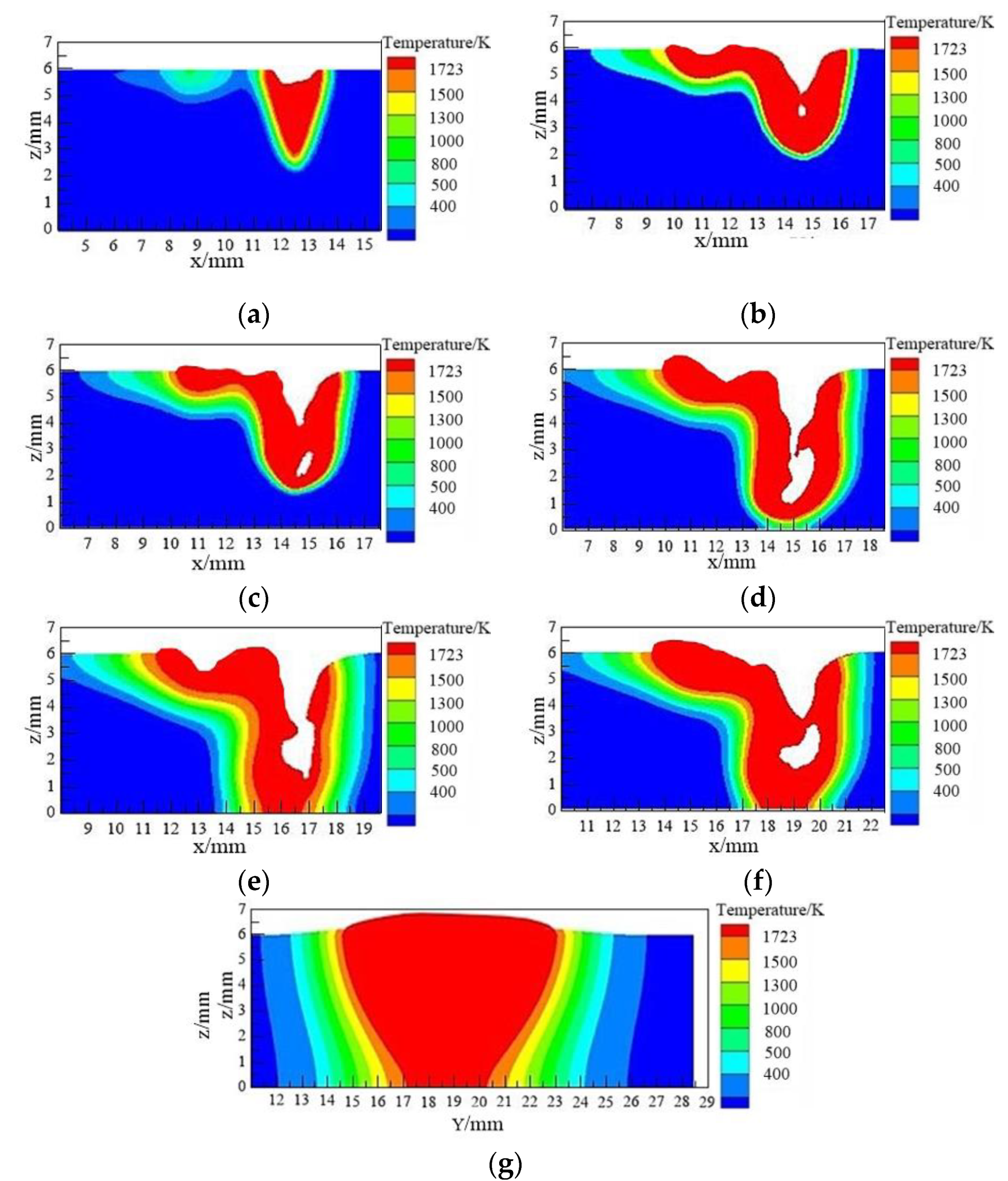
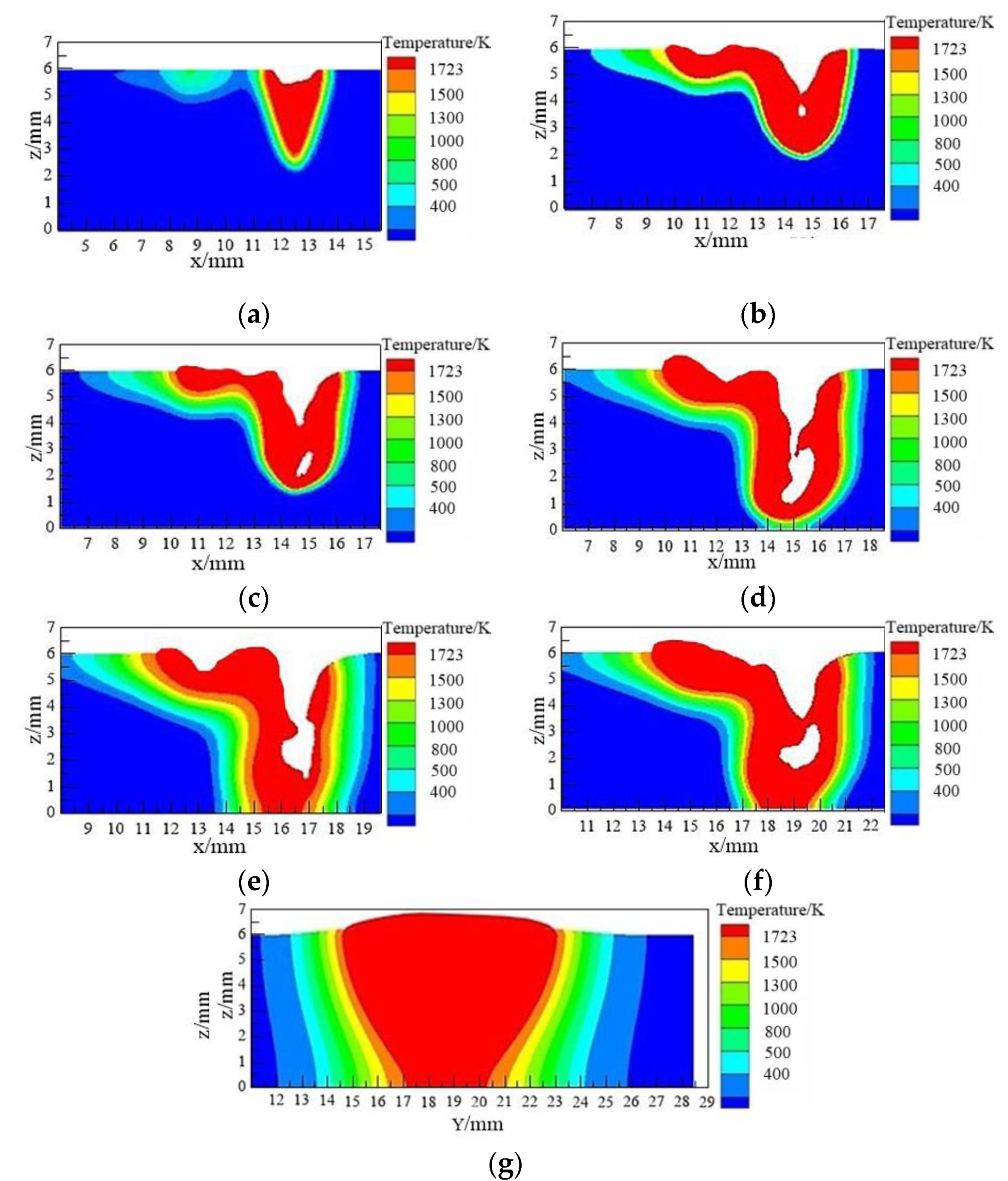
- The evolution process of the keyhole in the welding process has been studied by selecting a group of welding parameters and understanding the formation, change and disappearance of keyholes through observing the longitudinal section of a molten pool temperature field at seven different times during welding. Due to the strong penetration ability of plasma arc, the plasma arc forms the “keyhole” in the molten pool during welding. The GMAW arc melts the base metal and the molten metal moves downward to cover the “keyhole”, forming pores under the action of surface tension. The pores float out of the molten pool with the metal in the molten pool.
- (3)
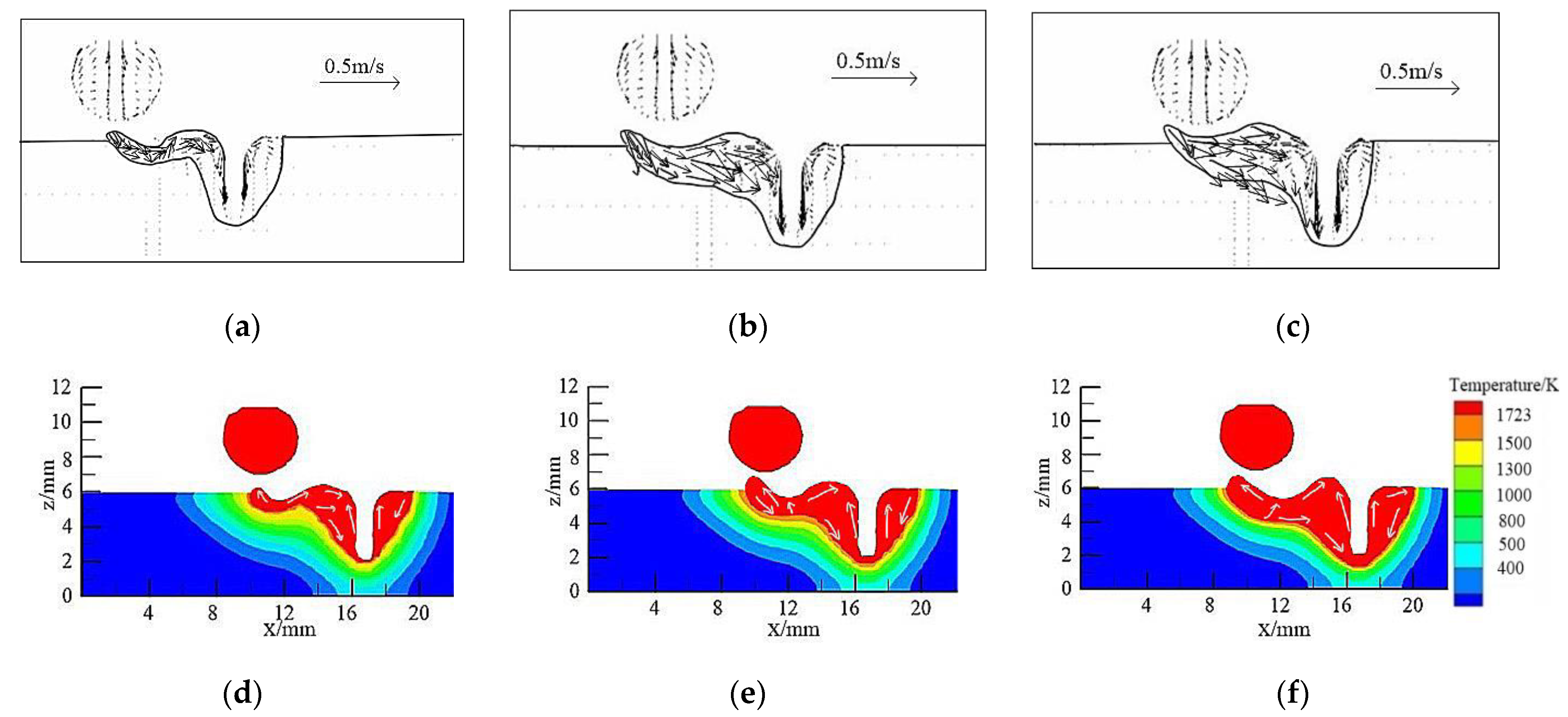
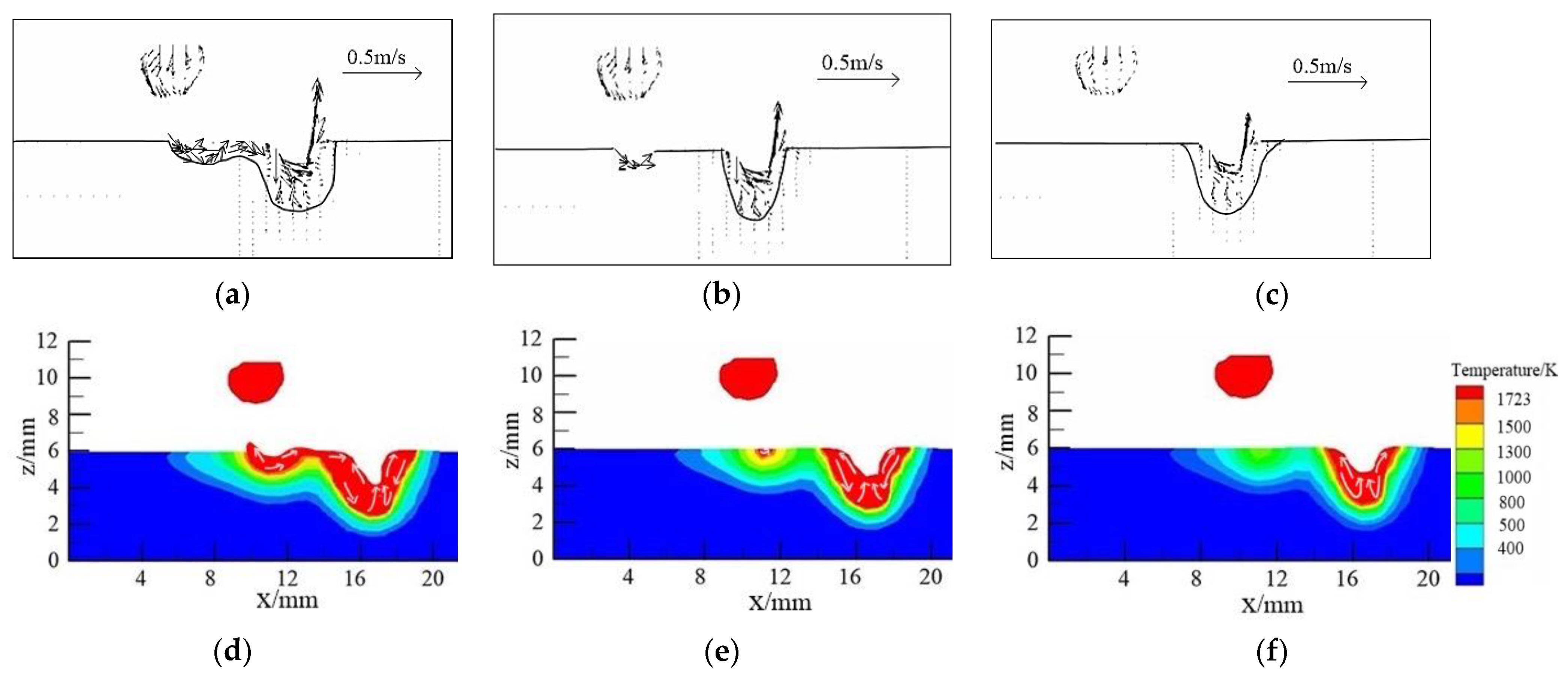
- The temperature field and flow field of the weld pool welded with cable welding wire have been simulated, and the effects of GMAW welding current, PAW current and welding speed on the temperature field and flow field of weld pool have been studied, respectively. With the increase of GMAW welding current, both the length and width of the weld pool becomes larger, the volume of the whole weld zone becomes larger, the weld reinforcement becomes higher and the flow rate of molten metal in the pool increases. With the increase of PAW current, the weld pool length increases, the weld reinforcement decreases and the metal flow speed in the weld pool is obviously accelerated. With the increase of welding speed, the weld pool length and fusion depth will decrease, but the reinforcement will first increase and then decrease. Although the metal flow speed in the weld pool decreases, it does not change much.
- (4)
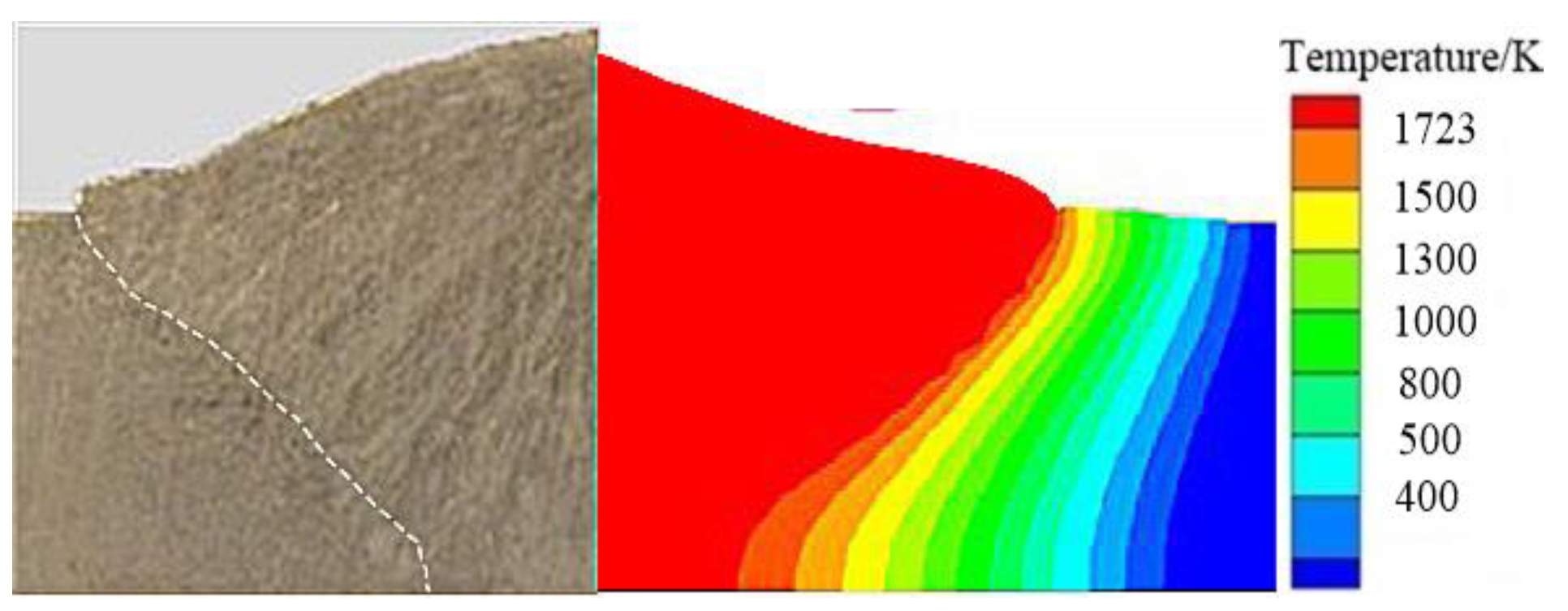
- The simulation results are in strong agreement with the test results, verifying the accuracy of the simulation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lin, S.B.; Fan, C.L.; Yang, C.L. Efficient Welding Method; Mechanical Industry Press: Beijing, China, 2012. (In Chinese) [Google Scholar]
- Wu, C.S.; Wang, L.; Chen, J. Development of high-efficiency modification of arc welding process. Weld. Join. 2013, 8, 1–10. (In Chinese) [Google Scholar]
- Essers, W.G.; Liefkens, A.C. Plasma-MIG welding developed by Philips. Mach. Prod. Eng. 1972, 121, 631–634. [Google Scholar]
- Que, F.H.; Wang, Z.M. Research progress in the plasma-MIG welding. Electr. Weld. Mach. 2013, 43, 28–32. (In Chinese) [Google Scholar]
- Essers, W.G.; Jelmorini, G.; Tichelaar, G.W. Arc characteristics and metal transfer with plasma-MIG welding. Met. Constr. 1972, 4, 439–447. [Google Scholar]
- Wang, C.C. Brand new technical breakthrough—Plasma MIG composite welding process. Mod. Weld. Technol. 2010, 11, J18–J22, J25. (In Chinese) [Google Scholar]
- Zhou, H.Y. Multi-Arc Rotating Coupling Arc and Temperature Field of CO2 Gas Shielded Welding of Cable Welding Wire; Jiangsu University of Science and Technology: Zhenjiang, China, 2012. (In Chinese) [Google Scholar]
- Hu, X.G. Study on Cladding Characteristics and Joint Properties of CO2 Gas Shielded Welding Wire; Jiangsu University of Science and Technology: Zhenjiang, China, 2012. (In Chinese) [Google Scholar]
- Fang, C.; Chen, Z.; Xu, G.; Hu, Q.; Zhou, H.; Shi, Z. Study on the process of CTWW CO2 gas shielded welding. Acta Metall. Sinca 2012, 48, 1299–1305. (In Chinese) [Google Scholar] [CrossRef]
- Zhang, Y.S.; Dong, X.Q.; Li, D.Y. Analysis on the welding pool geometry under the action of double-arc of plasma-MIG welding. Weld. Technol. 2005, 34, 21–22. (In Chinese) [Google Scholar]
- Zhang, Y.S.; Cai, J.; Li, D.Y.; Dong, X.Q. Infinity element analyzed of plasma-MIG welding temperature field. J. Shenyang Univ. Technol. 2004, 26, 258–260. (In Chinese) [Google Scholar]
- Hertel, M.; Füssel, U.; Schnik, M. Numerical simulation of the plasma-MIG process-interactions of the arcs, droplet detachment and weld pool formation. Weld. World 2014, 58, 85–92. [Google Scholar] [CrossRef]
- Wei, B. Research on Hybrid Palsma-Mig Welding Progress of Aluminum Alloys. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, 2014. (In Chinese). [Google Scholar]
- Huo, H.L. Research on Hybrid Palsma-Mig Welding Progress of Medium Thickness Plate Aluminum Alloys. Master’s Thesis, Southwest Jiaotong University, Chengdu, China, 2014. (In Chinese). [Google Scholar]
- Piao, S.J.; Jin, C. Numerical simulation of arc and molten pool of plasma-MIG/MAG hybrid welding. Hot Work. Technol. 2016, 45, 202–205, 209. (In Chinese) [Google Scholar]
- Piao, S.J. Numerical Simulation of Arc and Weld Pool Temperature Field in Plasma-MIG/MAG Hybrid Welding; Dalian University of Technology: Dalian, China, 2016. (In Chinese) [Google Scholar]
- Shi, Z.; Lu, X.H. Large Diameter Stranded Flux Cored Wire. CN201677141U, 22 December 2010. (In Chinese). [Google Scholar]
- Shi, Z.; Lu, X.H. A Manufacturing Method of Large Diameter Carbon Dioxide Protected Stranded Welding Wire. CN101885118A, 17 November 2010. (In Chinese). [Google Scholar]
- Leng, H.K. Study on Narrow Gap Double-Cable-Wire GMAW Welding Pool Fluid Behaviors; Jiangsu University of Science and Technology: Zhenjiang, China, 2017. (In Chinese) [Google Scholar]
- Zhang, T.; Wu, C.S.; Feng, Y.H. Numerical analysis of heat transfer and fluid flow in keyhole plasma arc welding. Numer. Heat Transf. Part A Appl. 2011, 60, 685–698. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Xu, G.X.; Wu, C.S.; Qin, G.L.; Wang, X.Y.; Lin, S.Y. Adaptive volumetric heat source models for laser beam and laser + pulsed GMAW hybrid welding processes. Int. J. Adv. Manuf. Technol. 2011, 57, 245–255. [Google Scholar] [CrossRef]
- Xu, G.; Wu, C.; Ma, X.; Wang, X. Numerical analysis of welding residual stress and distortion in laser+GMAW hybrid welding of aluminum alloy T-joint. Acta Met. Sin. 2013, 26, 352–360. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, C.S. Numerical simulation of temperature field and fluid flow in keyhole plasma arc welding. Trans. China Weld. Inst. 2011, 32, 87–90. (In Chinese) [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Ni | Cr | Mo | V | Cu | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ER50-6 | 0.06–0.15 | 1.4–1.85 | 0.8–1.15 | ≤0.025 | ≤0.025 | ≤0.15 | ≤0.15 | ≤0.15 | ≤0.03 | ≤0.5 | Balanced |
| Q235B | 0.12–0.20 | 0.3–0.67 | ≤0.3 | ≤0.045 | ≤0.045 | — | — | — | — | — | Balanced |
| No. | GMAW Welding Current I1 /A | PAW Current I2 /A | Plasma Flow Rate P(G) /L·min—1 | Welding Speed v /m·min—1 |
|---|---|---|---|---|
| 1 | 280 | 280 | 2.0 | 0.5 |
| 2 | 280 | 280 | 2.0 | 0.6 |
| 3 | 280 | 280 | 2.0 | 0.7 |
| 4 | 320 | 280 | 2.0 | 0.5 |
| 5 | 340 | 280 | 2.0 | 0.5 |
| 6 | 340 | 260 | 2.0 | 0.5 |
| 7 | 340 | 240 | 2.0 | 0.5 |
| Temperature T/K | Thermal Conductivity ×103/(W/mK) | Density × 103 /(kg/m3) | Specific Heat Capacity /(J/kgK) |
|---|---|---|---|
| 293 | 0.050 | 7.80 | 460 |
| 523 | 0.047 | 7.70 | 480 |
| 773 | 0.040 | 7.61 | 530 |
| 1023 | 0.027 | 7.55 | 675 |
| 1273 | 0.030 | 7.49 | 670 |
| 1773 | 0.035 | 7.35 | 660 |
| 1973 | 0.150 | 7.30 | 780 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, C.; Hu, Q.; Pu, J.; Wu, H. Study on the Molten Pool Fluid Behavior of PAW-Cable-Type Seven-Wire GMAW Hybrid Welding. Crystals 2022, 12, 306. https://doi.org/10.3390/cryst12030306
Zhang C, Hu Q, Pu J, Wu H. Study on the Molten Pool Fluid Behavior of PAW-Cable-Type Seven-Wire GMAW Hybrid Welding. Crystals. 2022; 12(3):306. https://doi.org/10.3390/cryst12030306
Chicago/Turabian StyleZhang, Chao, Qingxian Hu, Juan Pu, and Hao Wu. 2022. "Study on the Molten Pool Fluid Behavior of PAW-Cable-Type Seven-Wire GMAW Hybrid Welding" Crystals 12, no. 3: 306. https://doi.org/10.3390/cryst12030306
APA StyleZhang, C., Hu, Q., Pu, J., & Wu, H. (2022). Study on the Molten Pool Fluid Behavior of PAW-Cable-Type Seven-Wire GMAW Hybrid Welding. Crystals, 12(3), 306. https://doi.org/10.3390/cryst12030306