
Improving Strength-Ductility via Short Austenitization in a Low-Carbon Carbide-Free Bainitic Steel





Abstract
1. Introduction
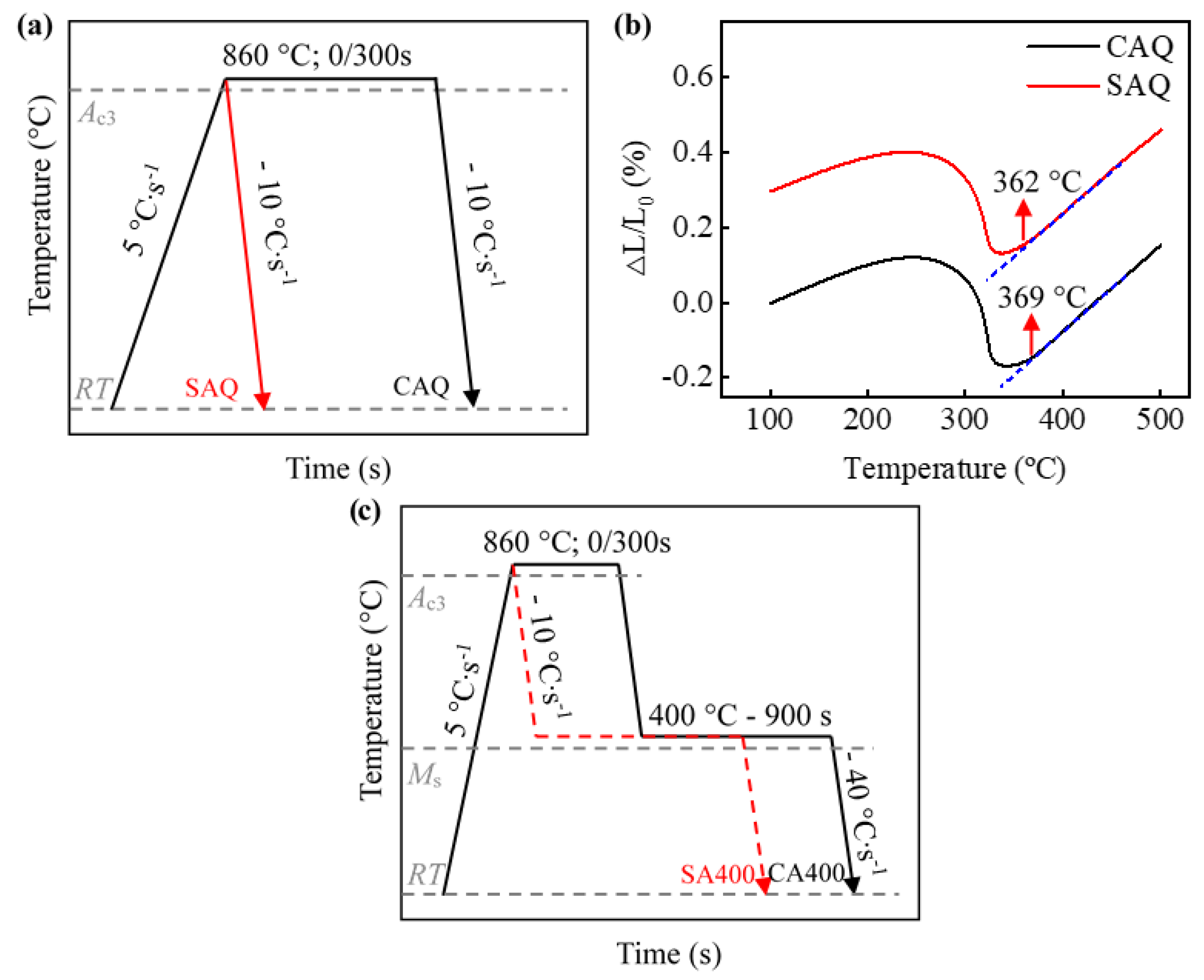
2. Experimental Procedure
3. Results and Discussion
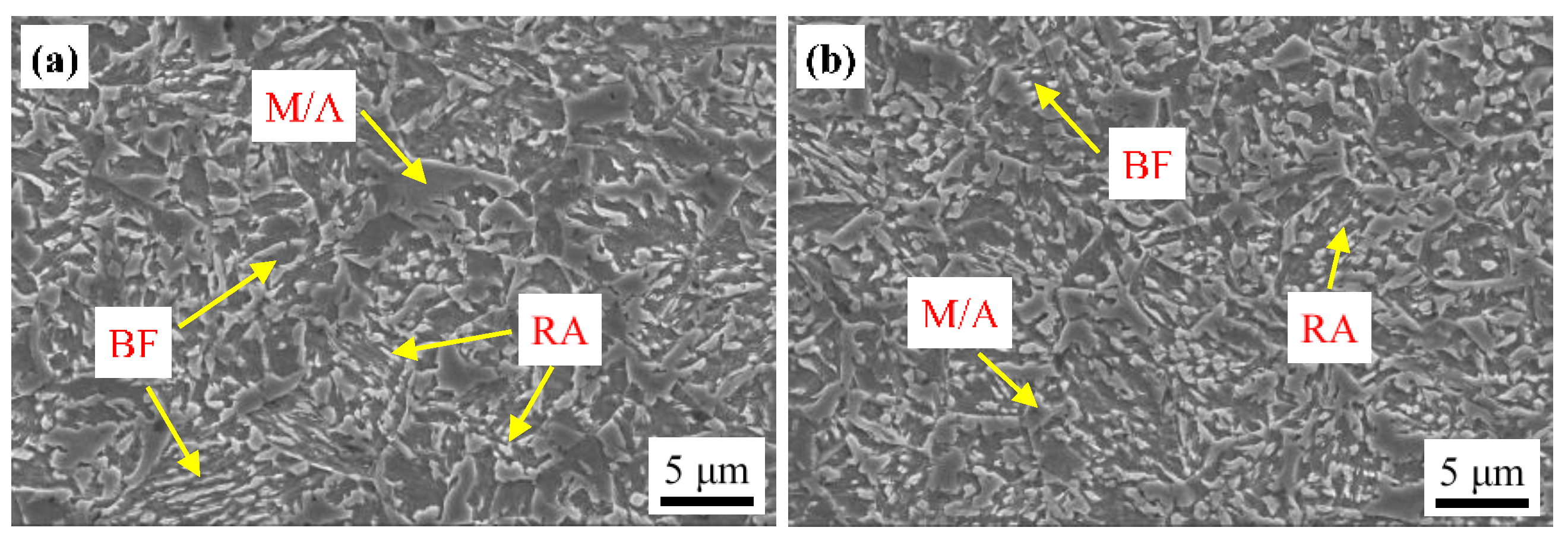
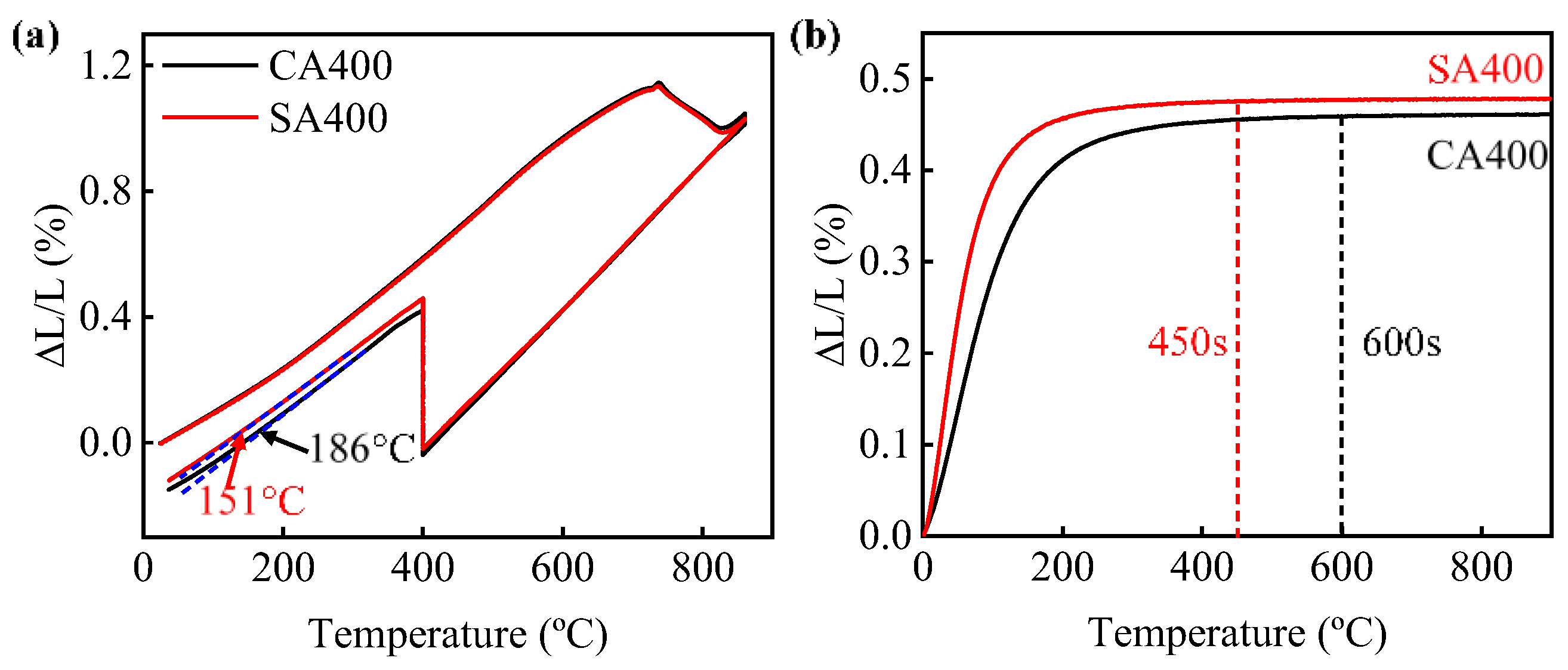
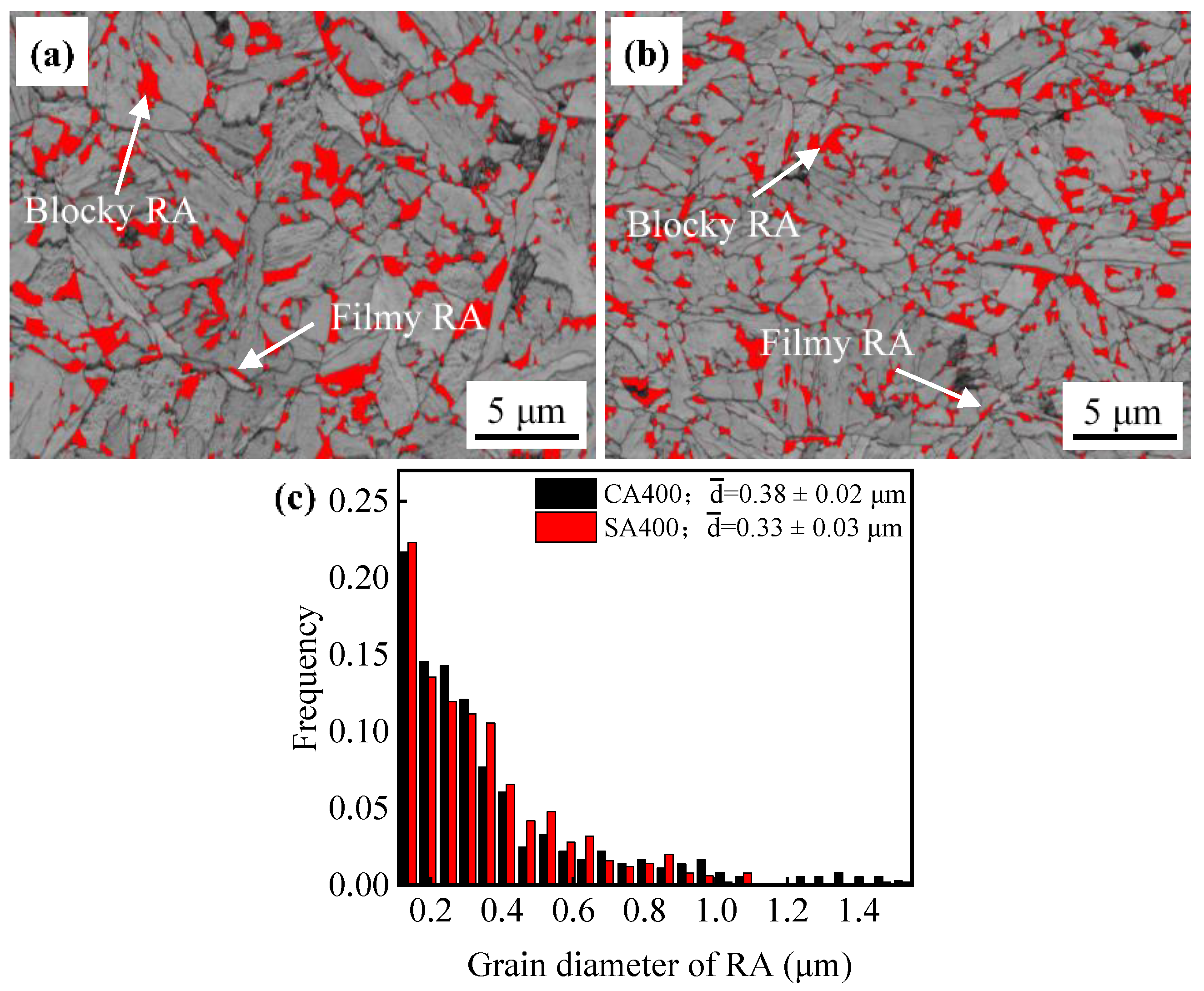
3.1. Microstructure Evolution
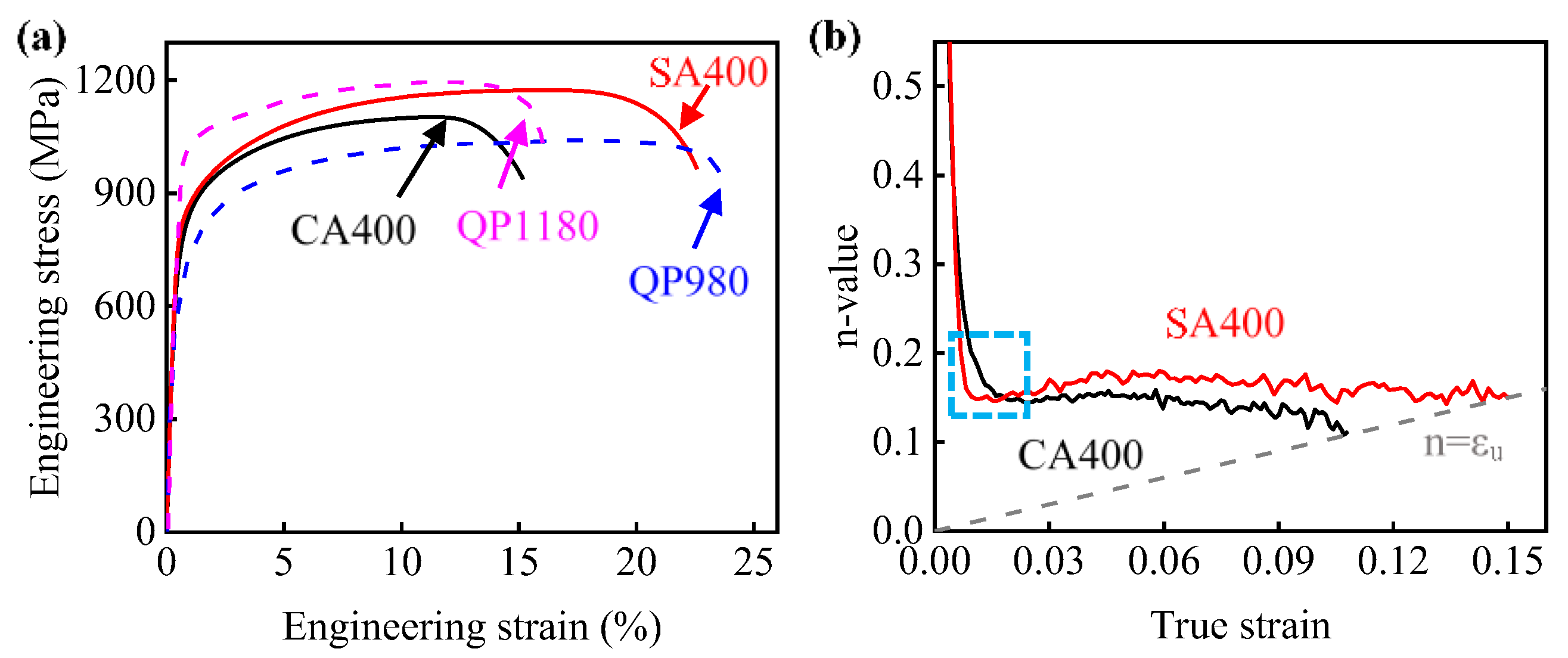
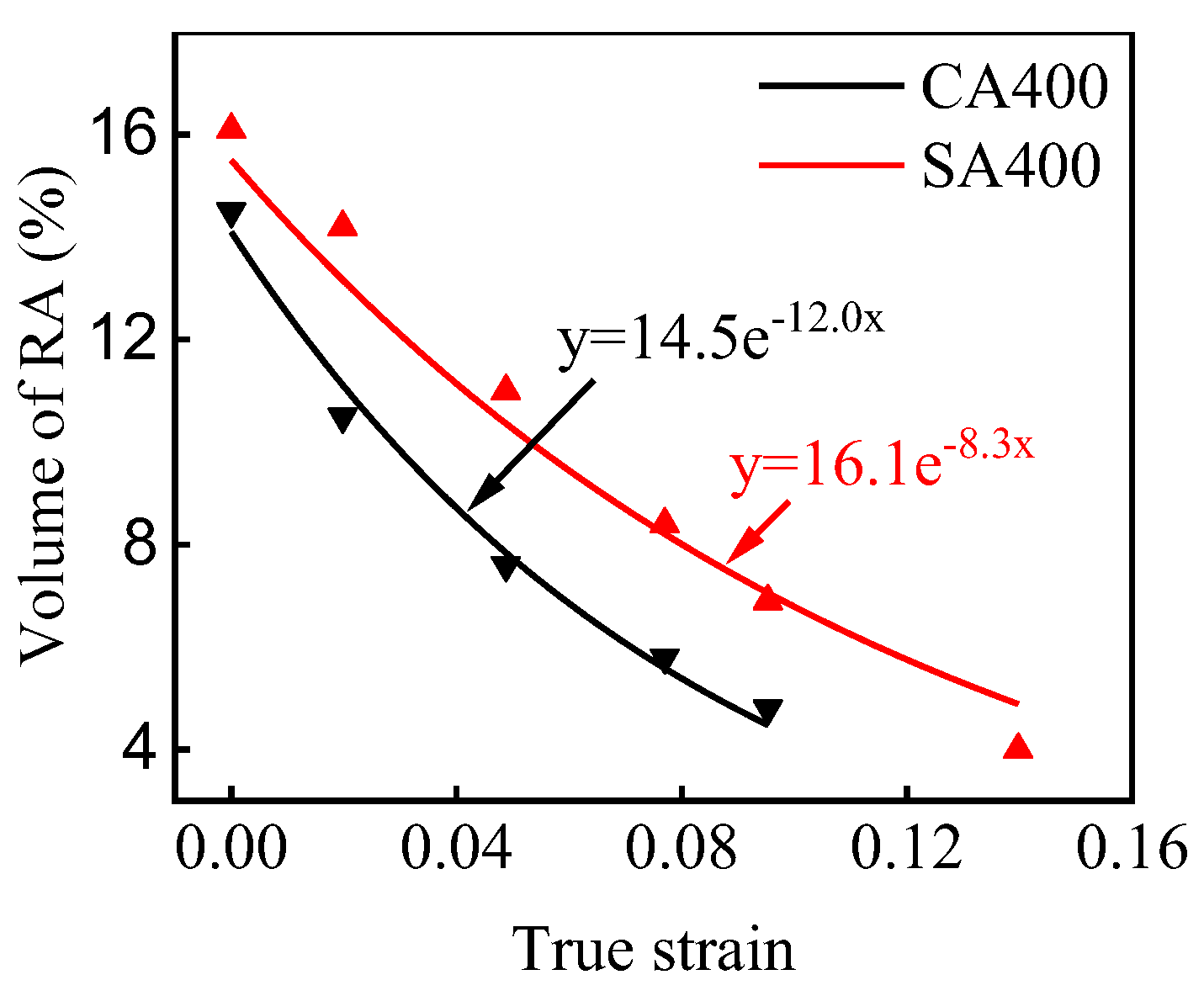
3.2. Improved Strength-Ductility Match by SA
4. Conclusions
- (1)
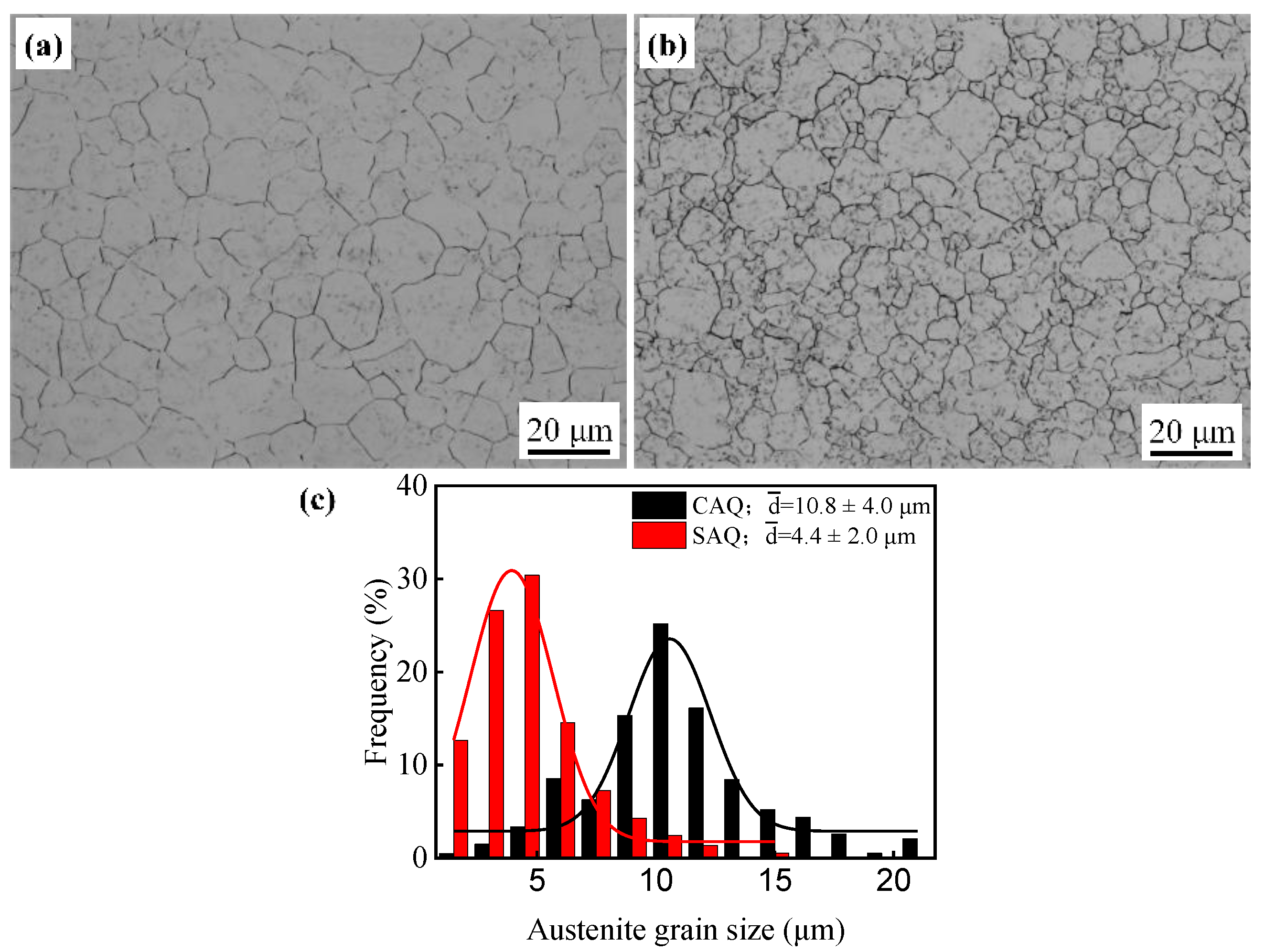
- The average PAGS was refined from 10.8 ± 4.0 μm to 4.4 ± 2.0 μm via the SA process. The fined PAGS not only reduces the size of bainitic ferrite lath, but also improves the stability of retained austenite.
- (2)
- A higher strength and ductility (tensile strength of 1174 MPa and elongation of 22.6%) have been achieved by adopting the SA process, which is comparable or even better compared with commercial QP980 and QP1180 steels. The enhanced work hardening capability, by more efficient TRIP effect and refined bainitic ferrite lath, is responsible for the simultaneously improved strength and ductility. Besides, less martensite in SA400 is also beneficial for the high ductility.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Takayama, N.; Miyamoto, G.; Furuhara, T. Chemistry and three-dimensional morphology of martensite-austenite constituent in the bainite structure of low-carbon low-alloy steels. Acta Mater. 2018, 145, 154–164. [Google Scholar] [CrossRef]
- Rampelberg, C.; Allain, S.Y.P.; Geandier, G.; Teixeira, J.; Lebel, F.; Sourmail, T. Carbide-free bainite transformations above and below martensite start temperature investigated by in-situ high-energy X-ray diffraction. JOM 2021, 73, 3181–3194. [Google Scholar] [CrossRef]
- Caballero, F.G.; Allain, S.; Cornide, J.; Puerta Velásquez, J.D.; Garcia-Mateo, C.; Miller, M.K. Design of cold rolled and continuous annealed carbide-free bainitic steels for automotive application. Mater. Des. 2013, 49, 667–680. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G. Ultra-high-strength bainitic steels. ISIJ Int. 2005, 45, 1736–1740. [Google Scholar] [CrossRef]
- Cornide, J.; Garcia-Mateo, C.; Capdevila, C.; Caballero, F.G. An assessment of the contributing factors to the nanoscale structural refinement of advanced bainitic steels. J. Alloys Compd. 2013, 577, S43–S47. [Google Scholar] [CrossRef]
- Eres-Castellanos, A.; Hidalgo, J.; Zorgani, M.; Jahazi, M.; Toda-Caraballo, I.; Caballero, F.G.; Garcia-Mateo, C. Assessing the scale contributing factors of three carbide-free bainitic steels: A complementary theoretical and experimental approach. Mater. Des. 2021, 197, 109217. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Mechanical Properties of Low-Temperature Bainite. Mater. Sci. Forum 2005, 500–501, 495–502. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, A. Mechanical properties of nanostructured bainitic steels. Materialia 2021, 15, 101034. [Google Scholar] [CrossRef]
- Yang, J.; Wang, T.S.; Zhang, B.; Zhang, F.C. Microstructure and mechanical properties of high-carbon Si–Al-rich steel by low-temperature austempering. Mater. Des. 2012, 35, 170–174. [Google Scholar] [CrossRef]
- Gong, W.; Tomota, Y.; Harjo, S.; Su, Y.H.; Aizawa, K. Effect of prior martensite on bainite transformation in nanobainite steel. Acta Mater. 2015, 85, 243–249. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Development of Hard Bainite. ISIJ Int. 2003, 43, 1238–1243. [Google Scholar] [CrossRef]
- Caballero, F.G.; Santofimia, M.J.; Garcia-Mateo, C.; Chao, J.; García de Andrés, C. Theoretical design and advanced microstructure in super high strength steels. Mater. Des. 2009, 30, 2077–2083. [Google Scholar] [CrossRef]
- Hasan, S.M.; Ghosh, M.; Chakrabarti, D.; Singh, S.B. Development of continuously cooled low-carbon, low-alloy, high strength carbide-free bainitic rail steels. Mater. Sci. Eng. A 2020, 771, 138590. [Google Scholar] [CrossRef]
- Lan, H.F.; Du, L.X.; Misra, R.D.K. Effect of microstructural constituents on strength–toughness combination in a low carbon bainitic steel. Mater. Sci. Eng. A 2014, 611, 194–200. [Google Scholar] [CrossRef]
- Yang, H.S.; Bhadeshia, H.K.D.H. Designing low carbon, low temperature bainite. Mater. Sci. Technol. 2013, 24, 335–342. [Google Scholar] [CrossRef]
- Caballero, F.G.; Santofimia, M.J.; Capdevila, C.; Garcia-Mateo, C.; García de Andrés, C. Design of advanced bainitic steels by optimisation of TTT diagrams and T0 curves. ISIJ Int. 2006, 46, 1479–1488. [Google Scholar] [CrossRef]
- Hell, J.C.; Dehmas, M.; Allain, S.; Prado, J.M.; Hazotte, A.; Chateau, J.P. Microstructure-properties relationships in carbide-free bainitic steels. ISIJ Int. 2011, 51, 1724–1732. [Google Scholar] [CrossRef]
- Qian, L.H.; Li, Z.; Wang, T.L.; Li, D.D.; Zhang, F.C.; Meng, J.Y. Roles of pre-formed martensite in below- Ms bainite formation, microstructure, strain partitioning and impact absorption energies of low-carbon bainitic steel. J. Mater. Sci. Technol. 2022, 96, 69–84. [Google Scholar] [CrossRef]
- Long, X.Y.; Kang, J.; Lv, B.; Zhang, F.C. Carbide-free bainite in medium carbon steel. Mater. Des. 2014, 64, 237–245. [Google Scholar] [CrossRef]
- Wang, X.L.; Wu, K.M.; Hu, F.; Yu, L.; Wan, X.L. Multi-step isothermal bainitic transformation in medium-carbon steel. Scr. Mater. 2014, 74, 56–59. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels: Theory and Practice, 3rd ed.; Maney Publishing: London, UK, 2015. [Google Scholar] [CrossRef]
- García de Andrés, C.; Caballero, F.G.; Capdevila, C.; Álvarez, L.F. Application of dilatometric analysis to the study of solid–solid phase transformations in steels. Mater. Charact. 2002, 48, 101–111. [Google Scholar] [CrossRef]
- ASTM 370–21; Standard Test Methods and Definitions for Mechanical Testing of Steel Products. ASTM International: West Conshohocken, PA, USA, 2021. [CrossRef]
- Zinsaz-Borujerdi, A.; Zarei-Hanzaki, A.; Abedi, H.R.; Karam-Abian, M.; Ding, H.; Han, D.; Kheradmand, N. Room temperature mechanical properties and microstructure of a low alloyed TRIP-assisted steel subjected to one-step and two-step quenching and partitioning process. Mater. Sci. Eng. A 2018, 725, 341–349. [Google Scholar] [CrossRef]
- Vandijk, N.; Butt, A.; Zhao, L.; Sietsma, J.; Offerman, S.; Wright, J.; Vanderzwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H.; Edmonds, D.V. The mechanism of bainite formation in steels. Acta Metall. 1980, 28, 1265–1273. [Google Scholar] [CrossRef]
- Xu, B.Y.; Chen, P.; Chen, X.F.; Wu, D.; Wang, G.D.; Guo, J.Y.; Liu, R.D.; Yi, H.L. The critical prior austenite grain size of bainitic transformation in a δ-TRIP steel. Scripta Mater. 2022. submitted. [Google Scholar]
- Caballero, F.G.; Bhadeshia, H.K.D.H. Very strong bainite. Curr. Opin. Solid State Mater. Sci. 2004, 8, 251–257. [Google Scholar] [CrossRef]
- Singh, S.B.; Bhadeshia, H.K.D.H. Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 1998, 245, 72–79. [Google Scholar] [CrossRef]
- Azuma, M.; Fujita, N.; Takahashi, M.; Iung, T. Modelling upper and lower bainite transformation in Steels. Mater. Sci. Forum 2003, 426–432, 1405–1412. [Google Scholar] [CrossRef]
- Santofimia, M.J.; Nguyen-Minh, T.; Zhao, L.; Petrov, R.; Sabirov, I.; Sietsma, J. New low carbon Q&P steels containing film-like intercritical ferrite. Mater. Sci. Eng. A 2010, 527, 6429–6439. [Google Scholar] [CrossRef]
- Barbacki, A. The role of bainite in shaping mechanical properties of steels. J. Mater. Process. Technol. 1995, 53, 57–63. [Google Scholar] [CrossRef]
- Yi, H.L.; Sun, L.; Xiong, X.C. Challenges in the formability of the next generation of automotive steel sheets. Mater. Sci. Technol. 2018, 34, 1112–1117. [Google Scholar] [CrossRef]
- Wu, Y.; Guo, Y.; Zhang, W.; Li, L. Microstructure evolution and dynamic mechanical behavior of laser welded dissimilar joint between QP1180 and TRIP780. J. Mater. Res. Technol. 2022, 16, 977–987. [Google Scholar] [CrossRef]
- Avishan, B.; García -Mateo, C.; Morales-Rivas, L.; Yazdani, S.; Caballero, F.G. Strengthening and mechanical stability mechanisms in nanostructured bainite. J. Mater. Sci. 2013, 48, 6121–6132. [Google Scholar] [CrossRef]
- Yi, H.L.; Lee, K.Y.; Bhadeshia, H.K.D.H. Mechanical stabilisation of retained austenite in δ-TRIP steel. Mater. Sci. Eng. A 2011, 528, 5900–5903. [Google Scholar] [CrossRef]
- Caballero, F.G.; García-Mateo, C.; Chao, J.; Santofimia, M.J.; Capdevila, C.; García de Andrés, C. Effects of morphology and stability of retained austenite on the ductility of TRIP-aided bainitic steels. ISIJ Int. 2008, 48, 1256–1262. [Google Scholar] [CrossRef]
- Xu, N.; Wang, L.; Hu, J.; Liu, H.; Yu, S.; Xu, W. Batch annealing enhances the yield strength of a high quenching temperature Q&P steel through accelerated bainitic transformation. Mater. Sci. Eng. A 2022, 855, 143888. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.J.; Wang, M.Q.; Hui, W.J.; Dong, H.; Cao, W.Q. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Sugimoto, K.I.; Kobayashi, M.; Hashimoto, S.I. Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. A 1992, 23, 3085–3091. [Google Scholar] [CrossRef]
- Chen, P.; Chen, R.; Li, X.W. Tensile deformation behavior related with strain-induced martensitic transformation in a duplex Fe-Mn-Al-C low-density steel. Mater. Charact. 2022, 189, 111954. [Google Scholar] [CrossRef]
- Zhao, F.Y.; Chen, P.; Xu, B.Y.; Yu, Q.; Misra, R.D.K.; Wang, G.D.; Yi, H.L. Martensite transformation of retained austenite with diverse stability and strain partitioning during tensile deformation of a carbide-free Bainitic steel. Mater. Charact. 2021, 179, 111327. [Google Scholar] [CrossRef]
- Zackay, V.F.; Parker, E.R.; Farh, D.; Busch, R. The enhancement of ductility in high-strength steels. ASM Trans. Q. 1967, 60, 252–259. [Google Scholar]
- McCutcheon, D.B.; Trumper, T.W.; Embury, J.D. Controlled rolling of acicular ferrite plate. Rev. Métallurgie 1976, 73, 143–174. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Chen, P.; Yang, D.; Di, H.; Yi, H. Improving Strength-Ductility via Short Austenitization in a Low-Carbon Carbide-Free Bainitic Steel. Crystals 2022, 12, 1636. https://doi.org/10.3390/cryst12111636
Li J, Chen P, Yang D, Di H, Yi H. Improving Strength-Ductility via Short Austenitization in a Low-Carbon Carbide-Free Bainitic Steel. Crystals. 2022; 12(11):1636. https://doi.org/10.3390/cryst12111636
Chicago/Turabian StyleLi, Jianhua, Peng Chen, Dapeng Yang, Hongshuang Di, and Hongliang Yi. 2022. "Improving Strength-Ductility via Short Austenitization in a Low-Carbon Carbide-Free Bainitic Steel" Crystals 12, no. 11: 1636. https://doi.org/10.3390/cryst12111636
APA StyleLi, J., Chen, P., Yang, D., Di, H., & Yi, H. (2022). Improving Strength-Ductility via Short Austenitization in a Low-Carbon Carbide-Free Bainitic Steel. Crystals, 12(11), 1636. https://doi.org/10.3390/cryst12111636