
Effects of Quenching Medium on Microstructure and Mechanical Properties of High Chromium Cast Iron


Abstract
:1. Introduction
2. Materials and Methods
3. Results
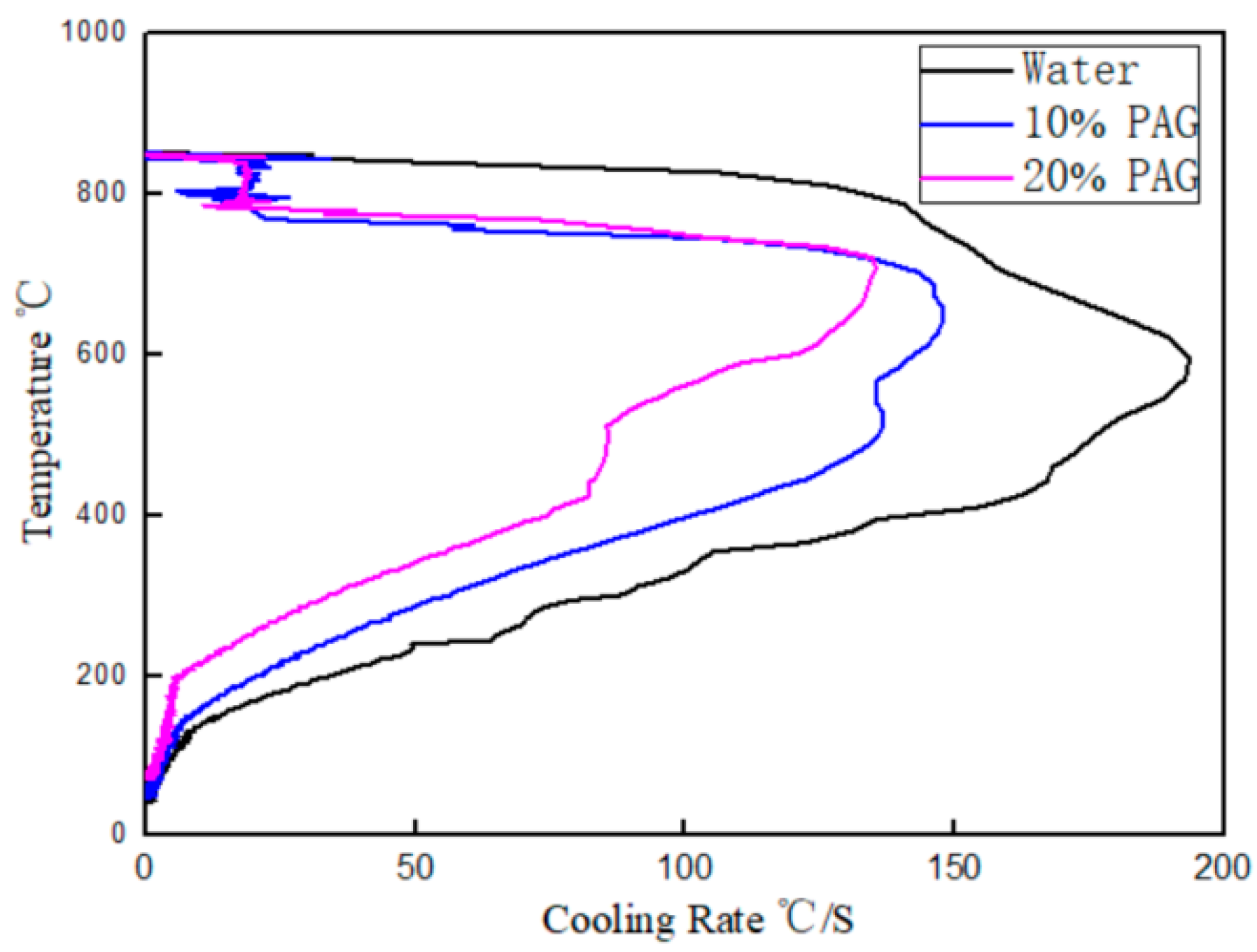
3.1. The Cooling Properties of Different Quenching Medium
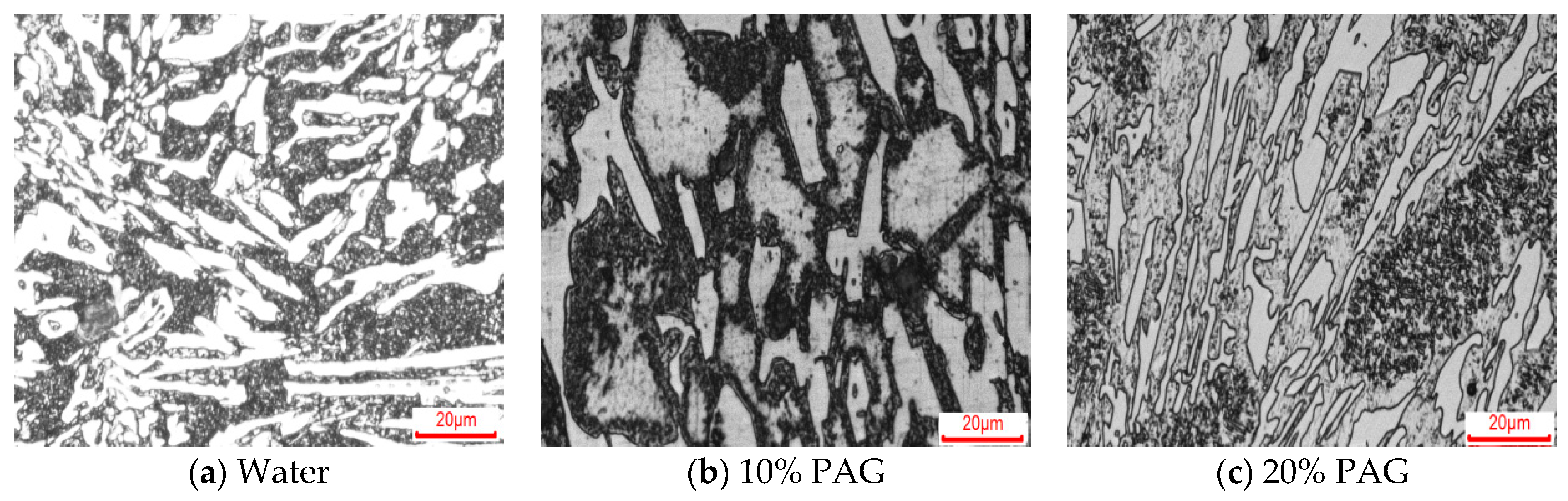
3.2. Effect of Quenching Medium on Microstructure of High Chromium Cast Iron
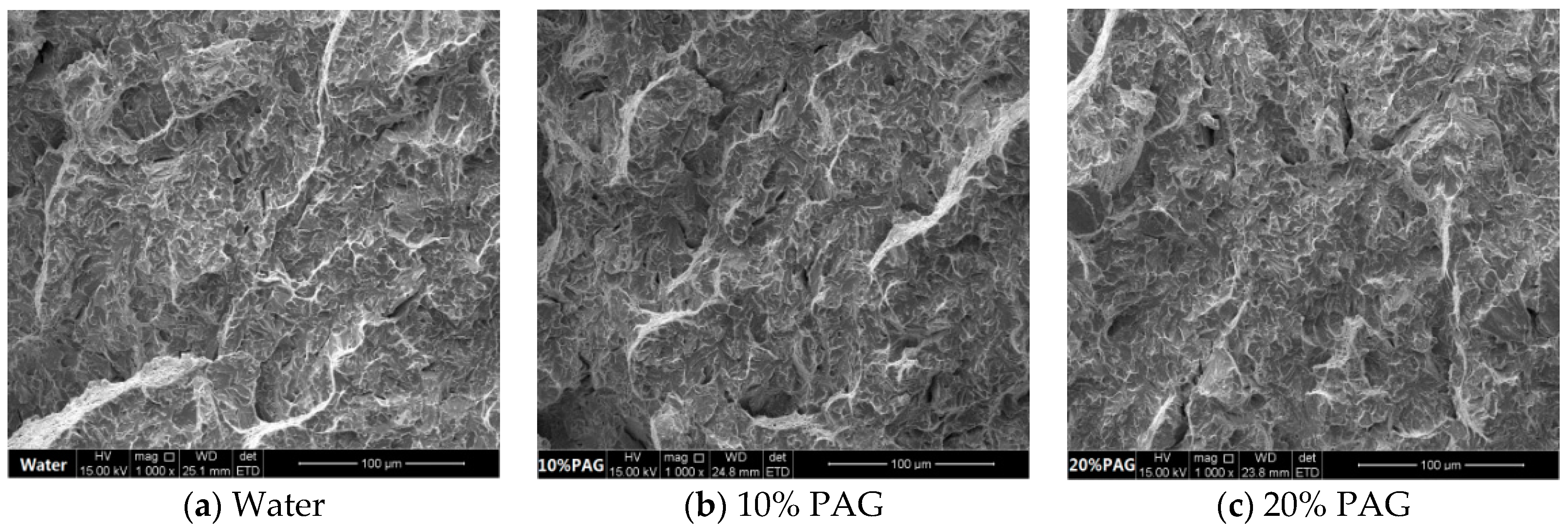
3.3. Effect of Quenching Medium on the Toughness of High Chromium Cast Iron
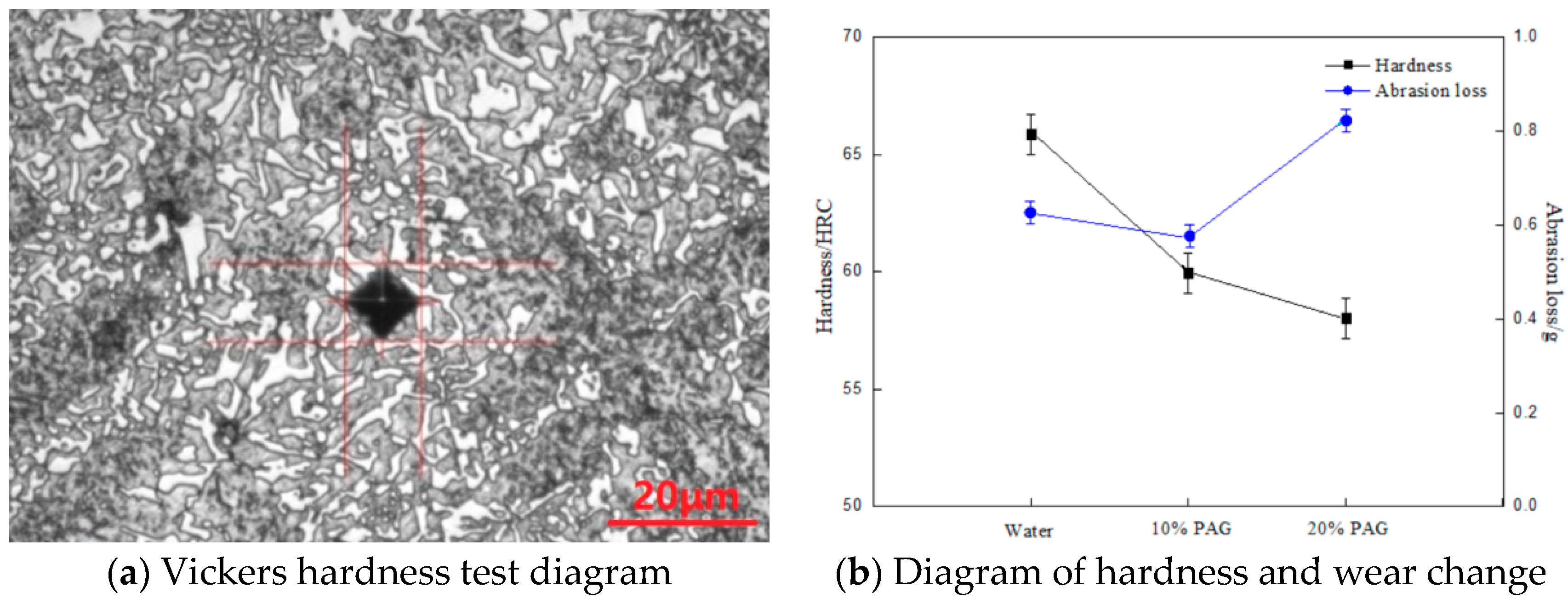
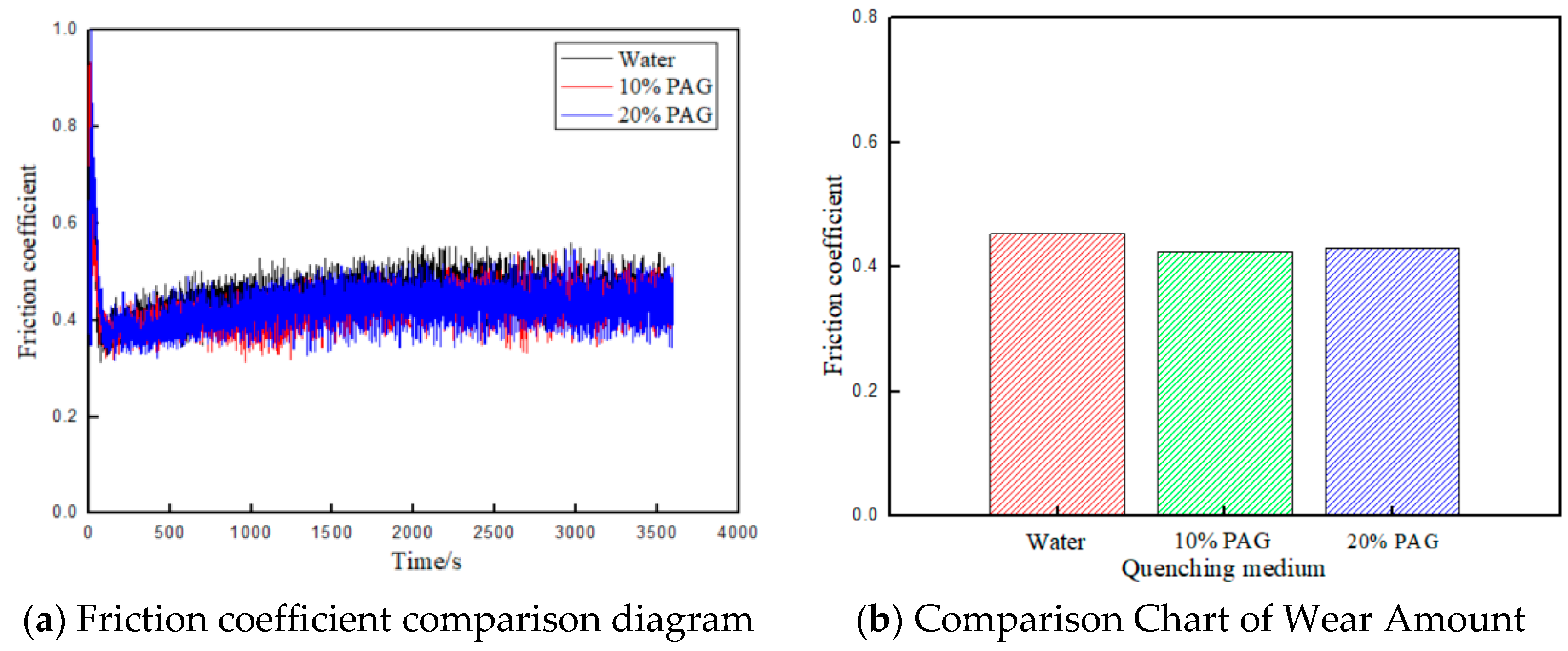
3.4. Effect of Quenching Medium on Wear Resistance of High Chromium Cast Iron
4. Conclusions
- (1)
- The maximum cooling rate, cooling rate at 300 °C and the quenching liquid cooling capacity of water at 20 °C was 193.6 °C/s, 88.6 °C/s and 2431.1, respectively. With the increase in PAG concentration, the maximum cooling rate and the cooling rate at 300 °C of the coolant decreased.
- (2)
- The microstructure of high chromium cast iron treated by water cooling, 10% PAG and 20% PAG was white carbide + tempered martensite + retained austenite, and its impact toughness and fracture toughness were gradually improved.
- (3)
- The water-cooled high chromium cast iron had the highest Rockwell hardness 66.2 HRC, good wear resistance of 0.6103 g and the greatest friction coefficient of 0.4233, the high chromium cast iron treated with 10% PAG had the best wear resistance of 0.5715 and the lowest friction coefficient of 0.4182, the high chromium cast iron treated with 20% PAG had the lowest Rockwell hardness of 58.1 HRC and the worst wear resistance of 0.8213 g.
- (4)
- The optimal quenching cooling medium for high chromium cast iron was obtained through research. The effect of the strengthening process on the properties of high chromium cast iron will be studied later, so as to obtain different preparation processes and properties of high chromium cast iron and guide its use under different working conditions.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hamid Pourasiabi, J.D. Gates. Effects of niobium macro-additions to high chromium white cast iron on microstructure, hardness and abrasive wear behavior. Mater. Des. 2021, 212, 110261. [Google Scholar] [CrossRef]
- Zhao, Z.; Song, R.; Zhang, Y.; Yu, P.; Pei, Y. Co-orientation relationship between secondary carbides and adjacent ferrite after quenching and tempering in high chromium cast iron. Vacuum 2021, 184, 109911. [Google Scholar] [CrossRef]
- Niu, G.; Sui, Y.; Zeng, H.; He, H.; Jiang, Y.; Zhou, M. Effect of centrifugal casting temperature on the microstructure and properties of ZTAP/HCCI matrix composites. Mater. Res. Express 2021, 8, 026513. [Google Scholar] [CrossRef]
- Feifei, H.; Da, L.; Ting, D. Effect of rare earth oxides on the morphology of carbides metal of high chromium cast iron. J. Rare Earths 2012, 29, 168–172. [Google Scholar]
- Lai, J.P.; Pan, Q.L.; Peng, H.J.; Cui, H.R.; Xiao, C.A. Effects of Si on the Microstructures and Mechanical Properties of High-Chromium Cast Iron. J. Mater. Eng. Perform. 2016, 11, 4617–4623. [Google Scholar] [CrossRef]
- Zhi, X.H.; Xing, J.D.; Fu, H.G.; Gao, Y.M. Effect of Titanium on theas-Cast Microstructure of Hypereutectic High Chromium Cast Iron. Mater. Charact. 2008, 59, 1221–1226. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Correa, R.; Quezada, J.G.; Maldonado, C. Effect of Titanium on the as-Cast Microstructure of a 16% Chromium White Iron. Mater. Sci. Eng. A 2005, 398, 297–308. [Google Scholar] [CrossRef]
- Zhi, X.H.; Xing, J.D.; Fu, H.G.; Xiao, B. Effect of Niobium on theas-Cast Microstructure of Hypereutectic High Chromium Cast Iron. Mater. Lett. 2008, 62, 857–860. [Google Scholar] [CrossRef]
- Filipovic, M.; Kamberovic, Z.; Korac, M.; Gavrilovski, M. Microstructure and Mechanical Properties of Fe-Cr-C-Nb White CastIrons. Mater. Des. 2013, 47, 41–48. [Google Scholar] [CrossRef]
- González-Pociño, A.; Asensio-Lozano, J.; Álvarez-Antolín, F.; García-Diez, A. Improvement of Impact Toughness and Abrasion Resistance of a 3C-25Cr-0.5Mo Alloy Using a Design of Experiment Statistical Technique: Microstructural Correlations after Heat Treatments. Metals 2021, 11, 595. [Google Scholar] [CrossRef]
- Fortini, A.; Suman, A.; Vulpio, A.; Merlin, M.; Pinelli, M. Microstructural and Erosive Wear Characteristics of a High Chromium Cast Iron. Coatings 2021, 11, 490. [Google Scholar] [CrossRef]
- Tabrett, C.P.; Sare, I.R. Effect of high temperautre and sub-ambient treatments on the matrix strucutre and abrasion resistance of a high-chromium white iron. Scriptamaterialia 1998, 38, 1747–1753. [Google Scholar]
- Efremenko, V.; Shimizu, K.; Chabak, Y. Effect of destabilizing heat treatment on solid-state phase transformation in high-chromium cast irons. Metall. Mater. Trans. A 2013, 44, 5434–5446. [Google Scholar] [CrossRef]
- Karantzalis, A.E.; Lekatou, A.; Diavati, E. Effect of destabilization heat treatments on the microstructure of high-chromium cast iron: A microscopy examination approach. J. Mater. Eng. Perform. 2009, 18, 1078–1085. [Google Scholar] [CrossRef]
- Guangyi, Z. The lecture of the quenching medium-The fifth lecture: The cooling capacity test of water-based quenching medium. Mach. Met. Form. 2000, 5, 44–45. [Google Scholar]
- Zou, W.-Q.; Zhang, Z.-G.; Yang, H.; Li, W. Effect of vibration frequency on microstructure and perpormance of high chromium cast iron prepared by loast foam casting. China Foundry 2016, 13, 248–255. [Google Scholar] [CrossRef]
- Wei, H.-H.; Zhang, T.; Dong, L.-X. Effect of Heat Treatment on Microstructure and Properties of High Chromium Cast Steel. Electr. Weld. Mach. 2021, 51, 41–45. [Google Scholar]
- Jiang, Z.-Q.; Fu, H.-G. Effect of Heat Treatment on Microstructure and Properties of High Chromium Cast Iron Roll. Heat Treat. Met. 2005, 13, 305–309. [Google Scholar]
- Ma, Z.; Zhao, Y.-C.; Wang, T.-C. Effect of Heat Treating Temgperature on the Microstructure and Wear-resistance of High Cr Iron. J. China Coal Soc. 2001, 26, 191–194. [Google Scholar]
- Wiengmonn, A.; Chairuangsri, T.; Chomsang, N.; Poolthon, N. Effects of heat treatment on hardness and dry wear properties of a semi-solid processed Fe-27 pct Cr-2.9 wt pct C cast iron. J. Mater. Sci. Technol. 2008, 24, 330–334. [Google Scholar]
- Sun, Y.; Yu, Q.-B.; Min, H. Microstructure and mechanical properties of T10 steel after cryogenic treatment. Trans. Mater. Heat Treat. 2014, 35, 51–55. [Google Scholar]
- Yuncheng, H.; You, W.; Zhaoyi, P.; Yu, Y. Influence of rare earth nanoparticles and inoculangt on performance and microstrucuture of high chromium cast iron. J. Rare Earth 2012, 30, 283–288. [Google Scholar]
- Li, Y.; Li, P.; Wang, K.; Li, H.; Gong, M.; Tong, W. Microstructure and mechanical properties of a Mo alloyed high chromium cast iron after different heat treatments. Vacuum 2018, 156, 59–67. [Google Scholar] [CrossRef]
- Bedolla-Jacuinde, A.; Guerra, F.V.; Guerrero-Pastran, A.J.; Sierra-Cetina, M.A.; Valdez-Medina, S. Microstructural effect and wear performance of high chromium white cast iron modified with high boron contents. Wear 2021, 476, 203675. [Google Scholar] [CrossRef]
- Libin, N.; Yunhua, X.; Hong, W. Microstructure and mechanical properties of high-Cr cast iron bars reinforced hadfield steel matrix composites. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2010, 25, 464–468. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | Si | P | S | Ni | Cr | V | Mo |
|---|---|---|---|---|---|---|---|---|---|
| Wt% | 2.142 | 0.928 | 0.301 | 0.024 | 0.014 | 0.088 | 14.682 | 0.053 | 0.004 |
| Quenching Temperature/°C | Holding Time/h | Quenching Medium | Tempering Temperature/°C | Holding Time/h |
|---|---|---|---|---|
| 950 | 2 | Water | 250 | 3 |
| 950 | 2 | 10% PAG | 250 | 3 |
| 950 | 2 | 20% PAG | 250 | 3 |
| Quenching Medium | Maximum Cooling Rate VMax/°C/s | Temperature at Maximum Cooling Rate TVMax/°C | Cooling Rate at 300 °C V 300/°C/s |
|---|---|---|---|
| Water | 193.6 | 596.4 | 88.6 |
| 10% PAG | 148.0 | 655.7 | 56.4 |
| 20% PAG | 135.4 | 707.3 | 33.7 |
| Quenching Medium | Characteristic Temperature Tvp/°C | Average Cooling Rate from 800 °C to 400 °C CR/°C/s | Cooling Time from 400 °C to 150 °C t/s | Quenching Liquid Cooling Capacity CP |
|---|---|---|---|---|
| Water | 842 | 167.7 | 3.4 | 2431.1 |
| 10% PAG | 803 | 87.3 | 7.8 | 1496.4 |
| 20% PAG | 785 | 79.3 | 17.9 | 1004.2 |
| Quenching Medium | Ak/J/cm2 | KIc/(MN × m−3/2) |
|---|---|---|
| Water | 3.20 ± 0.15 | 16.62 ± 0.55 |
| 10% PAG | 4.32 ± 0.18 | 20.16 ± 0.72 |
| 20% PAG | 5.98 ± 0.20 | 23.68 ± 0.81 |
| Quenching Medium | HV0.1 | |||
|---|---|---|---|---|
| Water | 1185 | 1268 | 1252 | 1235 |
| 10% PAG | 1276 | 1195 | 1343 | 1271 |
| 20% PAG | 1108 | 962 | 1083 | 1051 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Zhu, P.-X.; Tang, C.; Sun, Z. Effects of Quenching Medium on Microstructure and Mechanical Properties of High Chromium Cast Iron. Crystals 2022, 12, 1332. https://doi.org/10.3390/cryst12101332
Li Y, Zhu P-X, Tang C, Sun Z. Effects of Quenching Medium on Microstructure and Mechanical Properties of High Chromium Cast Iron. Crystals. 2022; 12(10):1332. https://doi.org/10.3390/cryst12101332
Chicago/Turabian StyleLi, Yi, Peng-Xiao Zhu, Cai Tang, and Zhi Sun. 2022. "Effects of Quenching Medium on Microstructure and Mechanical Properties of High Chromium Cast Iron" Crystals 12, no. 10: 1332. https://doi.org/10.3390/cryst12101332
APA StyleLi, Y., Zhu, P.-X., Tang, C., & Sun, Z. (2022). Effects of Quenching Medium on Microstructure and Mechanical Properties of High Chromium Cast Iron. Crystals, 12(10), 1332. https://doi.org/10.3390/cryst12101332