
Detection of Scratch on Transparent Plate with Strong Scattering Noise by Digital Holographic Technique

 ,
,  ,
, 
Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
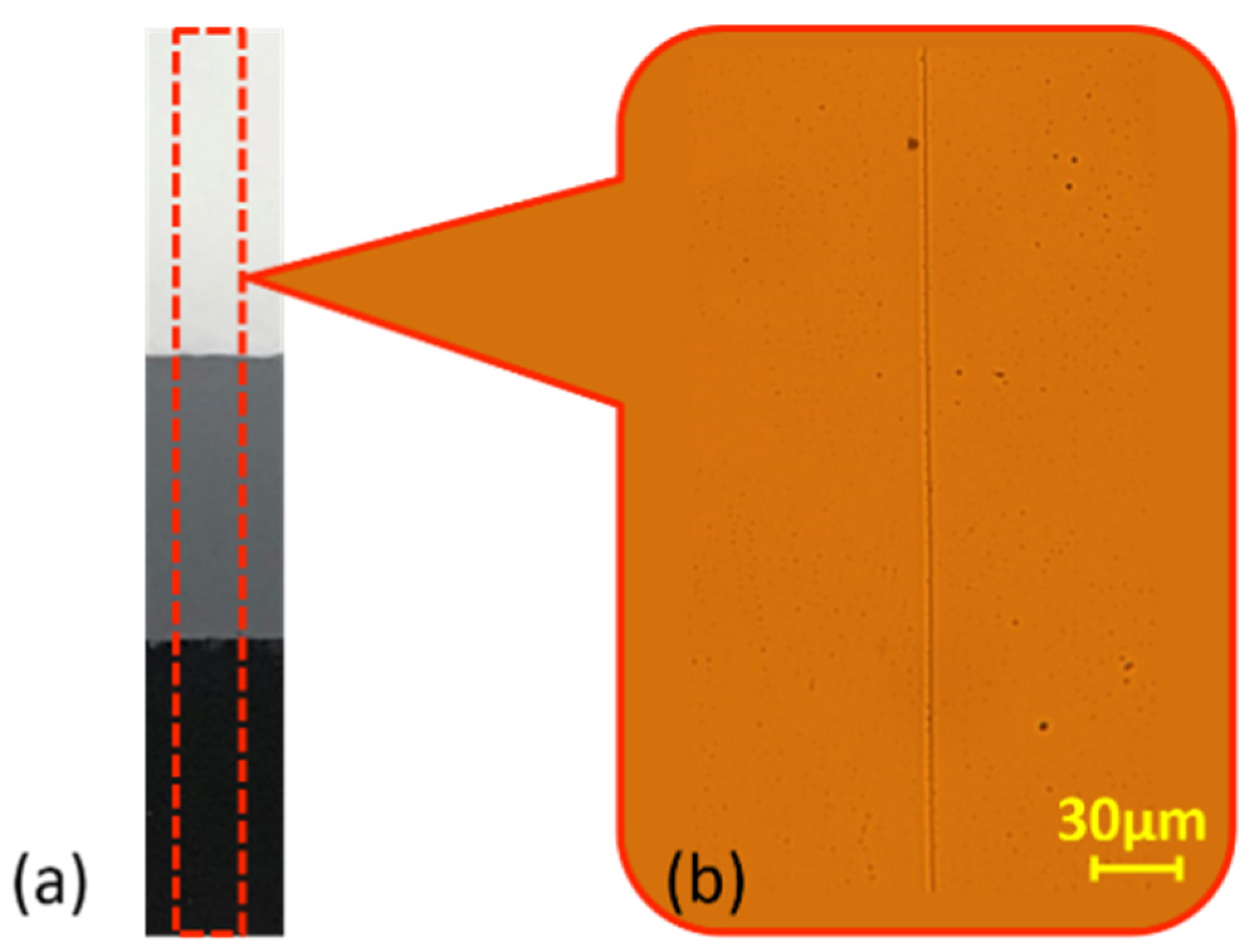
2. Sample Preparation
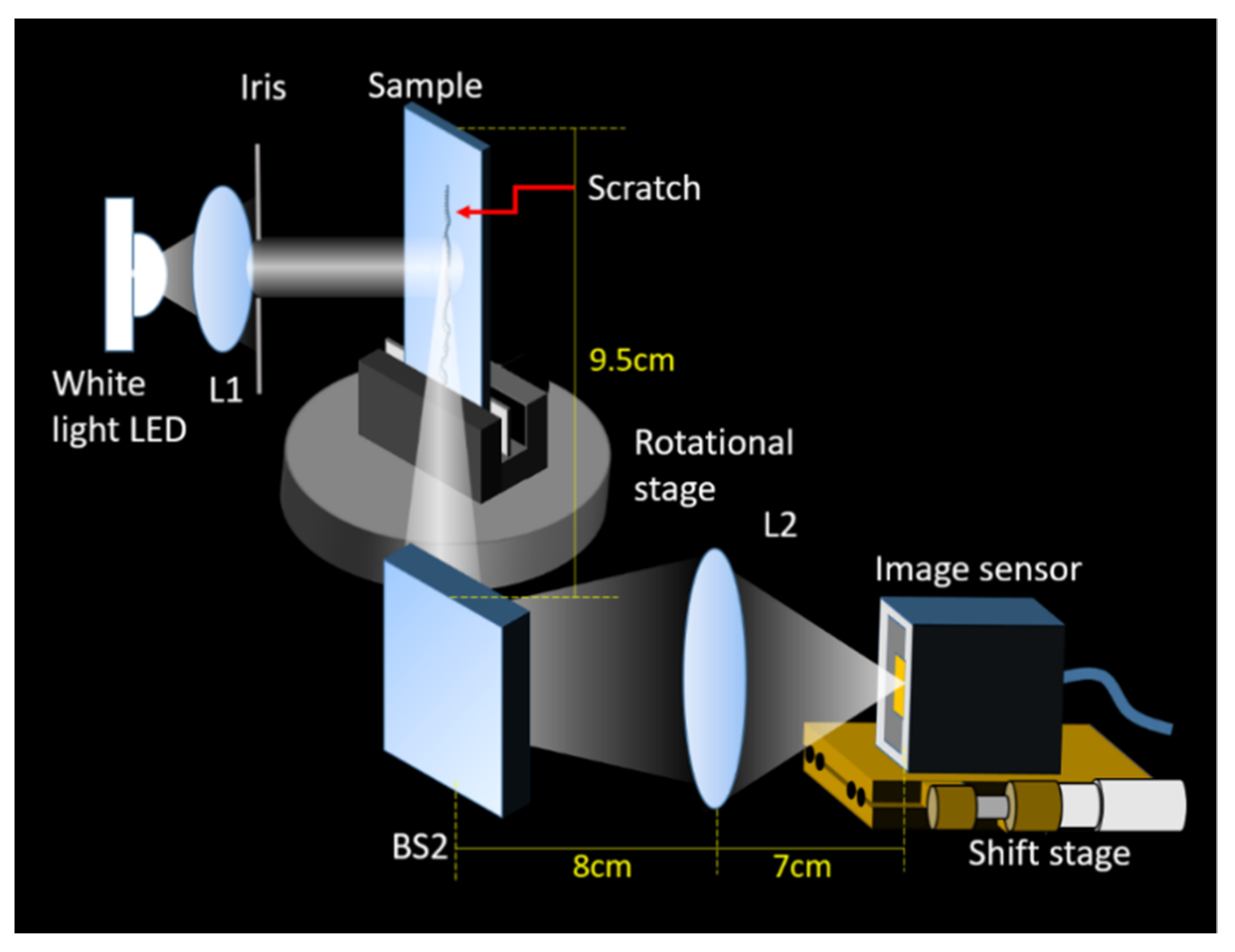
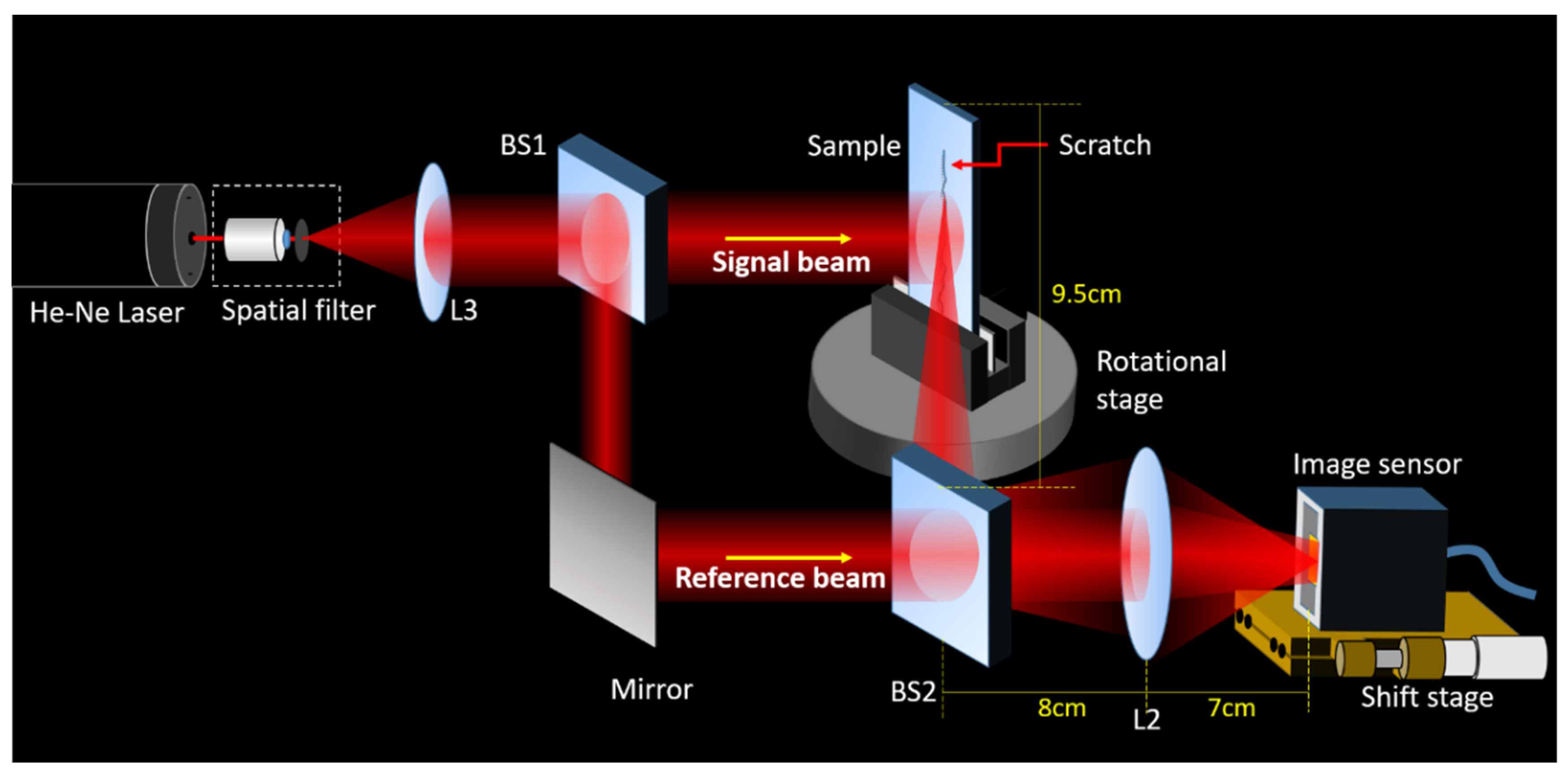
3. Experiments
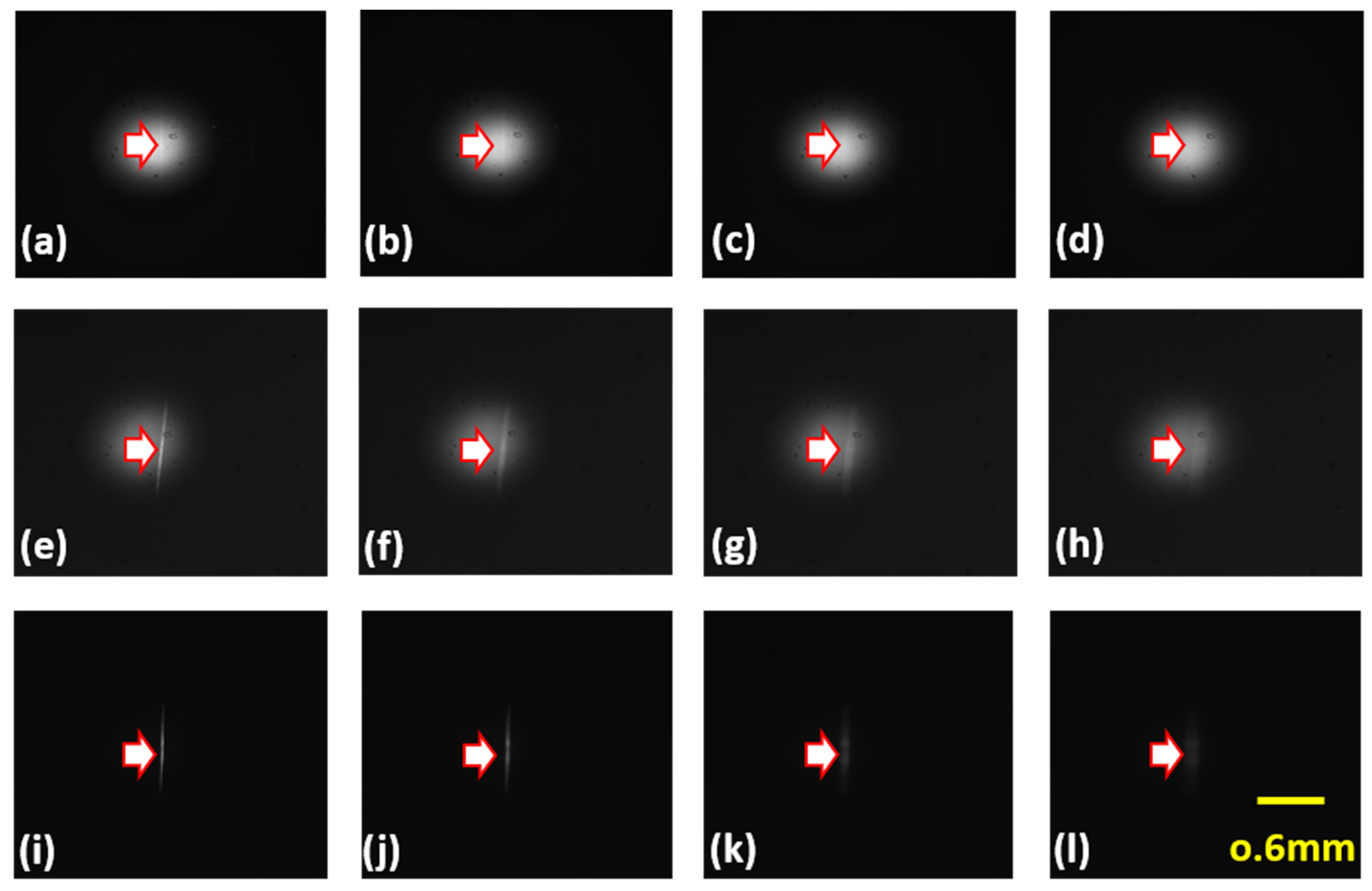
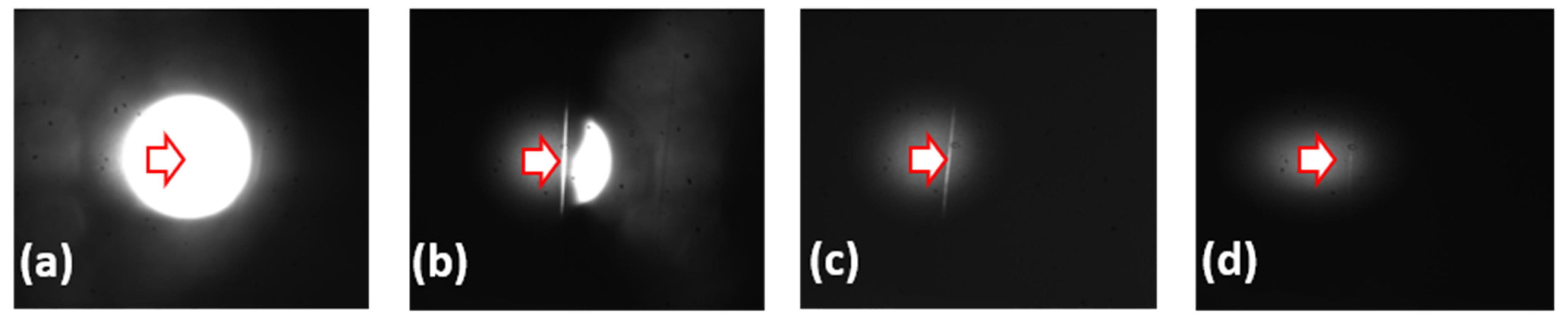
3.1. Scratch Detection with WIS
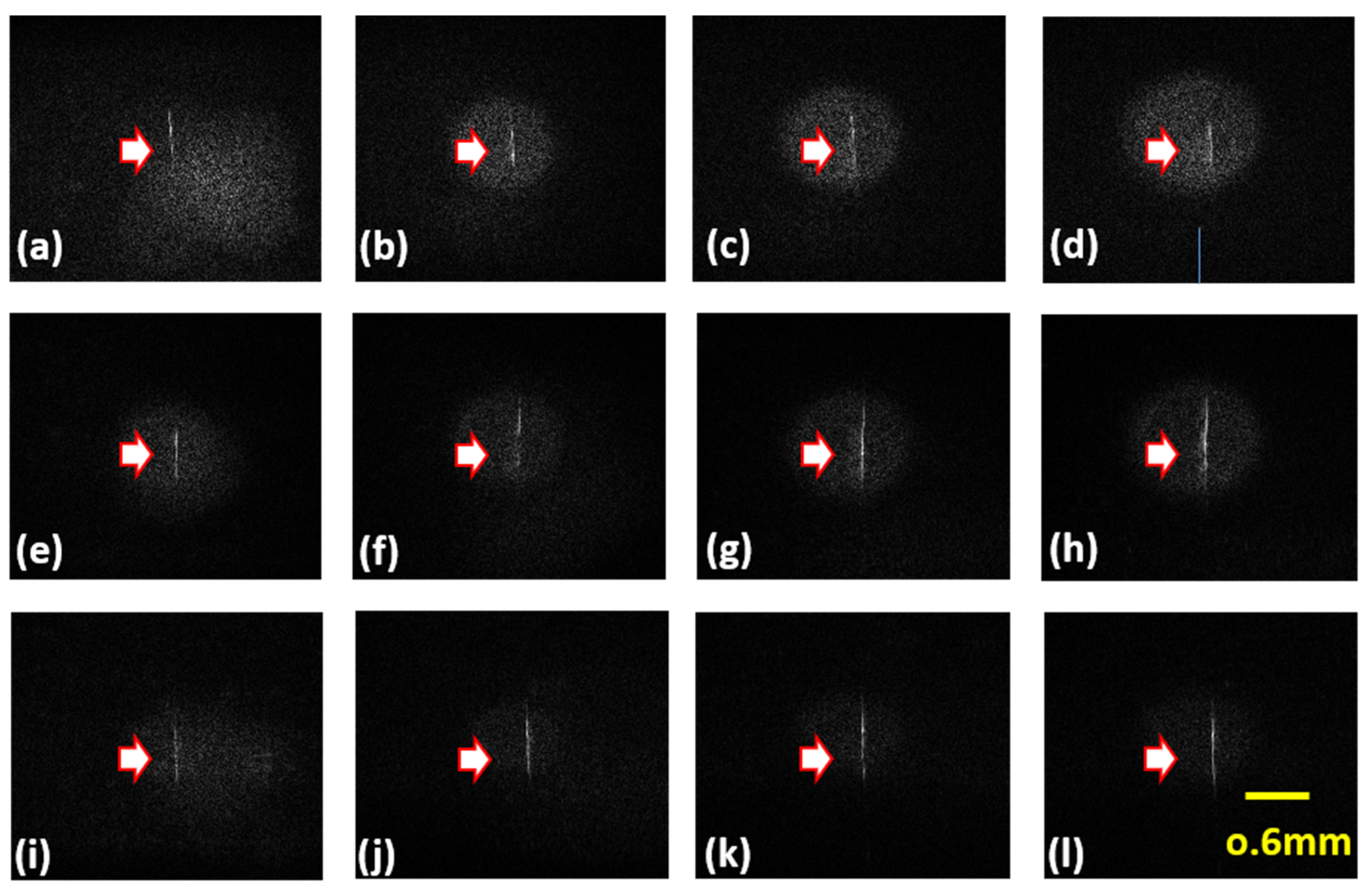
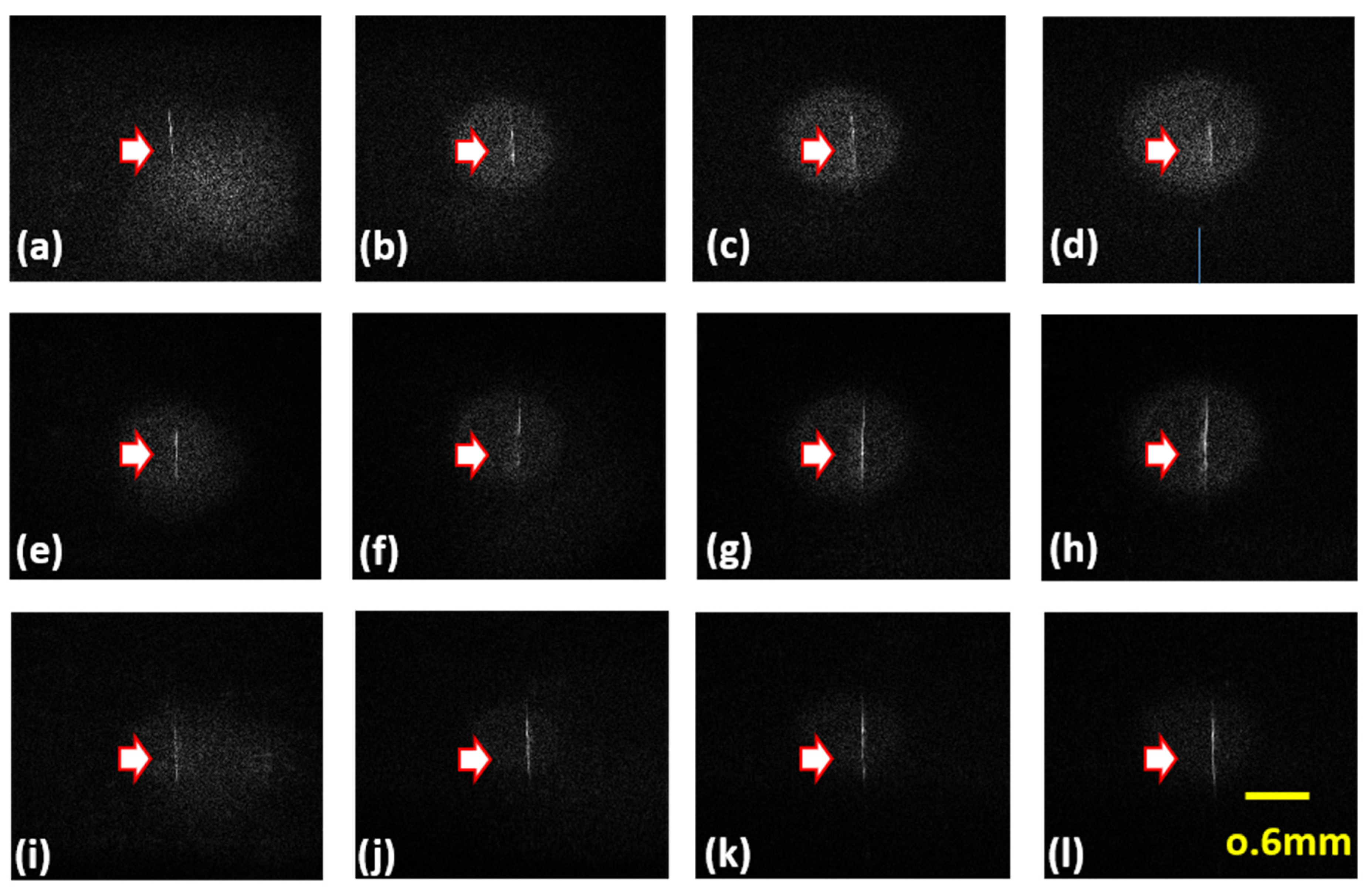
3.2. Scratch Detection with DHD
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Malamas, E.N.; Petrakis, E.G.; Zervakis, M.; Petit, L.; Legat, J.-D. A survey on industrial vision systems, applications and tools. Image Vis. Comput. 2003, 21, 171–188. [Google Scholar] [CrossRef]
- He, Z.; Sun, L. Surface defect detection method for glass substrate using improved Otsu segmentation. Appl. Opt. 2015, 54, 9823–9830. [Google Scholar] [CrossRef]
- Rosli, N.; Fauadi, M.; Awang, N.; Noor, A. Vision-Based Defects Detection for Glass Production based on Improved Image Processing Method. J. Advanc. Manufactur. Technol. 2018, 84, 203–212. [Google Scholar]
- Fenzani, F.; Rahmani, A. Wavelet analysis for defects detection in flat glass. In Proceedings of the Multiconference on Computational Engineering in Systems Applications, Beijing, China, 4–6 October 2006. [Google Scholar]
- Akdemïr, B.; Öztürk, S. Glass Surface Defects Detection with Wavelet Transforms. Int. J. Mater. Mech. Manuf. 2015, 3, 170–173. [Google Scholar] [CrossRef] [Green Version]
- Tribhuwan, S.; Rajeshwar, L. Agrawal and A. Acharya. Detection of Defects in Glass Sheet using C.S.C based Segmentation Method. Int. J. Comput. Appl. 2013, 68, 29–32. [Google Scholar]
- Liu, Y.; Yu, F. Automatic inspection system of surface defects on optical IR-CUT filter based on machine vision. Opt. Lasers Eng. 2014, 55, 243–257. [Google Scholar] [CrossRef]
- Adamo, F.; Attivissimo, F.; Di Nisio, A. Calibration of an Inspection System for Online Quality Control of Satin Glass. IEEE Trans. Instrum. Meas. 2010, 59, 1035–1046. [Google Scholar] [CrossRef]
- Ai, J.; Zhu, X. Analysis and detection of ceramic-glass surface defects based on computer vision. In Proceedings of the 4th World Congress on Intelligent and Automation (Cat. No.02EX527), Shanghai, China, 10–14 June 2002; pp. 3014–3018. [Google Scholar]
- Singh, T.S.; Sukhpreet, K. Study on Various Glass Defect Using SIFT. Int. J. Innov. Eng. Technol. 2013, 2, 316–326. [Google Scholar]
- Zhao, J.; Kong, Q.-J.; Zhao, X.; Liu, J.; Liu, Y. A Method for Detection and Classification of Glass Defects in Low Resolution Images. In Proceedings of the Sixth International Conference on Image and Graphics, Hefei, China, 12–15 August 2011; pp. 642–647. [Google Scholar]
- Chang, H.-C.; Shih, T.-M.; Zu Chen, N.; Pu, N.-W. A microscope system based on bevel-axial method auto-focus. Opt. Lasers Eng. 2009, 47, 547–551. [Google Scholar] [CrossRef]
- Yazdanfar, S.; Kenny, K.B.; Tasimi, K.; Corwin, A.D.; Dixon, E.L.; Filkins, R.J. Simple and robust image-based autofocusing for digital microscopy. Opt. Express 2008, 16, 8670–8677. [Google Scholar] [CrossRef]
- Lee, M.E.; Chen, C.F.; Lin, T.N.; Chen, C.N. The application of discrete cosine transform (DCT) combined with the nonlinear regression routine on optical auto-focusing. In Proceedings of the 2009 Digest of Technical Papers International Conference on Consumer Electronics, Las Vegas, NV, USA, 10–14 January 2009; pp. 1–2. [Google Scholar]
- Chen, Z.; Shen, Y.; Bao, W.; Li, P.; Wang, X.; Ding, Z. Identification of surface defects on glass by parallel spectral domain optical coherence tomography. Opt. Express 2015, 23, 23634–23646. [Google Scholar] [CrossRef]
- Huang, D.; Swanson, E.A.; Lin, C.P.; Schuman, J.S.; Stinson, W.G.; Chang, W.; Hee, M.R.; Flotte, T.; Gregory, K.; Puliafito, C.A.; et al. Optical coherence tomography. Science 1991, 254, 1178–1181. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tsai, M.-T.; Chang, F.-Y.; Lee, Y.-J.; Lee, J.-D.; Wang, H.-C.; Lee, C.-K. Defect detection and property evaluation of indium tin oxide conducting glass using optical coherence tomography. Opt. Express 2011, 19, 7559–7566. [Google Scholar] [CrossRef] [PubMed]
- Cho, N.H.; Park, K.; Kim, J.-Y.; Jung, Y.; Kim, J. Quantitative assessment of touch-screen panel by nondestructive inspection with three-dimensional real-time display optical coherence tomography. Opt. Lasers Eng. 2015, 68, 50–57. [Google Scholar] [CrossRef]
- Wijesinghe, R.E.; Park, K.; Jung, Y.; Kim, P.; Jeon, M.; Kim, J. Industrial resin inspection for display production using automated fluid-inspection based on multimodal optical detection techniques. Opt. Lasers Eng. 2017, 96, 75–82. [Google Scholar] [CrossRef]
- Yamaguchi, I.; Kato, J.-I.; Ohta, S.; Mizuno, J. Image formation in phase-shifting digital holography and applications to microscopy. Appl. Opt. 2001, 40, 6177–6186. [Google Scholar] [CrossRef]
- Greenbaum, A.; Luo, W.; Su, T.-W.; Göröcs, Z.; Xue, L.; O Isikman, S.; Coskun, A.; Mudanyali, O.; Ozcan, A. Imaging without lenses: Achievements and remaining challenges of wide-field on-chip microscopy. Nat. Methods 2012, 9, 889–895. [Google Scholar] [CrossRef]
- Yu, Y.-W.; Sun, C.-C.; Hsieh, P.-K.; Huang, Y.-H.; Song, C.-Y.; Yang, T.-H. An edge-lit volume holographic optical element for an objective turret in a lensless digital holographic microscope. Sci. Rep. 2020, 10, 1–9. [Google Scholar]
- Montrésor, S.; Picart, P.; Sakharuk, O.; Muravsky, L. Error analysis for noise reduction in 3D deformation measurement with digital color holography. J. Opt. Soc. Am. B 2017, 34, B9–B15. [Google Scholar] [CrossRef]
- Oliveira, G.N.; Rodrigues, D.M.C.; Nunes, L.C.S.; Santos, P.A.M.D. Digital Fourier transform holography applied to investigate mechanical deformation in polymers. Opt. Lasers Eng. 2012, 50, 1798–1803. [Google Scholar] [CrossRef]
- Hesseling, C.; Homeyer, T.; Peinke, J.; Gülker, G. Particle depth position detection by 2D correlation in digital in-line holography. Opt. Lett. 2016, 41, 4947–4950. [Google Scholar] [CrossRef] [PubMed]
- Desse, J.-M.; Picart, P.; Olchewsky, F. Quantitative phase imaging in flows with high resolution holographic diffraction grating. Opt. Express 2015, 23, 23726–23737. [Google Scholar] [CrossRef] [Green Version]
- Xia, H.; Guo, R.; Yan, F.; Cheng, H.; Lin, Z.; Ma, Q.; Wang, F. Simultaneous measurement of stress-optic constant and stress field of transparent plate by digital holographic interferometry. Optik 2016, 127, 11974–11981. [Google Scholar] [CrossRef]
- Xia, H.-T.; Guo, R.-X.; Fan, Z.-B.; Cheng, H.-M.; Yang, B.-C. Non-invasive Mechanical Measurement for Transparent Objects by Digital Holographic Interferometry Based on Iterative Least-Squares Phase Unwrapping. Exp. Mech. 2011, 52, 439–445. [Google Scholar] [CrossRef]
- Chien, K.-C.C.; Tu, H.-Y. Complex defect inspection for transparent substrate by combining digital holography with machine learning. J. Opt. 2019, 21, 085701. [Google Scholar] [CrossRef]
- Cheng, C.J.; Chang, C.K.C.; Lin, Y.C. Digital hologram for data augmentation in learning-based pattern classification. Opt. Lett. 2018, 43, 5419–5422. [Google Scholar] [CrossRef]
- Ilhan, H.A.; Doğar, M.; Özcan, M. Fast autofocusing in digital holography using scaled holograms. Opt. Commun. 2013, 287, 81–84. [Google Scholar] [CrossRef]
- Ilhan, H.A.; Doğar, M.; Özcan, M. Real-time, auto-focusing digital holographic microscope using graphics processors. Rev. Sci. Instruments 2013, 84, 083704. [Google Scholar]
- Dubois, F.; Schockaert, C.; Callens, N.; Yourassowsky, C. Focus plane detection criteria in digital holography microscopy by amplitude analysis. Opt. Express 2006, 14, 5895–5908. [Google Scholar] [CrossRef]
- Lyu, M.; Yuan, C.; Li, D.; Situ, G. Fast autofocusing in digital holography using the magnitude differential. Appl. Opt. 2017, 56, F152–F157. [Google Scholar] [CrossRef]
- Ren, Z.; Xu, Z.; Lam, E.Y. Learning-based nonparametric autofocusing for digital holography. Optica 2018, 5, 337–344. [Google Scholar] [CrossRef]
- Goodman, J.W. Introduction to Fourier Optics, 2nd ed.; McGraw-Hill: Boston, MA, USA, 2002; pp. 55–58. [Google Scholar]
- Kim, M.K. Principles and techniques of digital holographic microscopy. SPIE Rev. 2010, 1, 018005. [Google Scholar] [CrossRef] [Green Version]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, Y.-W.; Wang, W.-L.; Lin, Y.-S.; Ko, H.-S.; Ma, S.-H.; Sun, C.-C.; Wu, W.-H.; Yang, T.-H. Detection of Scratch on Transparent Plate with Strong Scattering Noise by Digital Holographic Technique. Crystals 2021, 11, 1107. https://doi.org/10.3390/cryst11091107
Yu Y-W, Wang W-L, Lin Y-S, Ko H-S, Ma S-H, Sun C-C, Wu W-H, Yang T-H. Detection of Scratch on Transparent Plate with Strong Scattering Noise by Digital Holographic Technique. Crystals. 2021; 11(9):1107. https://doi.org/10.3390/cryst11091107
Chicago/Turabian StyleYu, Yeh-Wei, Wen-Li Wang, Yong-Sheng Lin, Han-Shin Ko, Shih-Hsin Ma, Ching-Cherng Sun, Wen-Hsuan Wu, and Tsung-Hsun Yang. 2021. "Detection of Scratch on Transparent Plate with Strong Scattering Noise by Digital Holographic Technique" Crystals 11, no. 9: 1107. https://doi.org/10.3390/cryst11091107
APA StyleYu, Y.-W., Wang, W.-L., Lin, Y.-S., Ko, H.-S., Ma, S.-H., Sun, C.-C., Wu, W.-H., & Yang, T.-H. (2021). Detection of Scratch on Transparent Plate with Strong Scattering Noise by Digital Holographic Technique. Crystals, 11(9), 1107. https://doi.org/10.3390/cryst11091107