
Ultra-Fast Laser Fabrication of Alumina Micro-Sample Array and High-Throughput Characterization of Microstructure and Hardness


 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
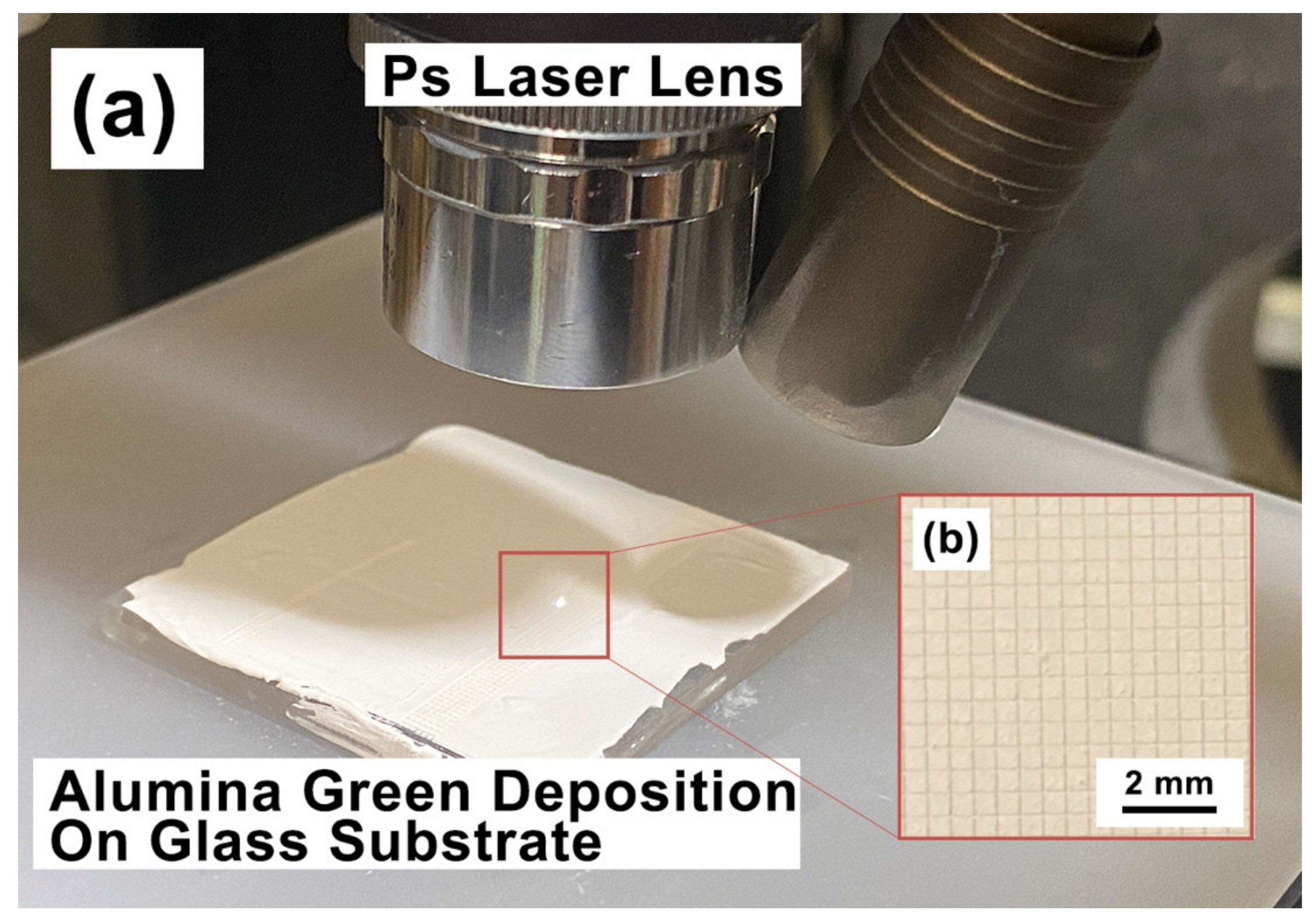
2.1. Green Alumina Paste Casting
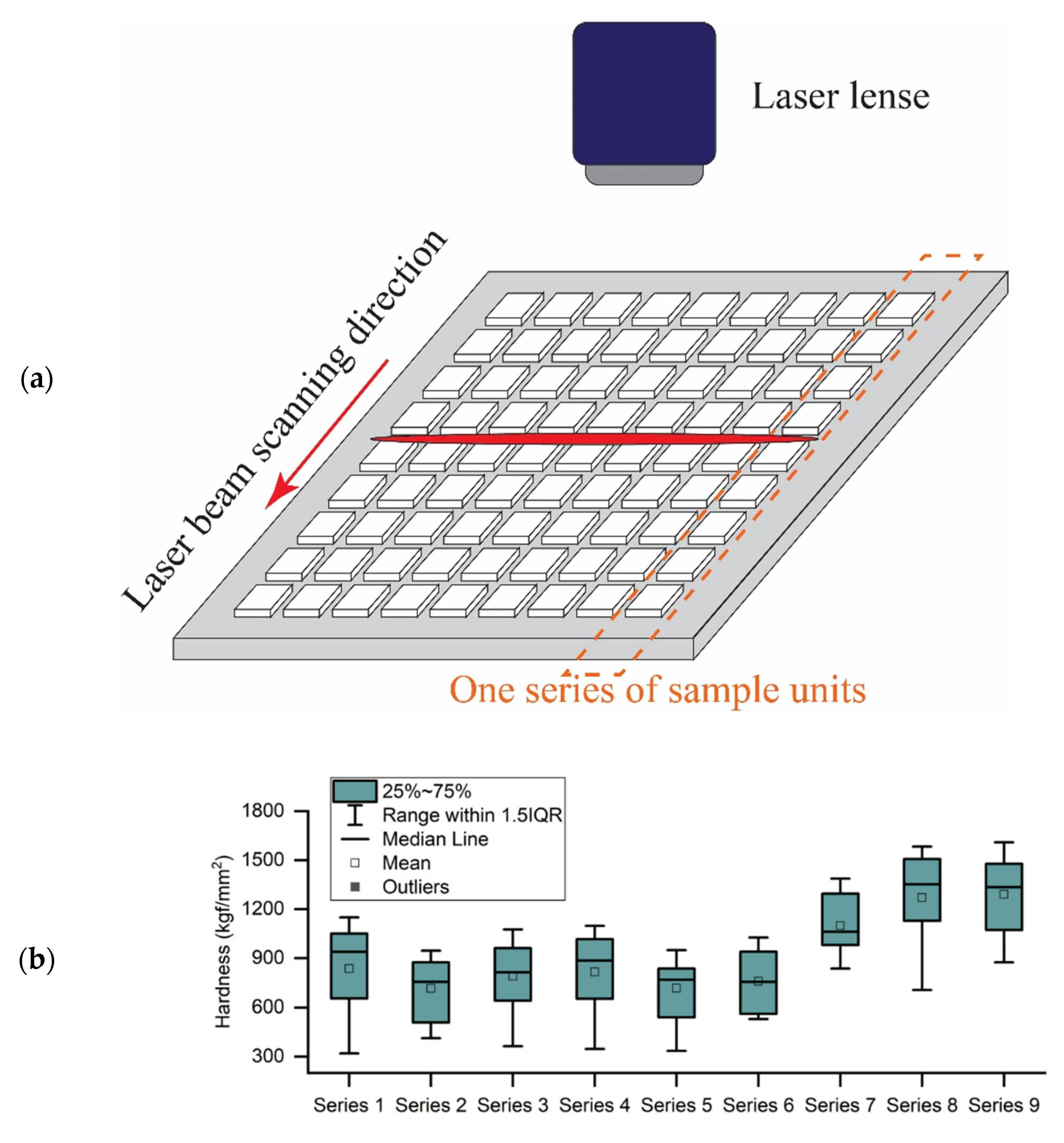
2.2. High-Throughput Ceramic Sample Fabrication
2.3. Hardness and Microstructure Characterization
3. Results and Discussion
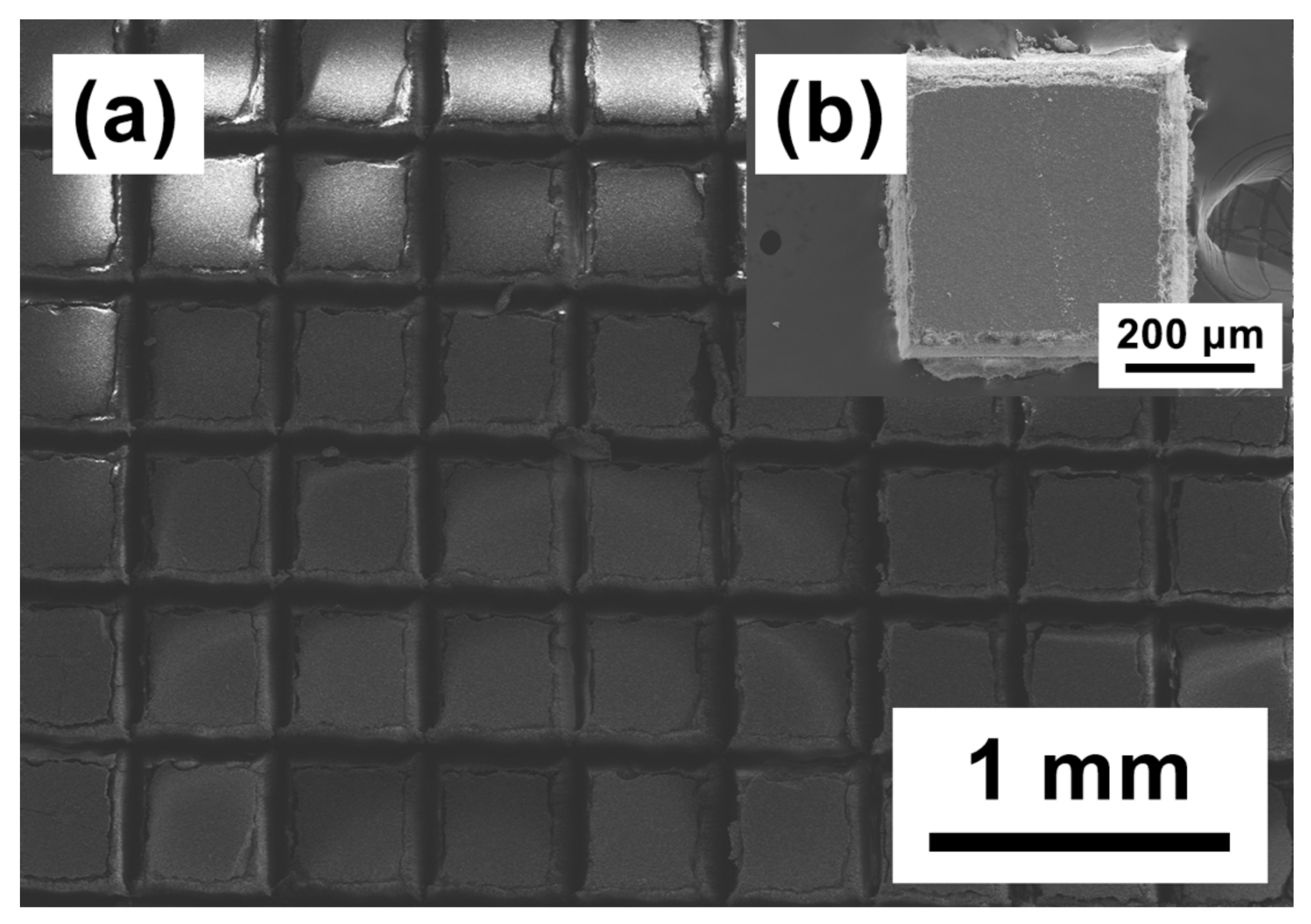
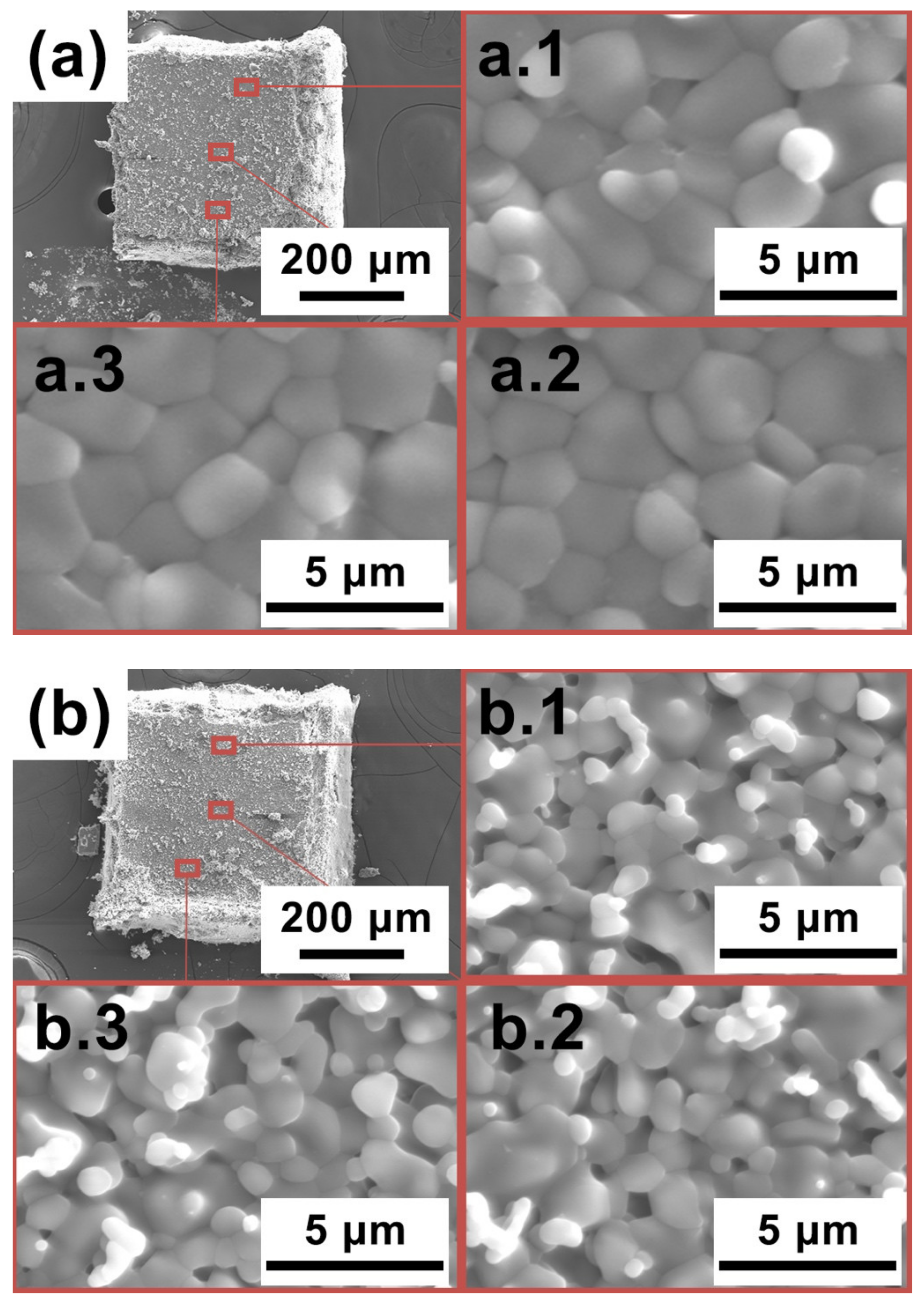
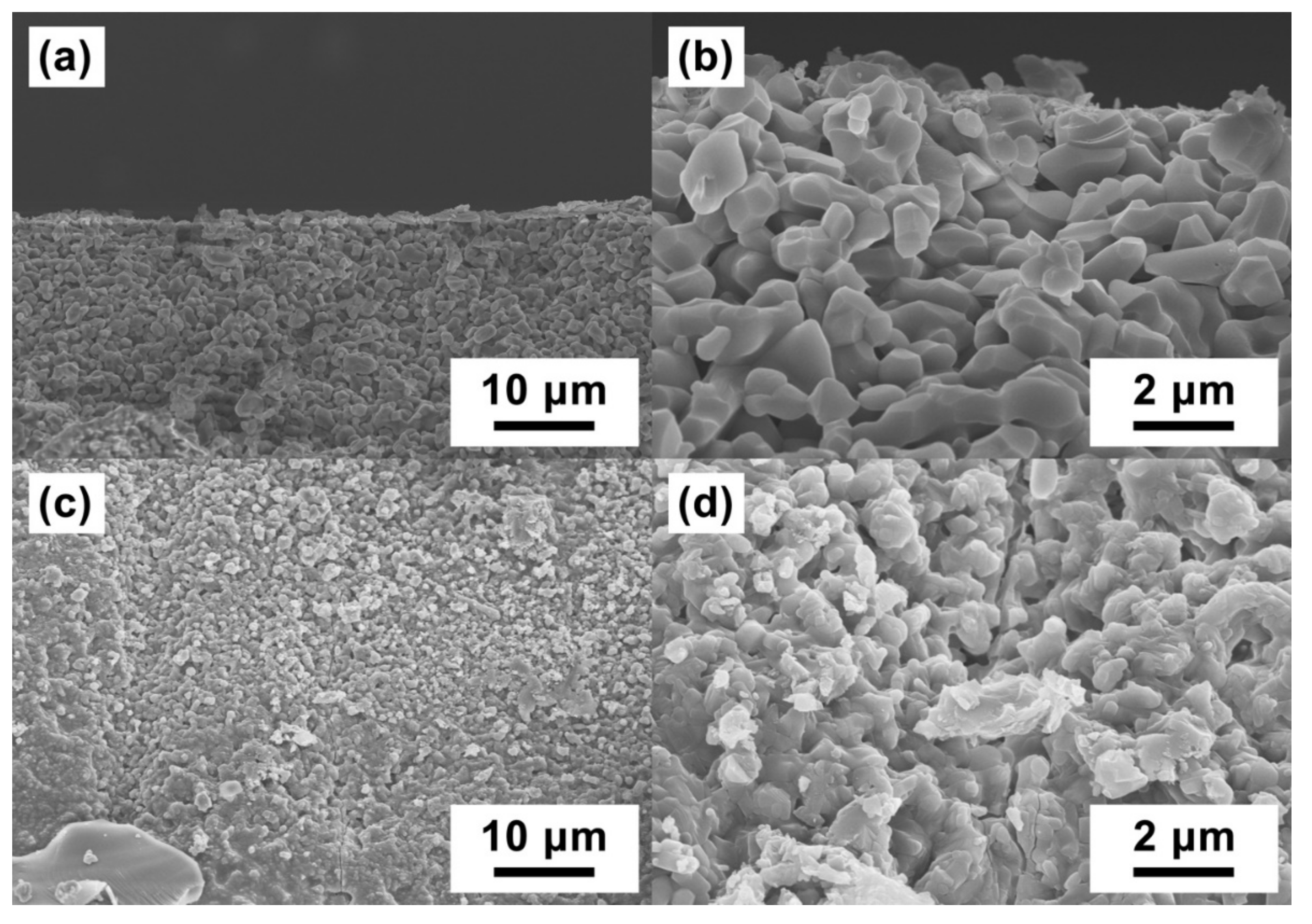
3.1. Microstructure Uniformity of Micro-Sample Units
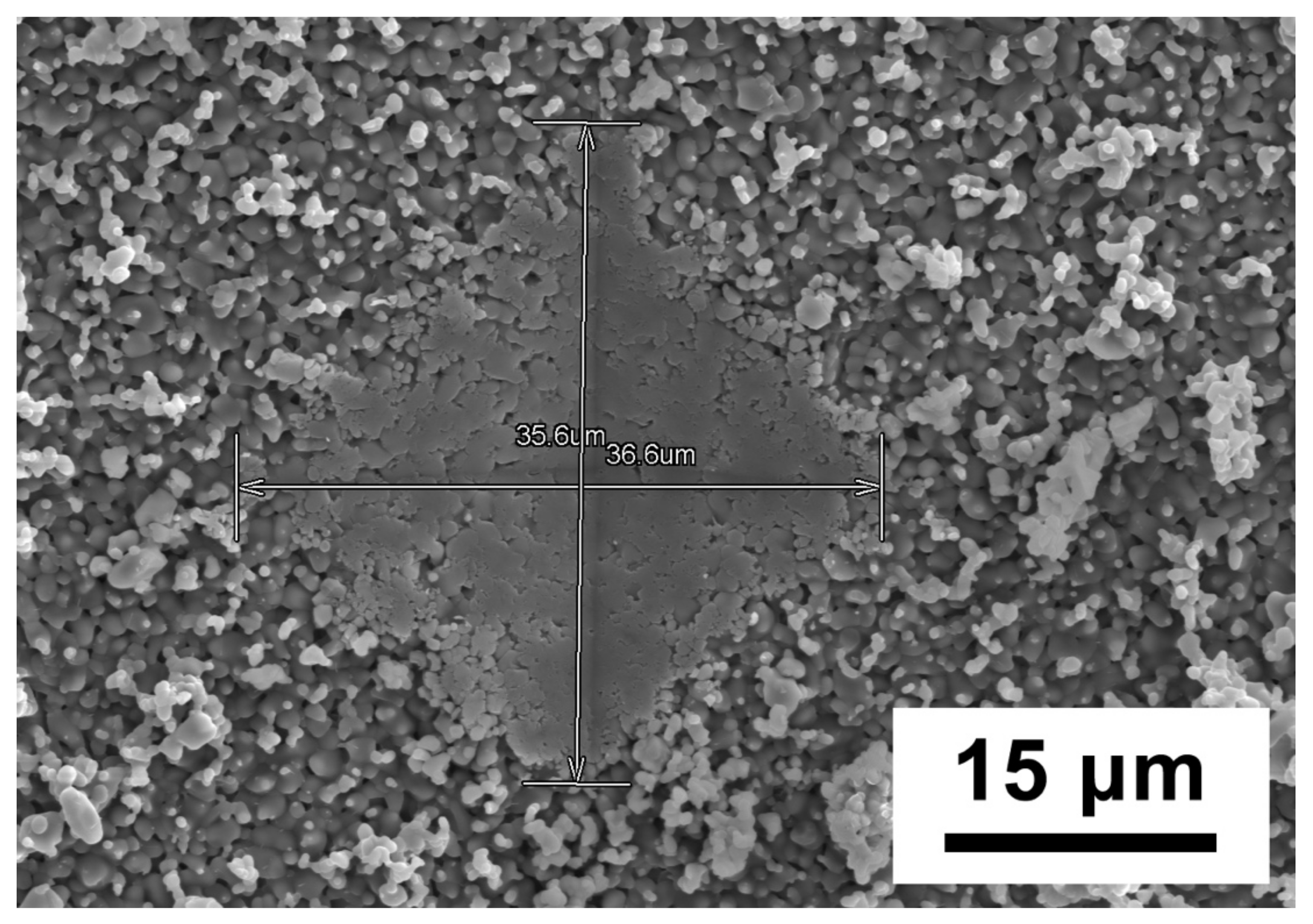
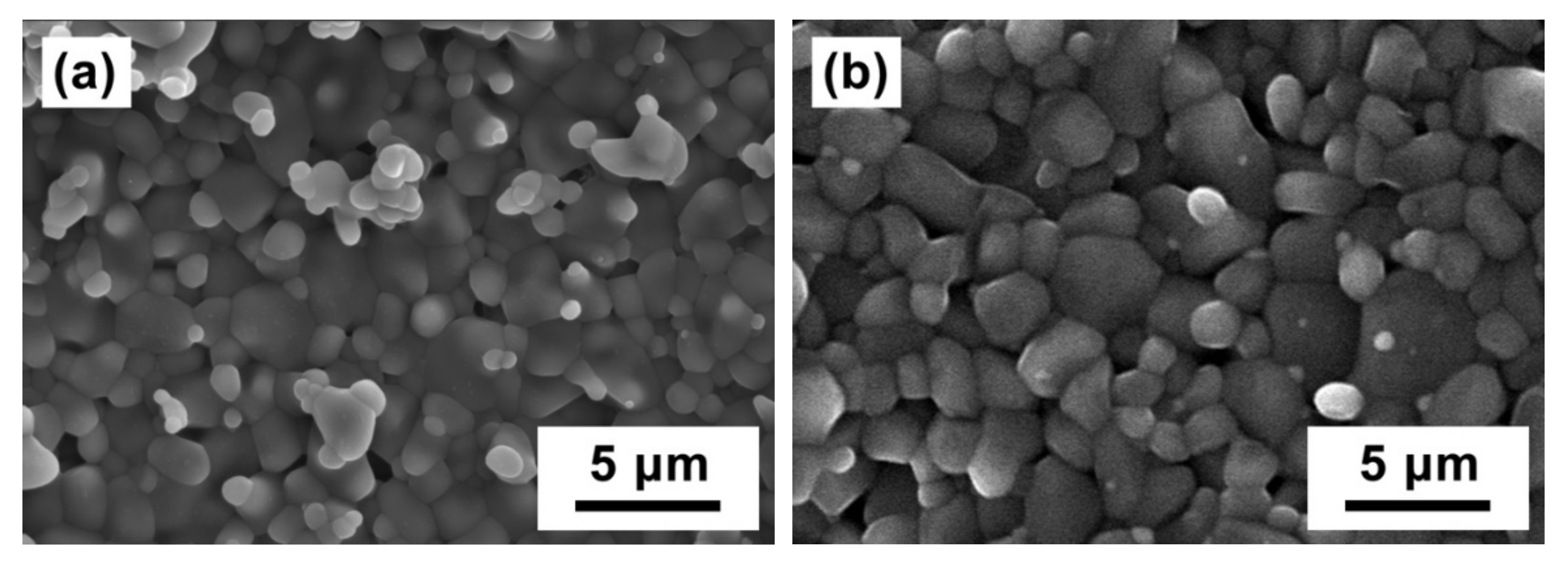
3.2. Distributions of Microhardness and the Corresponding Microstructure
3.3. Quantitative Characterization of Relative Density from SEM Micrographs
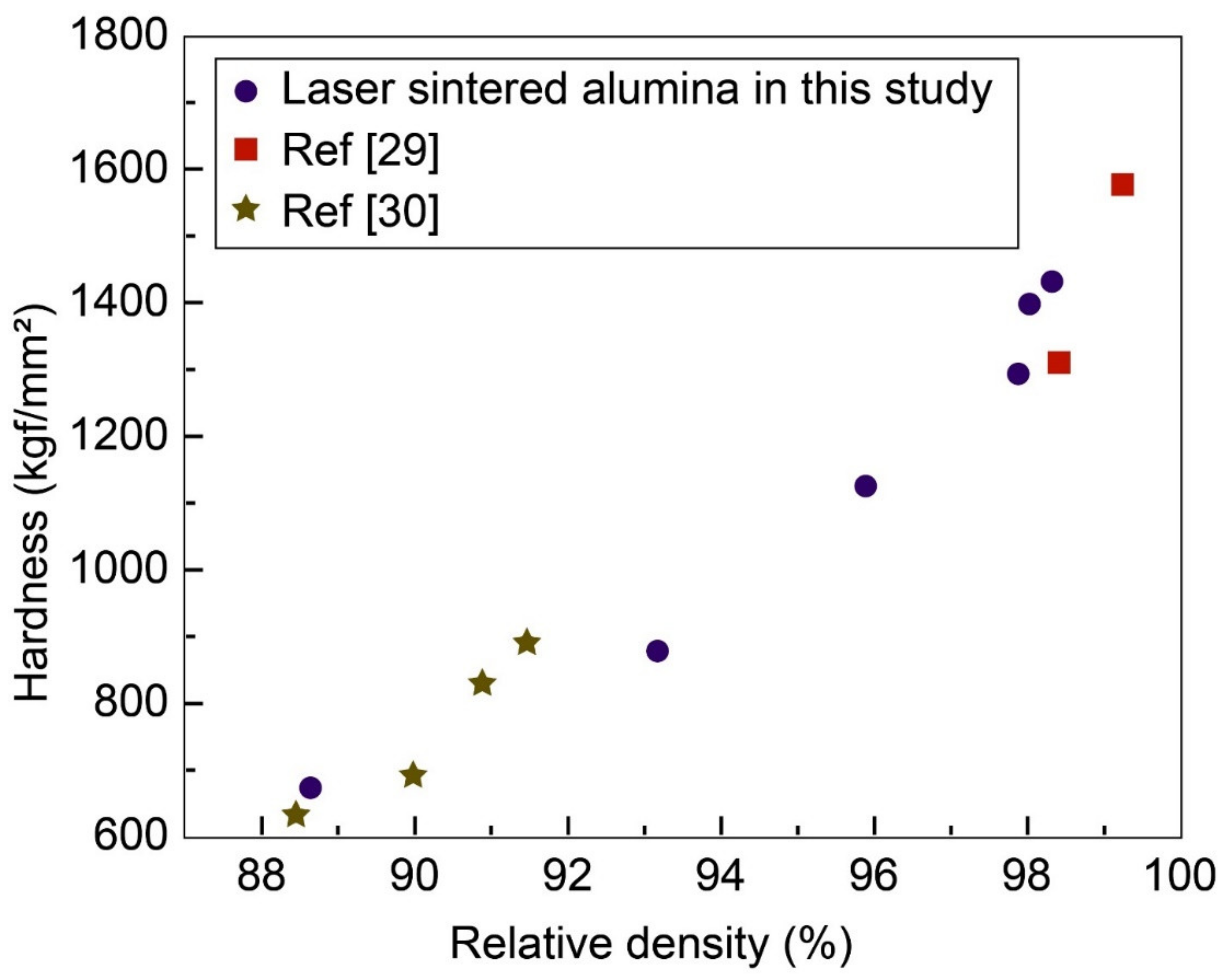
3.4. High-Throughput Database of Hardness and Corresponding Microstructure
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Cook, R.F.; Lawn, B.R.; Fairbanks, C.J. Microstructure-strength properties in ceramics: I, effect of crack size on toughness. J. Am. Ceram. Soc. 1985, 68, 604–615. [Google Scholar] [CrossRef]
- Fernández, J.M.; Munoz, A.; López, A.R.D.A.; Feria, F.V.; Dominguez-Rodriguez, A.; Singh, M. Microstructure–mechanical properties correlation in siliconized silicon carbide ceramics. Acta Mater. 2003, 51, 3259–3275. [Google Scholar] [CrossRef]
- Gupta, A.; Cecen, A.; Goyal, S.; Singh, A.K.; Kalidindi, S.R. Structure–property linkages using a data science approach: Application to a non-metallic inclusion/steel composite system. Acta Mater. 2015, 91, 239–254. [Google Scholar] [CrossRef]
- Christie, G.M.; Van Berkel, F.P.F. Microstructure–ionic conductivity relationships in ceria-gadolinia electrolytes. Solid State Ion. 1996, 83, 17–27. [Google Scholar] [CrossRef]
- Ioffe, A.I.; Inozemtsev, M.V.; Lipilin, A.S.; Perfilev, M.V.; Karpachov, S.V. Effect of the grain size on the conductivity of high-purity pore-free ceramics Y2O8–ZrO2. Phys. Status Solidi 1975, 30, 87–95. [Google Scholar] [CrossRef]
- Tschöpe, A. Grain size-dependent electrical conductivity of polycrystalline cerium oxide II: Space charge model. Solid State Ion. 2001, 139, 267–280. [Google Scholar] [CrossRef]
- Ryou, H.; Drazin, J.W.; Wahl, K.J.; Qadri, S.B.; Gorzkowski, E.P.; Feigelson, B.N.; Wollmershauser, J.A. Below the Hall–Petch Limit in Nanocrystalline Ceramics. ACS Nano 2018, 12, 3083–3094. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Lu, Z.; Huang, Z.; Cedelle, J.; Wang, Q. Size effect on hardness for micro-sized and nano-sized YAG transparent ceramics. Ceram. Int. 2018, 44, 12472–12476. [Google Scholar] [CrossRef]
- Pabst, W.; Gregorová, E.; Tichá, G. Elasticity of porous ceramics—A critical study of modulus–porosity relations. J. Eur. Ceram. Soc. 2006, 26, 1085–1097. [Google Scholar] [CrossRef]
- Asmani, M.; Kermel, C.; Leriche, A.; Ourak, M. Influence of porosity on Young’s modulus and Poisson’s ratio in alumina ceramics. J. Eur. Ceram. Soc. 2001, 21, 1081–1086. [Google Scholar] [CrossRef]
- Santoro, C.; Agrios, A.; Pasaogullari, U.; Li, B. Effects of gas diffusion layer (GDL) and micro porous layer (MPL) on cathode performance in microbial fuel cells (MFCs). Int. J. Hydrogen Energy 2011, 36, 13096–13104. [Google Scholar] [CrossRef]
- Zhang, F.; Pant, D.; Logan, B.E. Long-term performance of activated carbon air cathodes with different diffusion layer porosities in microbial fuel cells. Biosens. Bioelectron. 2011, 30, 49–55. [Google Scholar] [CrossRef]
- Schmidt, J.; Marques, M.R.; Botti, S.; Marques, M.A. Recent advances and applications of machine learning in solid-state materials science. NPJ Comput. Mater. 2019, 5, 1–36. [Google Scholar]
- Goodfellow, I.; Pouget-Abadie, J.; Mirza, M.; Xu, B.; Warde-Farley, D.; Ozair, S.; Courville, A.; Bengio, Y. Generative adversarial networks. Commun. ACM 2020, 63, 139–144. [Google Scholar] [CrossRef]
- Kim, T.; Cha, M.; Kim, H.; Lee, J.K.; Kim, J. Learning to discover cross-domain relations with generative adversarial networks. In Proceedings of the International Conference on Machine Learning, Sydney, Australia, 6–11 August 2017; pp. 1857–1865. [Google Scholar]
- Wang, X.; Yu, K.; Wu, S.; Gu, J.; Liu, Y.; Dong, C.; Qiao, Y.; Change Loy, C. Esrgan: Enhanced super-resolution generative adversarial networks. In Proceedings of the European Conference on Computer Vision (ECCV) Workshops, Munich, Germany, 8–14 September 2018. [Google Scholar]
- Gupta, A.; Johnson, J.; Fei-Fei, L.; Savarese, S.; Alahi, A. Social GAN: Socially acceptable trajectories with generative adversarial networks. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Salt Lake City, UT, USA, 18–23 June 2018; pp. 2255–2264. [Google Scholar]
- Mosser, L.; Dubrule, O.; Blunt, M.J. Reconstruction of three-dimensional porous media using generative adversarial neural networks. Phys. Rev. E 2017, 96, 043309. [Google Scholar] [CrossRef] [Green Version]
- Mosser, L.; Dubrule, O.; Blunt, M.J. Stochastic Reconstruction of an Oolitic Limestone by Generative Adversarial Networks. Transp. Porous Media 2018, 125, 81–103. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Yang, Z.; Brinson, L.C.; Choudhary, A.; Agrawal, A.; Chen, W. A deep adversarial learning methodology for designing microstructural material systems. In Proceedings of the ASME 2018 International Design Engineering Technical Conferences and Computers and Information in Engineering Conference, Quebec City, QC, Canada, 26–29 August 2018. [Google Scholar]
- Pokuri, B.S.S.; Ghosal, S.; Kokate, A.; Sarkar, S.; Ganapathysubramanian, B. Interpretable deep learning for guided microstructure-property explorations in photovoltaics. NPJ Comput. Mater. 2019, 5, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Iyer, A.; Dey, B.; Dasgupta, A.; Chen, W.; Chakraborty, A. A Conditional Generative Model for Predicting Material Microstructures from Processing Methods. arXiv 2019, arXiv:1910.02133. [Google Scholar]
- Tang, J.; Geng, X.; Li, D.; Shi, Y.; Tong, J.; Xiao, H.; Peng, F. Machine learning-based microstructure prediction during laser sintering of alumina. Sci. Rep. 2021, 11, 10724. [Google Scholar] [CrossRef]
- Hu, W.; Tan, X.; Rajan, K. Combinatorial processing libraries for bulk BiFeO3–PbTiO3 piezoelectric ceramics. Appl. Phys. A 2010, 99, 427–431. [Google Scholar] [CrossRef]
- Cardin, A.; Wessler, B.; Schuh, C.; Steinkopff, T.; Maier, W.F. High throughput experimentation for the development of new piezoelectric ceramics. J. Electroceram. 2007, 19, 267–272. [Google Scholar] [CrossRef]
- Wang, J.; Evans, J.R.G. London University Search Instrument: A Combinatorial Robot for High-Throughput Methods in Ceramic Science. J. Comb. Chem. 2005, 7, 665–672. [Google Scholar] [CrossRef] [PubMed]
- Frandsen, H.L.; Curran, D.J.; Rasmussen, S.; Hendriksen, P.V. High throughput measurement of high temperature strength of ceramics in controlled atmosphere and its use on solid oxide fuel cell anode supports. J. Power Sources 2014, 258, 195–203. [Google Scholar] [CrossRef]
- Geng, X.; Hong, Y.; Lei, J.; Ma, J.; Chen, J.; Xiao, H.; Tong, J.; Bordia, R.K.; Peng, F. Ultra-fast, selective, non-melting, laser sintering of alumina with anisotropic and size-suppressed grains. J. Am. Ceram. Soc. 2021, 104, 1997–2006. [Google Scholar] [CrossRef]
- Sarikaya, O. Effect of some parameters on microstructure and hardness of alumina coatings prepared by the air plasma spraying process. Surf. Coat. Technol. 2005, 190, 388–393. [Google Scholar] [CrossRef]
- Munro, M. Evaluated Material Properties for a Sintered α-Alumina. J. Am. Ceram. Soc. 2005, 80, 1919–1928. [Google Scholar] [CrossRef]
- Hong, Y.; Lei, J.; Heim, M.; Song, Y.; Yuan, L.; Mu, S.; Bordia, R.K.; Xiao, H.; Tong, J.; Peng, F. Fabricating ceramics with embedded microchan-nels using an integrated additive manufacturing and laser machining method. J. Am. Ceram. Soc. 2019, 102, 1071–1082. [Google Scholar] [CrossRef]
- Kruth, J.P.; Wang, X.; Laoui, T.; Froyen, L. Lasers and materials in selective laser sintering. Assem. Autom. 2003, 23, 357–371. [Google Scholar] [CrossRef]
- ASTM E384—10e2: Standard Test Method for Knoop and Vickers Hardness of Materials. Available online: https://www.astm.org/DATABASE.CART/HISTORICAL/E384-10E2.htm (accessed on 30 June 2021).
- Sudiana, I.N.; Mitsudo, S.; Firihu, M.Z.; Aripin, H. Effect of High-Frequency Microwaves on the Microhardness of Alumina Ceramic. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch SZ, Switzerland, 2016; pp. 114–117. [Google Scholar]
- ImageJ from NIH. Available online: https://imagej.nih.gov/ij/index.html (accessed on 30 June 2021).
- Nix, W.D.; Gao, H. Indentation size effects in crystalline materials: A law for strain gradient plasticity. J. Mech. Phys. Solids 1998, 46, 411–425. [Google Scholar] [CrossRef]
- Krell, A.; Blank, P. Grain Size Dependence of Hardness in Dense Submicrometer Alumina. J. Am. Ceram. Soc. 1995, 78, 1118–1120. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, X.; Tang, J.; Sheridan, B.; Sarkar, S.; Tong, J.; Xiao, H.; Li, D.; Bordia, R.K.; Peng, F. Ultra-Fast Laser Fabrication of Alumina Micro-Sample Array and High-Throughput Characterization of Microstructure and Hardness. Crystals 2021, 11, 890. https://doi.org/10.3390/cryst11080890
Geng X, Tang J, Sheridan B, Sarkar S, Tong J, Xiao H, Li D, Bordia RK, Peng F. Ultra-Fast Laser Fabrication of Alumina Micro-Sample Array and High-Throughput Characterization of Microstructure and Hardness. Crystals. 2021; 11(8):890. https://doi.org/10.3390/cryst11080890
Chicago/Turabian StyleGeng, Xiao, Jianan Tang, Bridget Sheridan, Siddhartha Sarkar, Jianhua Tong, Hai Xiao, Dongsheng Li, Rajendra K. Bordia, and Fei Peng. 2021. "Ultra-Fast Laser Fabrication of Alumina Micro-Sample Array and High-Throughput Characterization of Microstructure and Hardness" Crystals 11, no. 8: 890. https://doi.org/10.3390/cryst11080890
APA StyleGeng, X., Tang, J., Sheridan, B., Sarkar, S., Tong, J., Xiao, H., Li, D., Bordia, R. K., & Peng, F. (2021). Ultra-Fast Laser Fabrication of Alumina Micro-Sample Array and High-Throughput Characterization of Microstructure and Hardness. Crystals, 11(8), 890. https://doi.org/10.3390/cryst11080890