
Comparison of Phase Characteristics and Residual Stresses in Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion (L-PBF) and Electron Beam Powder Bed Fusion (EB-PBF) Techniques



Abstract
:1. Introduction
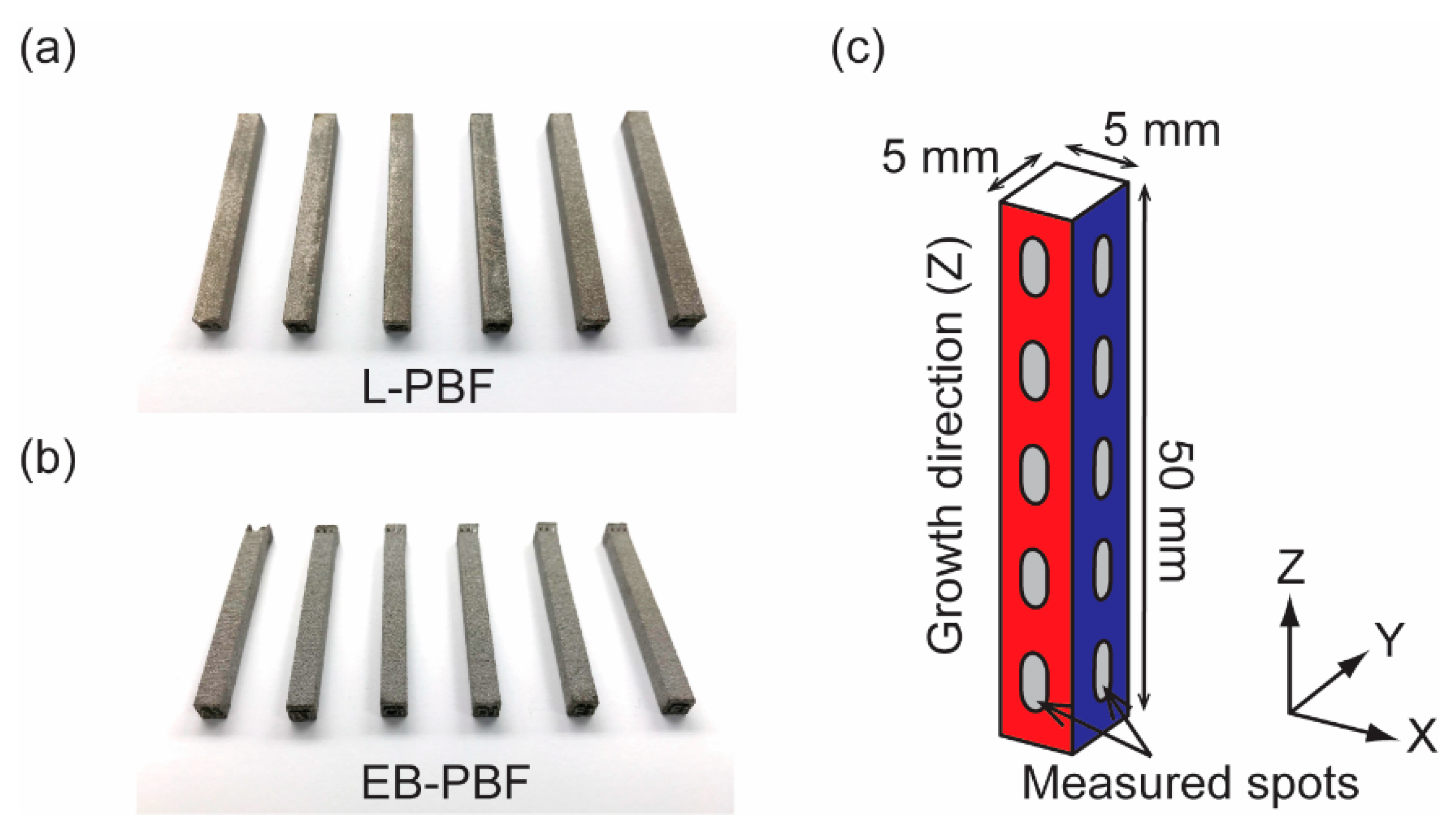
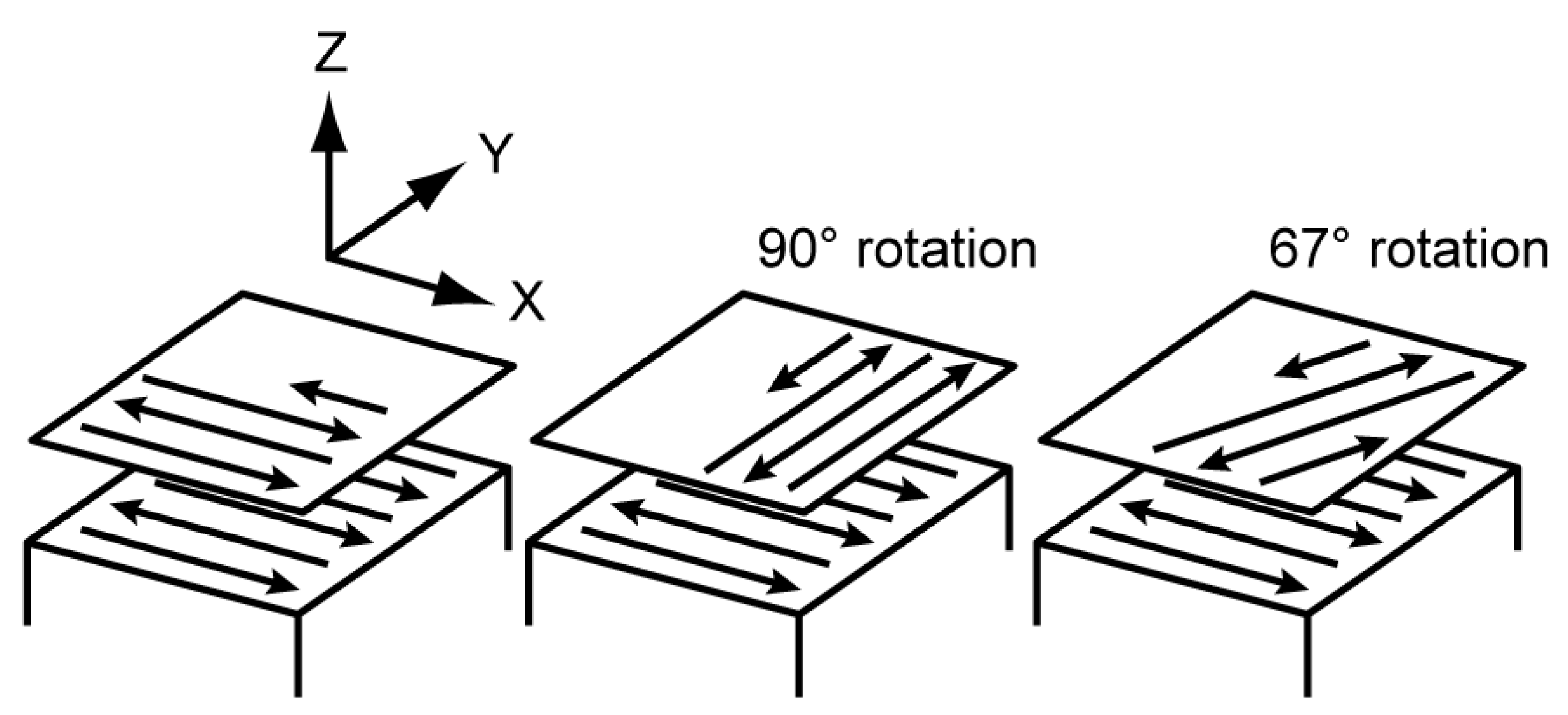
2. Materials and Methods
3. Results
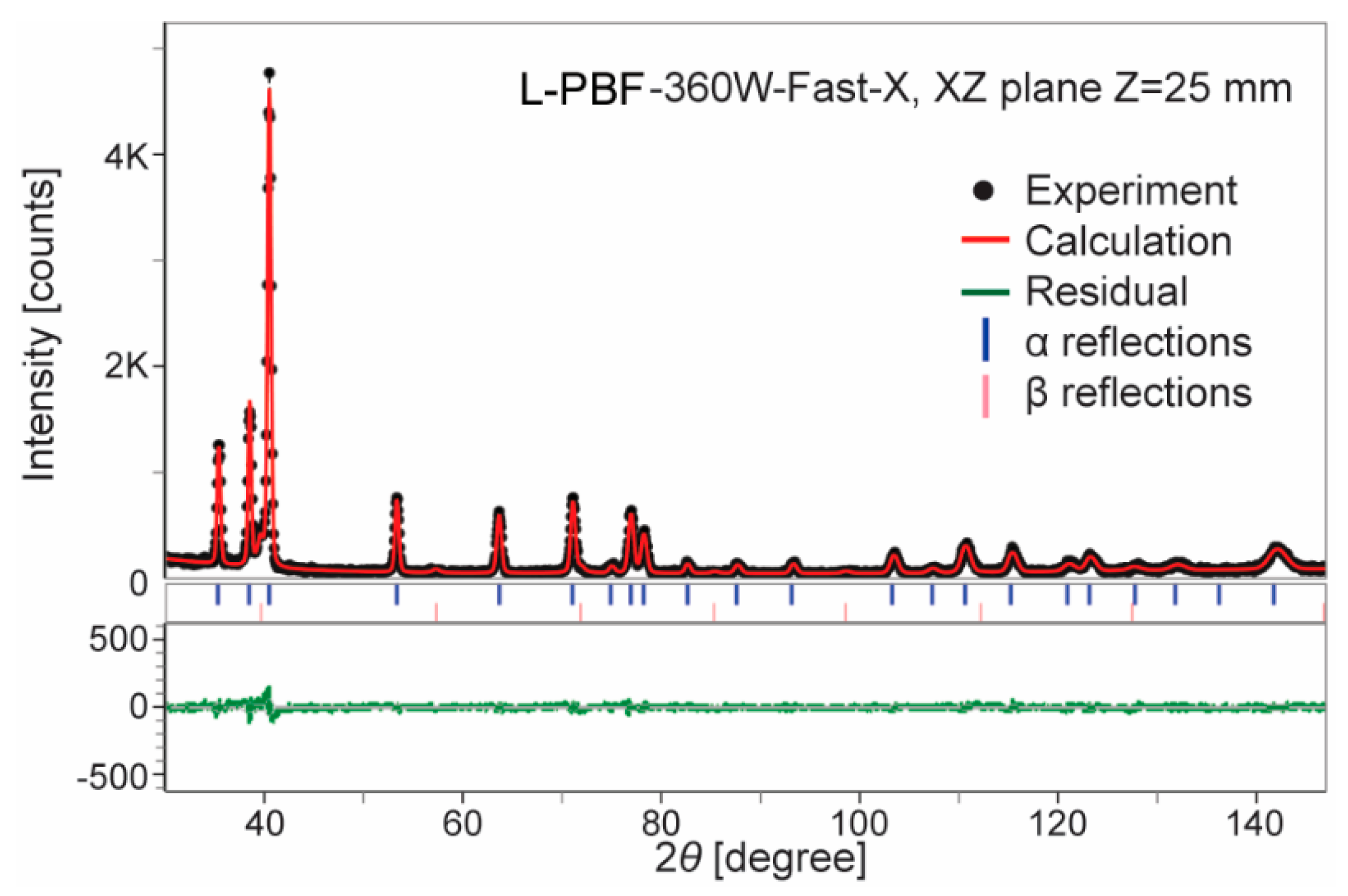
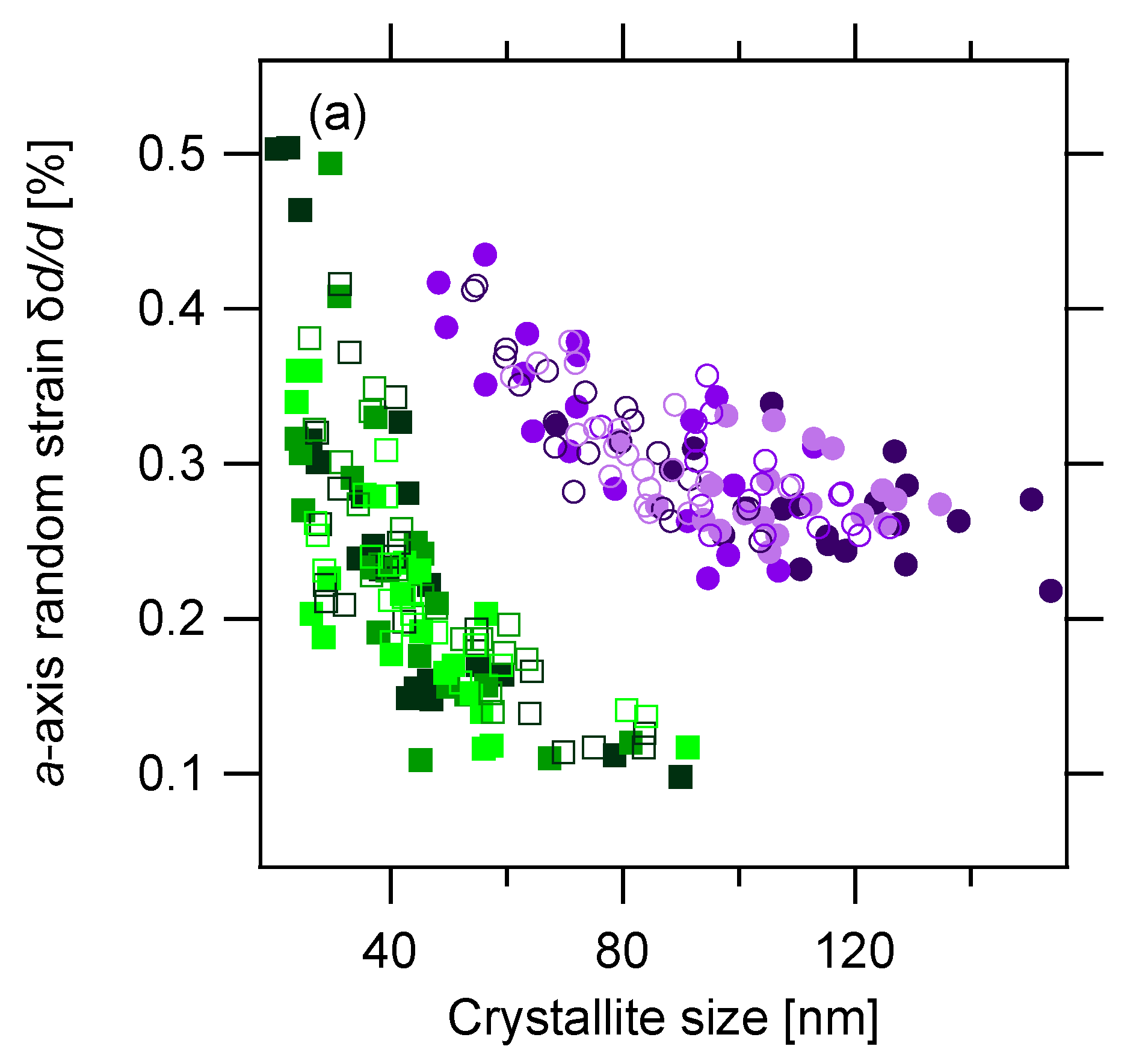
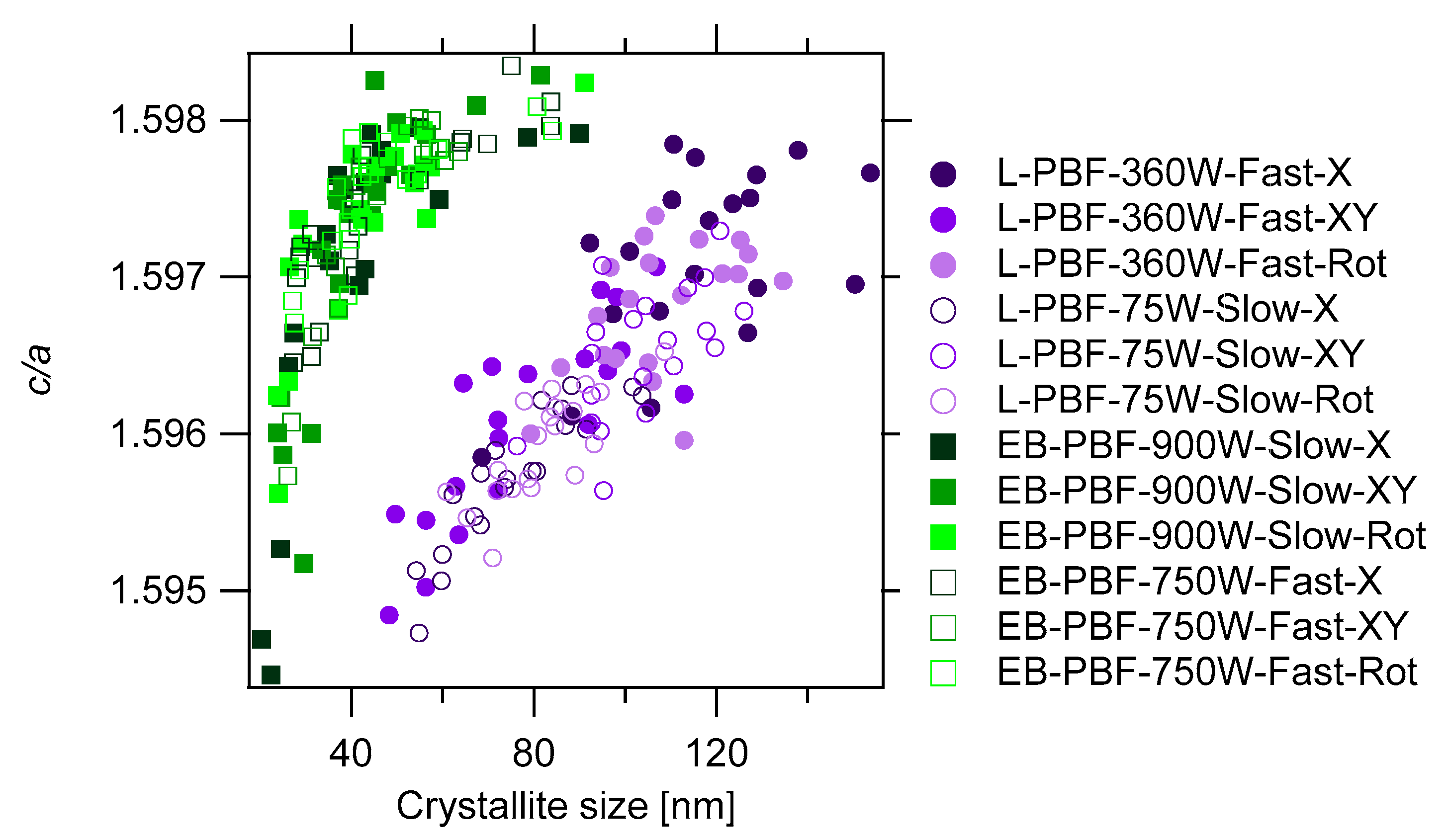
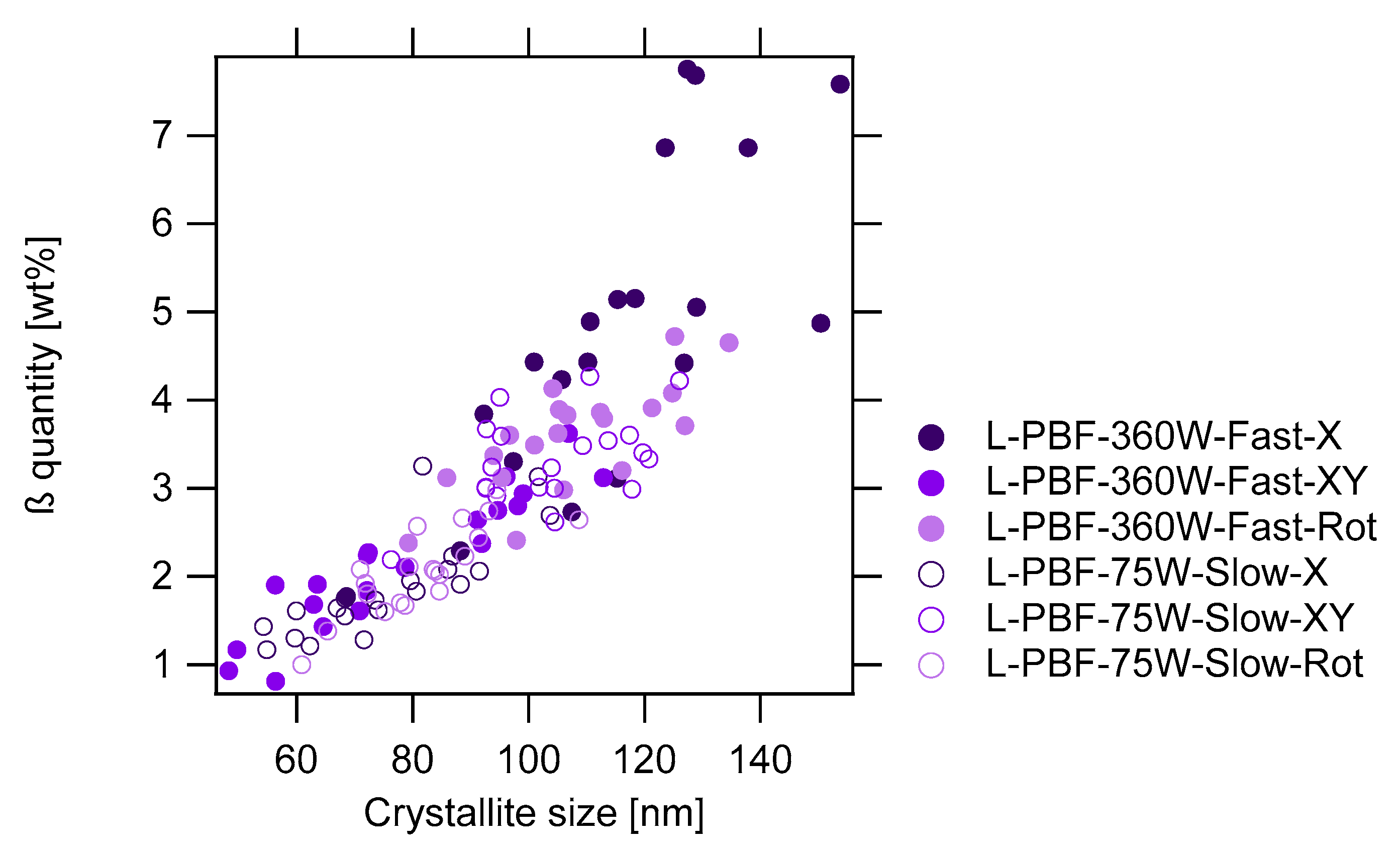
3.1. Crystallite Size, Random Lattice Strain, and Lattice Parameter Analyses
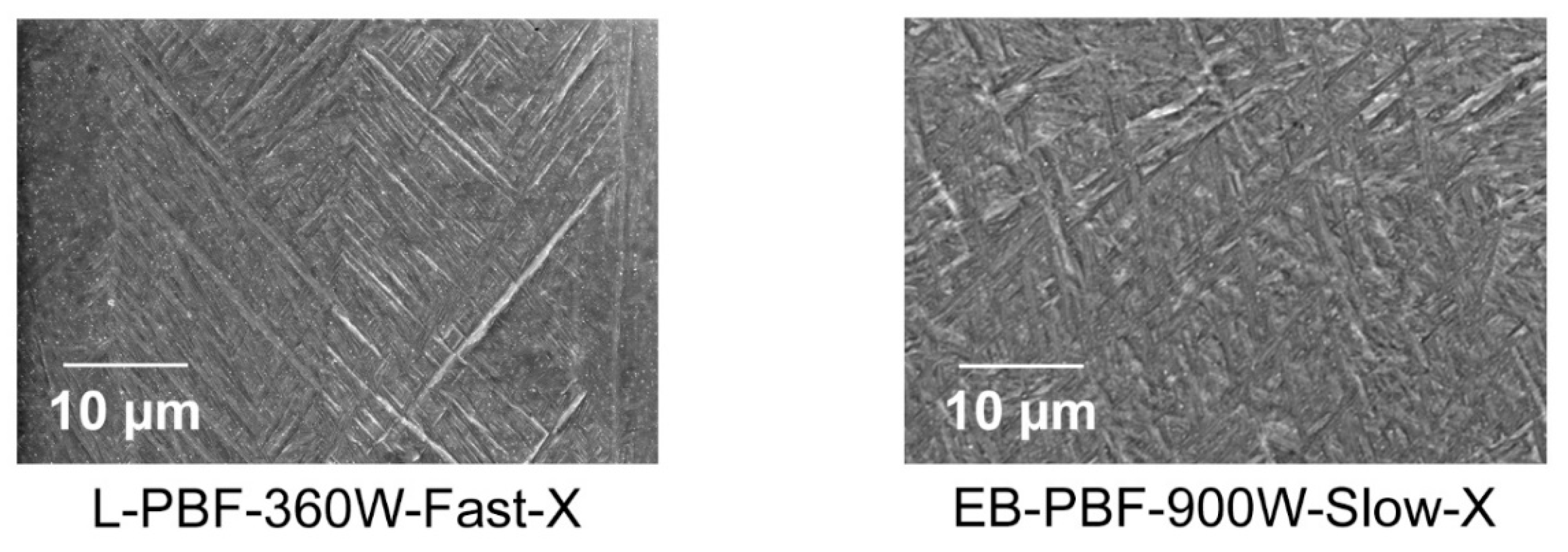
3.2. Microstructure
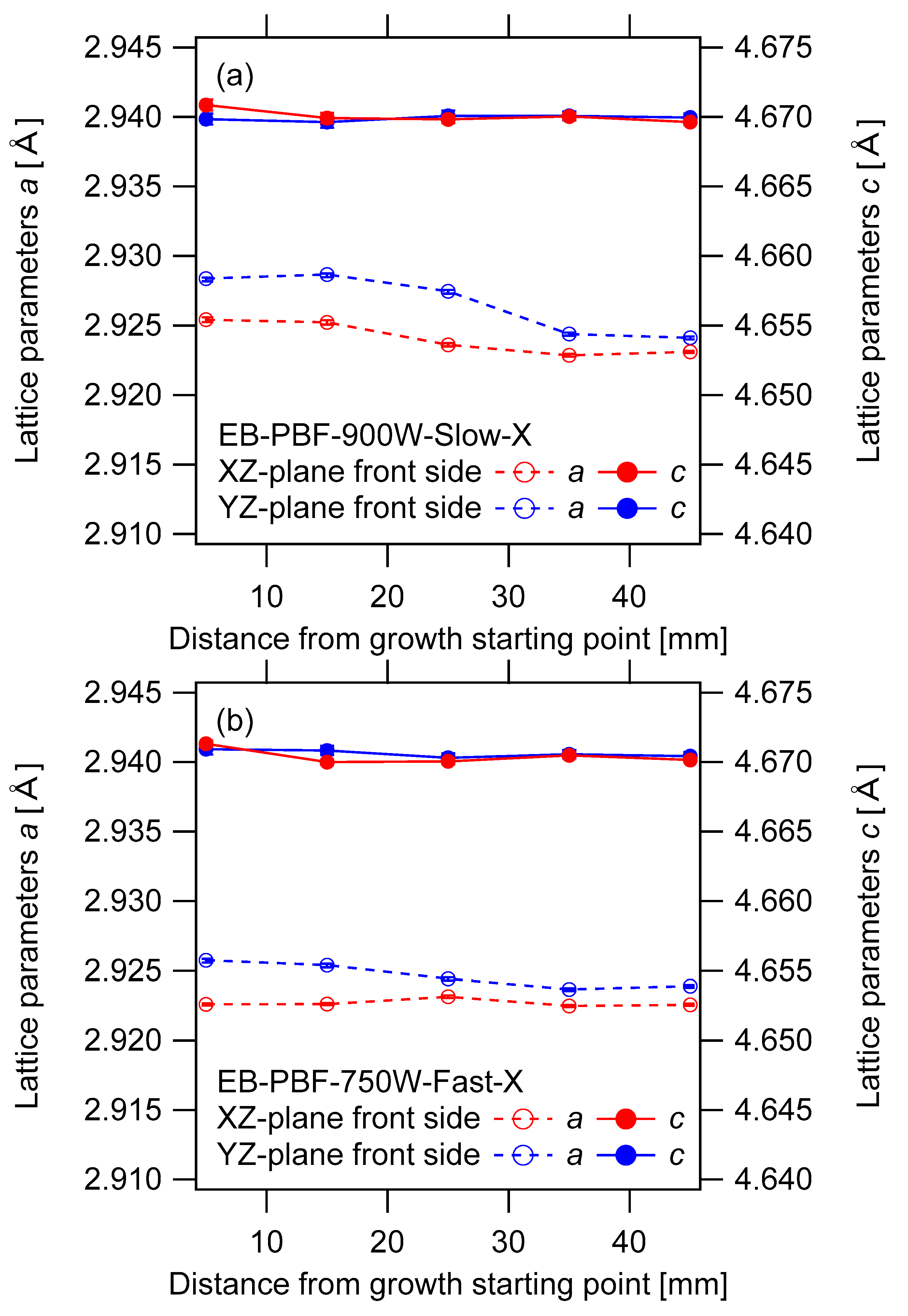
3.3. Lattice Parameter Location Dependency
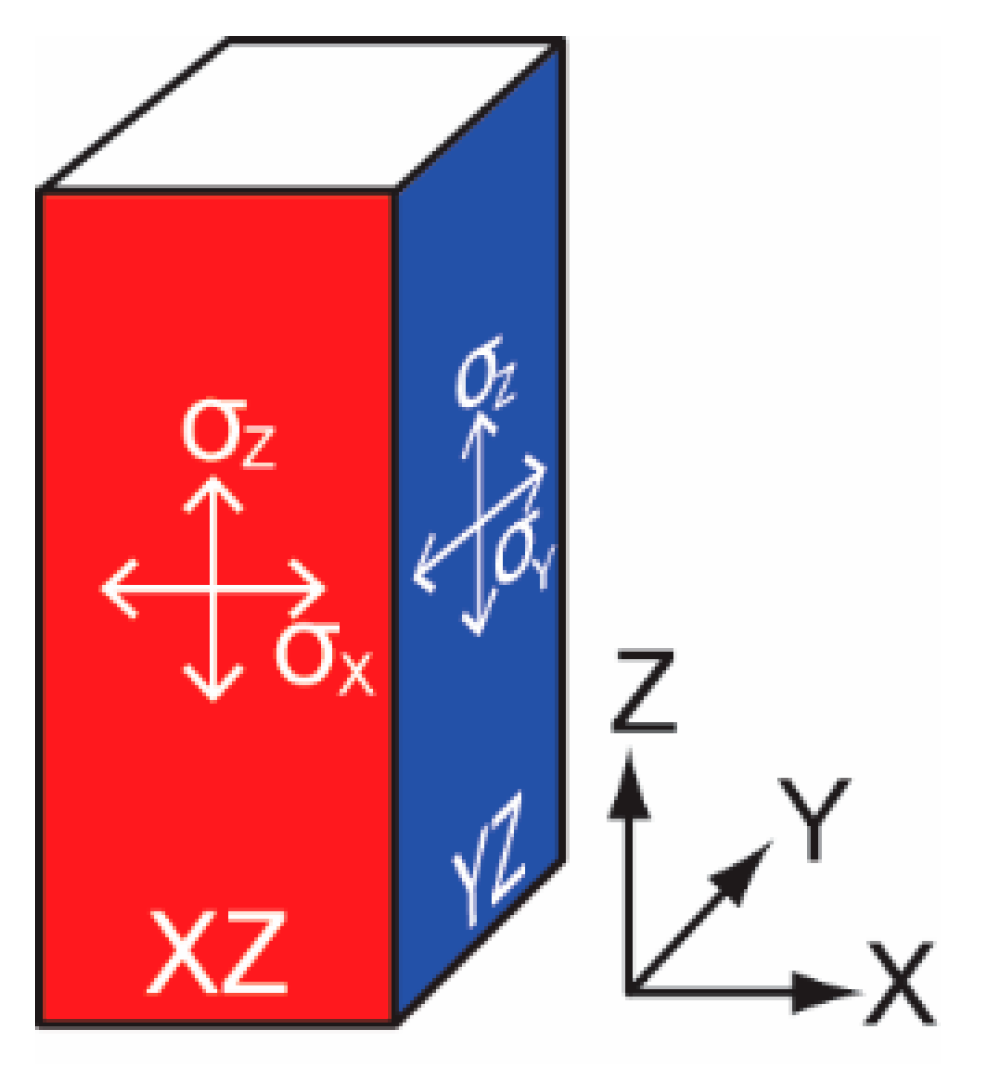
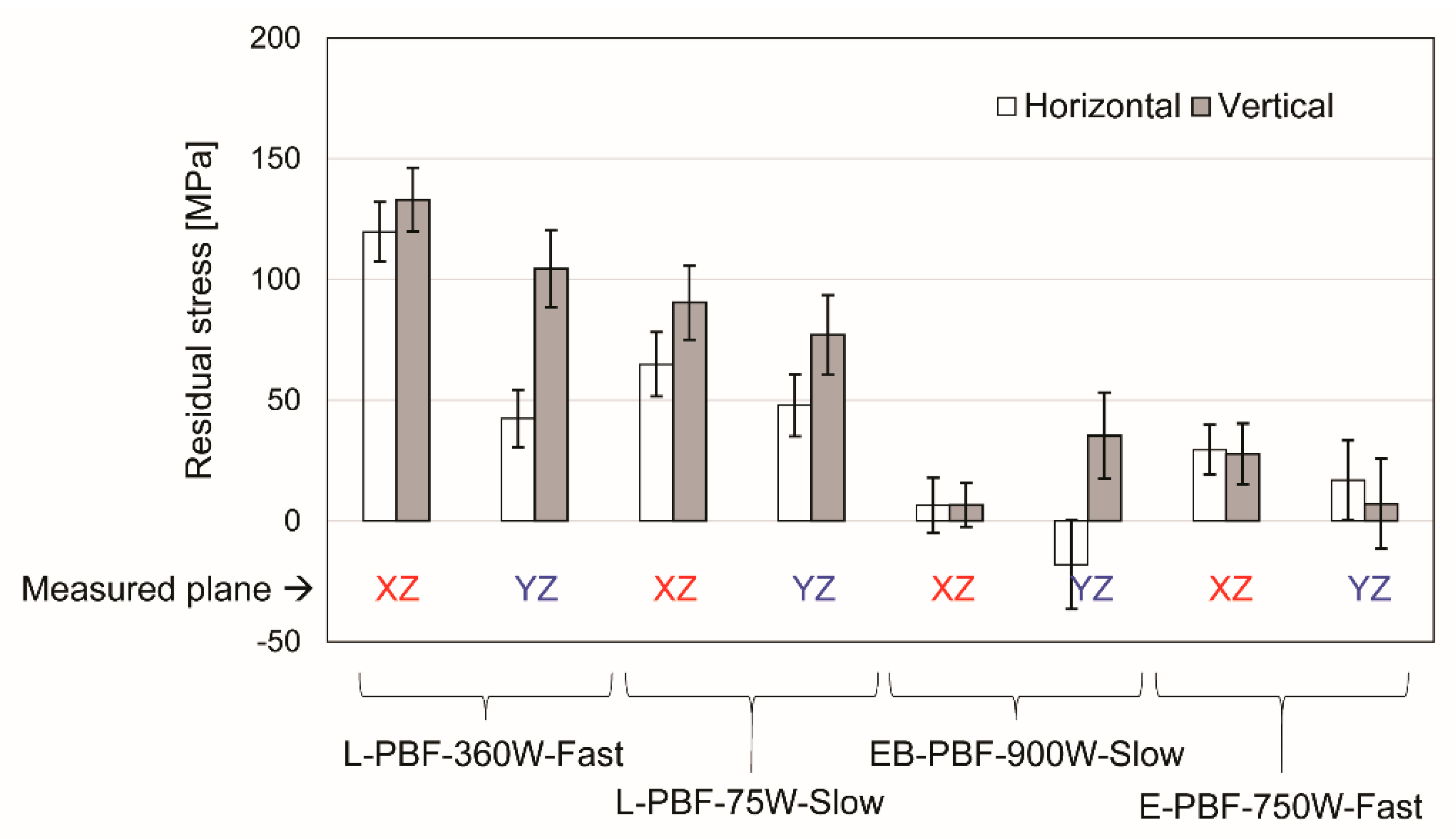
3.4. Residual Stress Analysis
4. Discussion
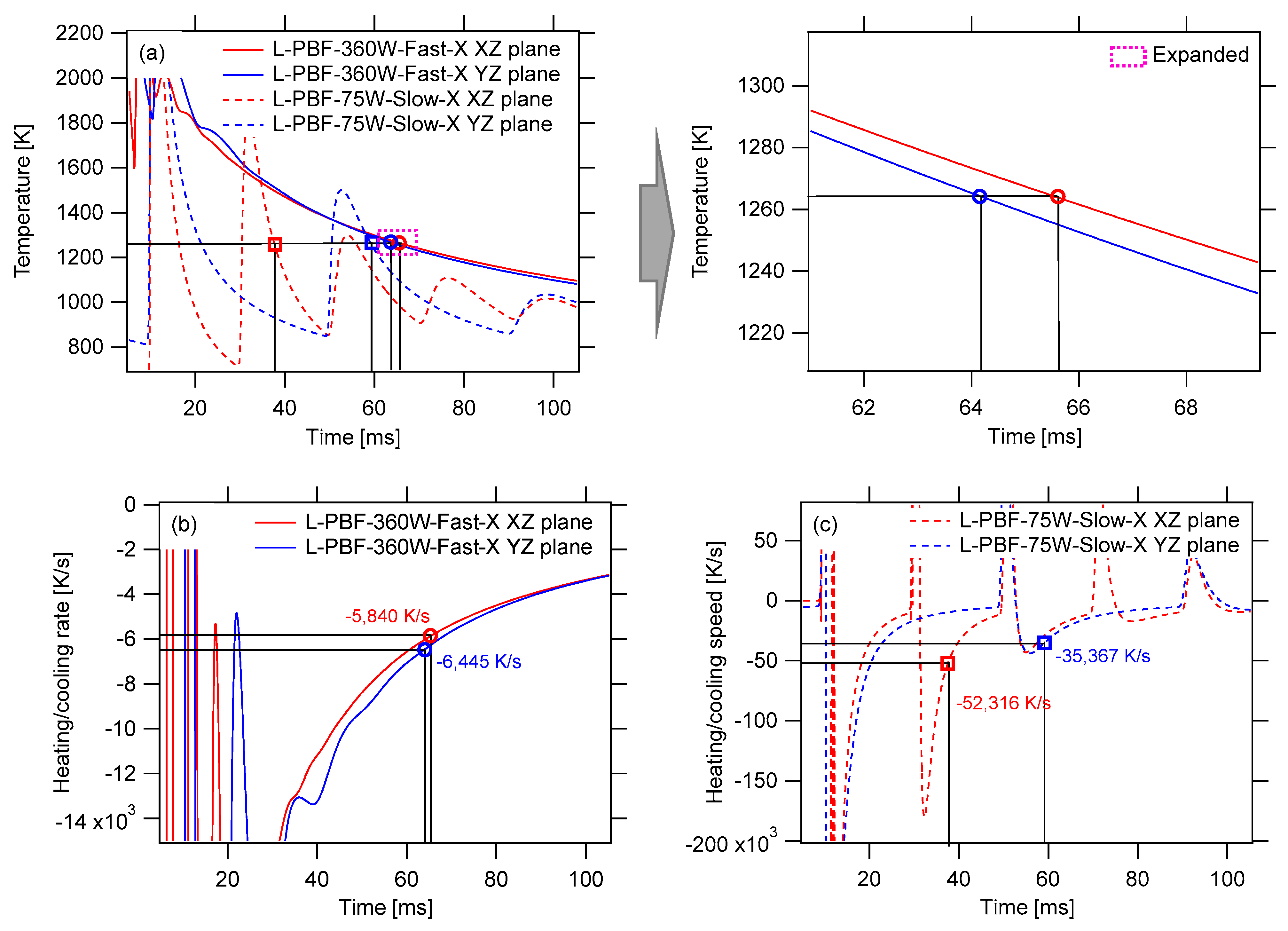
4.1. Heat Transfer Simulation
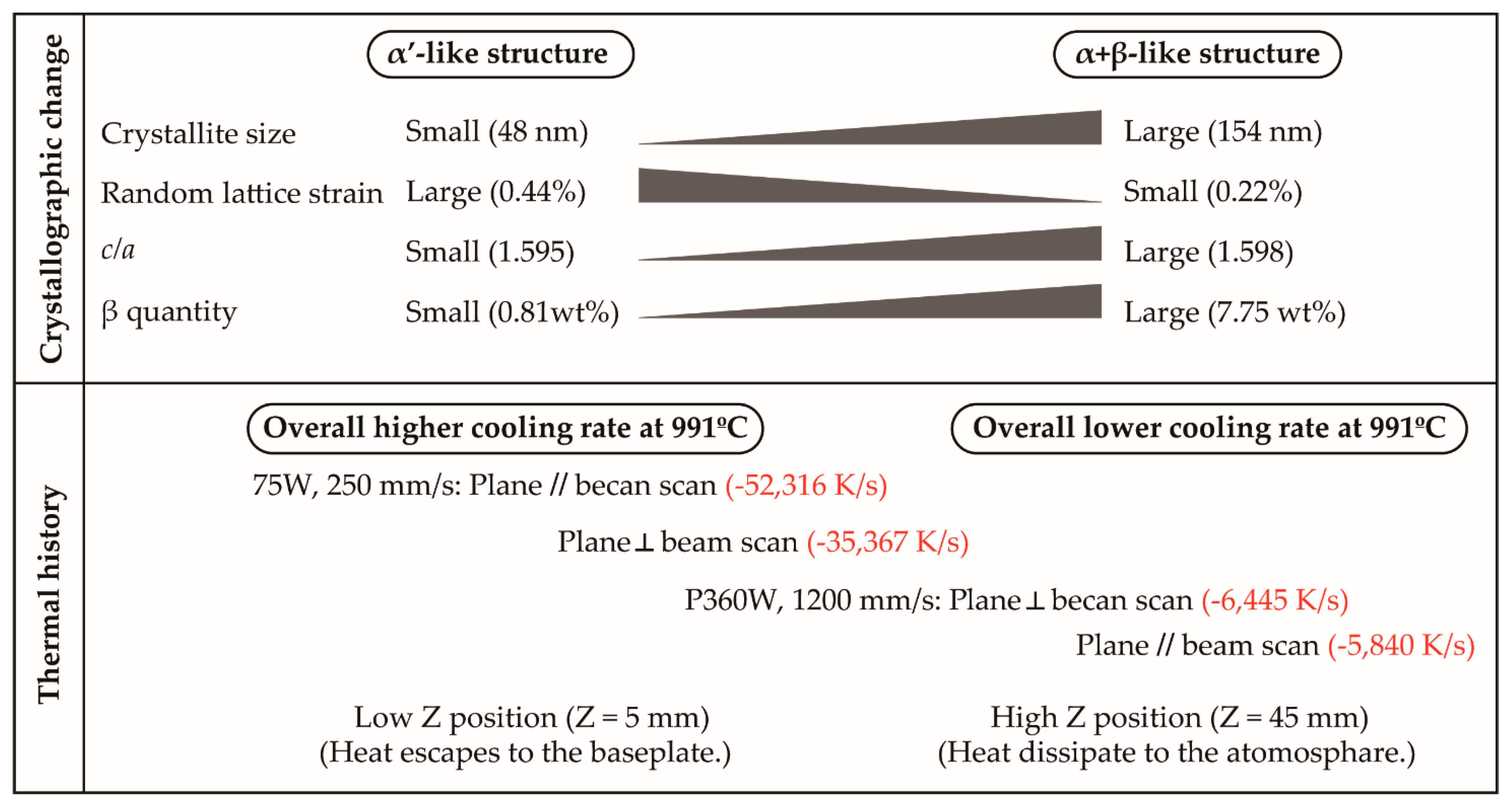
4.2. Process Techniques, Process Parameters, and Resulting Parts’ Characteristics
5. Conclusions
- For the L-PBF parts, the cooling rate around the β transus temperature was found to be the critical factor that dictates the resulting structure. When the cooling rate was high (low laser power and low scan speed), the resulting parts predominantly exhibited an α’-like crystal structure. As the cooling rate decreased (high laser power and high scan speed), the resulting parts shifted toward an α+β-like structure. In contrast, the level of residual stress was dictated more by the heating and cooling rates immediately after solidification.
- No significant residual stress was observed in the EB-PBF-made parts. In addition, unlike the L-PBF parts, no significant difference among different beam power and scanning speed was observed in the EB-PBF parts. No significant amount of β phase was observed.
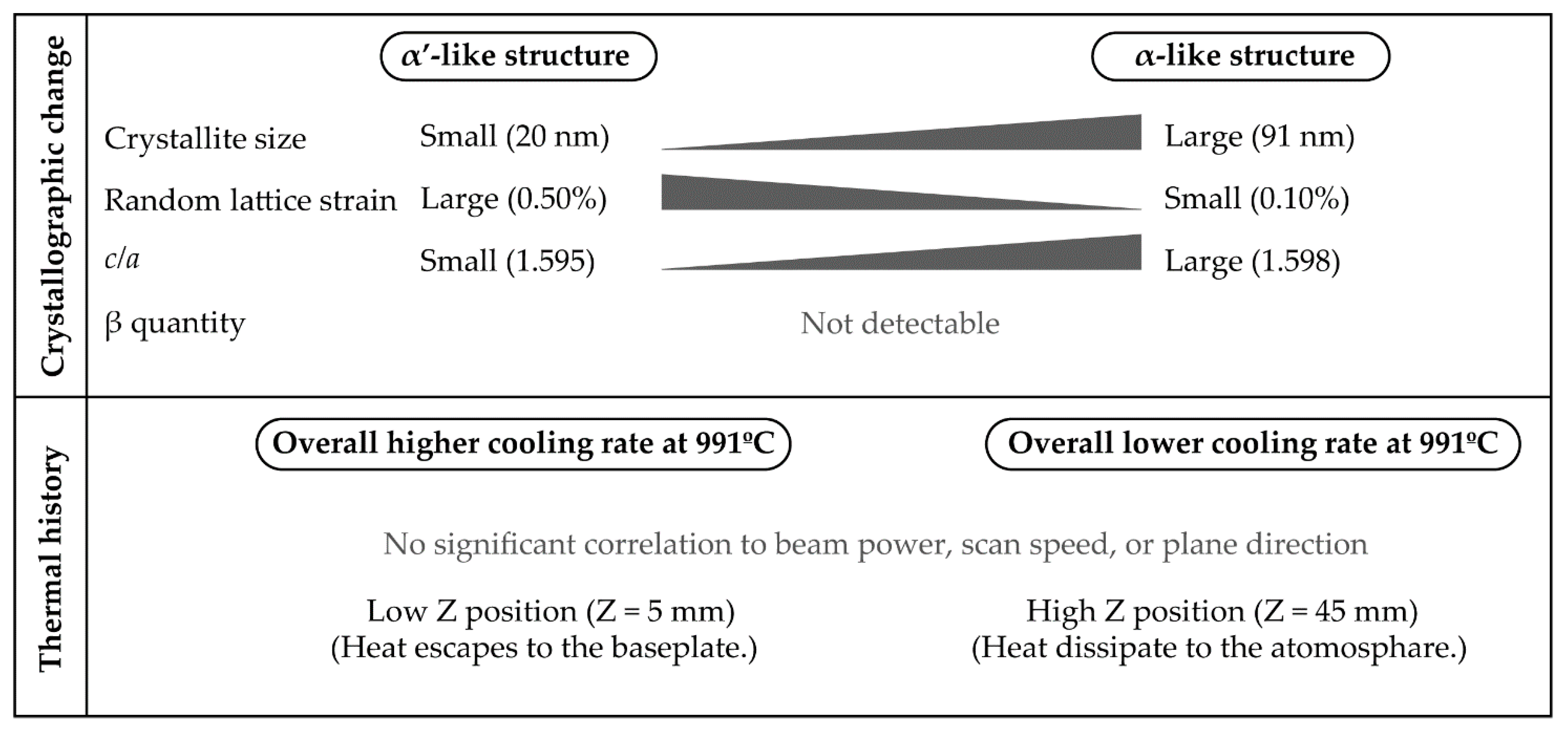
- Growth height (Z location) dependency was observed in both the L-PBF and EB-PBF parts. The change in the cooling rate during the growth process due to the change in the main heat transfer mechanism affects the resulting structure. The higher cooling rate at the beginning of the growth stage resulted in a more α’-like structure. Conversely, the lower cooling rate at the later stage resulted in a more α- or α+β-like structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, S.; Shin, Y.C. Additive Manufacturing of Ti6Al4V Alloy: A Review. Mater. Des. 2019, 164, 107552. [Google Scholar] [CrossRef]
- Froes, F.H.; Dutta, B. The Additive Manufacturing (AM) of Titanium Alloys. Adv. Mater. Res. 2014, 1019, 19–25. [Google Scholar] [CrossRef]
- Wang, P.; Li, X.; Luo, S.; Nai, M.L.S.; Ding, J.; Wei, J. Additively Manufactured Heterogeneously Porous Metallic Bone with Biostructural Functions and Bone-like Mechanical Properties. J. Mater. Sci. Technol. 2021, 62, 173–179. [Google Scholar] [CrossRef]
- Sidambe, A. Biocompatibility of Advanced Manufactured Titanium Implants—A Review. Materials 2014, 7, 8168–8188. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, L.-C.; Attar, H. Selective Laser Melting of Titanium Alloys and Titanium Matrix Composites for Biomedical Applications: A Review. Adv. Eng. Mater. 2016, 18, 463–475. [Google Scholar] [CrossRef]
- Li, P.; Warner, D.H.; Fatemi, A.; Phan, N. Critical Assessment of the Fatigue Performance of Additively Manufactured Ti–6Al–4V and Perspective for Future Research. Int. J. Fatigue 2016, 85, 130–143. [Google Scholar] [CrossRef]
- Schmidt, M.; Merklein, M.; Bourell, D.; Dimitrov, D.; Hausotte, T.; Wegener, K.; Overmeyer, L.; Vollertsen, F.; Levy, G.N. Laser Based Additive Manufacturing in Industry and Academia. CIRP Ann. 2017, 66, 561–583. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Wang, S.C.; Aindow, M.; Starink, M.J. Effect of Self-Accommodation on α/α Boundary Populations in Pure Titanium. Acta Mater. 2003, 51, 2485–2503. [Google Scholar] [CrossRef]
- Sofinowski, K.; Šmíd, M.; Kuběna, I.; Vivès, S.; Casati, N.; Godet, S.; Van Swygenhoven, H. In Situ Characterization of a High Work Hardening Ti-6Al-4V Prepared by Electron Beam Melting. Acta Mater. 2019, 179, 224–236. [Google Scholar] [CrossRef]
- De Formanoir, C.; Martin, G.; Prima, F.; Allain, S.Y.P.; Dessolier, T.; Sun, F.; Vivés, S.; Hary, B.; Bréchet, Y. Micromechanical Behavior and Thermal Stability of a Dual-Phase A+α’ Titanium Alloy Produced by Additive Manufacturing. Acta Mater. 2019, 162, 149–162. [Google Scholar] [CrossRef] [Green Version]
- Shipley, H.; McDonnell, D.; Culleton, M.; Coull, R.; Lupoi, R.; O’Donnell, G.; Trimble, D. Optimisation of Process Parameters to Address Fundamental Challenges during Selective Laser Melting of Ti-6Al-4V: A Review. Int. J. Mach. Tools Manuf. 2018, 128, 1–20. [Google Scholar] [CrossRef]
- Raghavan, S.; Nai, M.L.S.; Wang, P.; Sin, W.J.; Li, T.; Wei, J. Heat Treatment of Electron Beam Melted (EBM) Ti-6Al-4V: Microstructure to Mechanical Property Correlations. Rapid Prototyp. J. 2018, 24, 774–783. [Google Scholar] [CrossRef]
- Günther, J.; Krewerth, D.; Lippmann, T.; Leuders, S.; Tröster, T.; Weidner, A.; Biermann, H.; Niendorf, T. Fatigue Life of Additively Manufactured Ti–6Al–4V in the Very High Cycle Fatigue Regime. Int. J. Fatigue 2017, 94, 236–245. [Google Scholar] [CrossRef]
- Gong, H.; Rafi, K.; Gu, H.; Janaki Ram, G.D.; Starr, T.; Stucker, B. Influence of Defects on Mechanical Properties of Ti–6Al–4V Components Produced by Selective Laser Melting and Electron Beam Melting. Mater. Des. 2015, 86, 545–554. [Google Scholar] [CrossRef]
- Takase, A.; Ishimoto, T.; Suganuma, R.; Nakano, T. Lattice Distortion in Selective Laser Melting (SLM)-Manufactured Unstable β-Type Ti-15Mo-5Zr-3Al Alloy Analyzed by High-Precision X-Ray Diffractometry. Scr. Mater. 2021, 201, 113953. [Google Scholar] [CrossRef]
- Ida, T.; Shimazaki, S.; Hibino, H.; Toraya, H. Diffraction Peak Profiles from Spherical Crystallites with Lognormal Size Distribution. J. Appl. Crystallogr. 2003, 36, 1107–1115. [Google Scholar] [CrossRef]
- Ishimoto, T.; Hagihara, K.; Hisamoto, K.; Sun, S.-H.; Nakano, T. Crystallographic Texture Control of Beta-Type Ti–15Mo–5Zr–3Al Alloy by Selective Laser Melting for the Development of Novel Implants with a Biocompatible Low Young’s Modulus. Scr. Mater. 2017, 132, 34–38. [Google Scholar] [CrossRef]
- Sun, S.-H.; Ishimoto, T.; Hagihara, K.; Tsutsumi, Y.; Hanawa, T.; Nakano, T. Excellent Mechanical and Corrosion Properties of Austenitic Stainless Steel with a Unique Crystallographic Lamellar Microstructure via Selective Laser Melting. Scr. Mater. 2019, 159, 89–93. [Google Scholar] [CrossRef]
- Standard Test Method for Verifying the Alignment of X-Ray Diffraction Instrumentation for Residual Stress Measurement—Designation: E 915—96 (Reapproved 2002); ASTM International: West Conshohocken, PA, USA, 2002.
- SAE_HS-784 Residual Stress Measurement by X-Ray Diffraction 2003 Edition; SAE International: Warrendale, PA, USA, 2003.
- Collings, E.W. The Physical Metallurgy of Titanium Alloys, 1st ed.; American Society for Metals: Metals Park, OH, USA, 1984; Volume 3, p. 116. [Google Scholar]
- John, A.S.; Robert, L.W., Jr. Certificate SRM 660c—Line Position and Line Shape Standard for Powder Diffraction (Lanthanum Hexaboride Powder); National Institute of Standards & Technology March 10 Edition; National Institute of Standards & Technology: Gaithersburg, MD, USA, 2015. [Google Scholar]
- Pawley, G.S. Unit-Cell Refinement from Powder Diffraction Scans. J. Appl. Crystallogr. 1981, 14, 357–361. [Google Scholar] [CrossRef]
- Mitsunaga, T.; Saigo, M.; Fujinawa, G. High-Precision Parallel-Beam X-Ray System for High-Temperature Diffraction Studies. Powder Diffr. 2002, 17, 173–177. [Google Scholar] [CrossRef]
- Takase, A. Effect of Systematic Errors on Lattice Parameter Refinement. 60th Annu. Conf. Appl. X-Ray Anal. 2011, D-81. [Google Scholar]
- Langford, J.; Delhez, R.; de Keijser, T.; Mittemeijer, E. Profile Analysis for Microcrystalline Properties by the Fourier and Other Methods. Aust. J. Phys. 1988, 41, 173. [Google Scholar] [CrossRef] [Green Version]
- Stephens, P.W. Phenomenological Model of Anisotropic Peak Broadening in Powder Diffraction. J. Appl. Crystallogr. 1999, 32, 281–289. [Google Scholar] [CrossRef]
- Bish, D.L.; Howard, S.A. Quantitative Phase Analysis Using the Rietveld Method. J. Appl. Crystallogr. 1988, 21, 86–91. [Google Scholar] [CrossRef]
- Willy, H.J.; Li, X.; Chen, Z.; Herng, T.S.; Chang, S.; Ong, C.Y.A.; Li, C.; Ding, J. Model of Laser Energy Absorption Adjusted to Optical Measurements with Effective Use in Finite Element Simulation of Selective Laser Melting. Mater. Des. 2018, 157, 24–34. [Google Scholar] [CrossRef]
- Knapp, G.L.; Raghavan, N.; Plotkowski, A.; DebRoy, T. Experiments and Simulations on Solidification Microstructure for Inconel 718 in Powder Bed Fusion Electron Beam Additive Manufacturing. Addit. Manuf. 2019, 25, 511–521. [Google Scholar] [CrossRef]
- Gokcekaya, O.; Ishimoto, T.; Hibino, S.; Yasutomi, J.; Narushima, T.; Nakano, T. Unique Crystallographic Texture Formation in Inconel 718 by Laser Powder Bed Fusion and Its Effect on Mechanical Anisotropy. Acta Mater. 2021, 212, 116876. [Google Scholar] [CrossRef]
- Chen, Q.; Liang, X.; Hayduke, D.; Liu, J.; Cheng, L.; Oskin, J.; Whitmore, R.; To, A.C. An Inherent Strain Based Multiscale Modeling Framework for Simulating Part-Scale Residual Deformation for Direct Metal Laser Sintering. Addit. Manuf. 2019, 28, 406–418. [Google Scholar] [CrossRef]
- EOS M 290—Industrial 3D Printed Parts from Metal Materials. Available online: https://www.eos.info/en/Additive-Manufacturing/3d-Printing-Metal/Eos-Metal-Systems/Eos-m-290 (accessed on 16 June 2021).
- Foroozmehr, A.; Badrossamay, M.; Foroozmehr, E.; Golabi, S. Finite Element Simulation of Selective Laser Melting Process Considering Optical Penetration Depth of Laser in Powder Bed. Mater. Des. 2016, 89, 255–263. [Google Scholar] [CrossRef]
- Pham, M.-S.; Dovgyy, B.; Hooper, P.A.; Gourlay, C.M.; Piglione, A. The Role of Side-Branching in Microstructure Development in Laser Powder-Bed Fusion. Nat. Commun. 2020, 11, 749. [Google Scholar] [CrossRef]
- Carslaw, H.S.; Jaeger, J.C. Conduction of Heat in Solids, 2nd ed.; Oxford University Press: Oxford, UK, 1986. [Google Scholar]
- Li, Y.; Gu, D. Parametric Analysis of Thermal Behavior during Selective Laser Melting Additive Manufacturing of Aluminum Alloy Powder. Mater. Des. 2014, 63, 856–867. [Google Scholar] [CrossRef]
- Umezawa, O.; Ishikawa, K. Electrical and Thermal Conductivities and Magnetization of Some Austenitic Steels, Titanium and Titanium Alloys at Cryogenic Temperatures. Cryogenics 1992, 32, 873–880. [Google Scholar] [CrossRef]
- Deem, H.W.; Wood, W.D.; Lucks, C.F. The Relationship between Electrical and Thermal Conductivities of Titanium Alloys. Trans. Met. Soc. AIME 1958, 212, 520–523. [Google Scholar]
- Cezairliyan, A.; McClure, J.L.; Taylor, R. Thermophysical Measurements on 90Ti-6al-4V Alloy above 1450 K Using a Transient (Subsecond) Technique. J. Res. Natl. Bur. Stand. Sect. Phys. Chem. 1977, 81A, 251. [Google Scholar] [CrossRef]
- NIST: National Institute of Standards and Technology. Available online: https://trc.nist.gov/cryogenics/materials/materialproperties.htm (accessed on 12 June 2021).
- Toby, B.H. R Factors in Rietveld Analysis: How Good Is Good Enough? Powder Diffr. 2006, 21, 67–70. [Google Scholar] [CrossRef] [Green Version]
- Cottam, R.; Palanisamy, S.; Avdeev, M.; Jarvis, T.; Henry, C.; Cuiuri, D.; Balogh, L.; Abdul Rahman Rashid, R. Diffraction Line Profile Analysis of 3D Wedge Samples of Ti-6Al-4V Fabricated Using Four Different Additive Manufacturing Processes. Metals 2019, 9, 60. [Google Scholar] [CrossRef] [Green Version]
- Hull, A.; Bacon, D.J. Introduction to Dislocations, 5th ed.; Butterworth-Heinemann: Oxford, UK, 2009; p. 111. [Google Scholar]
- Welsch, G.; Boyer, R.; Collings, E. Materials Properties Handbook: Titanium Alloys, Materials Properties Handbook; ASM International: Geauga County, OH, USA, 1993. [Google Scholar]
- Sabban, R.; Bahl, S.; Chatterjee, K.; Suwas, S. Globularization Using Heat Treatment in Additively Manufactured Ti-6Al-4V for High Strength and Toughness. Acta Mater. 2019, 162, 239–254. [Google Scholar] [CrossRef]
- Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and Control of Martensite in Ti-6Al-4V Alloy Produced by Selective Laser Melting. Mater. Des. 2016, 108, 308–318. [Google Scholar] [CrossRef]
- Sames, W.J.; Unocic, K.A.; Dehoff, R.R.; Lolla, T.; Babu, S.S. Thermal Effects on Microstructural Heterogeneity of Inconel 718 Materials Fabricated by Electron Beam Melting. J. Mater. Res. 2014, 29, 1920–1930. [Google Scholar] [CrossRef] [Green Version]
- Wang, Z. Effect of Processing Parameters on Microstructure and Tensile Properties of Austenitic Stainless Steel 304L Made by Directed Energy Deposition Additive Manufacturing. Acta Mater. 2016, 10, 226–235. [Google Scholar] [CrossRef] [Green Version]
- Galarraga, H.; Warren, R.J.; Lados, D.A.; Dehoff, R.R.; Kirka, M.M.; Nandwana, P. Effects of Heat Treatments on Microstructure and Properties of Ti-6Al-4V ELI Alloy Fabricated by Electron Beam Melting (EBM). Mater. Sci. Eng. A 2017, 685, 417–428. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Technique | Beam Power (W) | Scan Speed (mm/s) | Scan Strategy | |
| L-PBF-360W-Fast-X | L-PBF | 360 | 1200 | X | |
| L-PBF-360W-Fast-XY | L-PBF | 360 | 1200 | XY | |
| L-PBF-360W-Fast-Rot | L-PBF | 360 | 1200 | Rot | |
| L-PBF-75W-Slow-X | L-PBF | 75 | 250 | X | |
| L-PBF-75W-Slow-XY | L-PBF | 75 | 250 | XY | |
| L-PBF-75W-Slow-Rot | L-PBF | 75 | 250 | Rot | |
| Name | Technique | Beam Current (mA) | Beam Power (W) | Scan Speed (mm/s) | Scan Strategy |
| EB-PBF-900W-Slow-X | EB-PBF | 15 | 900 | 5000 | X |
| EB-PBF-900W-Slow-XY | EB-PBF | 15 | 900 | 5000 | XY |
| EB-PBF-900W-Slow-Rot | EB-PBF | 15 | 900 | 5000 | Rot |
| EB-PBF-750W-Fast-X | EB-PBF | 12.5 | 750 | 6000 | X |
| EB-PBF-750W-Fast-XY | EB-PBF | 12.5 | 750 | 6000 | XY |
| EB-PBF-750W-Fast-Rot | EB-PBF | 12.5 | 750 | 6000 | Rot |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Takase, A.; Ishimoto, T.; Morita, N.; Ikeo, N.; Nakano, T. Comparison of Phase Characteristics and Residual Stresses in Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion (L-PBF) and Electron Beam Powder Bed Fusion (EB-PBF) Techniques. Crystals 2021, 11, 796. https://doi.org/10.3390/cryst11070796
Takase A, Ishimoto T, Morita N, Ikeo N, Nakano T. Comparison of Phase Characteristics and Residual Stresses in Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion (L-PBF) and Electron Beam Powder Bed Fusion (EB-PBF) Techniques. Crystals. 2021; 11(7):796. https://doi.org/10.3390/cryst11070796
Chicago/Turabian StyleTakase, Aya, Takuya Ishimoto, Naotaka Morita, Naoko Ikeo, and Takayoshi Nakano. 2021. "Comparison of Phase Characteristics and Residual Stresses in Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion (L-PBF) and Electron Beam Powder Bed Fusion (EB-PBF) Techniques" Crystals 11, no. 7: 796. https://doi.org/10.3390/cryst11070796
APA StyleTakase, A., Ishimoto, T., Morita, N., Ikeo, N., & Nakano, T. (2021). Comparison of Phase Characteristics and Residual Stresses in Ti-6Al-4V Alloy Manufactured by Laser Powder Bed Fusion (L-PBF) and Electron Beam Powder Bed Fusion (EB-PBF) Techniques. Crystals, 11(7), 796. https://doi.org/10.3390/cryst11070796