
Balanced Mechanical and Tribological Performance of High-Frequency-Sintered Al-SiC Achieved via Innovative Milling Route—Experimental and Theoretical Study

 ,
,  ,
,  , and
, and 
Abstract
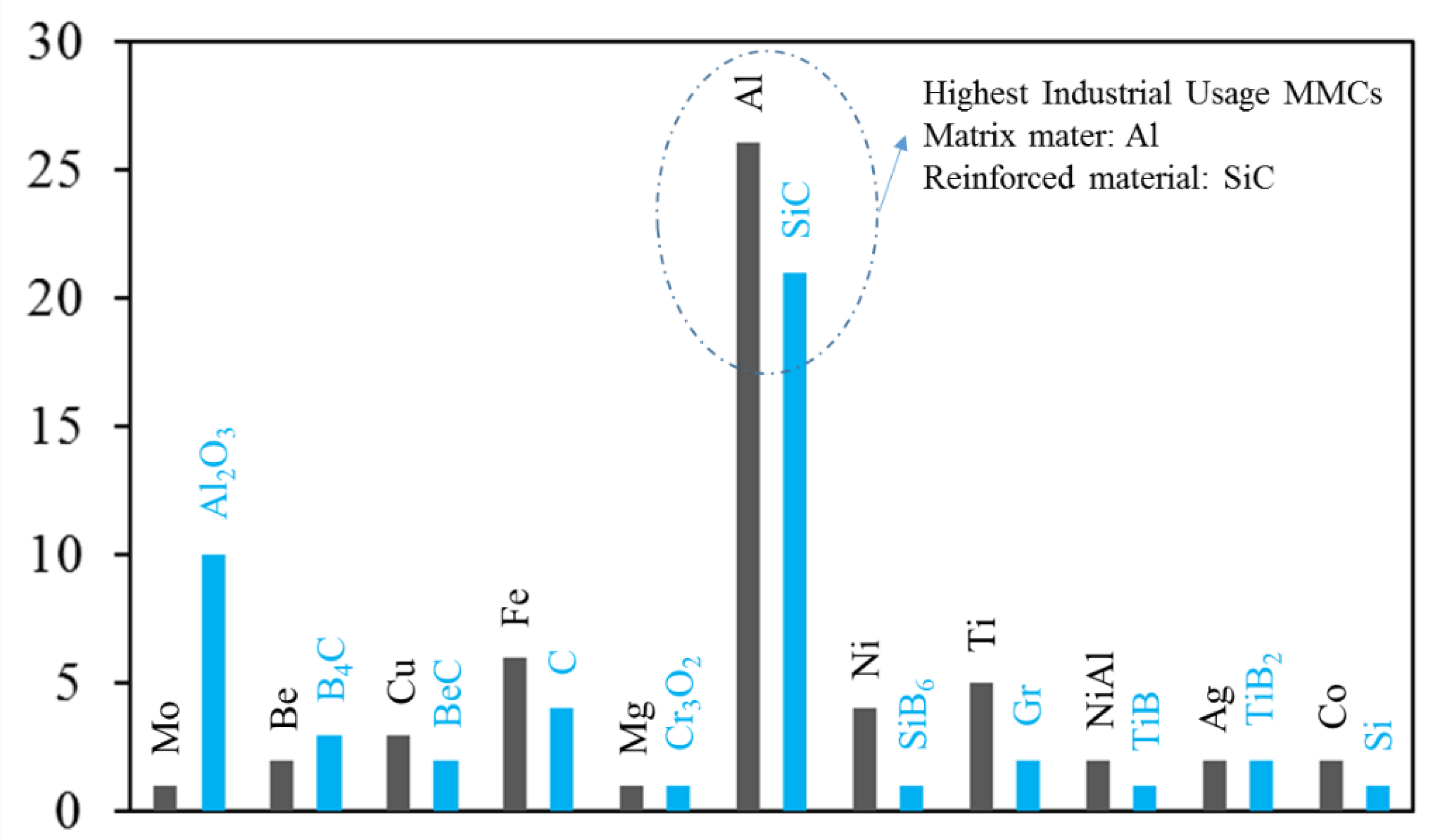
1. Introduction
2. Experimental Procedure
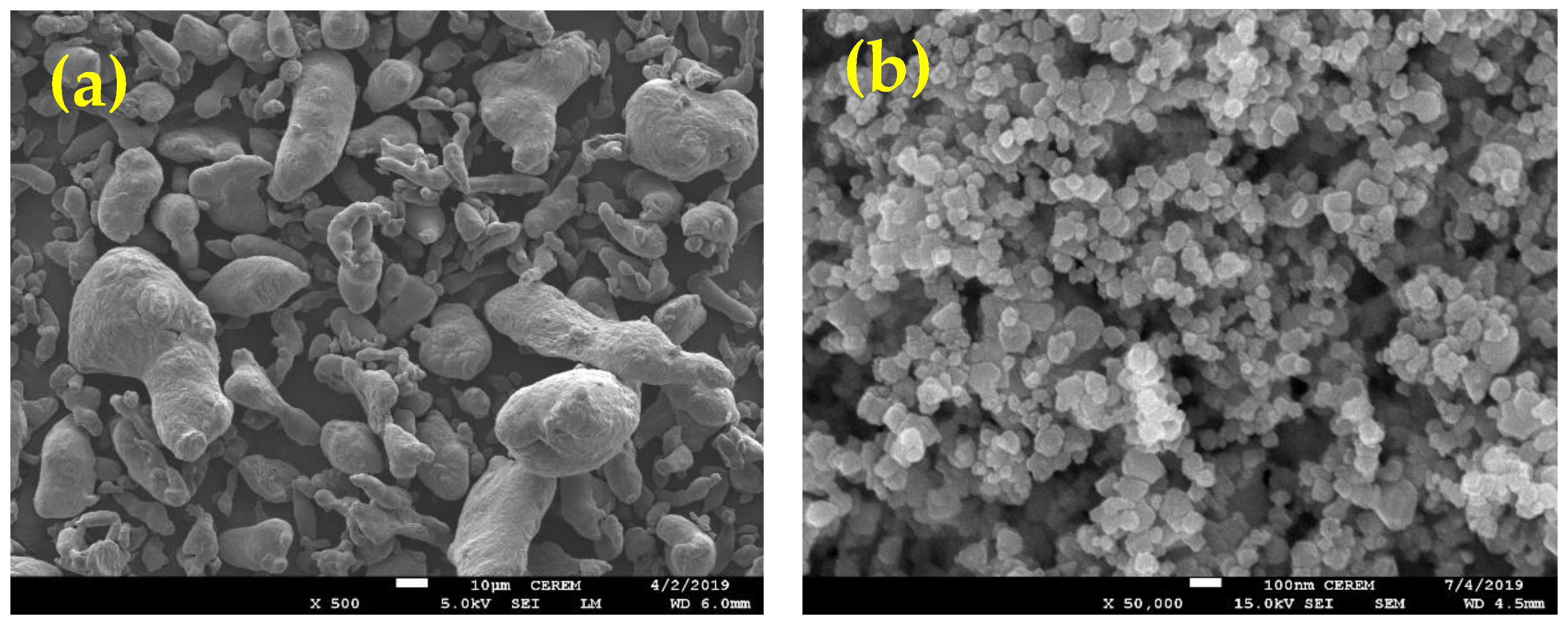
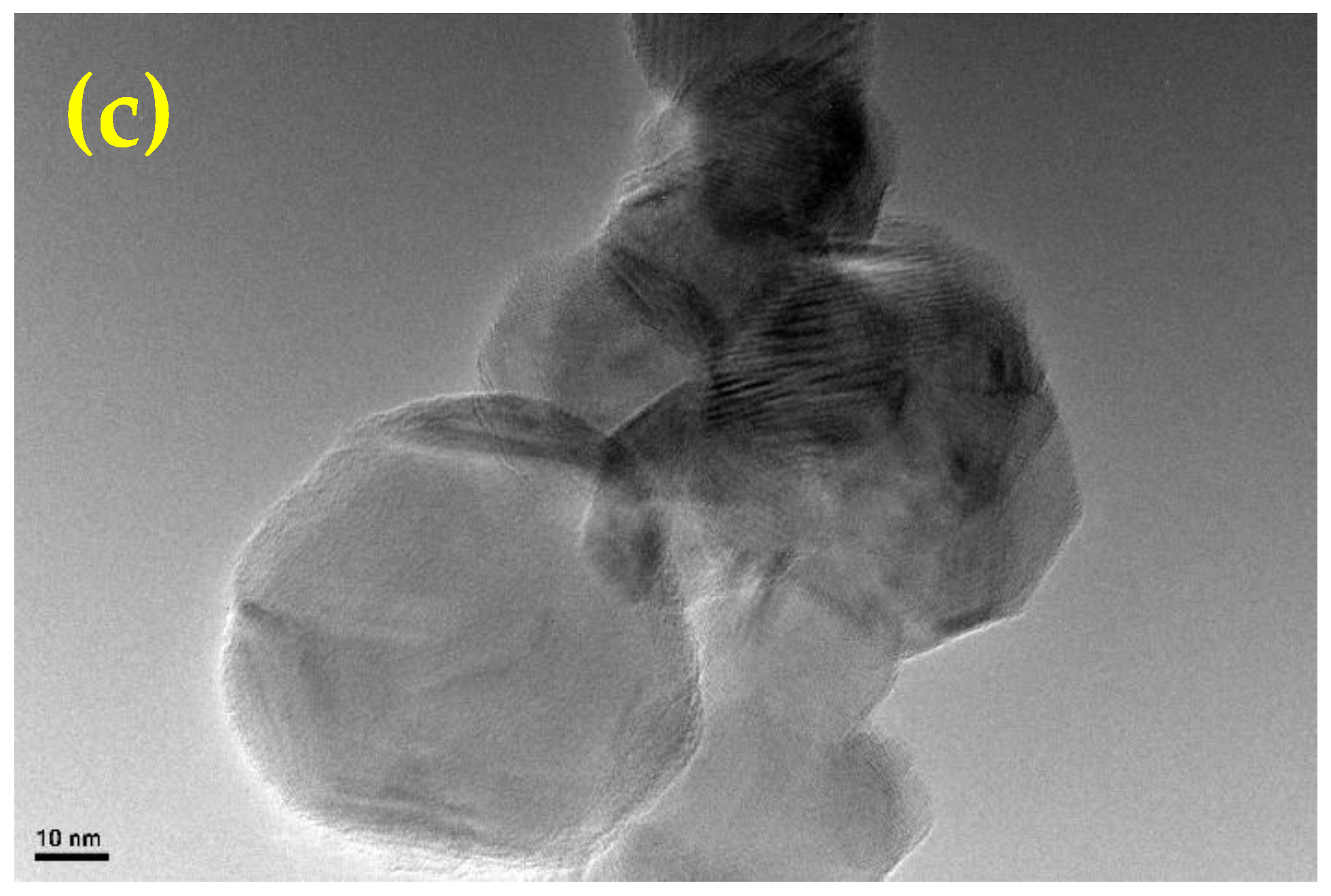
2.1. Raw Materials
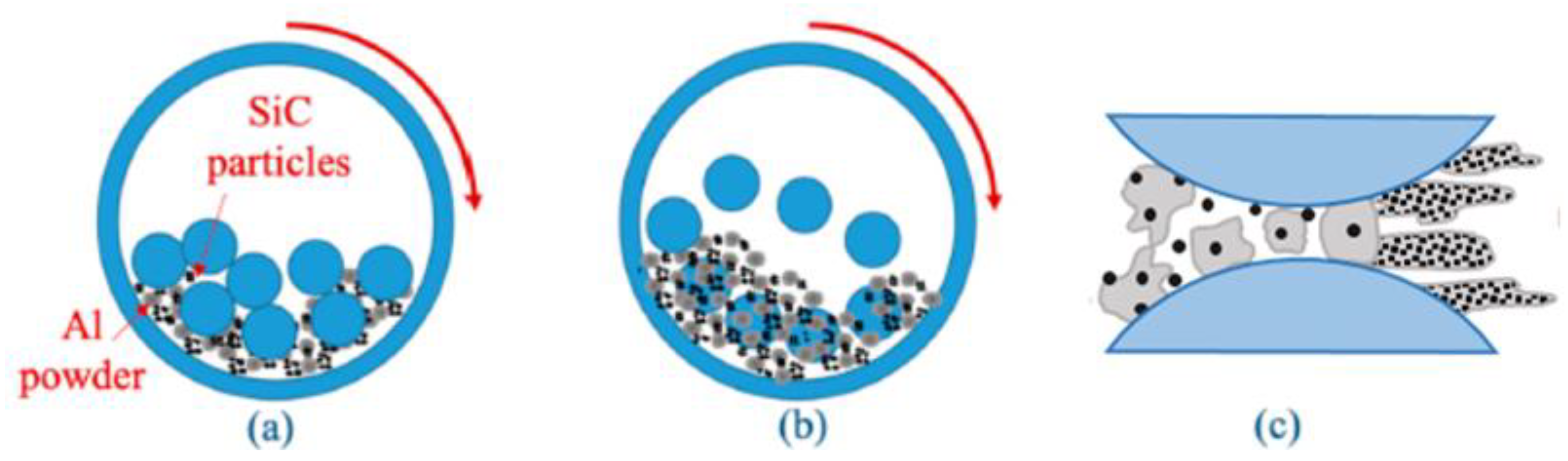
2.2. Ball-Milling Processes of Al/SiC Powders
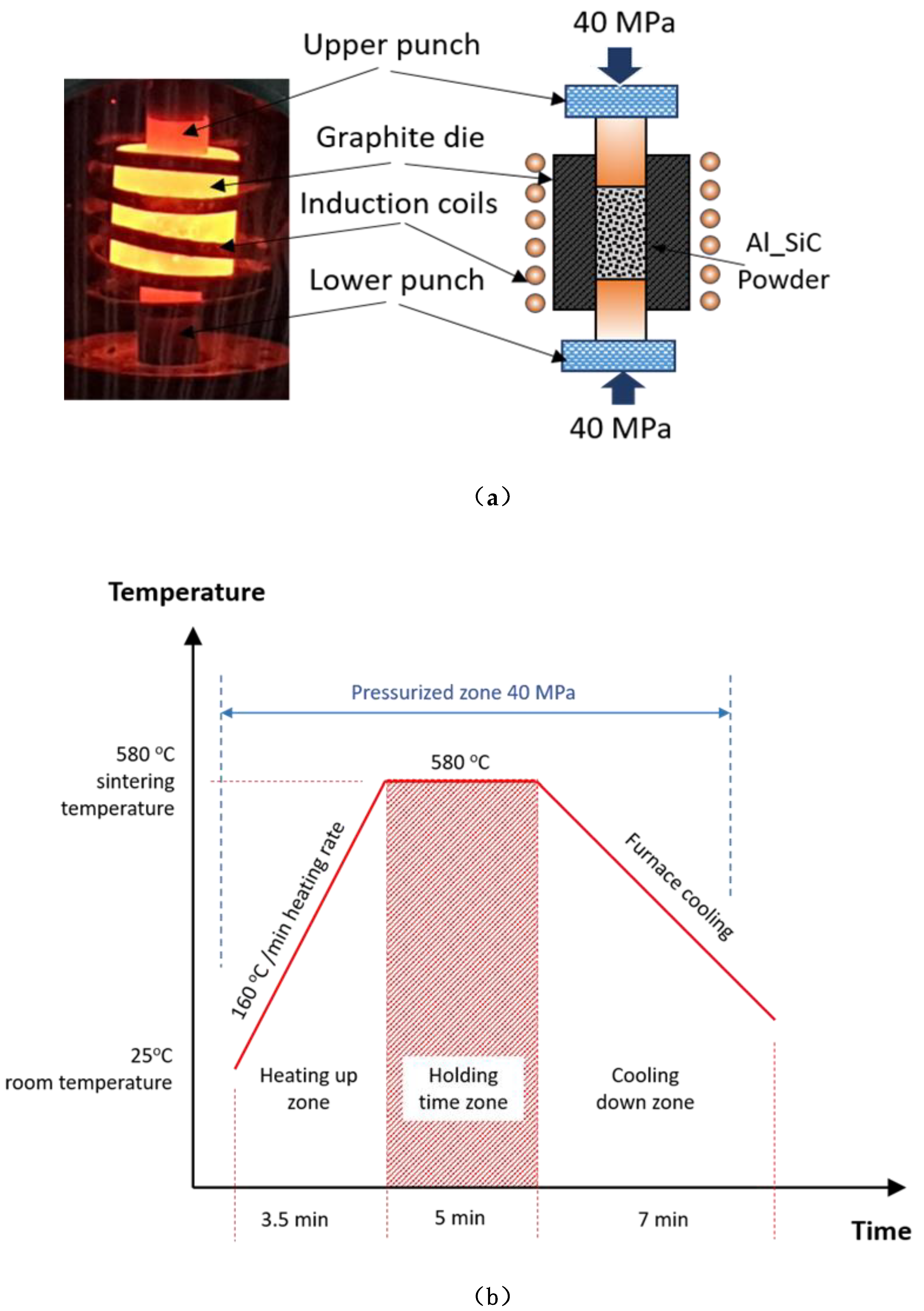
2.3. Consolidation (Sintering)
2.4. Material Characterization and Testing
3. Results and Discussions
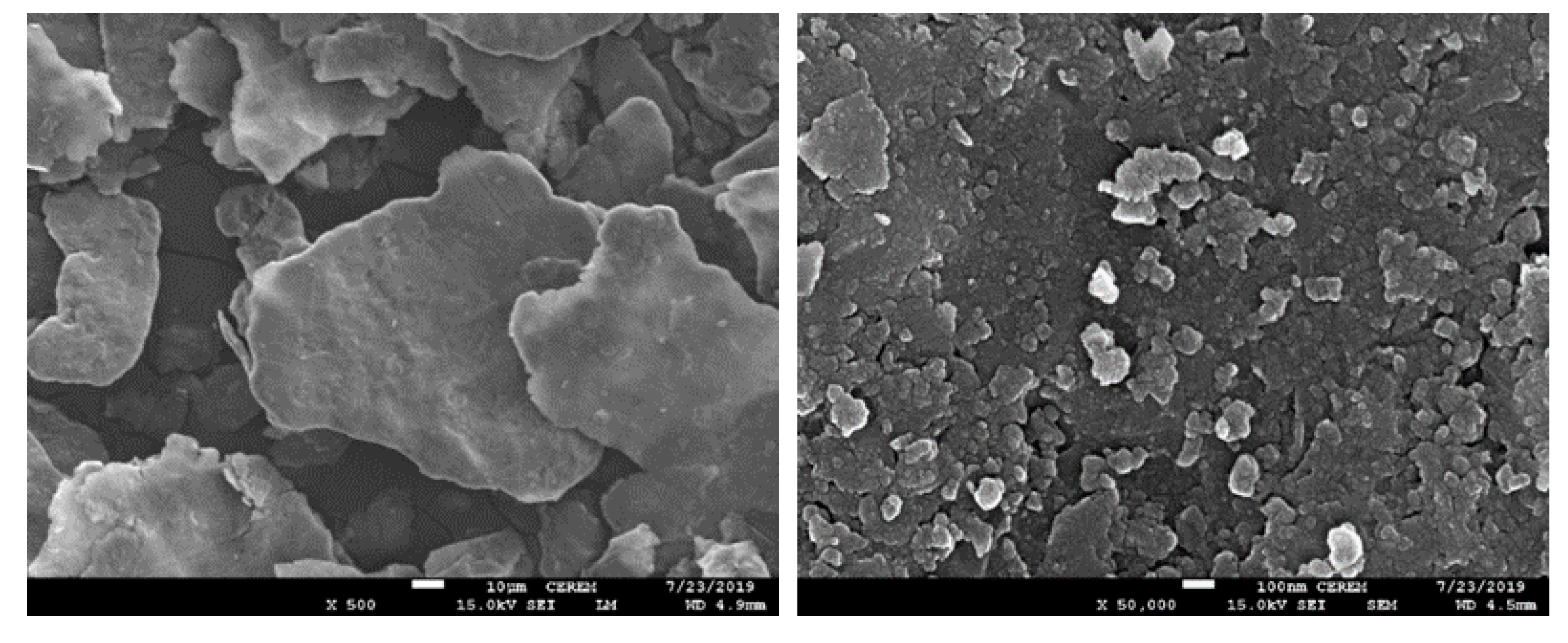
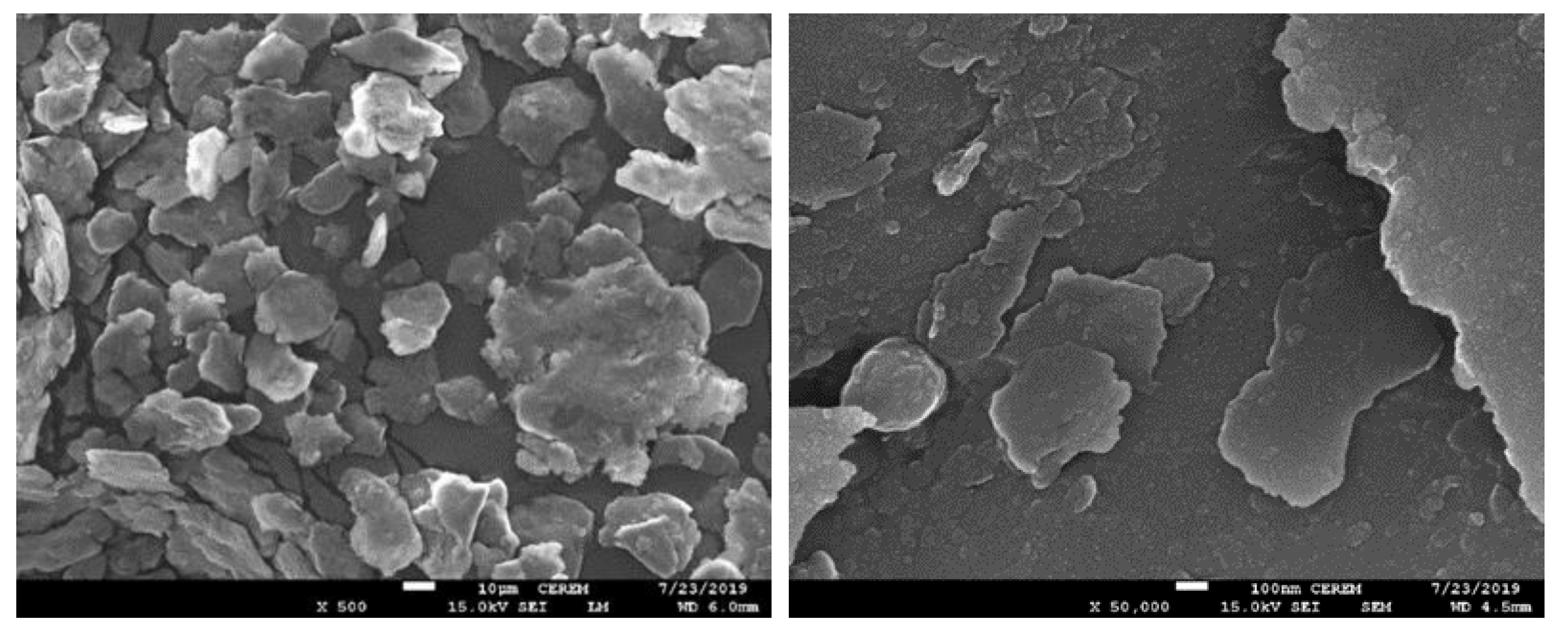
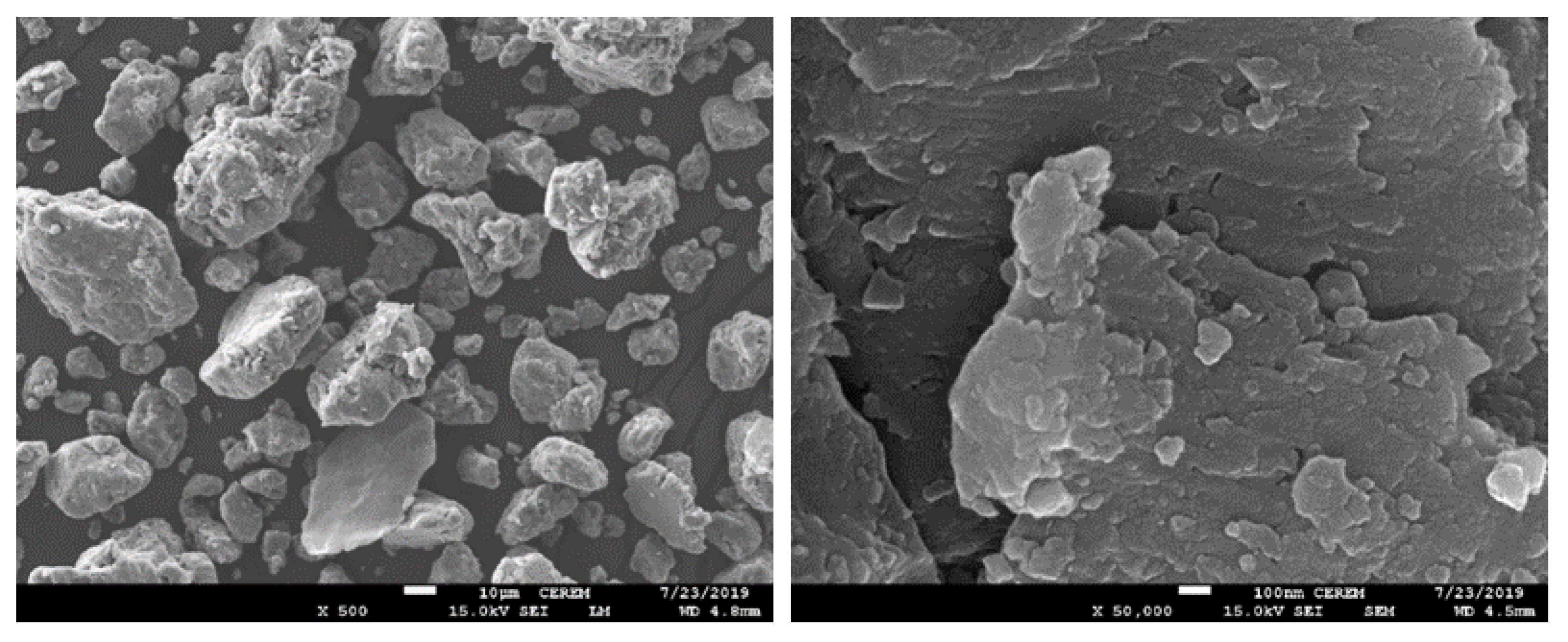
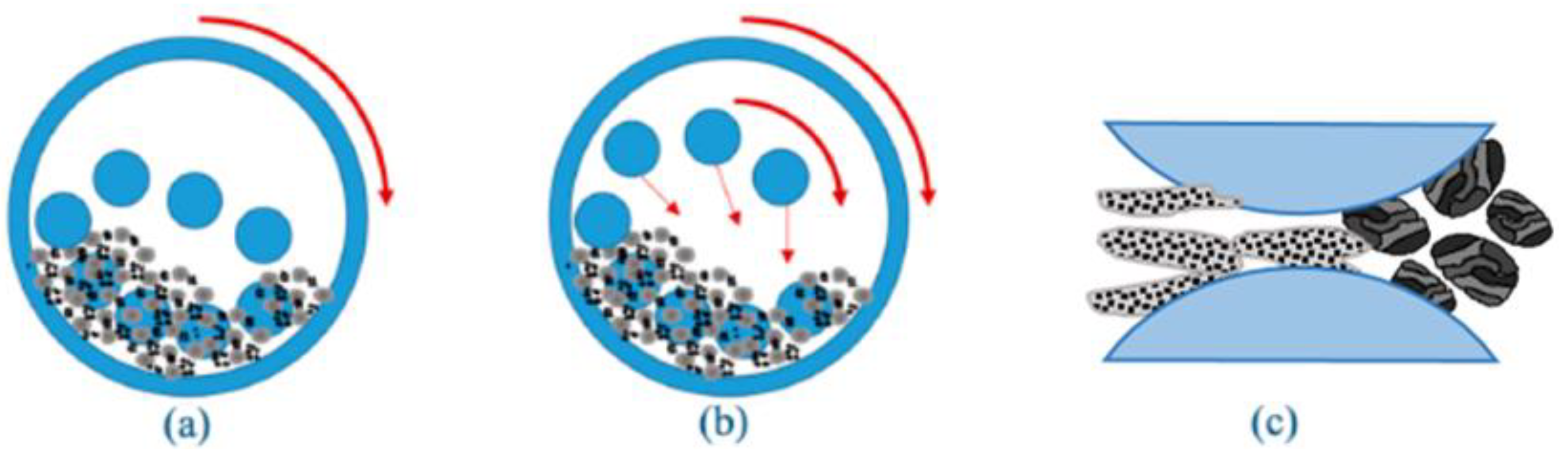
3.1. Ball-Milled Powder Morphology
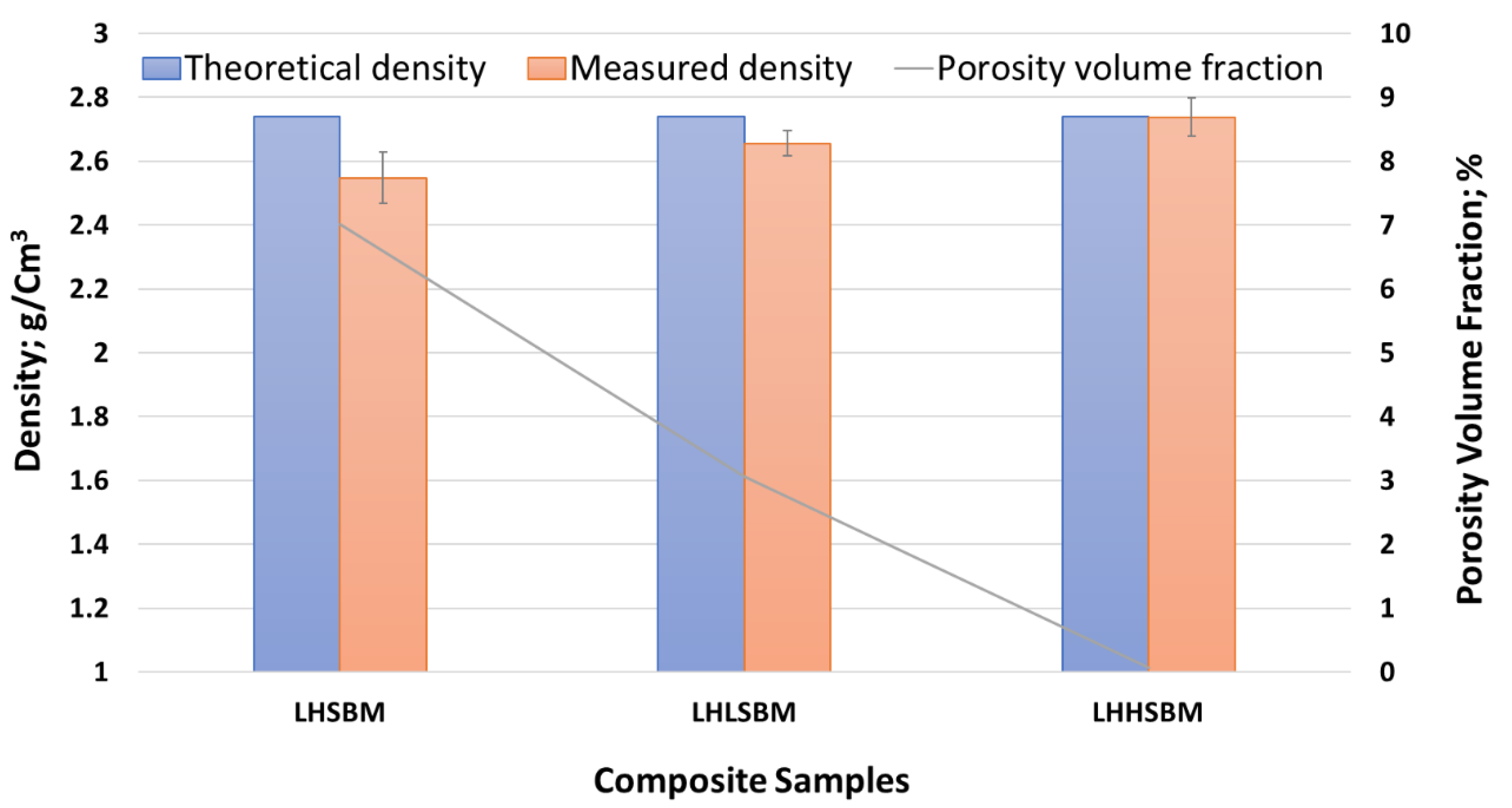
3.2. Physical Properties
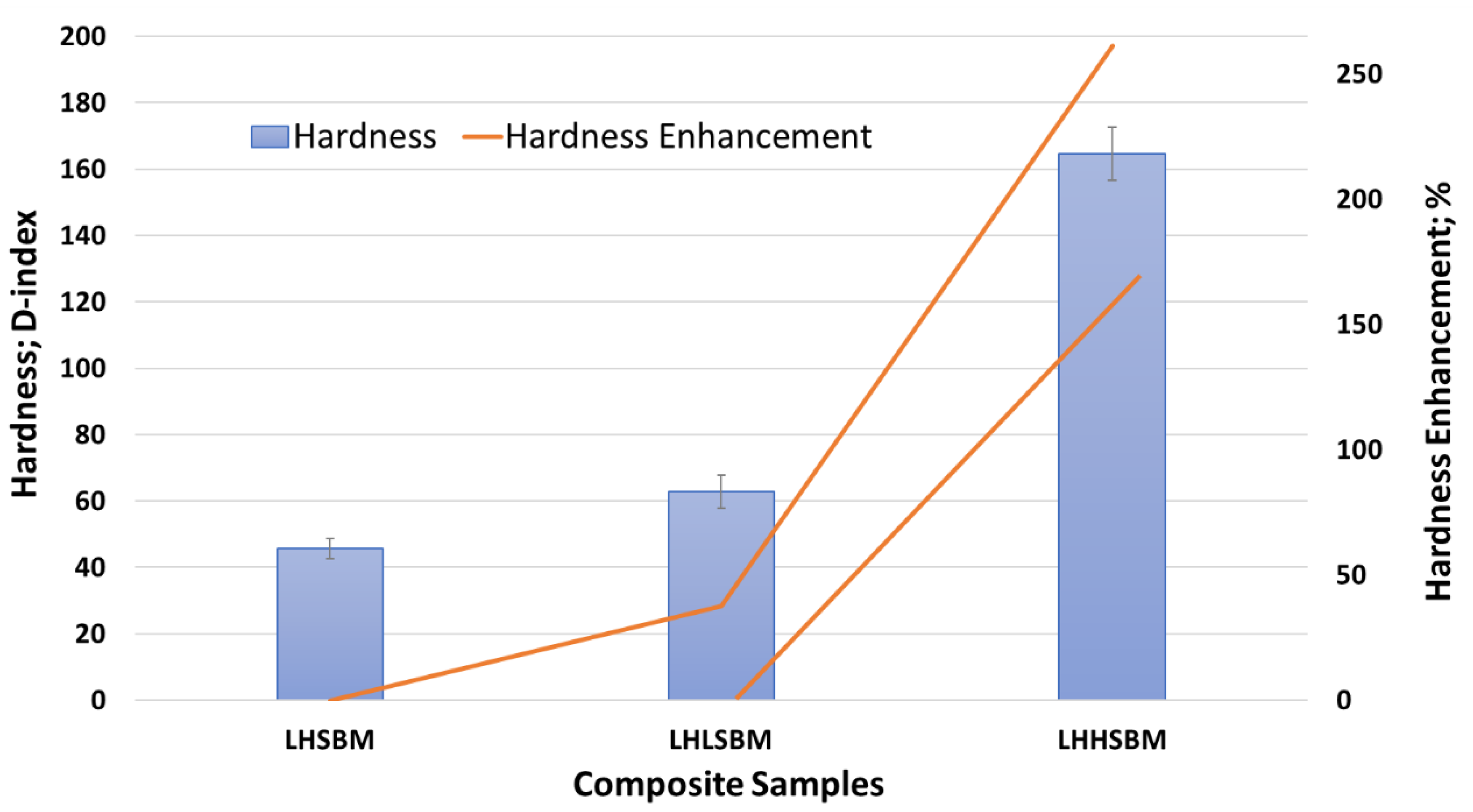
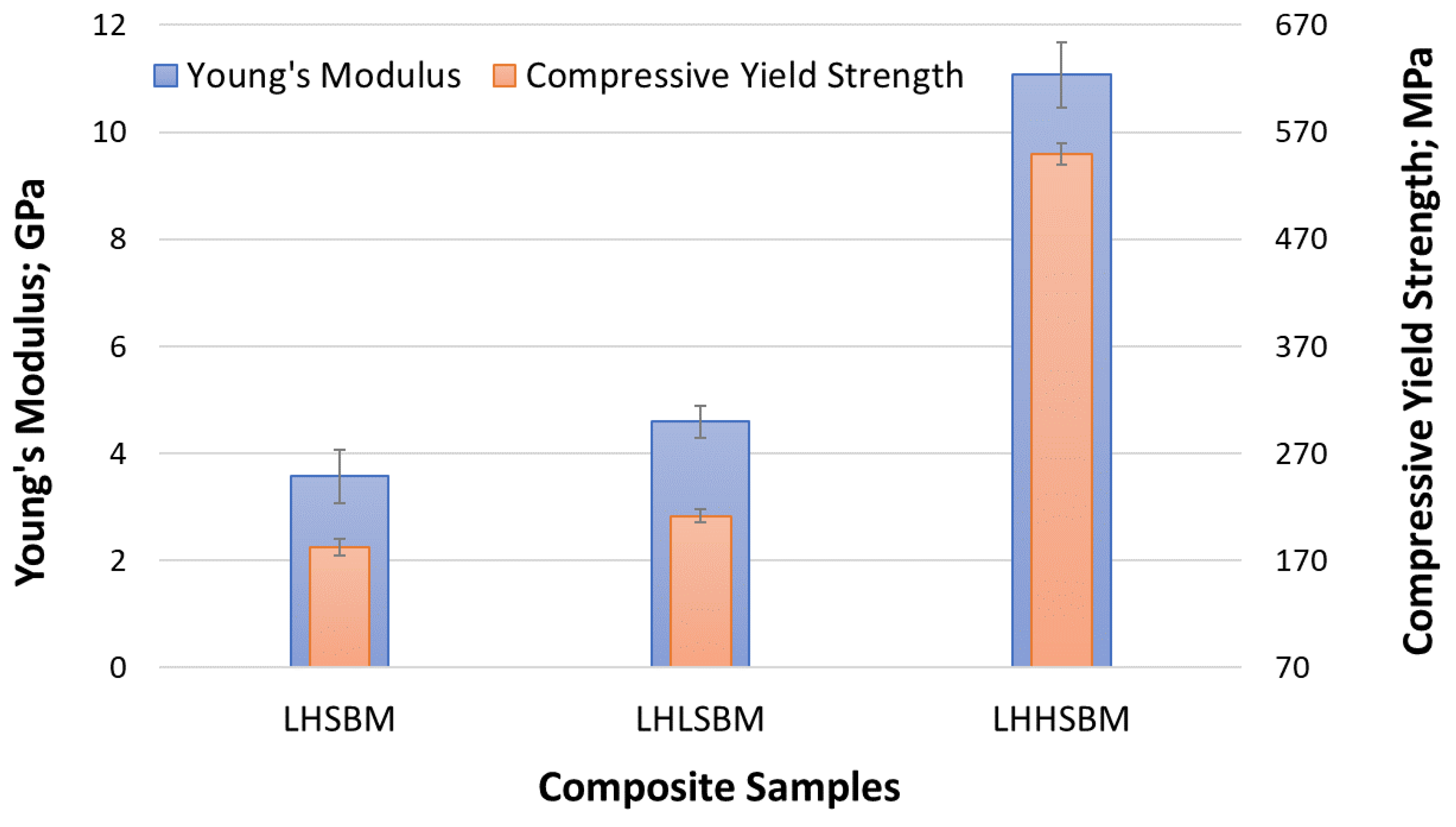
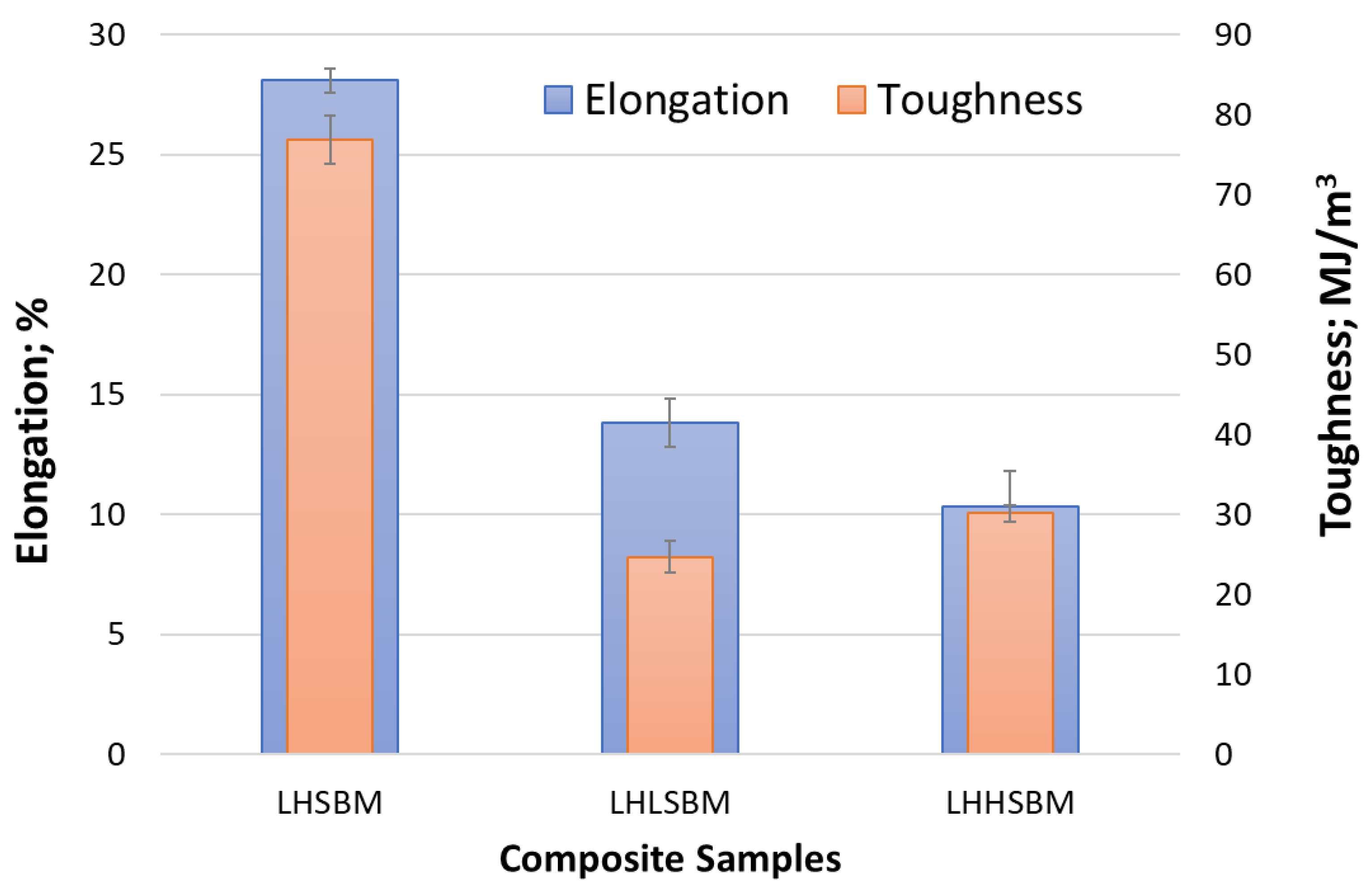
3.3. Mechanical Properties
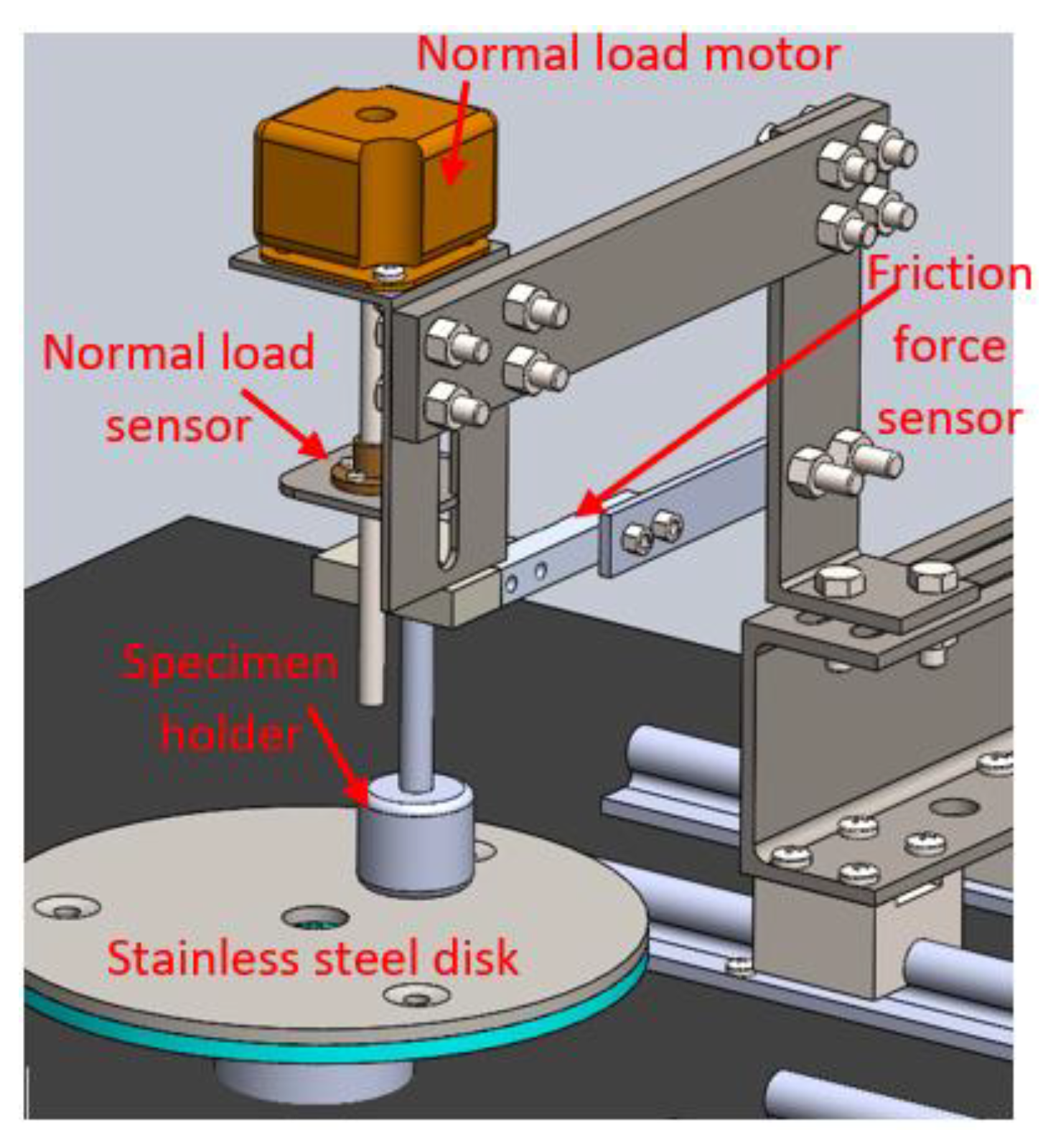
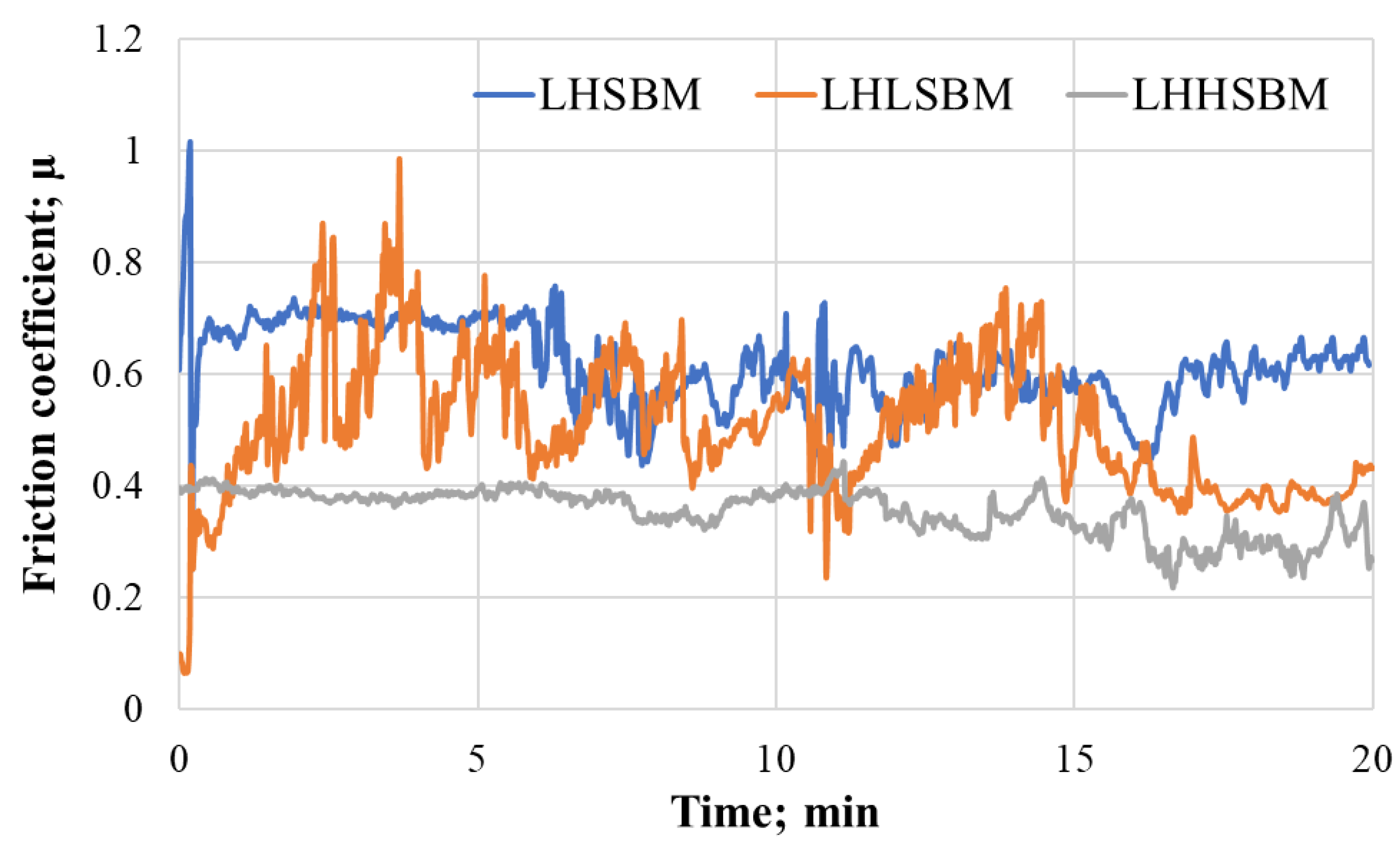
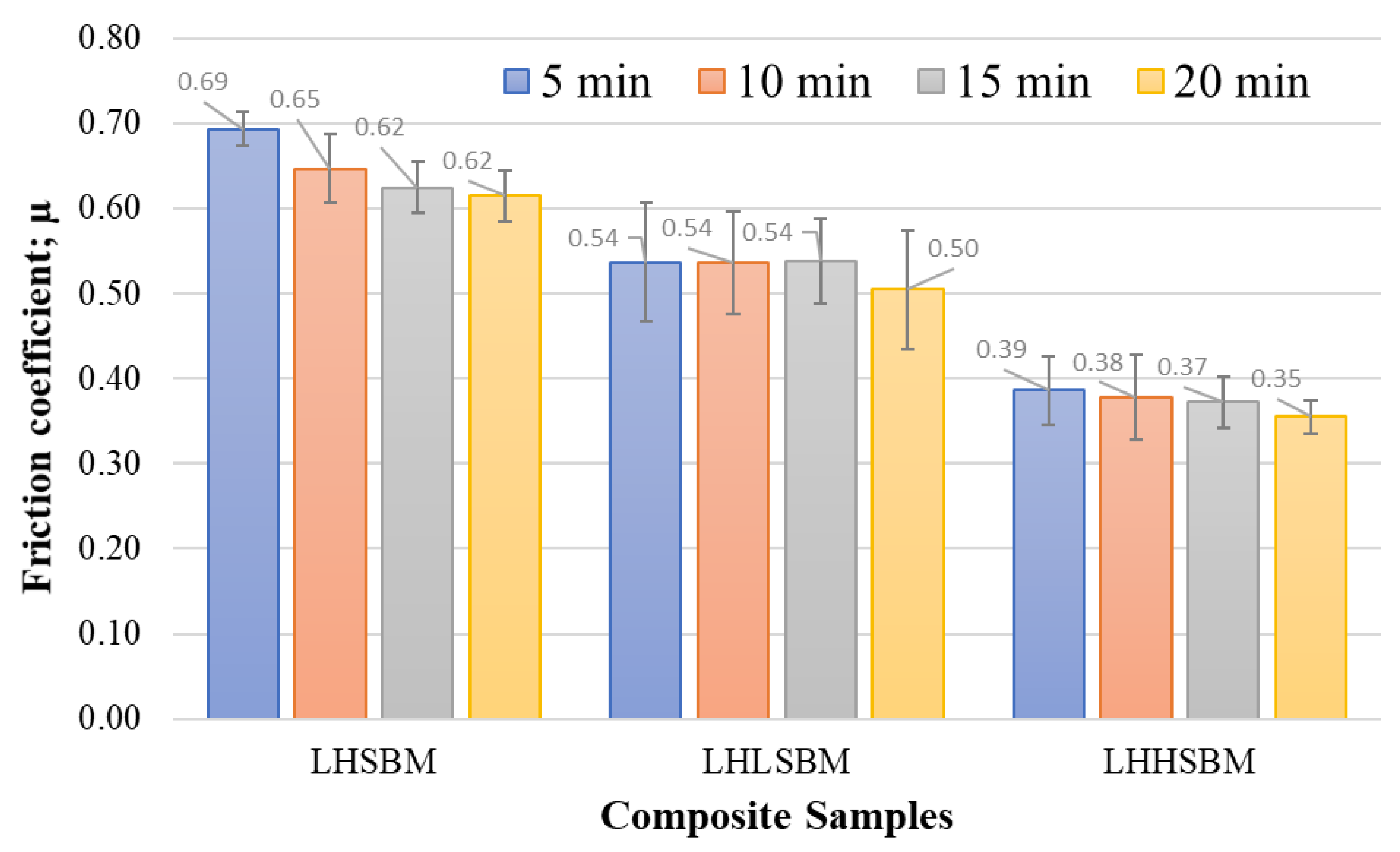
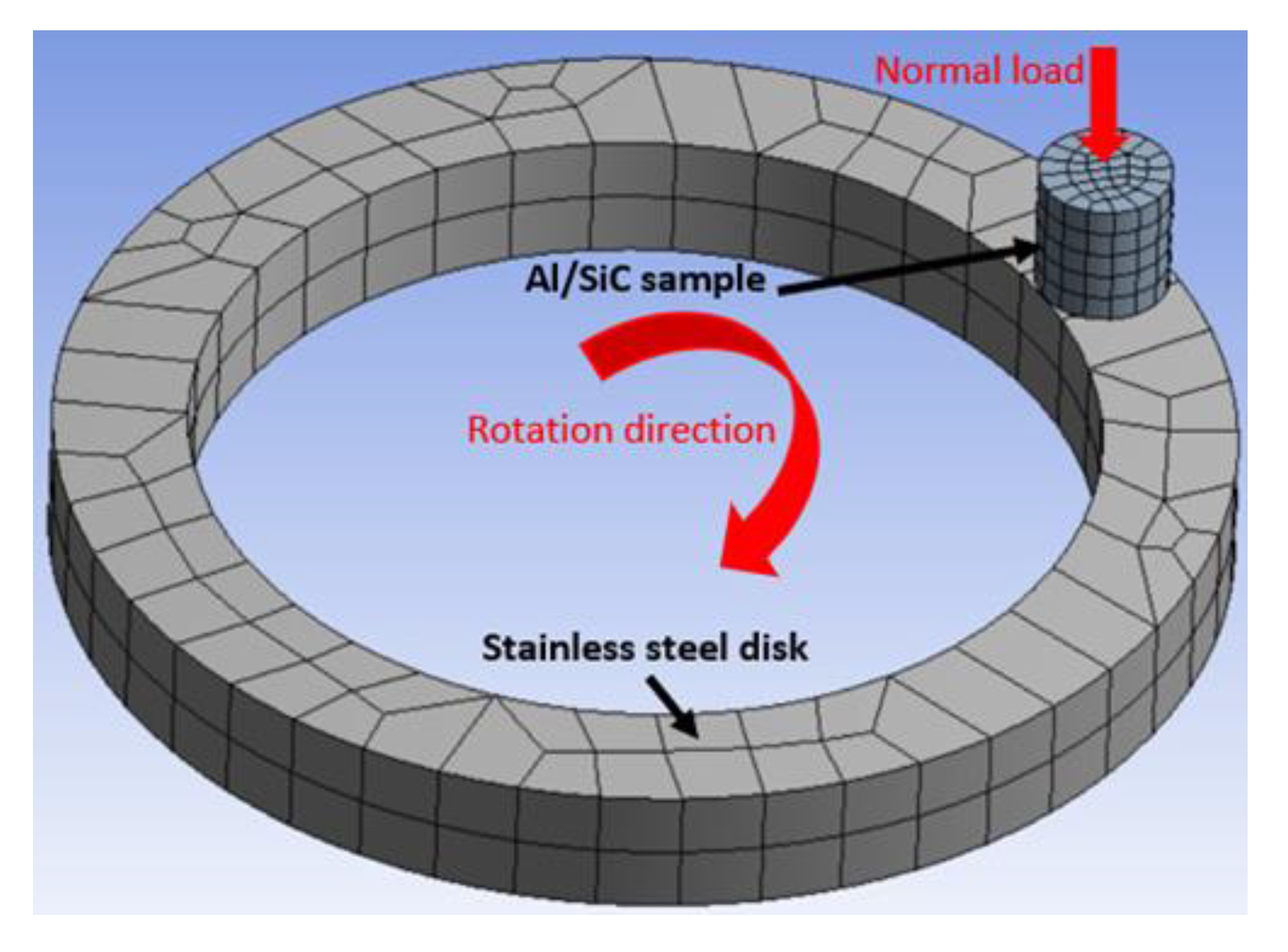
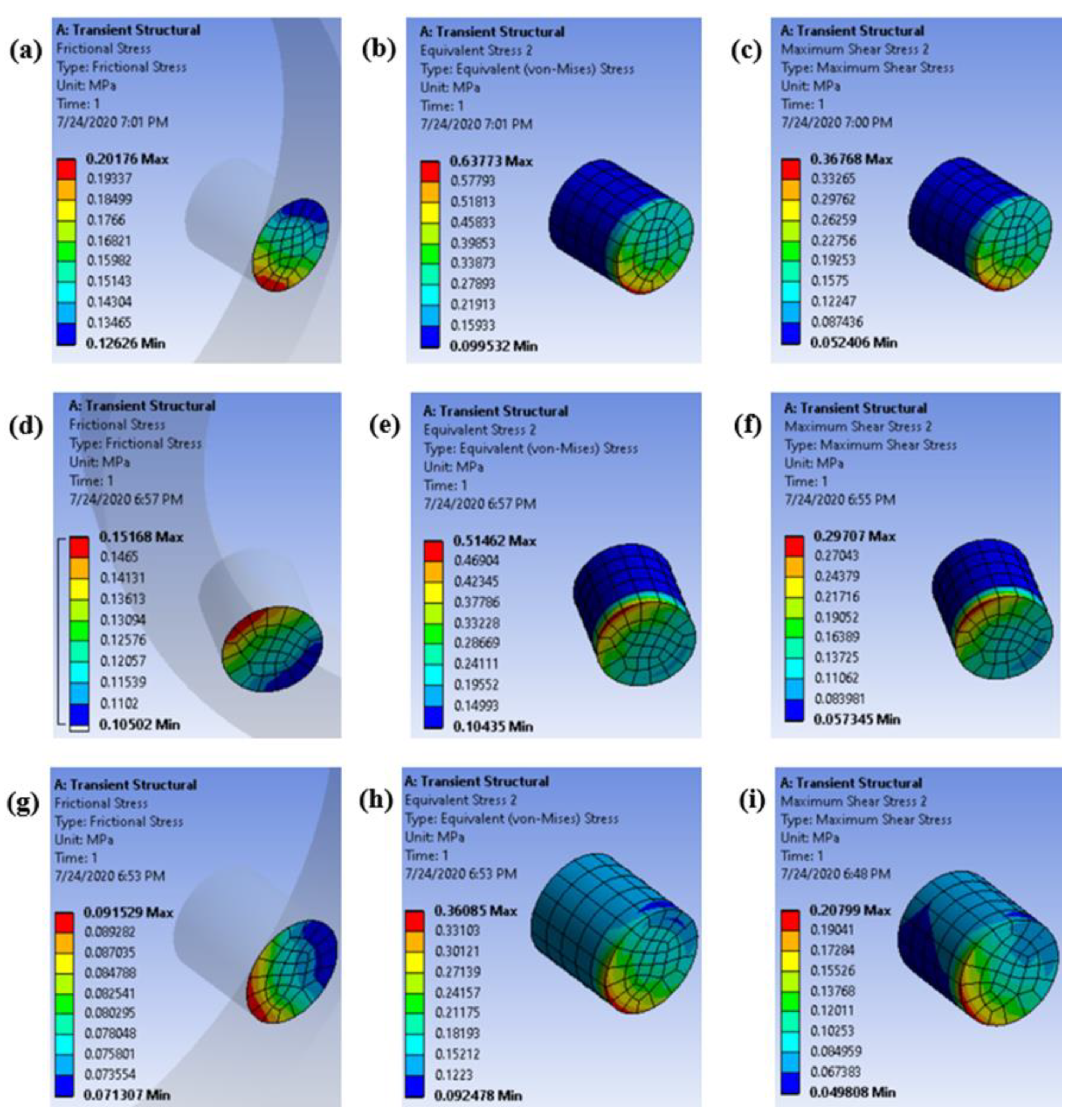
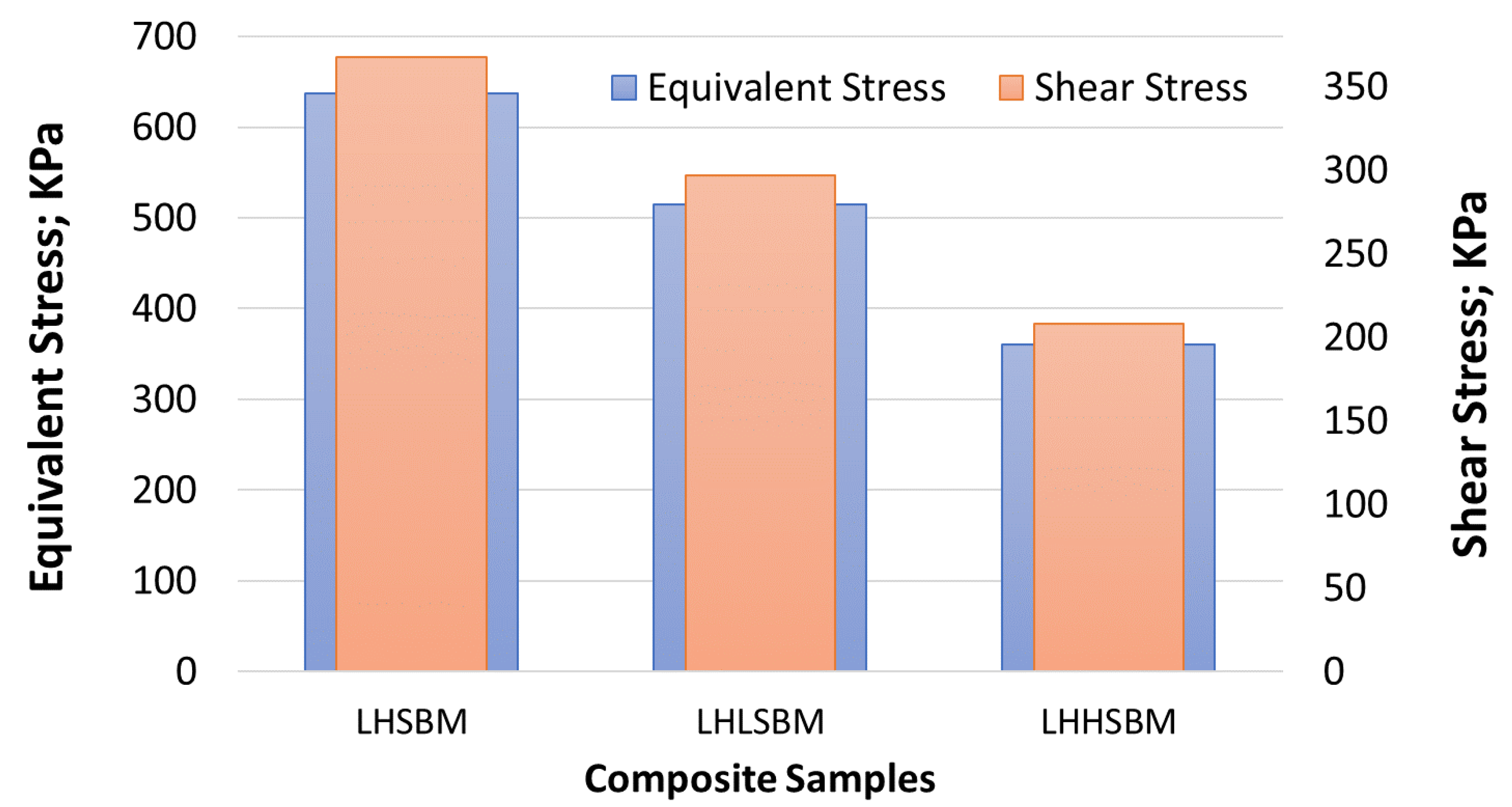
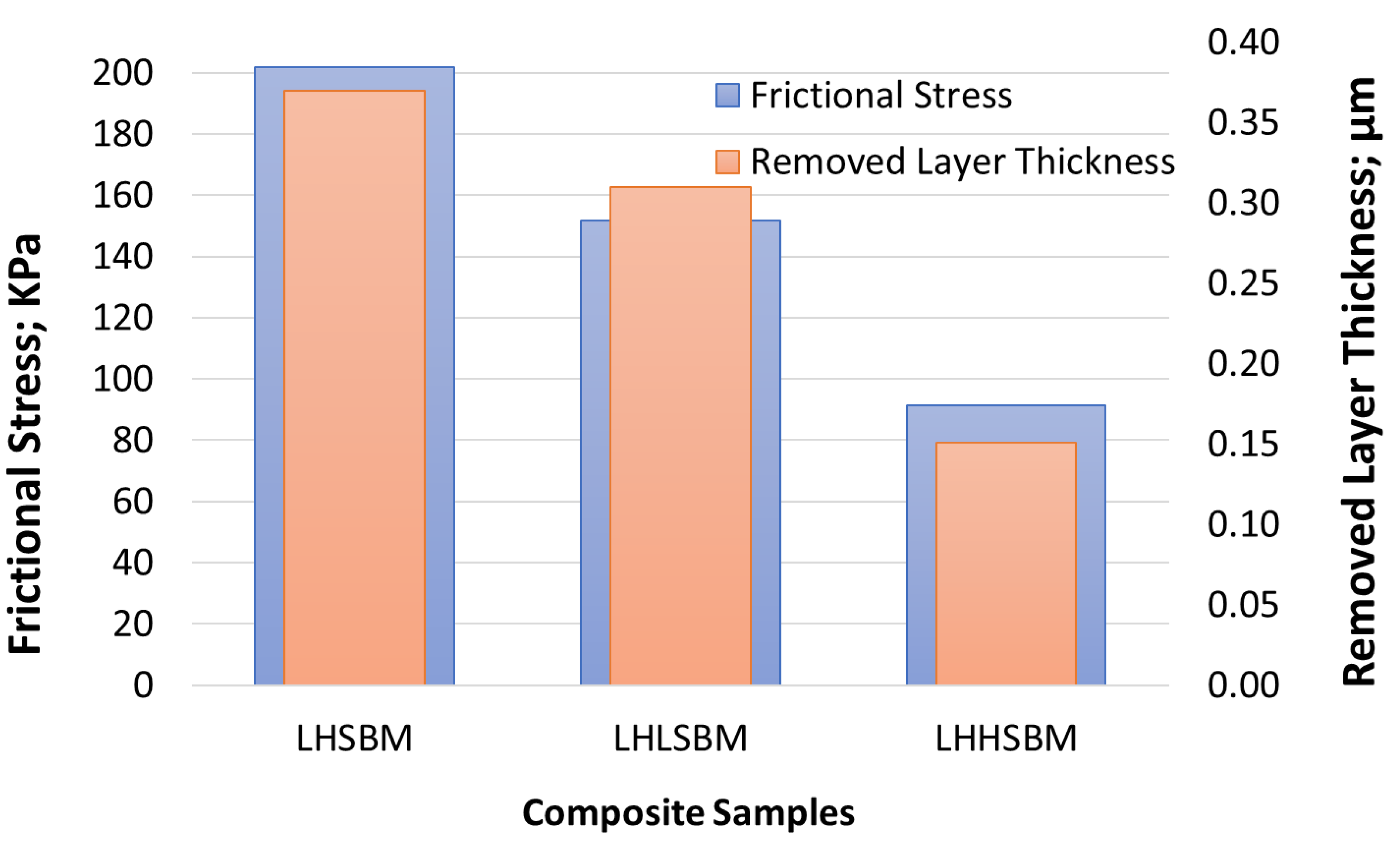
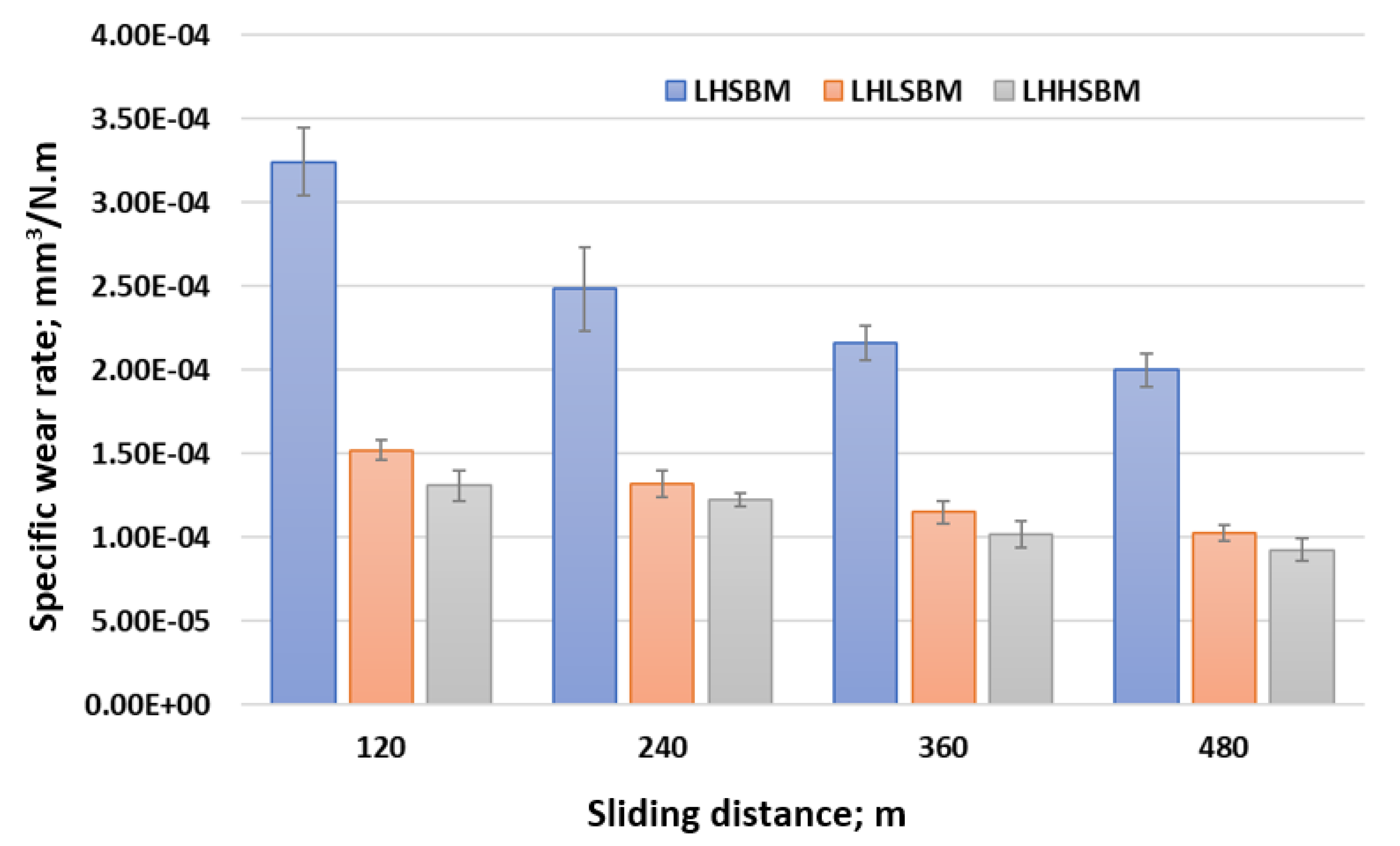
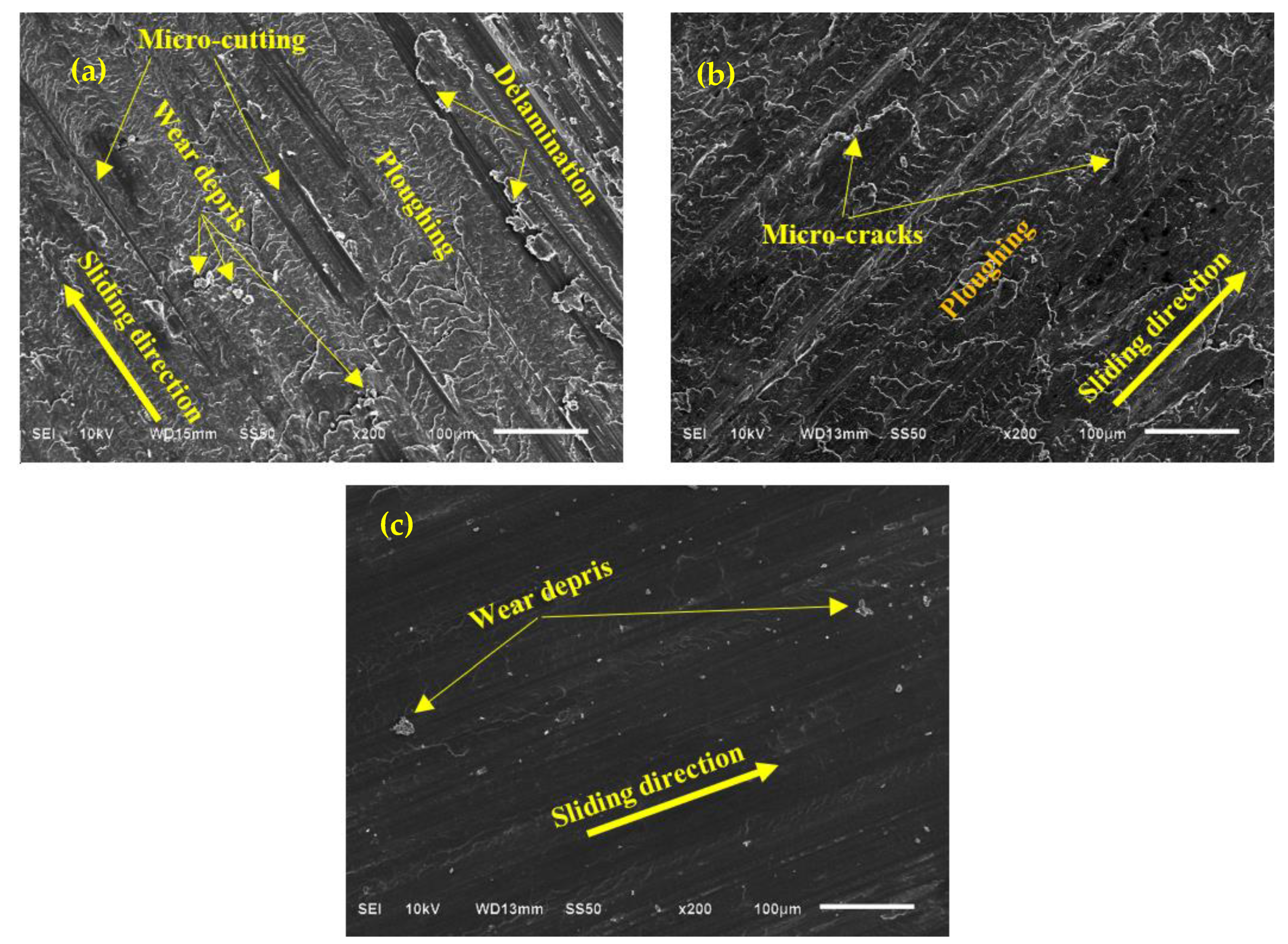
3.4. Tribological Properties
- The stainless-steel disk rotates with a constant speed of 100 rpm clockwise.
- The pin, Al/SiC composite, was fixed in the x-y plane and free in the z-direction.
- A load of 10 N was applied on the surface of the pin in the z-direction, which can push the pin towards the hollow disk.
- The contact between the pin and the hollow disk was recognized as frictional.
4. Conclusions
- ▪
- The two speeds ball-milling scenario (LHSBM) was considered on the basis of which the comparison is made. The mechanism of utilizing such a scenario was uniform dispersion of SiC and deformation of aluminum powder into flakes with a rough surface and insufficient bonding between the aluminum and SiC. The mechanical and tribological results of this milling scenario were considered the base in which the other results were compared.
- ▪
- Regarding the second ball-milling scenario (LHLSBM), the flake particles became smooth with fewer broken particles due to the increasing shearing force compared with the compressive force during the milling process. Consequently, a slight enhancement in the mechanical and tribological properties was achieved relative to LHSBM.
- ▪
- In the last ball-milling scenario (LHHSBM), a balance between interfacial bonding, regular dispersion, and structural integrity for the SiC and aluminum particles. Therefore, improvement in Young’s modulus, compressive yield strength and hardness by 209.7%, 201.6%, and 260%, respectively, relative to LHSBM. Furthermore, the wear resistance increased by approximately 147.5% relative to LHSBM. An agreement between experimental and finite element analysis results proves the effectiveness of utilizing LHHSBM in Al/SiC composite production compared with other scenarios.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rocha, R.M.; Bressiani, J.C.; Bressiani, A.H.A. Ceramic substrates of β-SiC/SiAlON composite from preceramic polymers and Al–Si fillers. Ceram. Int. 2014, 40, 13929. [Google Scholar] [CrossRef]
- Karl, U.K. Metal matrix composites: Custom-made materials for automotive and aerospace engineering. In Basics of Metal Matrix Composites; Wiley-VCH: Weinheim, Germany, 2006. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Shi, X.; Radwan, A.R.; Mohamed, A.F.A.; Ezzat, M.F. Enhancing the tribological properties of NiAl based nano-composites for aerospace bearing applications. Mater. Res. Express 2019, 6, 085067. [Google Scholar] [CrossRef]
- Ibrahim, A.M.M.; Mohamed, A.F.A.; Fathelbab, A.M.; Essa, F.A. Enhancing the tribological performance of epoxy composites utilizing carbon nano fibers additives for journal bearings. Mater. Res. Express 2018, 6, 035307. [Google Scholar] [CrossRef]
- Adebisi, A.A.; Maleque, M.A.; Rahman, M.M. Metal matrix composite brake rotor: Historical development and product life cycle analysis. Int. J. Automot. Mech. Eng. 2011, 4, 471–480. [Google Scholar] [CrossRef]
- Metal Matrix Composite Market Is Forecasted to Grow at a Rate of 6.0% by 2027| Reports and Data, GlobeNewswire News Room, 8 June 2020. Available online: https://www.globenewswire.com/news-release/2020/06/08/2045231/0/en/Metal-Matrix-Composite-Market-is-forecasted-to-grow-at-a-rate-of-6-0-by-2027-Reports-and-Data.html (accessed on 23 April 2021).
- Metal Matrix Composite Market Size Report, 2020–2027. Available online: https://www.grandviewresearch.com/industry-analysis/metal-matrix-composites-mmc-market (accessed on 23 April 2021).
- Mortensen, A.; Jin, I. Solidification processing of metal matrix composites. Int. Mater. Rev. 1992, 37, 101–128. [Google Scholar] [CrossRef]
- Aussavy, D.; Costil, S.; el Kedim, O.; Montavon, G.; Bonnot, A.-F. Metal Matrix Composite Coatings Manufactured by Thermal Spraying: Influence of the Powder Preparation on the Coating Properties. J. Therm. Spray Technol. 2014, 23, 190–196. [Google Scholar] [CrossRef]
- Biswal, H.J.; Vundavilli, P.R.; Gupta, A. Perspective—Electrodeposition of Graphene Reinforced Metal Matrix Composites for Enhanced Mechanical and Physical Properties: A Review. J. Electrochem. Soc. 2020, 167, 146501. [Google Scholar] [CrossRef]
- Zakaria, H.M. Microstructural and corrosion behavior of Al/SiC metal matrix composites. Ain Shams Eng. J. 2014, 5, 831–838. [Google Scholar] [CrossRef]
- Singh, V.K.; Chauhan, S.; Gope, P.C.; Chaudhary, A.K. Enhancement of Wettability of Aluminum Based Silicon Carbide Reinforced Particulate Metal Matrix Composite. High Temp. Mater. Process. 2015, 34, 163–170. [Google Scholar] [CrossRef]
- Garbiec, D.; Jurczyk, M. Al-SiC composites synthesized by the spark plasma sintering method (SPS). Compos. Theory Pract. 2013, 13, 255–259. [Google Scholar]
- El-Kady, O.; Fathy, A. Effect of SiC particle size on the physical and mechanical properties of extruded Al matrix nanocomposites. Mater. Des. 1980–2015 2014, 54, 348–353. [Google Scholar] [CrossRef]
- Agrawal, D. 12-Microwave sintering of metal powders. In Woodhead Publishing Series in Metals and Surface Engineering, Advances in Powder Metallurgy; Chang, I., Zhao, Y., Eds.; Woodhead Publishing: Sawston, UK, 2013; pp. 361–379. ISBN 9780857094209. [Google Scholar] [CrossRef]
- Eliasson, J.; Sandström, R. Applications of Aluminium Matrix Composites. In Key Engineering Materials; Trans Tech Publications Ltd.: Baech, Switzerland, 1995; Available online: https://www.scientific.net/KEM.104-107.3 (accessed on 17 January 2021).
- Lloyd, D.J. Particle reinforced aluminium and magnesium matrix composites. Int. Mater. Rev. 1994, 39, 1–23. [Google Scholar] [CrossRef]
- Faisal, N.; Kumar, K. Mechanical and tribological behaviour of nano scaled silicon carbide reinforced aluminium composites. J. Exp. Nanosci. 2018, 13, S1–S13. [Google Scholar] [CrossRef]
- Ahamed, H.; Senthilkumar, V. Role of nano-size reinforcement and milling on the synthesis of nano-crystalline aluminium alloy composites by mechanical alloying. J. Alloys Compd. 2010, 505, 772–782. [Google Scholar] [CrossRef]
- Schmidt, A.; Siebeck, S.; Götze, U.; Wagner, G.; Nestler, D. Particle-reinforced aluminum matrix composites (AMCs)—Selected results of an integrated technology, user, and market analysis and forecast. Metals 2018, 8, 143. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal matrix composites: Production by the stir casting method. J. Mater. Process. Technol. 1999, 92, 1–7. [Google Scholar] [CrossRef]
- Zakeri, M.; Zanganeh, T.; Najafi, A. High-frequency induction heated sintering of ball milled Fe-WC nanocomposites. Int. J. Miner. Metall. Mater. 2013, 20, 693–699. [Google Scholar] [CrossRef]
- Morsi, K.; Esawi, A. Effect of mechanical alloying time and carbon nanotube (CNT) content on the evolution of aluminum (Al)–CNT composite powders. J. Mater. Sci. 2007, 42, 4954–4959. [Google Scholar] [CrossRef]
- Hesabi, Z.R.; Hafizpour, H.R.; Simchi, A. An investigation on the compressibility of aluminum/nano-alumina composite powder prepared by blending and mechanical milling. Mater. Sci. Eng. A 2007, 454–455, 89–98. [Google Scholar] [CrossRef]
- Tjong, S.C. Novel Nanoparticle-Reinforced Metal Matrix Composites with Enhanced Mechanical Properties. Adv. Eng. Mater. 2007, 9, 639–652. [Google Scholar] [CrossRef]
- Jiang, L.; Li, Z.; Fan, G.; Zhang, D. A flake powder metallurgy approach to Al2O3/Al biomimetic nanolaminated composites with enhanced ductility. Scr. Mater. 2011, 65, 412–415. [Google Scholar] [CrossRef]
- Jiang, L.; Li, Z.; Fan, G.; Cao, L.; Zhang, D. The use of flake powder metallurgy to produce carbon nanotube (CNT)/aluminum composites with a homogenous CNT distribution. Carbon 2012, 50, 1993–1998. [Google Scholar] [CrossRef]
- Kai, X.; Li, Z.; Fan, G.; Guo, Q.; Tan, Z.; Zhang, W.; Su, Y.; Lu, W.; Moon, W.-J.; Zhang, D. Strong and ductile particulate reinforced ultrafine-grained metallic composites fabricated by flake powder metallurgy. Scr. Mater. 2013, 68, 555–558. [Google Scholar] [CrossRef]
- Reddy, M.P.; Shakoor, R.A.; Parande, G.; Manakari, V.; Ubaid, F.; Mohamed, A.M.A.; Gupta, M. Enhanced performance of nano-sized SiC reinforced Al metal matrix nanocomposites synthesized through microwave sintering and hot extrusion techniques. Prog. Nat. Sci. Mater. Int. 2017, 27, 606–614. [Google Scholar] [CrossRef]
- Almotairy, S.M.; Alharthi, N.H.; Abdo, H.S. Regulating Mechanical Properties of Al/SiC by Utilizing Different Ball Milling Speeds. Crystals 2020, 10, 332. [Google Scholar] [CrossRef]
- Almotairy, S.M.; Alharthi, N.H.; Alharbi, H.F.; Abdo, H.S. Superior Mechanical performance of inductively Sintered Al/Sic nanocomposites processed by novel Milling Route. Sci. Rep. 2020, 10, 1–13. [Google Scholar] [CrossRef] [PubMed]
- Xu, R.; Tan, Z.; Xiong, D.; Fan, G.; Guo, Q.; Zhang, J.; Su, Y.; Li, Z.; Zhang, D. Balanced strength and ductility in CNT/Al composites achieved by flake powder metallurgy via shift-speed ball milling. Compos. Part Appl. Sci. Manuf. 2017, 96, 57–66. [Google Scholar] [CrossRef]
- Srivyas, P.D.; Charoo, M.S. Role of Fabrication Route on the Mechanical and Tribological Behavior of Aluminum Metal Matrix Composites–A Review. Mater. Today Proc. 2018, 5, 20054–20069. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Alipour, S.; Najafi, M. Tribological characteristics of self-lubricating nanostructured aluminum reinforced with multi-wall CNTs processed by flake powder metallurgy and hot pressing method. Diam. Relat. Mater. 2018, 90, 93–100. [Google Scholar] [CrossRef]
- Singh, J.; Chauhan, A. A review on sliding wear behaviour of aluminium matrix composites with hybrid reinforcements for automotive applications. Tribol. Online 2014, 9, 121–134. [Google Scholar] [CrossRef]
- Ravindran, P.; Manisekar, K.; Rathika, P.; Narayanasamy, P. Tribological properties of powder metallurgy–Processed aluminium self lubricating hybrid composites with SiC additions. Mater. Des. 2013, 45, 561–570. [Google Scholar] [CrossRef]
- Fouly, A.; Alkalla, M.G. Effect of low nanosized alumina loading fraction on the physicomechanical and tribological behavior of epoxy. Tribol. Int. 2020, 152, 106550. [Google Scholar] [CrossRef]
- Standard Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM international: West Conshohocken, PA, USA, 2008; Available online: https://www.astm.org/Standards/D792.htm (accessed on 17 June 2021).
- Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM International: West Conshohocken, PA, USA, 2008; Available online: https://www.astm.org/Standards/G99 (accessed on 17 June 2021).
- Fan, G.; Xu, R.; Tan, Z.; Zhang, D.; Li, Z. Development of flake powder metallurgy in fabricating metal matrix composites: A review. Acta Metall. Sin. Engl. Lett. 2014, 27, 806–815. [Google Scholar] [CrossRef]
- Toozandehjani, M.; Matori, K.A.; Ostovan, F.; Aziz, S.A.; Mamat, M.S. Effect of milling time on the microstructure, physical and mechanical properties of Al-Al2O3 nanocomposite synthesized by ball milling and powder metallurgy. Materials 2017, 10, 1232. [Google Scholar] [CrossRef] [PubMed]
- Suryanarayana, C.; Al-Aqeeli, N. Mechanically alloyed nanocomposites. Prog. Mater. Sci. 2013, 58, 383–502. [Google Scholar] [CrossRef]
- Abd-Elwahed, M.S.; Wagih, A.; Najjar, I.M.R. Correlation between micro/nano-structure, mechanical and tribological properties of copper-zirconia nanocomposites. Ceram. Int. 2020, 46, 56–65. [Google Scholar] [CrossRef]
- Herr, U. Mechanical alloying and milling. In Key Engineering Materials; Trans Tech Publications Ltd.: Baech, Switzerland, 1995; Volume 103, pp. 113–124. [Google Scholar]
- Chattopadhyay, P.P.; Manna, I.; Talapatra, S.; Pabi, S.K. A mathematical analysis of milling mechanics in a planetary ball mill. Mater. Chem. Phys. 2001, 68, 85–94. [Google Scholar] [CrossRef]
- Andrews, R.; Jacques, D.; Minot, M.; Rantell, T. Fabrication of carbon multiwall nanotube/polymer composites by shear mixing. Macromol. Mater. Eng. 2002, 287, 395–403. [Google Scholar] [CrossRef]
- German, R.M. Powder metallurgy science. Met. Powder Ind. Fed. 105 Coll. Rd E Princet. N J 08540 U 1984, 279. Available online: https://scholar.google.com/scholar?oi=bibs&hl=en&cluster=7011684300115690661 (accessed on 17 June 2021).
- Tang, W.; Zhou, Y.; Zhu, H.; Yang, H. The effect of surface texturing on reducing the friction and wear of steel under lubricated sliding contact. Appl. Surf. Sci. 2013, 273, 199–204. [Google Scholar] [CrossRef]
- Marra, K.G.; Szem, J.W.; Kumta, P.N.; DiMilla, P.A.; Weiss, L.E. In vitro analysis of biodegradable polymer blend/hydroxyapatite composites for bone tissue engineering. J. Biomed. Mater. Res. Off. J. Soc. Biomater. Jpn. Soc. Biomater. Aust. Soc. Biomater. Korean Soc. Biomater. 1999, 47, 324–335. [Google Scholar] [CrossRef]
- Tribology of Polymeric Nanocomposites, Volume 55-1st Edition. Available online: https://www.elsevier.com/books/tribology-of-polymeric-nanocomposites/friedrich/978-0-444-53155-1 (accessed on 23 April 2021).
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Ball Milling Stages | Stage 1 | Stage 2 | Stage 3 | |||
|---|---|---|---|---|---|---|---|
| rpm | time | rpm | time | rpm | time | ||
| LHSBM | low–high speed | 150 | 8 hr | 300 | 4 hr | --- | --- |
| LHLSBM | low–high–low speed | 150 | 8 hr | 300 | 4 hr | 150 | 2 hr |
| LHHSBM | low–high–high speed | 150 | 8 hr | 300 | 4 hr | 450 | 1 hr |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fouly, A.; Almotairy, S.M.; Aijaz, M.O.; Alharbi, H.F.; Abdo, H.S. Balanced Mechanical and Tribological Performance of High-Frequency-Sintered Al-SiC Achieved via Innovative Milling Route—Experimental and Theoretical Study. Crystals 2021, 11, 700. https://doi.org/10.3390/cryst11060700
Fouly A, Almotairy SM, Aijaz MO, Alharbi HF, Abdo HS. Balanced Mechanical and Tribological Performance of High-Frequency-Sintered Al-SiC Achieved via Innovative Milling Route—Experimental and Theoretical Study. Crystals. 2021; 11(6):700. https://doi.org/10.3390/cryst11060700
Chicago/Turabian StyleFouly, Ahmed, Saud M. Almotairy, Muhammad Omer Aijaz, Hamad F. Alharbi, and Hany S. Abdo. 2021. "Balanced Mechanical and Tribological Performance of High-Frequency-Sintered Al-SiC Achieved via Innovative Milling Route—Experimental and Theoretical Study" Crystals 11, no. 6: 700. https://doi.org/10.3390/cryst11060700
APA StyleFouly, A., Almotairy, S. M., Aijaz, M. O., Alharbi, H. F., & Abdo, H. S. (2021). Balanced Mechanical and Tribological Performance of High-Frequency-Sintered Al-SiC Achieved via Innovative Milling Route—Experimental and Theoretical Study. Crystals, 11(6), 700. https://doi.org/10.3390/cryst11060700