
Rheological Behavior of Warm Mix Asphalt Modified with Foaming Process and Surfactant Additive




Abstract
1. Introduction
2. Materials and Sample Preparation
2.1. Materials
2.2. Sample Preparation
2.2.1. Preparation of Non-Foamed Bitumen
2.2.2. Preparation of SFB
3. Experimental Program
3.1. Foaming Tests
3.2. Rheological Tests
3.2.1. High-Temperature Performance Tests
3.2.2. Fatigue Resistance Tests
3.2.3. Low-Temperature Performance Test
4. Results and Discussion
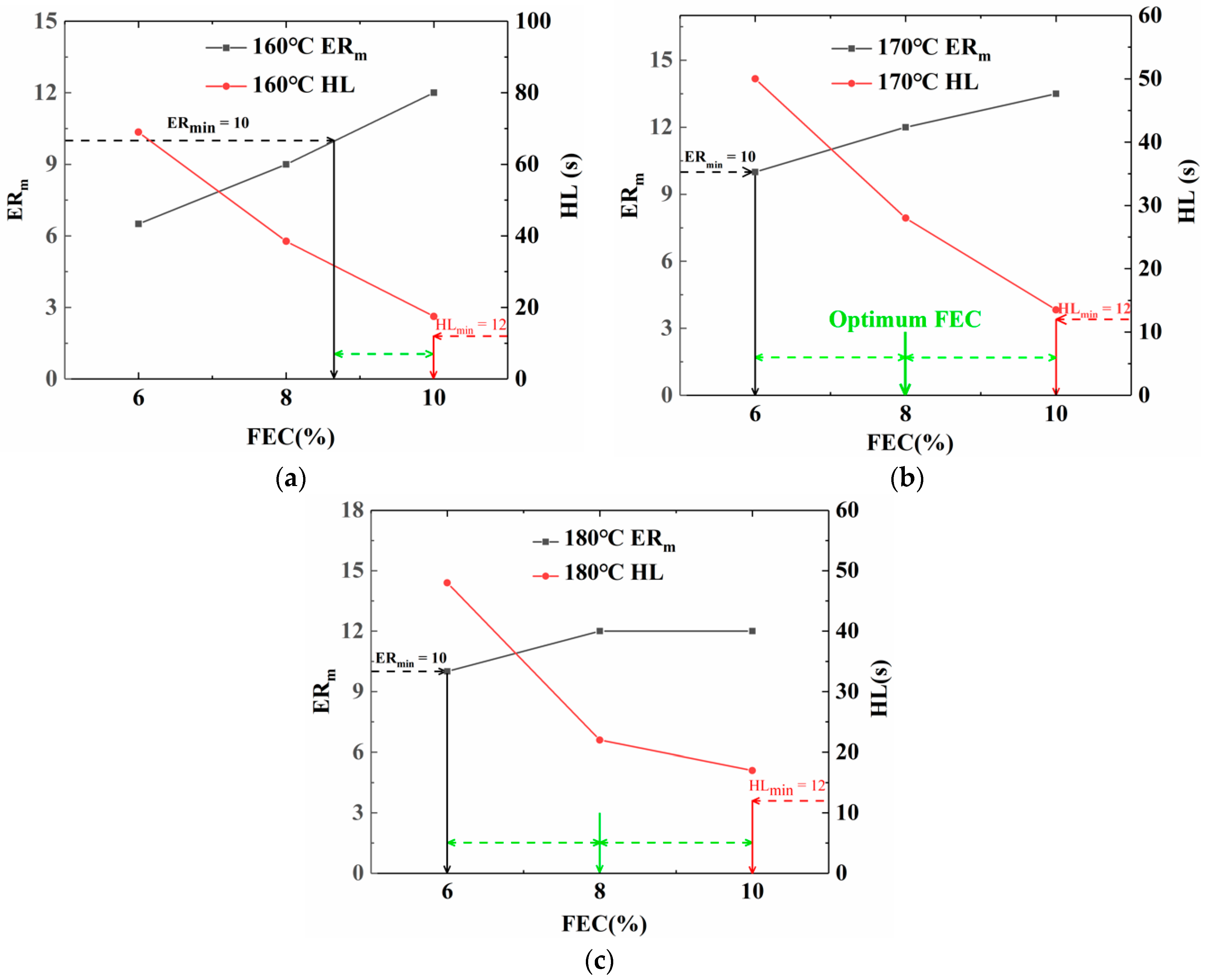
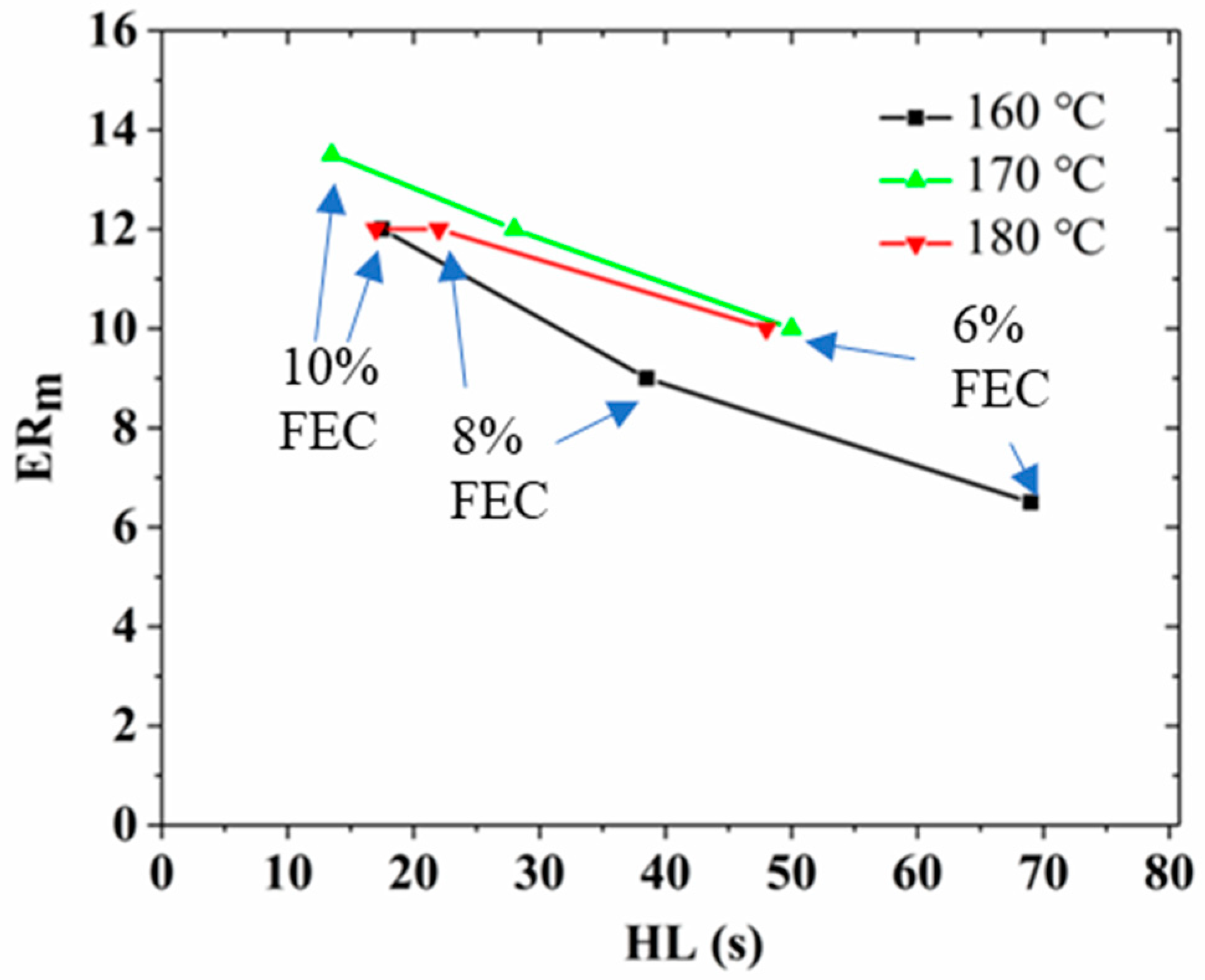
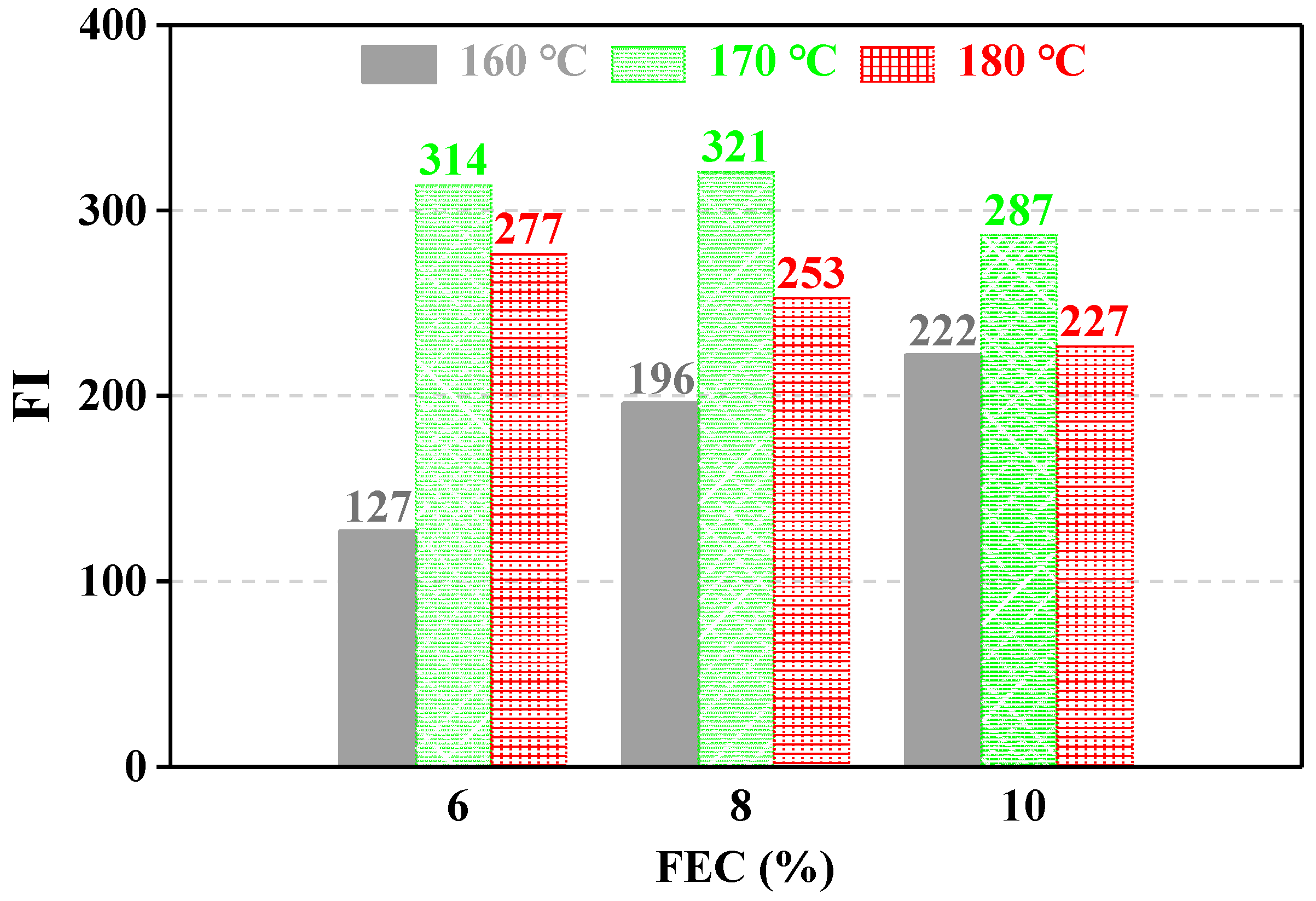
4.1. Foaming Conditions
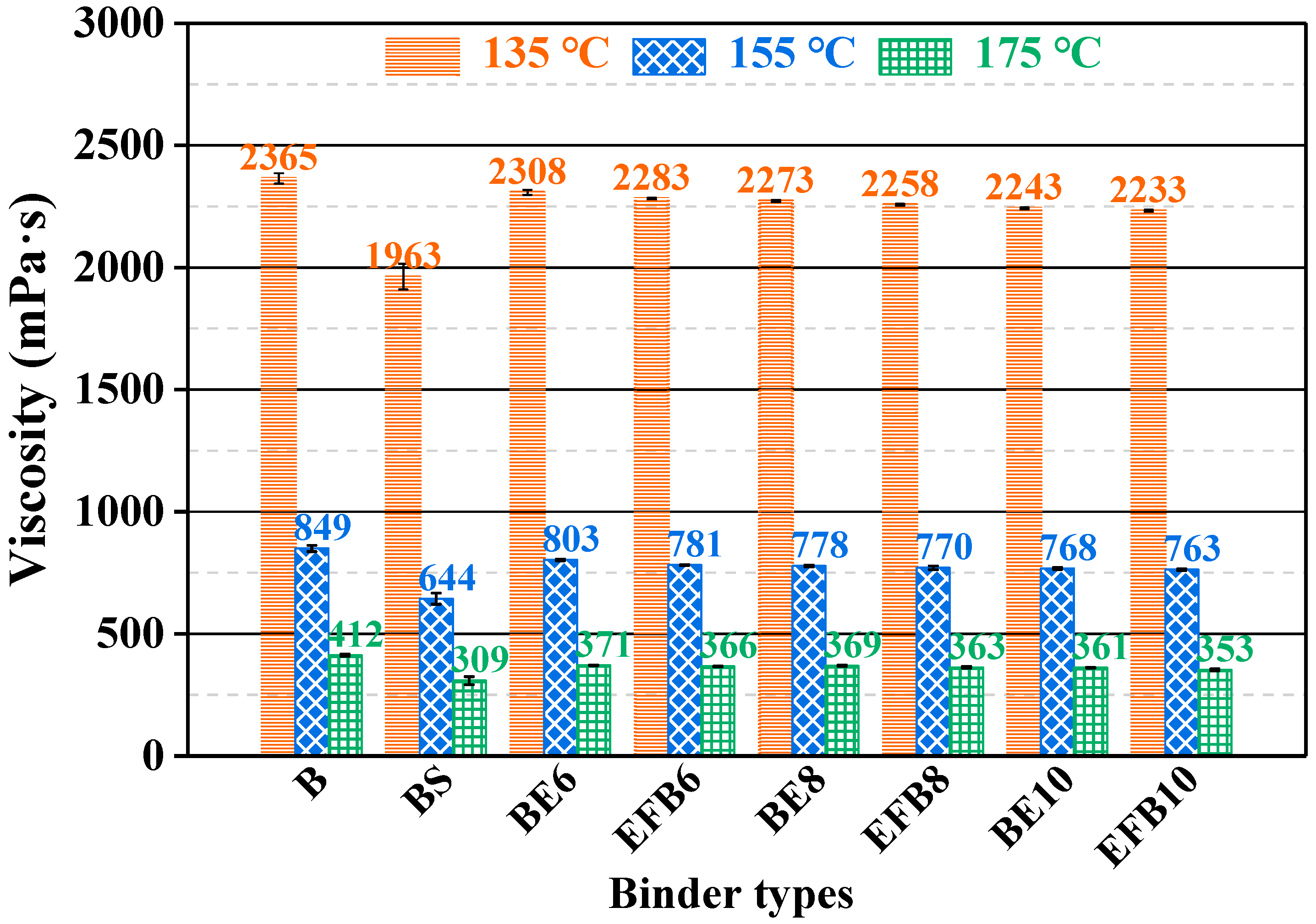
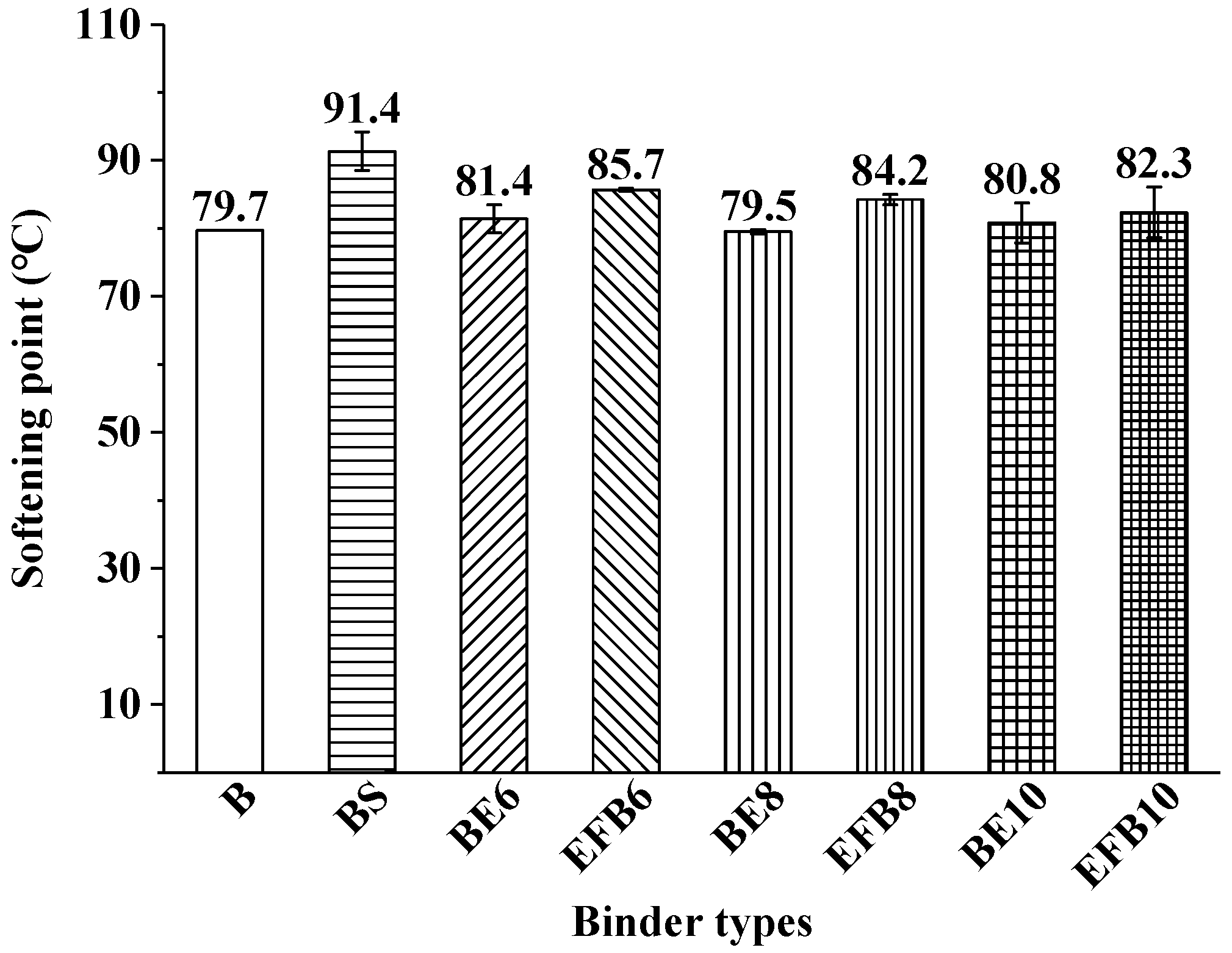
4.2. Workability Analysis
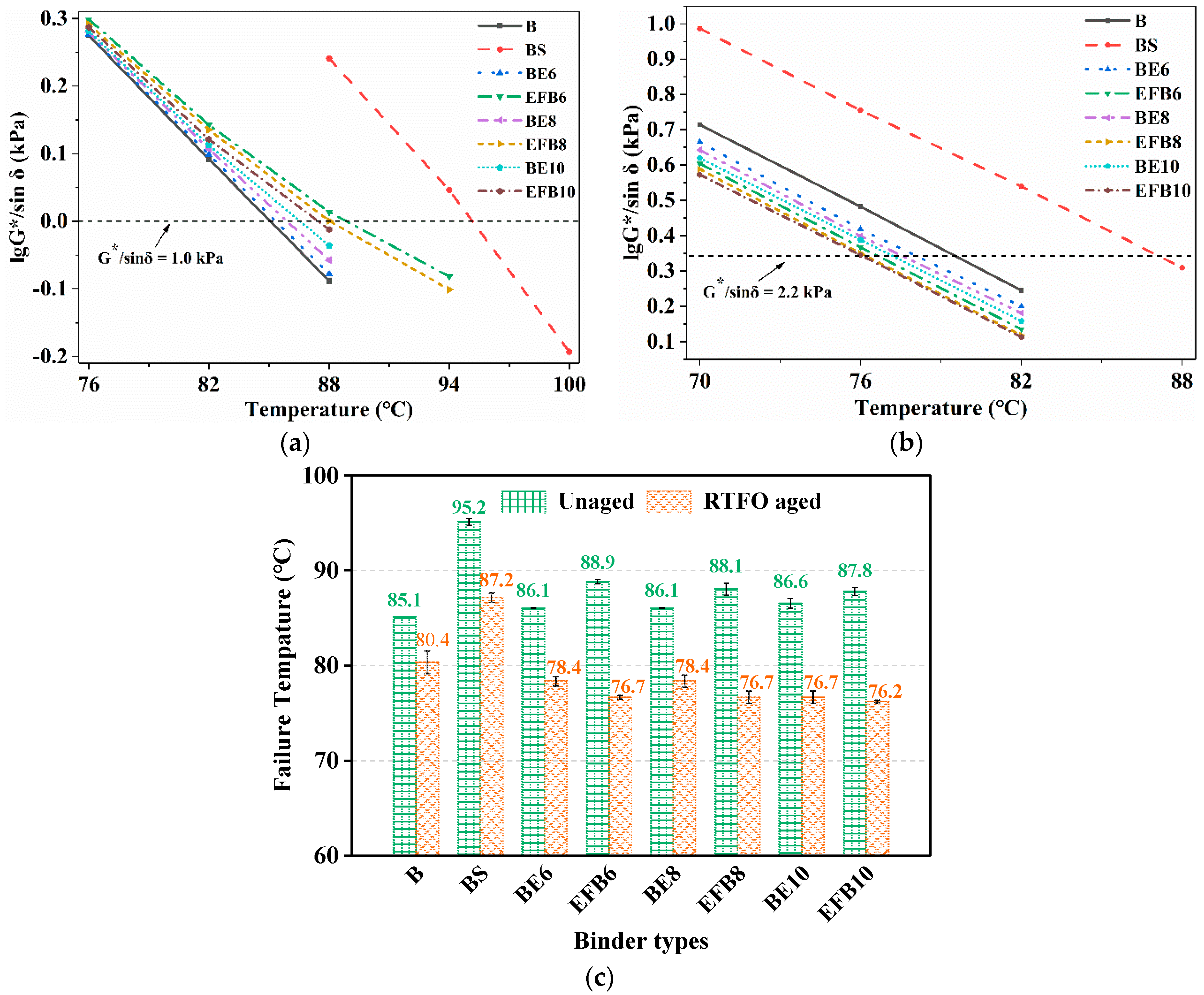
4.3. High-Temperature Performance
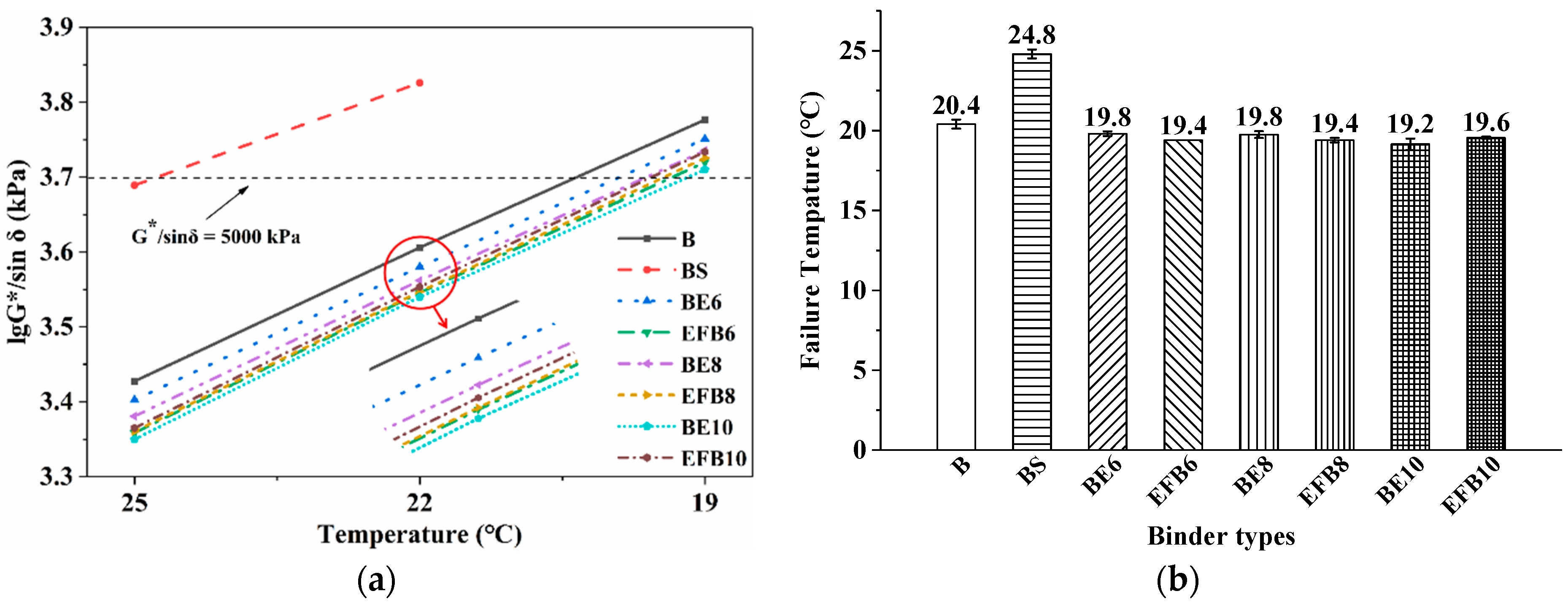
4.4. Fatigue Resistance
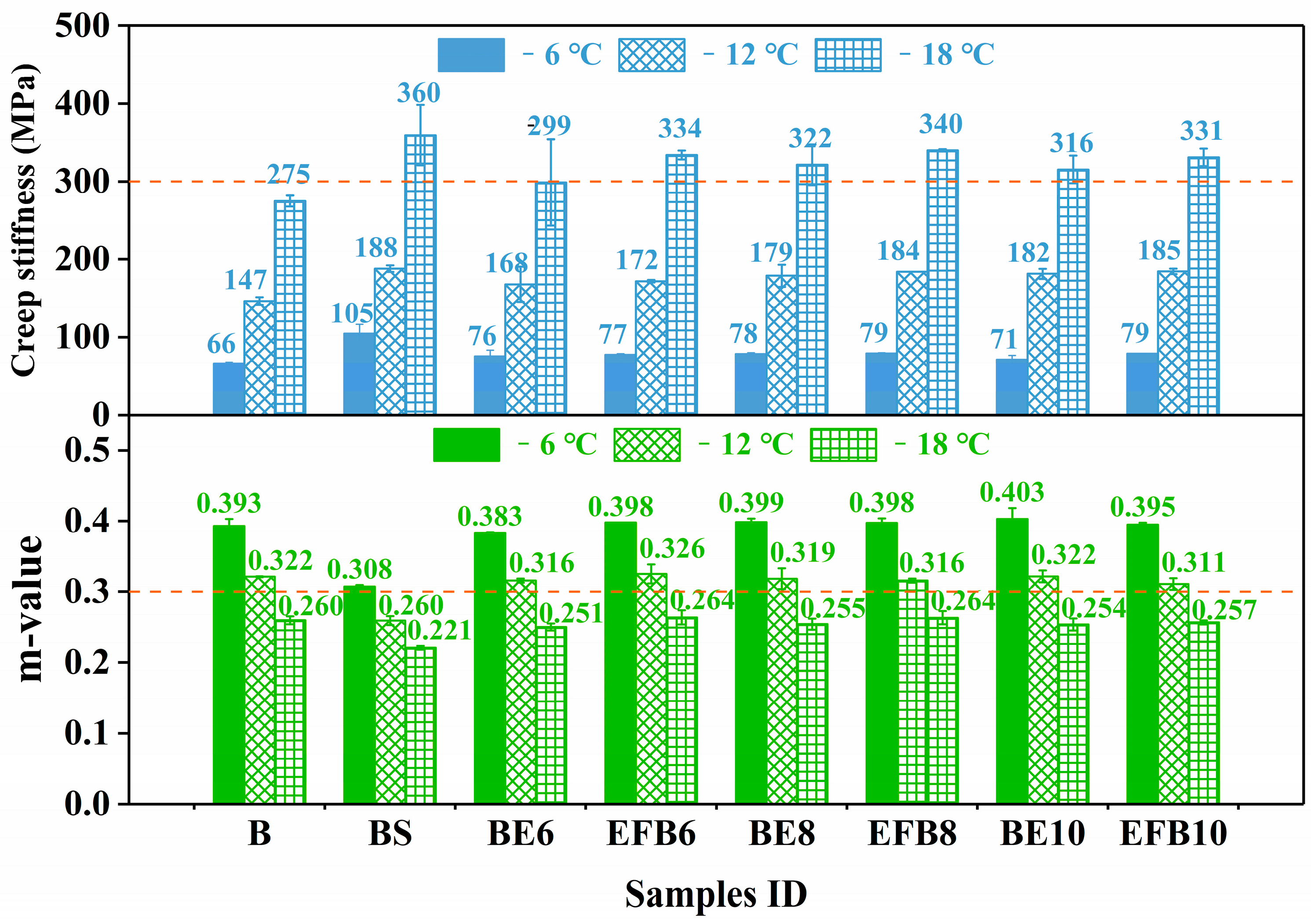
4.5. Low-Temperature Performance
5. Conclusions
- The synergistic effect of surfactant and foaming process on the foam characteristics of SBS modified bitumen is significant; especially significant was the improvement in the half-life of foamed bitumen with the addition of surfactant.
- Both foaming temperature and foaming Evotherm-DAT contents significantly influence the expansion ratio and half-life of foamed bitumen. However, the higher temperature did not show the better foaming effect. On the contrary, if the temperature is too high, it can also be detrimental to foaming properties. The optimum foaming conditions are finally determined when the foaming temperature is 170 °C and the Evotherm-DAT content is 8%.
- The synergy of the surfactant and foaming process leads to a slightly lower viscosity than that of SBS modified bitumen, which could improve the workability of binders.
- The combination of surfactant and foaming process enhances the high-temperature performance of SBS modified bitumen before ageing, but it also leads a negative effect on the high-temperature performance after RTFO ageing. For unaged binders, surfactant foamed bitumen had higher G*/sinδ values than SBS modified bitumen. However, for RTFO aged binders, surfactant foamed bitumen showed lower G*/sinδ values than SBS modified bitumen. With the content of Evotherm-DAT increasing, the G*/sinδ values of surfactant foamed bitumen canfurther decrease, indicating the decline of high-temperature performance.
- The incorporation of surfactant improves the high-temperature performance and fatigue resistance. However, the increase of Evotherm-DAT content reduces the high-temperature performance and fatigue resistance. Compared with SBS modified asphalt, formed asphalt or Evotherm modified asphalt exhibits slightly lower resistance to low-temperature cracking, and BS exhibits the most significant negative impact on low-temperature performance.
- It can be also found in the study that the incorporation of Sasobit can significantly enhance the workability and high-temperature performance of SBS modified bitumen, but it also has noticeable negative effects on its fatigue resistance and low-temperature performance.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Cui, P.; Schito, G.; Cui, Q.B. VOC emissions from asphalt pavement and health risks to construction workers. J. Clean. Prod. 2020, 244, 118757. [Google Scholar] [CrossRef]
- Kim, B.; Lee, H.; Park, H.; Kim, H. Framework for Estimating Greenhouse Gas Emissions Due to Asphalt Pavement Construction. J. Constr. Eng. Manag. 2012, 138, 1312–1321. [Google Scholar] [CrossRef]
- Yu, H.; Deng, G.; Wang, D.; Zhang, Z.; Oeser, M. Warm asphalt rubber: A sustainable way for waste tire rubber recycling. J. Cent. South. Univ. 2020, 27, 3477–3498. [Google Scholar] [CrossRef]
- Kheradmand, B.; Muniandy, R.; Hua, L.T.; Yunus, R.B.; Solouki, A. An overview of the emerging warm mix asphalt technology. Int. J. Pavement Eng. 2014, 15, 79–94. [Google Scholar] [CrossRef]
- Ebels, L.J. Characterisation of Material Properties and Behaviour of Cold Bituminous Mixtures for Road Pavements. Ph.D. Dissertation, Stellenbosch University, Stellenbosch, South Africa, March 2008. [Google Scholar]
- Lu, G.Y.; Liu, P.F.; Wang, Y.H.; Faßbender, S.; Wang, D.W.; Oeser, M. Development of a sustainable pervious pavement material using recycled ceramic aggregate and bio-based polyurethane binder. J. Clean. Prod. 2019, 220, 1052–1060. [Google Scholar] [CrossRef]
- Ingrassia, L.P.; Lu, X.; Canestrari, F.; Ferrotti, G. Tribological characterization of bituminous binders with Warm Mix Asphalt additives. Constr. Build. Mater. 2018, 172, 309–318. [Google Scholar] [CrossRef]
- Ma, F.; Sha, A.M.; Lin, R.Y.; Huang, Y.; Wang, C. Greenhouse Gas Emissions from Asphalt Pavement Construction: A Case Study in China. Int. J. Environ. Res. Public Health 2016, 13, 351. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.; Zhu, Z.; Zhang, Z.; Yu, J.; Oeser, M.; Wang, D. Recycling waste packaging tape into bituminous mixtures towards enhanced mechanical properties and environmental benefits. J. Clean. Prod. 2019, 229, 22–31. [Google Scholar] [CrossRef]
- Yu, H.; Deng, G.; Zhang, Z.; Zhu, M.; Gong, M.; Oeser, M. Workability of rubberized asphalt from a perspective of particle effect. Transp. Res. D-Transp. Environ. 2021, 91, 102712. [Google Scholar] [CrossRef]
- Jin, J.; Gao, Y.; Wu, Y.; Li, R.; Liu, R.; Wei, H.; Qian, G.; Zheng, J. Performance evaluation of surface-organic grafting on the palygorskite nanofiber for the modification of asphalt. Constr. Build. Mater. 2021, 268, 121072. [Google Scholar] [CrossRef]
- Jin, J.; Gao, Y.; Wu, Y.; Liu, S.; Liu, R.; Wei, H.; Qian, G.; Zheng, J. Rheological and adhesion properties of nano-organic palygorskite and linear SBS on the composite modified asphalt. Powder Technol. 2021, 377, 212–221. [Google Scholar] [CrossRef]
- Hailesilassie, B.W.; Jerjen, I.; Griffa, M.; Partl, M.N. A closer scientific look at foam bitumen. Road Mater. Pavement 2017, 18, 362–375. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, H.D. Development of mix design procedure for cold in-place recycling with foamed asphalt. J. Mater. Civ. Eng. 2006, 18, 116–124. [Google Scholar] [CrossRef]
- Turk, J.; Pranjić, A.M.; Mladenovič, A.; Cotič, Z.; Jurjavčič, P. Environmental comparison of two alternative road pavement rehabilitation techniques: Cold-in-place-recycling versus traditional reconstruction. J. Clean. Prod. 2016, 121, 45–55. [Google Scholar] [CrossRef]
- Sánchez, D.B.; Airey, G.; Caro, S.; Grenfell, J. Effect of foaming technique and mixing temperature on the rheological characteristics of fine RAP-foamed bitumen mixtures. Road Mater. Pavement 2020, 21, 2143–2159. [Google Scholar] [CrossRef]
- Saleh, M.F. Effect of Aggregate Gradation, Mineral Fillers, Bitumen Grade, and Source on Mechanical Properties of Foamed Bitumen–Stabilized Mixes. Transp. Res. Rec. 2006, 1952, 90–100. [Google Scholar] [CrossRef]
- Saleh, M.F. Cost evaluation of foam bitumen and other stabilisation alternatives. Int. J. Pavement Eng. 2007, 8, 157–161. [Google Scholar] [CrossRef]
- Bowering, R.H. Properties and behavior of foamed bitumen mixtures for road building. In Proceedings of the 5th Australian Road Research Board Conference, Canberra, Australia, 6–8 April 1970; pp. 38–57. [Google Scholar]
- Yu, H.; Leng, Z.; Dong, Z.; Tan, Z.; Guo, F.; Yan, J. Workability and mechanical property characterization of asphalt rubber mixtures modified with various warm mix asphalt additives. Constr. Build. Mater. 2018, 175, 392–401. [Google Scholar] [CrossRef]
- Kakar, M.R.; Hamzah, M.O.; Akhtar, M.N.; Woodward, D. Surface free energy and moisture susceptibility evaluation of asphalt binders modified with surfactant-based chemical additive. J. Clean. Prod. 2016, 112, 2342–2353. [Google Scholar] [CrossRef]
- Chomicz-Kowalska, A.; Mrugała, J.; Maciejewski, K. Evaluation of Foaming Performance of Bitumen Modified with the Addition of Surface Active Agent. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2017; Volume 245, p. 032086. [Google Scholar] [CrossRef]
- Yu, H.Y.; Zhu, Z.H.; Wang, D.Y. Evaluation and Validation of Fatigue Testing Methods for Rubberized Bituminous Specimens. Transp. Res. Rec. 2019, 2673, 603–610. [Google Scholar] [CrossRef]
- Dong, F.Q.; Yu, X.; Wang, T.Y.; Yin, L.; Li, N.; Si, J.J.; Li, J. Influence of base asphalt aging levels on the foaming characteristics and rheological properties of foamed asphalt. Constr. Build. Mater. 2018, 177, 43–50. [Google Scholar] [CrossRef]
- He, G.P.; Wong, W.G. Laboratory study on permanent deformation of foamed asphalt mix incorporating reclaimed asphalt pavement materials. Constr. Build. Mater. 2007, 21, 1809–1819. [Google Scholar] [CrossRef]
- Bowering, R.H.; Martin, C.L. Foamed bitumen production and application of mixtures evaluation and performance of pavements. In Association of Asphalt Paving Technologists Proc, Proceedings of Technical Session; Taylor & Francis Group: New Orleans, LA, USA, 1976; Volume 45, pp. 453–477. [Google Scholar]
- Yu, H.; Chen, Y.; Wu, Q.; Zhang, L.; Zhang, Z.; Zhang, J.; Miljković, M.; Oeser, M. Decision support for selecting optimal method of recycling waste tire rubber into wax-based warm mix asphalt based on fuzzy comprehensive evaluation. J. Clean. Prod. 2020, 265, 121781. [Google Scholar] [CrossRef]
- Jenkins, K.J. Mix Design Considerations for Cold and Half-Cold Bituminous Mixes with Emphasis on Foamed Bitumen. Ph.D. Thesis, University of Stellenbosch, Stellenbosch, South Africa, 2000. [Google Scholar]
- ASTM Standard D36. Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus); American Society for Testing and Materials: West Conshohocken, PA, USA, 2006. [Google Scholar]
- AASHTO Standard T316. Standard Method of Test for Viscosity Determination of Asphalt Binder Using Rotational Viscometer; American Association of State and Highway Transportation Officials: Washington, DC, USA, 2010. [Google Scholar]
- AASHTO T315. Standard Method of Test for Determining the Rheological Properties of Asphalt Binder Using a Dynamic Shear Rheometer (DSR); American Association of State and Highway Transportation Officials: Washington, DC, USA, 2012. [Google Scholar]
- AASHTO Standard M320. Standard Specification for Performance-Graded Asphalt Binder; American Association of State and Highway Transportation Officials: Washington, DC, USA, 2010. [Google Scholar]
- AASHTO Standard MP19. Standard Specification for Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Test; American Association of State and Highway Transportation Officials: Washington, DC, USA, 2010. [Google Scholar]
- AASHTO Standard T313. Standard Method of Test for Determining the Flexural Creep Stiffness of Asphalt Binder Using the Bending Beam Rheometer (BBR); American Association of State and Highway Transportation Officials: Washington, DC, USA, 2012. [Google Scholar]
- Muthen, K.M. Foamed asphalt mixes and mix design procedure. In Proceedings of the 7th Conference on Asphalt Pavements for Southern Africa, Johannesburg, South Africa, 7 June 1999. [Google Scholar]
- Hailesilassie, B.W.; Hugener, M.M.; Partl, N. Influence of foaming water content on foam asphalt mixtures. Constr. Build. Mater. 2015, 85, 65–77. [Google Scholar] [CrossRef]
- Ozturk, H.I.; Kutay, M.E. Novel Testing Procedure for Assessment of Quality of Foamed Warm Mix Asphalt Binders. J. Mater. Civ. Eng. 2014, 26, 04014042. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Zhou, Z.; Shih, K.; Xiao, F.; Gao, Z. Optimization of preparation procedure of liquid warm mix additive modified asphalt rubber. J. Clean. Prod. 2017, 141, 336–345. [Google Scholar] [CrossRef]
- Yu, H.; Zhu, Z.; Leng, Z.; Wu, C.; Zhang, Z.; Wang, D.; Oeser, M. Effect of mixing sequence on asphalt mixtures containing waste tire rubber and warm mix surfactants. J. Clean. Prod. 2019, 246, 119008. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, X.; Zhang, Z.; Zou, B.; Zhu, Z.; Lu, G.; Xu, W.; Yu, J.; Yu, H. Effect of Aging on Chemical and Rheological Properties of Bitumen. Polymers 2018, 10, 1345. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Standard | Value | Specification Limits | |
|---|---|---|---|---|
| Unaged | Softening point (°C) | ASTM D36 | 89 | ≥75 |
| Ductility (5 °C, cm) | ASTM D113 | 32 | ≥20 | |
| Penetration (25 °C, 0.1 mm) | ASTM D5 | 54 | 40~60 | |
| Viscosity (135 °C, mPa·s) | AASHTO T316 | 2.38 | 3 | |
| G*/sinδ (82 °C, kPa) | AASHTO M320 | 1.24 | - | |
| RTFO aged | G*/sinδ (82 °C, kPa) | AASHTO M320 | 1.75 | - |
| PAV aged | G*sinδ (25 °C, kPa) | AASHTO M320 | 2675 | - |
| Creep stiffness (−12 °C, MPa) | AASHTO T313 | 147 | ≤300 | |
| Creep rate m-value (−12 °C) | AASHTO T313 | 0.322 | ≥0.3 | |
| Properties | Evotherm-DAT | Sasobit |
|---|---|---|
| Appearance |  |  |
| Ingredients | Fatty amine derivatives, Alkylamines | Solid saturated hydrocarbons |
| State | Liquid | Solid |
| Color | Caramel | Milky-white |
| Odor | Amine-like | None |
| Density | >1.0 g/cm3 | 0.622 g/cm3 |
| PH value | 9–10 | N/A |
| Boiling point | 150–170 °C | N/A |
| Melting point | N/A | 105–110 °C |
| Water solubility | Partially soluble | Insoluble |
| Sample ID | Preparing Process |
|---|---|
| B | Directly use SBS modified asphalt |
| BS | Directly mixing Sasobit and SBS modified asphalt together (3% of asphalt) at 160 °C for 10 min |
| BE6 | Directly mixing water-free Evotherm-DAT (6% of asphalt) and SBS modified asphalt together at 160 °C for 10 min |
| BE8 | Directly mixing water-free Evotherm-DAT (8% of asphalt) and SBS modified asphalt together at 160 °C for 10 min |
| BE10 | Directly mixing water-free Evotherm-DAT (10% of asphalt) and SBS modified asphalt together at 160 °C for 10 min |
| EFB6 | Directly inject Evotherm-DAT (6% of asphalt) into SBS modified asphalt (170 °C) to produce the surfactant-foamed asphalt using a foaming machine |
| EFB8 | Directly inject Evotherm-DAT (8% of asphalt) into SBS modified asphalt (170 °C) to produce the surfactant-foamed asphalt using a foaming machine |
| EFB10 | Directly inject Evotherm-DAT (10% of asphalt) into SBS modified asphalt (170 °C) to produce the surfactant-foamed asphalt using a foaming machine |
| Sample ID | Jnr | % Recovery (%) | |||
|---|---|---|---|---|---|
| 0.1 kPa (kPa−1) | 3.2 kPa (kPa−1) | Jnr% Diff | 0.1 kPa (%) | 3.2 kPa (%) | |
| B | 0.133 ± 0.009 | 0.148 ± 0.002 | 11.9 ± 5.7 | 75.0 ± 0.2 | 73.3 ± 1.0 |
| BS | 0.015 ± 0.005 | 0.049 ± 0.013 | 230.2 ± 29.8 | 94.3 ± 1.7 | 86.1 ± 3.4 |
| BE6 | 0.166 ± 0.006 | 0.182 ± 0.004 | 11.9 ± 1.8 | 77.8 ± 0.6 | 76.7 ± 0.2 |
| EFB6 | 0.251 ± 0.009 | 0.294 ± 0.005 | 17.0 ± 2.2 | 69.0 ± 0.1 | 66.5 ± 0.6 |
| BE8 | 0.176 ± 0.005 | 0.186 ± 0.002 | 3.6 ± 1.9 | 76.1 ± 0.5 | 76.6 ± 0.4 |
| EFB8 | 0.255 ± 0.007 | 0.308 ± 0.011 | 20.1 ± 0.9 | 69.2 ± 1.6 | 66.0 ± 2.0 |
| BE10 | 0.182 ± 0.004 | 0.197 ± 0.000 | 8.6 ± 2.5 | 78.0 ± 0.6 | 77.5 ± 0.3 |
| EFB10 | 0.263 ± 0.011 | 0.319 ± 0.019 | 21.5 ± 2.4 | 69.8 ± 1.4 | 66.4 ± 2.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, G.; Zhang, S.; Xu, S.; Dong, N.; Yu, H. Rheological Behavior of Warm Mix Asphalt Modified with Foaming Process and Surfactant Additive. Crystals 2021, 11, 410. https://doi.org/10.3390/cryst11040410
Lu G, Zhang S, Xu S, Dong N, Yu H. Rheological Behavior of Warm Mix Asphalt Modified with Foaming Process and Surfactant Additive. Crystals. 2021; 11(4):410. https://doi.org/10.3390/cryst11040410
Chicago/Turabian StyleLu, Guoyang, Shaowei Zhang, Shaofeng Xu, Niya Dong, and Huayang Yu. 2021. "Rheological Behavior of Warm Mix Asphalt Modified with Foaming Process and Surfactant Additive" Crystals 11, no. 4: 410. https://doi.org/10.3390/cryst11040410
APA StyleLu, G., Zhang, S., Xu, S., Dong, N., & Yu, H. (2021). Rheological Behavior of Warm Mix Asphalt Modified with Foaming Process and Surfactant Additive. Crystals, 11(4), 410. https://doi.org/10.3390/cryst11040410