
Design and Development of a Novel Ultrasonic Field Wetting Angle Measuring Instrument for Researching the Wetting of the Liquid–Solid Interface


Abstract
:1. Introduction
2. Materials and Methods
2.1. Ultrasonic Transducer Design
2.2. Ultrasonic Horn Design
2.3. Modal Analysis of the Ultrasonic Horn
3. Results and Discussion
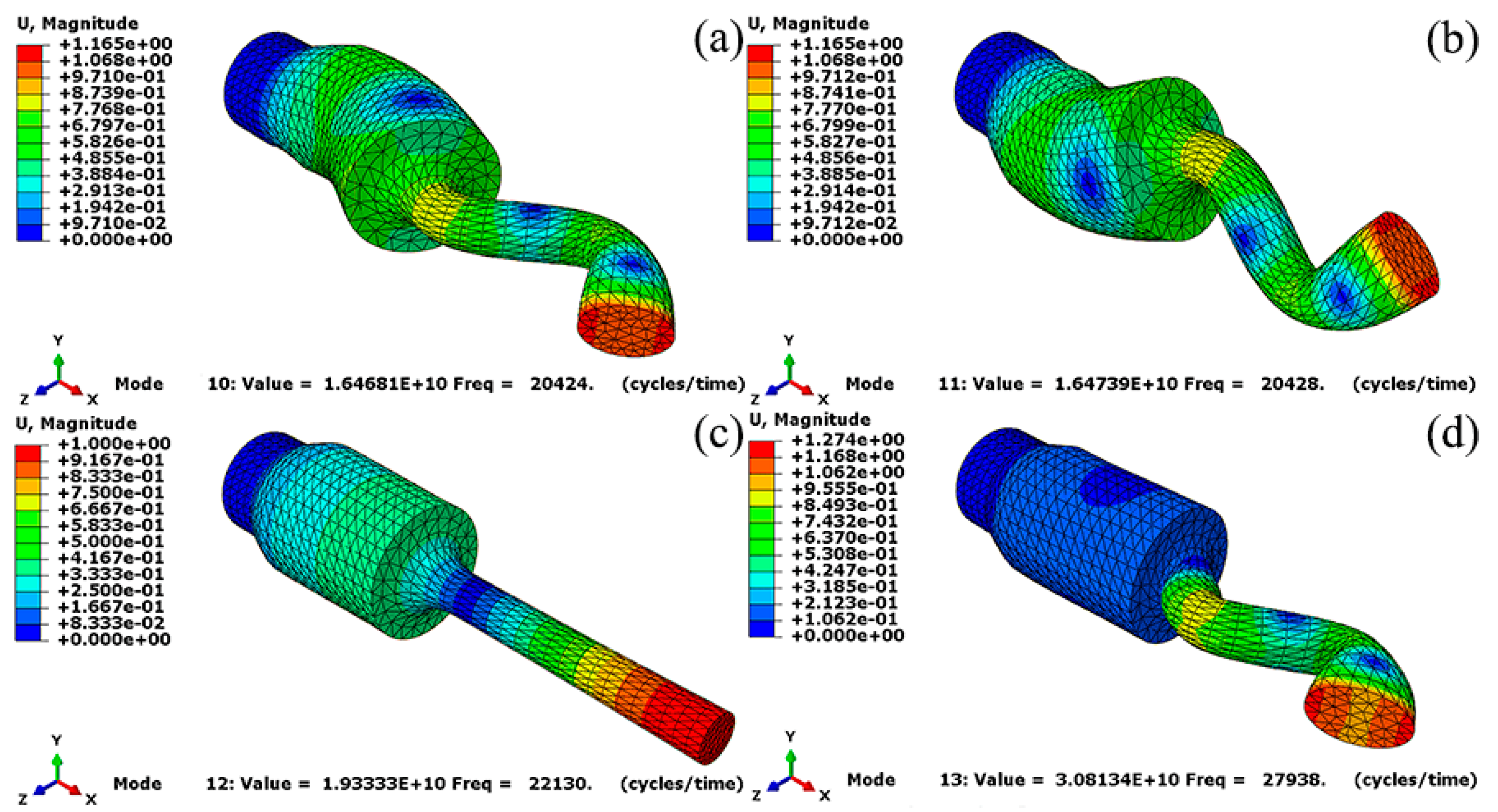
3.1. Modal Analysis Results
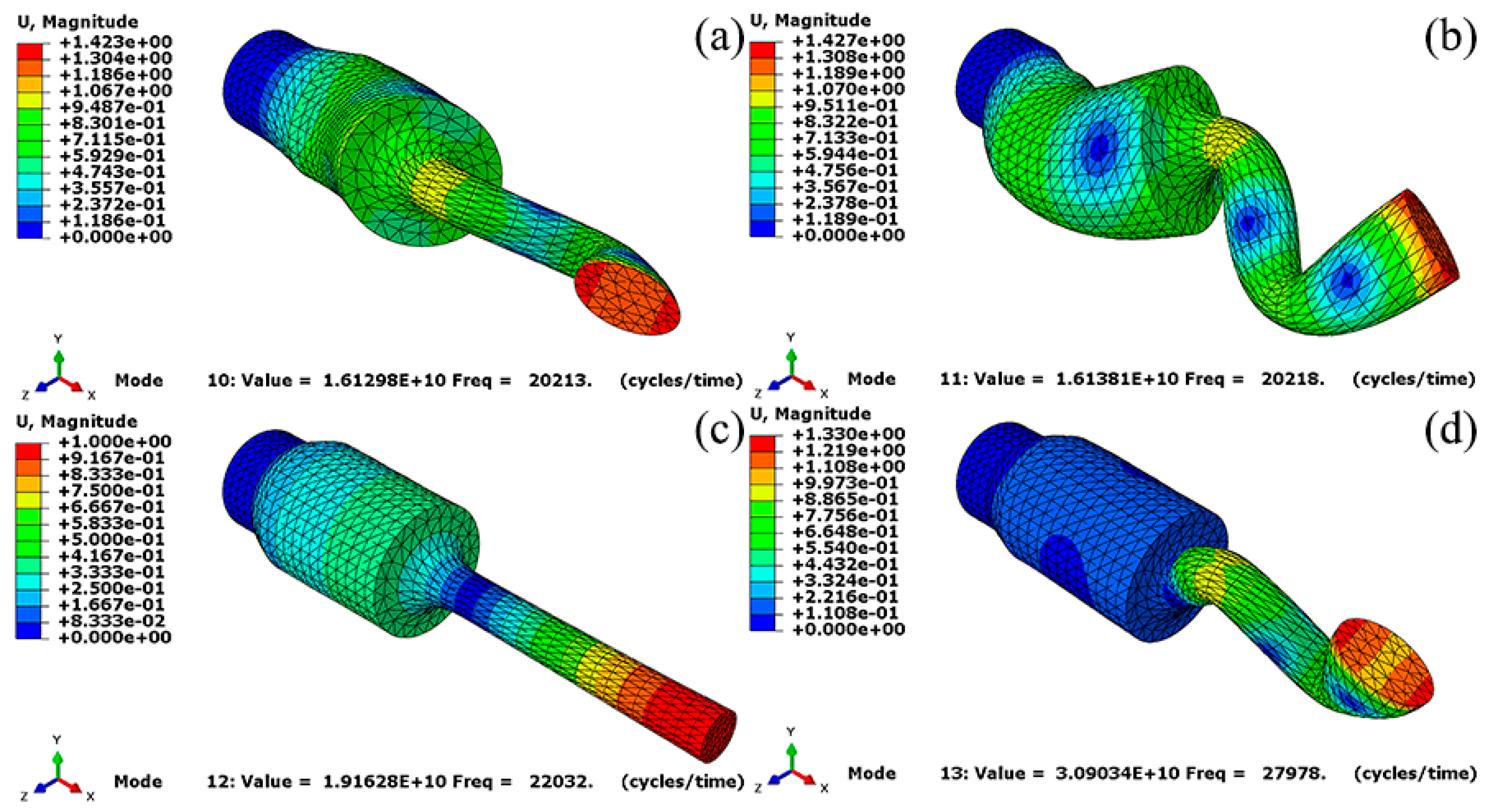
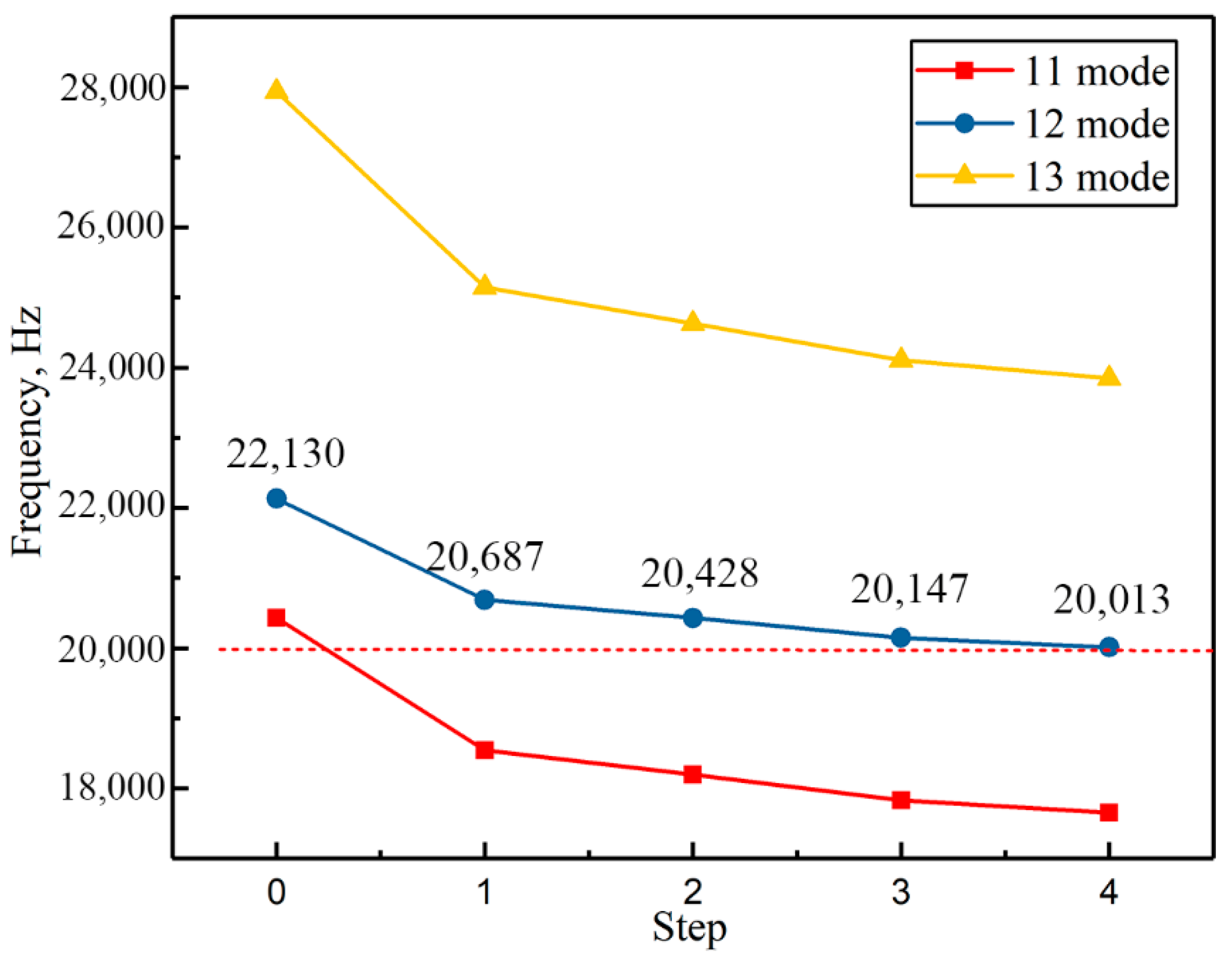
3.2. Ultrasonic Horn Optimization
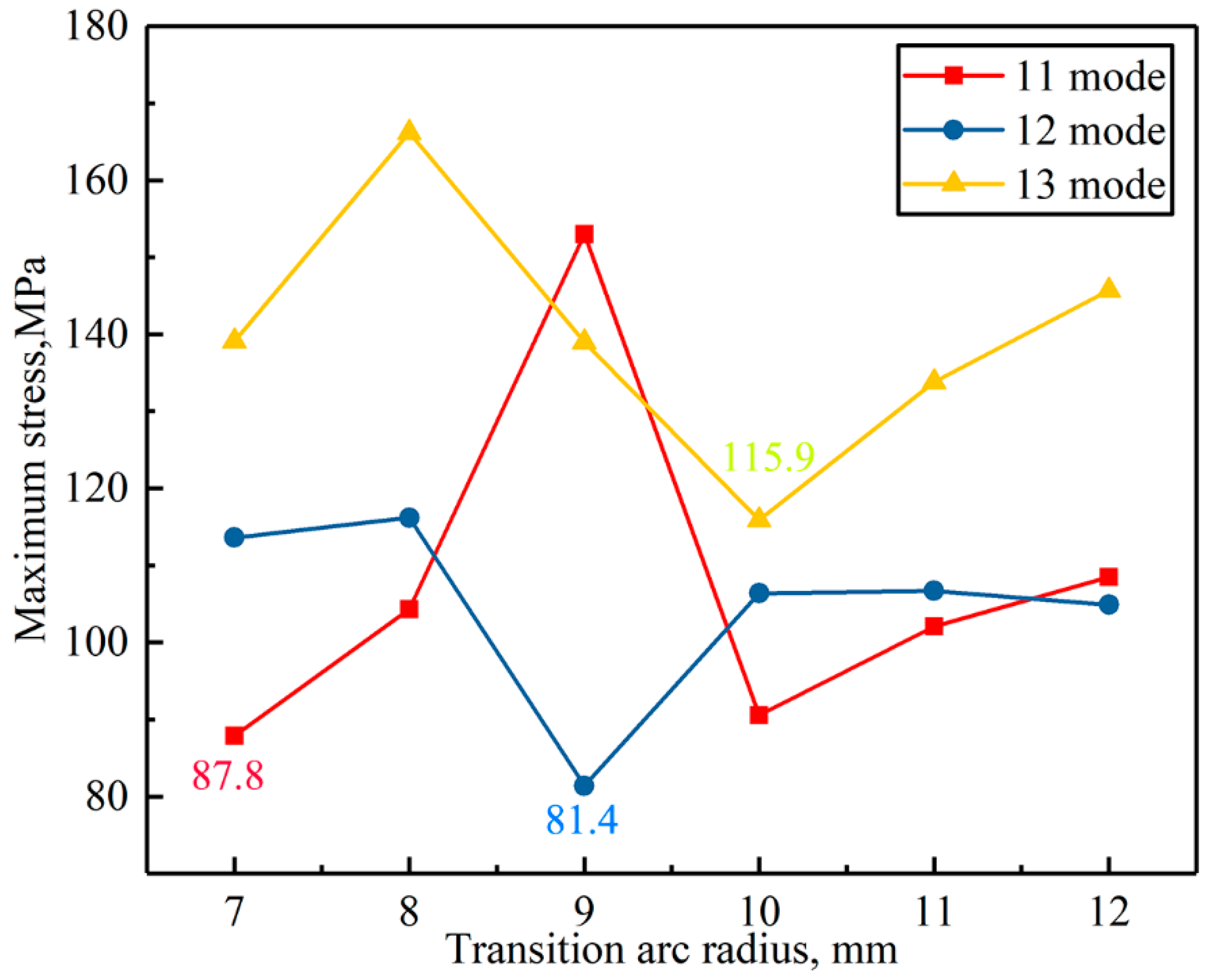
3.3. Transition Arc Radius
3.4. Reliability Verification of the Device
4. Conclusions
- (1)
- The dimensional parameters of the ultrasonic transducer and the horn were designed by theoretical calculation, and a modal analysis was performed for the ultrasonic horn, which achieved the vibration mode and natural frequency of the horn in the range of 10 kHz~30 kHz. The natural frequency of the ultrasonic horn in longitudinal vibration was 22,310 Hz, sufficing the requirements of the device.
- (2)
- Modal analysis was utilized to optimize the ultrasonic horn, reducing the natural frequency of the ultrasonic horn in longitudinal vibration to 22,013 Hz, which resulted in an error rate between the natural frequency (22,013 Hz) and the design frequency (20 kHz) of less than 1%. Simultaneously, the maximum stress of the horn was reduced from 123 Mpa to 81.4 Mpa by optimizing the ultrasonic horn, which increased the safety and service life of the horn.
- (3)
- The influence of different transition arc radiuses on the maximum stress of the optimized ultrasonic horn was analyzed. The results demonstrated that the maximum stress reached the minimum value of 81.40 MPa when the transition arc radius was 9 mm in 12 mode, indicating that the transition arc radius of 9 mm was still suitable for the optimized horn.
- (4)
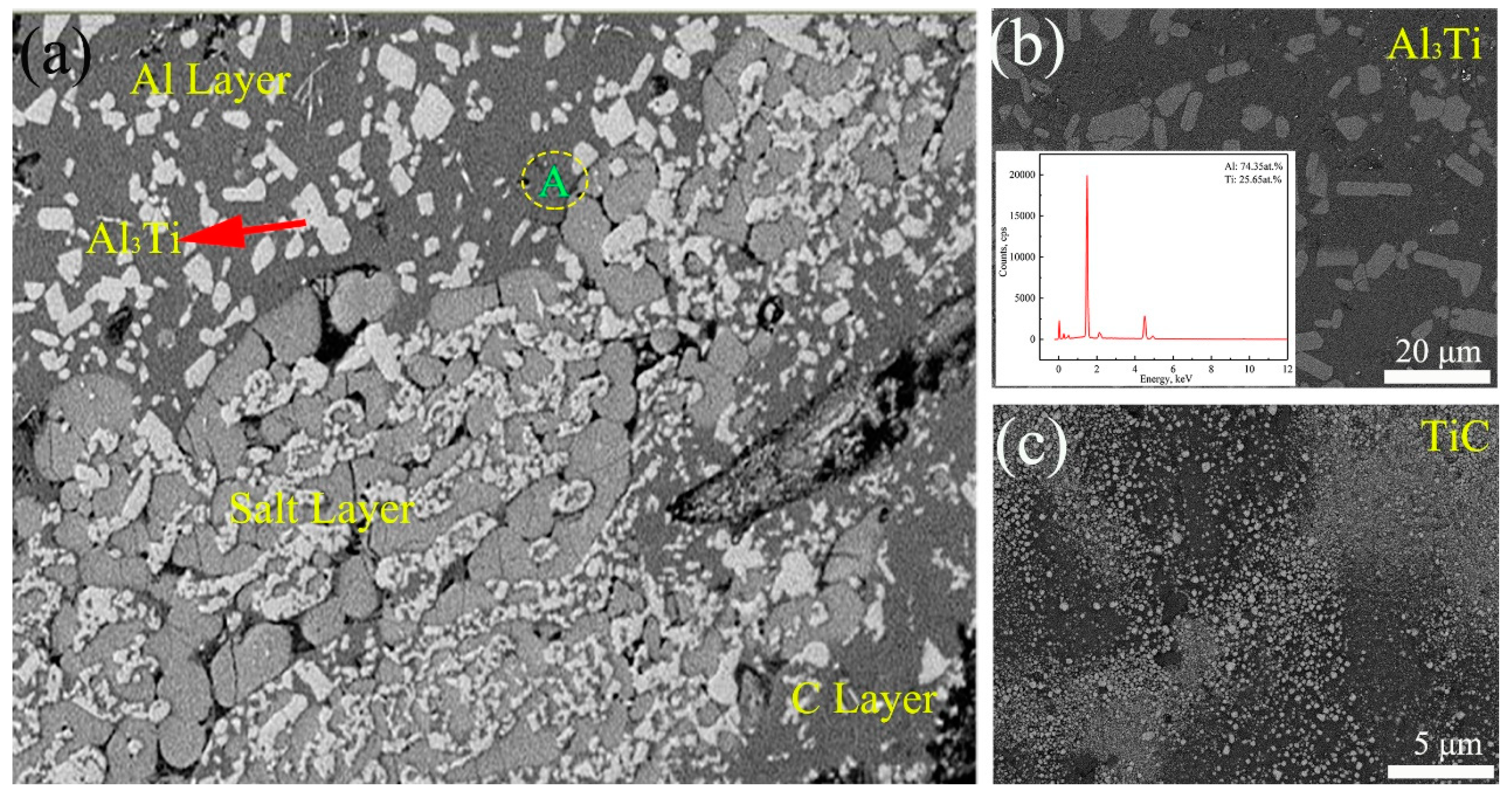
- To verify the rationality and effectiveness of the novel device, the Al-C wetting experiments were performed under an ultrasonic field. The results indicate that the design of the novel ultrasonic field wetting angle measuring instrument was reasonable and effective, and the ultrasonic field provided by the novel device was conducive to the improvement of the Al-C interface wetting.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mao, A.; Zhang, J.; Yao, S.; Wang, A.; Wang, W.; Li, Y.; Qiao, C.; Xie, J.; Jia, Y. The diffusion behaviors at the Cu-Al solid-liquid interface: A molecular dynamics study. Results Phys. 2020, 16, 102998. [Google Scholar] [CrossRef]
- Chen, X.; Yan, J.; Gao, F.; Wei, J.; Xu, Z.; Fan, G. Interaction behaviors at the interface between liquid Al–Si and solid Ti–6Al–4V in ultrasonic-assisted brazing in air. Ultrason. Sonochem. 2013, 20, 144–154. [Google Scholar] [CrossRef]
- Ding, Z.; Hu, Q.; Lu, W.; Ge, X.; Cao, S.; Sun, S.; Yang, T.; Xia, M.; Li, J. Microstructural evolution and growth behavior of intermetallic compounds at the liquid Al/solid Fe interface by synchrotron X-ray radiography. Mater. Charact. 2018, 136, 157–164. [Google Scholar] [CrossRef]
- Wang, M.; Zhao, Y.; Wang, L.-D.; Zhu, Y.-P.; Wang, X.-J.; Sheng, J.; Yang, Z.-Y.; Shi, H.-L.; Shi, Z.-D.; Fei, W.-D. Achieving high strength and ductility in graphene/magnesium composite via an in-situ reaction wetting process. Carbon 2018, 139, 954–963. [Google Scholar] [CrossRef]
- Baumli, P.; Sychev, J.; Budai, I.; Szabo, J.T.; Kaptay, G. Fabrication of carbon fiber reinforced aluminum matrix composites via a titanium-ion containing flux. Compos. Part A 2013, 44, 47–50. [Google Scholar] [CrossRef]
- Zhao, J.; Wu, X.; Ning, L.; Zhang, J.; Han, C.; Li, Y. Wetting of aluminium and carbon interface during preparation of Al-Ti-C grain refiner under ultrasonic field. Ultrason. Sonochem. 2021, 76, 105633. [Google Scholar] [CrossRef] [PubMed]
- Baumli, P.; Sytchev, J.; Kaptay, G. Perfect wettability of carbon by liquid aluminum achieved by a multifunctional flux. J. Mater. Sci. 2010, 45, 5177–5190. [Google Scholar] [CrossRef]
- Dehnavi, M.R.; Niroumand, B.; Ashrafizadeh, F.; Rohatgi, P.K. Effects of continuous and discontinuous ultrasonic treatments on mechanical properties and microstructural characteristics of cast Al413–SiCnp nanocomposite. Mater. Sci. Eng. A 2014, 617, 73–83. [Google Scholar] [CrossRef]
- Sahin, Y.; Acılar, M. Production and properties of SiCp-reinforced aluminium alloy composites. Compos. Part A Appl. Sci. Manuf. 2003, 34, 709–718. [Google Scholar] [CrossRef]
- Ding, W.W.; Xu, C.; Hou, X.G.; Zhao, X.Y.; Chen, T.L.; Zhao, W.J.; Xia, T.D.; Qiao, J.S. Preparation and synthesis thermokinetics of novel Al-Ti-C-La composite master alloys. J. Alloys Compd. 2019, 776, 904–911. [Google Scholar] [CrossRef]
- Banerji, A.; Reif, W. Metallographic investigation of TiC nucleants in the newly developed Al-Ti-C grain refiner. J. Mater. Sci. 1994, 29, 1958–1965. [Google Scholar] [CrossRef]
- Wang, F.; Eskin, D.; Mi, J.; Connolle, T.; Lindsay, J.; Mounib, M. A refining mechanism of primary Al3Ti intermetallic particles by ultrasonic treatment in the liquid state. Acta. Mater. 2016, 116, 354–363. [Google Scholar] [CrossRef]
- Eskin, G.I.; Eskin, D.G. Production of natural and synthesized aluminum-based composite materials with the aid of ultrasonic (cavitation) treatment of the melt. Ultrason. Sonochem. 2003, 10, 297–301. [Google Scholar] [CrossRef]
- Wang, G.; Dargusch, M.S.; Qian, M.; Eskin, D.G.; StJohn, D.H. The role of ultrasonic treatment in refining the as-cast grain structure during the solidification of an Al–2Cu alloy. J. Cryst. Growth 2014, 408, 119–124. [Google Scholar] [CrossRef] [Green Version]
- Sarasua, J.A.; Rubio, L.R.; Aranzabe, E.; Vilela, J.L.V. Energetic study of ultrasonic wettability enhancement. Ultrason. Sonochem. 2021, 79, 105768. [Google Scholar] [CrossRef] [PubMed]
- Shrestha, B.; Ezazi, M.; Kwon, G. Engineered Nanoparticles with Decoupled Photocatalysis and Wettability for Membrane-Based Desalination and Separation of Oil-Saline Water Mixtures. Nanomaterials 2021, 11, 1397. [Google Scholar] [CrossRef] [PubMed]
- Ezazi, M.A.; Shrestha, B.; Maharjan, A.; Kwon, G. Water-Responsive Self-Repairing Superomniphobic Surfaces via Regeneration of Hierarchical Topography. ACS Mater. Au 2021, in press. [Google Scholar] [CrossRef]
- Lebon, G.S.B.; Salloum-Abou-Jaoude, G.; Eskin, D.; Tzanakis, I.; Pericleous, K.; Jarry, P. Numerical modelling of acoustic streaming during the ultrasonic melt treatment of direct-chill (DC) casting. Ultrason. Sonochem. 2019, 54, 171–182. [Google Scholar] [CrossRef] [PubMed]
- Lebon, G.S.B.; Tzanakis, I.; Pericleous, K.; Eskin, D.; Grant, P.S. Ultrasonic liquid metal processing: The essential role of cavitation bubbles in controlling acoustic streaming. Ultrason. Sonochem. 2019, 55, 243–255. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Teixeira, J.C.; Prokic, M. A new approach to ultrasonic degassing to improve the mechanical properties of aluminum alloys. J. Mater. Eng. Perform. 2014, 23, 3736–3744. [Google Scholar] [CrossRef]
- Zhao, Y.; Song, D.; Lin, B.; Zhang, C.; Zheng, D.; Inguva, S.; Li, T.; Sun, Z.; Wang, Z.; Zhang, W. 3D characterization of ultrasonic melt processing on the microstructural refinement of Al Cu alloys using synchrotron X-ray tomography. Mater. Charact. 2019, 153, 354–365. [Google Scholar] [CrossRef] [Green Version]
- Ye, H.; Ye, K.; Guo, B.-G.; Le, F.-B.; Wei, C.; Sun, X.; Wang, G.-Y.; Liu, Y. Effects of combining ultrasonic micro-forging treatment with laser metal wire deposition on microstructural and mechanical properties in Ti–6Al–4V alloy. Mater. Charact. 2020, 162, 110187. [Google Scholar] [CrossRef]
- Madhukar, P.; Selvaraj, N.; Gujjala, R.; Rao, C.S.P. Production of high performance AA7150-1% SiC nanocomposite by novel fabrication process of ultrasonication assisted stir casting. Ultrason. Sonochem. 2019, 58, 104665. [Google Scholar] [CrossRef]
- Tonry, C.E.H.; Djambazov, G.; Dybalska, A.; Griffiths, W.D.; Beckwith, C.; Bojarevics, V.; Pericleous, K.A. Acoustic resonance for contactless ultrasonic cavitation in alloy melts. Ultrason. Sonochem. 2020, 63, 104959. [Google Scholar] [CrossRef]
- Yang, X.; Wu, S.; Lu, S.; Hao, L.; Fang, X. Refinement of LPSO structure in Mg-Ni-Y alloys by ultrasonic treatment. Ultrason. Sonochem. 2018, 40, 472–479. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.R.; Ning, F.K.; Hou, J.; Le, Q.C.; Tang, Y. Dual-frequency ultrasonic treatment on microstructure and mechanical properties of ZK60 magnesium alloy. Ultrason. Sonochem. 2018, 40, 433–441. [Google Scholar] [CrossRef]
- Chen, X.R.; Jia, Y.H.; Liao, Q.Y.; Jia, W.T.; Le, Q.C.; Ning, S.C.; Yu, F.X. The simultaneous application of variable frequency ultrasonic and low frequency electromagnetic fields in semi continuous casting of AZ80 magnesium alloy. J. Alloys Compd. 2019, 774, 710–720. [Google Scholar] [CrossRef]
- Lin, Q.; Xing, C.; Sui, R.; Ci, W.; Xu, Y. Effect of ultrasonic vibration on wetting of water/Cu, water/PTFE, E-GaIn/Cu and E-GaIn/graphite. Exp. Therm. Fluid Sci. 2019, 102, 351–356. [Google Scholar] [CrossRef]
- Zhao, S.; Yao, C.; Dong, Z.; Liu, Y.; Chen, G.; Yuan, Q. Intensification of liquid-liquid two-phase mass transfer by oscillating bubbles in ultrasonic microreactor. Chem. Eng. Sci. 2018, 186, 122–134. [Google Scholar] [CrossRef]
- Tzanakis, I.; Lebon, G.S.B.; Eskin, D.G.; Pericleous, K.A. Characterisation of the ultrasonic acoustic spectrum and pressure field in aluminium melt with an advanced cavitometer. J. Mater. Process. Technol. 2016, 229, 582–586. [Google Scholar] [CrossRef] [Green Version]
- Kumar Patel, L.; Kumar Singh, A.; Sharma, V.; Kala, P. Analysis of a hybrid ultrasonic horn profile using finite element analysis. Mater. Today Proc. 2021, 41, 772–779. [Google Scholar] [CrossRef]
- Mughal, K.H.; Qureshi, M.A.M.; Raza, S.F. Novel ultrasonic horn design for machining advanced brittle composites: A step forward towards green and sustainable manufacturing. Environ. Technol. Innov. 2021, 23, 101652. [Google Scholar] [CrossRef]
- Amini, S.; Soleimanimehr, H.; Nategh, M.J.; Abudollah, A.; Sadeghi, M.H. FEM analysis of ultrasonic-vibration-assisted turning and the vibratory tool. J. Mater. Process. Technol. 2008, 201, 43–47. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, L. Investigation on machining characteristics of TC4 alloy by simultaneous application of ultrasonic vibration assisted milling (UVAM) and economical-environmental MQL technology. J. Mater. Process. Technol. 2020, 278, 116518. [Google Scholar] [CrossRef]
- Amin, S.G.; Ahmed, M.H.M.; Youssef, H.A. Computer-aided design of acoustic horns for ultrasonic machining using finite-element analysis. J. Mater. Process. Technol. 1995, 55, 254–260. [Google Scholar] [CrossRef]
- Naseri, R.; Koohkan, K.; Ebrahimi, M.; Djavanroodi, F.; Ahmadian, H. Horn design for ultrasonic vibration-aided equal channel angular pressing. Int. J. Adv. Manuf. Technol. 2017, 90, 1727–1734. [Google Scholar] [CrossRef]
- Wu, L.; Chen, Y.-C. PSPICE approach for designing the ultrasonic piezoelectric transducer for medical diagnostic applications. Sens. Actuators A Phys. 1999, 75, 186–198. [Google Scholar] [CrossRef]
- Zheng, D.D.; Mao, Y.; Lv, S.H. Research and validation of design principles for PVDF wideband ultrasonic transducers based on an equivalent circuit model. Measurement 2019, 141, 324–331. [Google Scholar] [CrossRef]
- Rawson, F.F. High power resonant horns for ultrasonic welding and their material aspects. Ultrasonics 1987, 25, 371. [Google Scholar]
- Wang, A.; Gao, G.; Li, D.; Lu, D.; Wang, M.; Shi, D.; Xu, Z. A hollow exponential ultrasonic horn for aluminum melt degassing under power ultrasound and rotating flow field. Results Phys. 2021, 21, 103822. [Google Scholar] [CrossRef]
- Sobczak, N.; Sobczak, J.; Seal, S.; Morgiel, J. TEM examination of the effect of titanium on the Al/C interface structure. Mater. Chem. Phys. 2003, 81, 319–322. [Google Scholar] [CrossRef]
- Jiang, H.; Sun, Q.; Zhang, L.; Zhao, J. Al-Ti-C master alloy with nano-sized TiC particles dispersed in the matrix prepared by using carbon nanotubes as C source. J. Alloys Compd. 2018, 748, 774–782. [Google Scholar] [CrossRef]
- Pongen, R.; Birru, A.K.; Parthiban, P. Study of microstructure and mechanical properties of A713 aluminium alloy having an addition of grain refiners Al-3.Ti-1.5C and Al-3Cobalt. Results Phys. 2019, 13, 102105. [Google Scholar] [CrossRef]
- Liu, T.; Xiao, Y.; Lu, Z.; Hirota, N.; Li, G.; Yuan, S.; Wang, Q. Wetting behaviors of molten melt drops on polycrystalline Al2O3 substrates in high magnetic fields. J. Mater. Sci. Technol. 2020, 41, 187–190. [Google Scholar] [CrossRef]
- Chen, X.; Zhou, Y.; Jin, T.; Sun, X. Effect of C and Hf Contents on the Interface Reactions and Wettability between a Ni3Al-Based Superalloy and Ceramic Mould Material. J. Mater. Sci. Technol. 2016, 32, 177–181. [Google Scholar] [CrossRef]
- Lin, Q.; Shen, P.; Qiu, F.; Zhang, D.; Jiang, Q. Wetting of polycrystalline B4C by molten Al at 1173–1473K. Scripta Mater. 2009, 60, 960–963. [Google Scholar] [CrossRef]
- Lin, Q.; Li, F.; Jin, P.; Zhong, W. Wetting of TCu by molten 4043 and Al alloys at 923–1023 K. J. Alloys Compd. 2018, 734, 144–151. [Google Scholar] [CrossRef]
- Lin, Q.; Li, F.; Jin, P.; Zhong, W. Reactive wetting of TA2 pure Ti and TC4 alloy by molten Al 4043 alloy at 873–973 K. Vacuum 2017, 145, 95–102. [Google Scholar] [CrossRef]
- Lin, Q.L.; Shen, P.; Yang, L.L.; Jin, S.B.; Jiang, Q.C. Wetting of TiC by molten Al at 1123–1323 K. Acta. Mater. 2011, 59, 1898–1911. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | D [mm] | [mm] | [mm] | [kg/m] | [m/s] | E [GPa] | |
|---|---|---|---|---|---|---|---|
| PZT-8 | 40 | 15 | 5 | 7.6 × 103 | 2497 | 72 | - |
| 45 steel | 45 | - | - | 7.84 × 103 | 5760 | 209 | 0.269 |
| 2A12 duralumin | 45 | - | - | 2.7 × 103 | 6300 | 71 | 0.32 |
| Horn | E (Gpa) | (kg/m3) | c (m/s) | a (mm) | b (mm) | L (mm) |
|---|---|---|---|---|---|---|
| Value | 209 | 7.84 | 5760 | 72 | 72 | 144 |
| Modes | 9 Mode | 10 Mode | 11 Mode | 12 Mode | 13 Mode | 14 Mode |
|---|---|---|---|---|---|---|
| Frequency (Hz) | 14,303 | 20,424 | 20,428 | 22,130 | 27,938 | 27,939 |
| Correction Scheme | 10 Mode | 11 Mode | 12 Mode | 13 Mode |
|---|---|---|---|---|
| Before amendment | 20,424 | 20,428 | 22,130 | 27,938 |
| Large end increase 1 mm | 20,213 | 20,218 | 22,032 | 27,978 |
| Small end increase 1 mm | 20,404 | 20,409 | 22,028 | 27,532 |
| Large end increase 2 mm | 19,903 | 19,904 | 21,871 | 27,892 |
| Small end increase 2 mm | 20,313 | 20,319 | 21,917 | 27,042 |
| large and small end simultaneously increase 1 mm | 20,099 | 20,105 | 21,861 | 27,439 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Ning, L.; Jiang, Z.; Li, Y. Design and Development of a Novel Ultrasonic Field Wetting Angle Measuring Instrument for Researching the Wetting of the Liquid–Solid Interface. Crystals 2021, 11, 1400. https://doi.org/10.3390/cryst11111400
Zhao J, Ning L, Jiang Z, Li Y. Design and Development of a Novel Ultrasonic Field Wetting Angle Measuring Instrument for Researching the Wetting of the Liquid–Solid Interface. Crystals. 2021; 11(11):1400. https://doi.org/10.3390/cryst11111400
Chicago/Turabian StyleZhao, Jingtao, Liping Ning, Zongming Jiang, and Yinglong Li. 2021. "Design and Development of a Novel Ultrasonic Field Wetting Angle Measuring Instrument for Researching the Wetting of the Liquid–Solid Interface" Crystals 11, no. 11: 1400. https://doi.org/10.3390/cryst11111400
APA StyleZhao, J., Ning, L., Jiang, Z., & Li, Y. (2021). Design and Development of a Novel Ultrasonic Field Wetting Angle Measuring Instrument for Researching the Wetting of the Liquid–Solid Interface. Crystals, 11(11), 1400. https://doi.org/10.3390/cryst11111400