1. Introduction
Additively manufactured (AM) Ti6Al4V has been studied extensively in a wide scope, ranging from powder characterization [
1], residual stresses [
2,
3,
4], porosity [
5], and heat treatment to a combination of heat treatment and high isostatic pressing (HIP) [
6]. Most of these studies were dedicated to achieving AM Ti6AlV parts with superior mechanical properties to those produced via traditional conventional manufacturing processes such as forging, rolling and casting. The aim was to achieve full realization of the benefits associated with AM processes and adoption of this technology in manufacturing of functional components of Ti4Al4V such as turbine engines and orthopaedic implants. The as-built direct metal laser sintering (DMLS) produced Ti6Al4V shows high strength and low ductility due to resulting acicular (α′) microstructure. Modification of microstructure via heat treatment or thermo-mechanical heat treatments can result in optimization of the mechanical properties of these parts.
The grains of polycrystalline metals and alloys follow patterns that are induced by the manufacturing process such as rolling, drawing and forging processes that generally involve heat treatment and cooling at various rates. The patterns are commonly referred to as having a crystallographic texture. Materials are said to be strongly textured if 30% to 40% grains have similar orientation [
7]. Strong texture can lead to anisotropic mechanical properties of parts. Texture has been reported to cause differences in mechanical properties in Ti6Al4V with respect to the loading axes [
8]. The microstructure of DMLS Ti6Al4V is anisotrophic if the build direction is considered. Longitudinal sections parallel to the build direction show large elongated prior β-grains with their interiors filled with needle-like α′ martensitic lathes. The columnar prior β-grains in the AM process are normally a result of vertical thermal gradients of the build process that cause the grains to solidify and grow epitaxially along the build direction in the β-phase field [
9]. Subsequent high cooling rates to room temperature transform the β-phase to α′-phase, leaving elongated β-grain boundaries observable [
10]. Even though the columnar β-grain boundaries should cause anisotropy of the mechanical properties of the as-built parts, some studies have pointed out that the random orientation of α′/α-grains within them weakens such anisotropy [
10,
11]. It has also been suggested [
10,
12] that these elongated β-grain boundaries can be preferential regions for crack initiation and propagation for tensile loads acting orthogonal to the build direction.
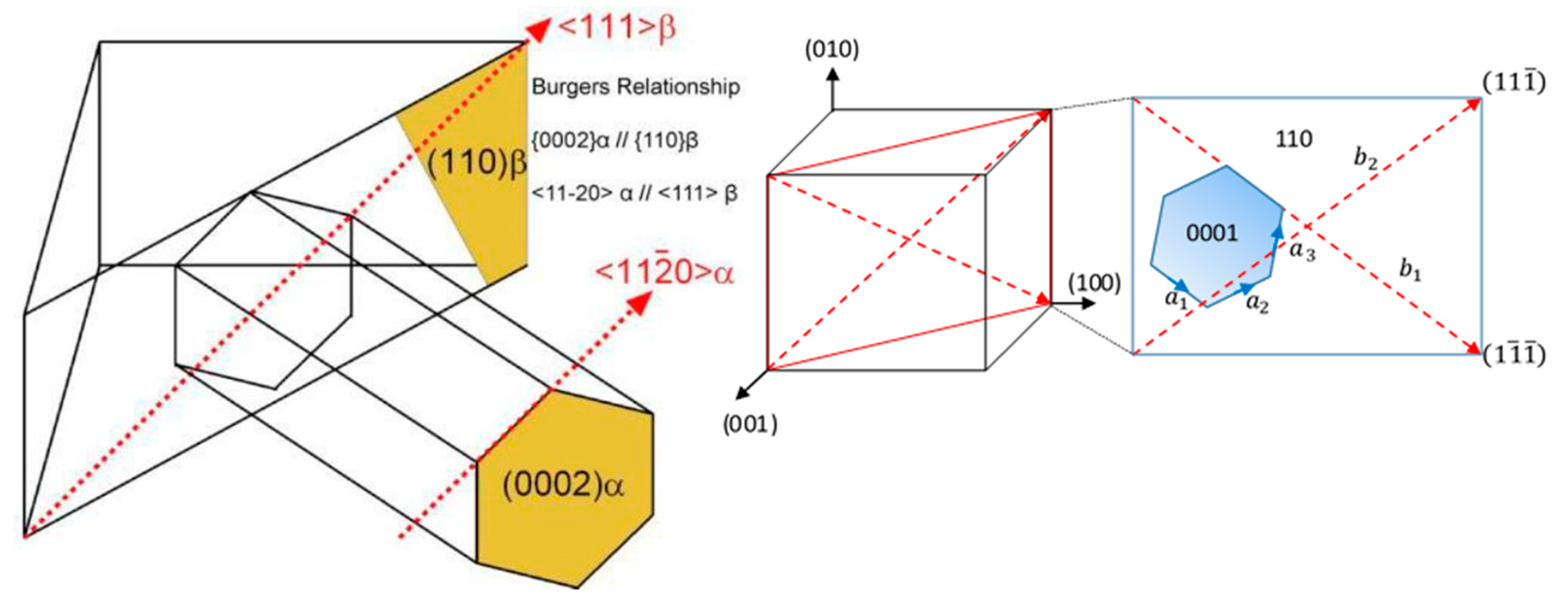
Generally, in Ti6A4V, phase transformation takes place between a high temperature body-centred cubic (bcc) phase (β-phase) and a low-temperature hexagonal closed packed (hcp) phase (α′/α –phase) [
6,
9,
13]. The transformation α→β occurs during heating and β→α during cooling. During either of these transformations, the closed packed planes
corresponds to
whereas the two slip directions in bcc lattices relate to the slip directions of nearest-neighbours in hcp lattices,
. This transition is known as Burgers orientation relationship (BOR) [
13] and is illustrated in
Figure 1.
As seen in
Figure 1, the perfectly aligned directions of the bcc and hcp phases are <a
1> and <b
1>. There exists a second direction <a
2> that is reasonably aligned with the <b
2> direction (with
10.52° misorientation). The third direction <a
3> in the
slip plane is misaligned (with
misorientation) with respect to the <b
1> Burgers vector in the corresponding bcc phase. The six
planes in a bcc crystal give rise to six possible
orientations. Moreover, each
plane contains two
slip directions, as seen in
Figure 1, that can be aligned to the <a
1> direction. Thus, there are 12 possible α′/α-grain patterns that can nucleate from a single prior β-grain during cooling. If all 12 variants are formed with equal statistical probability during the β→α transformation, this could lead to a weak α-texture. However, it has been shown that there is a preferential tendency of some of the different α′/α orientations to nucleate more than others, which is commonly referred to as variant selection [
10,
14]. The presence of specific grain boundary characteristics in the high-temperature β-phase has been considered to enhance certain variants during transformation in titanium alloys [
14]. The development of texture during the β→α transformation may also be influenced by the characteristics of texture of the high-temperature β-phase, as well as the annealing temperature and cooling rate [
15].
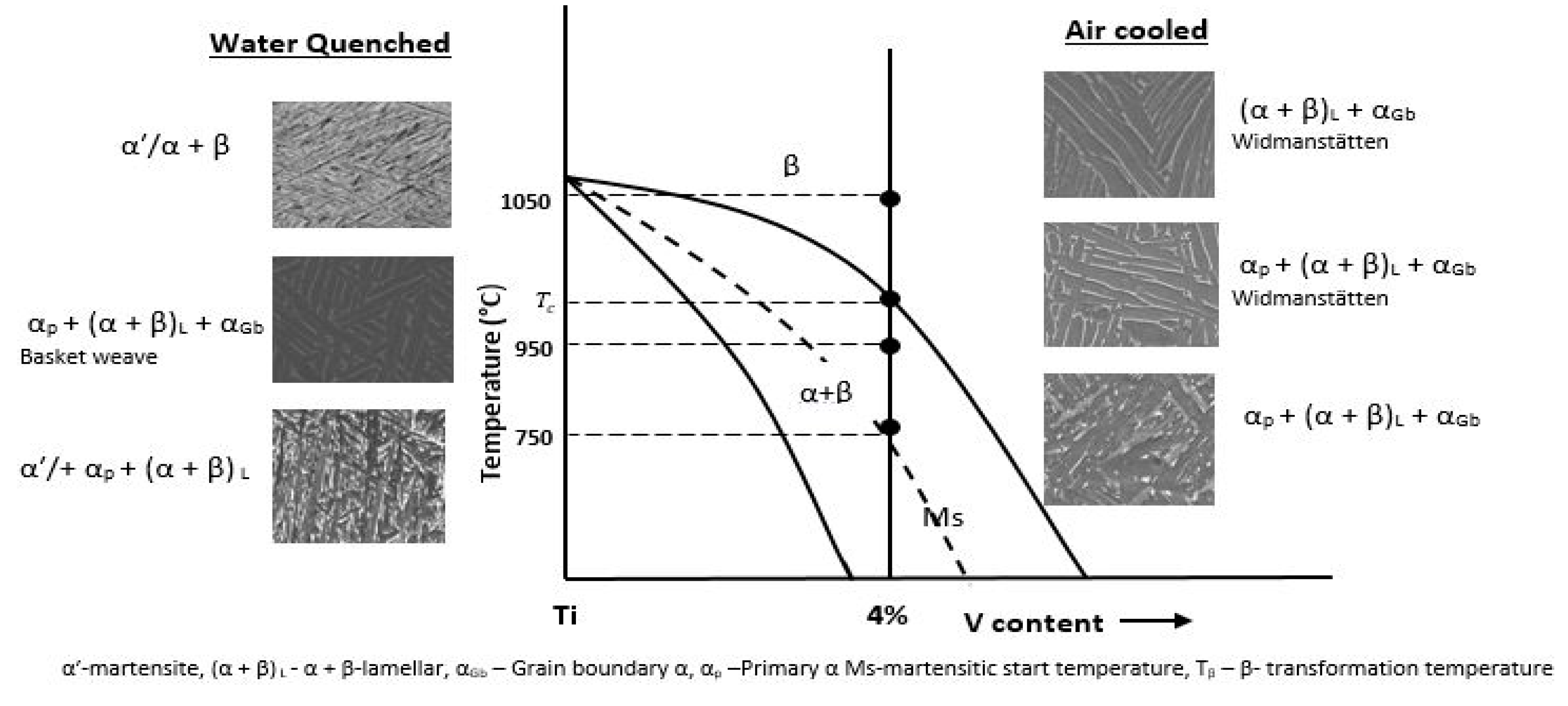
High cooling rates, such as water quenching and the ones experienced during the DMLS process, which are in the range of 10
4–10
6 K/s [
16] promote displacive (diffusionless) β→α-phase transformation, leading to the formation of martensitic microstructure. Moderate to low cooling rates, however, lead to diffusional β→α-phase transformation to form more stable microstructure such as basket weave and Widmanstätten microstructures. A schematic diagram of the Ti6Al4V phase transformation and typical morphology of the resultant microstructures is shown in
Figure 2.
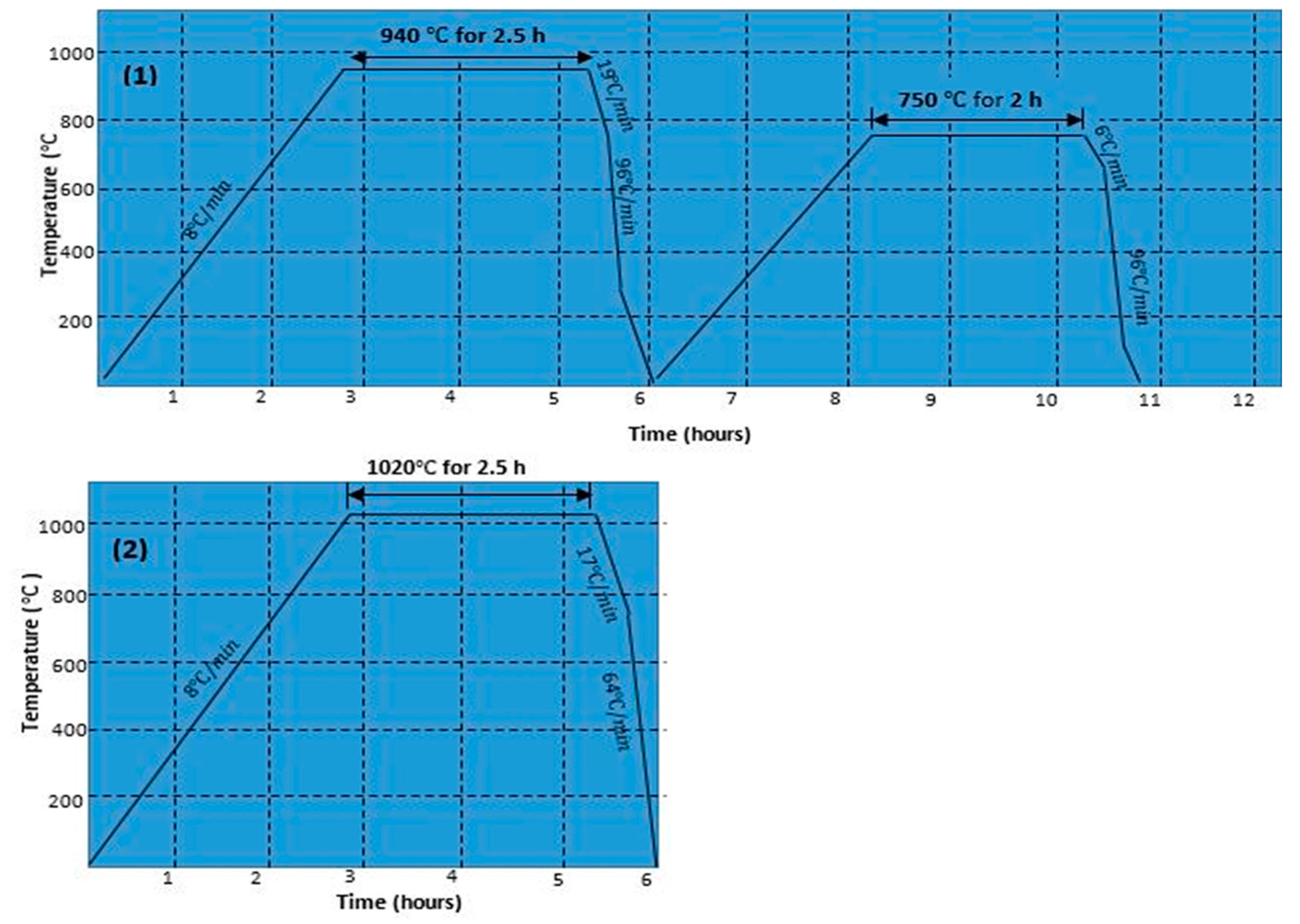
The aim of this paper is to study the crystallographic textures of martensitic, basketweave and Widmanstätten microstructures of DMLS Ti6Al4V (ELI), which are normally formed upon heat treatment of the martensitic structure just below and above the transformation temperature, respectively, followed by furnace cooling (FC). A detailed description of the variant selection of the α′/α in selected grains of the parent β-grains upon reconstruction of the grains of the three alloys then follows.
3. Results and Discussion
The Ti6Al4V (ELI) samples were indexed with the cell parameters of the respective phases: (a) for Ti-Hex as a = 0.2954 μm and c = 0.4729 μm, and (b) for Ti-cubic as a = 0.3192 μm. The sample coordinates were defined by X, Y and Z directions. The Z-coordinate was the normal to the sample surface (out of plane) which was the direction of the EBSD scan vectors, while the X–coordinate was aligned to the build direction of the sample during the DMLS process.
Figure 5 shows the EBSD phase maps of the as-built and heat-treated DMLS Ti6Al4V (ELI) samples. This figure highlights the absence of the β-phase in the Ti6Al4V (ELI) alloy microstructure, immediately after production in the as-built state. A small proportion of about 5.1% and 2.7% of β-phase was detected in the heat-treated samples B and C, respectively.
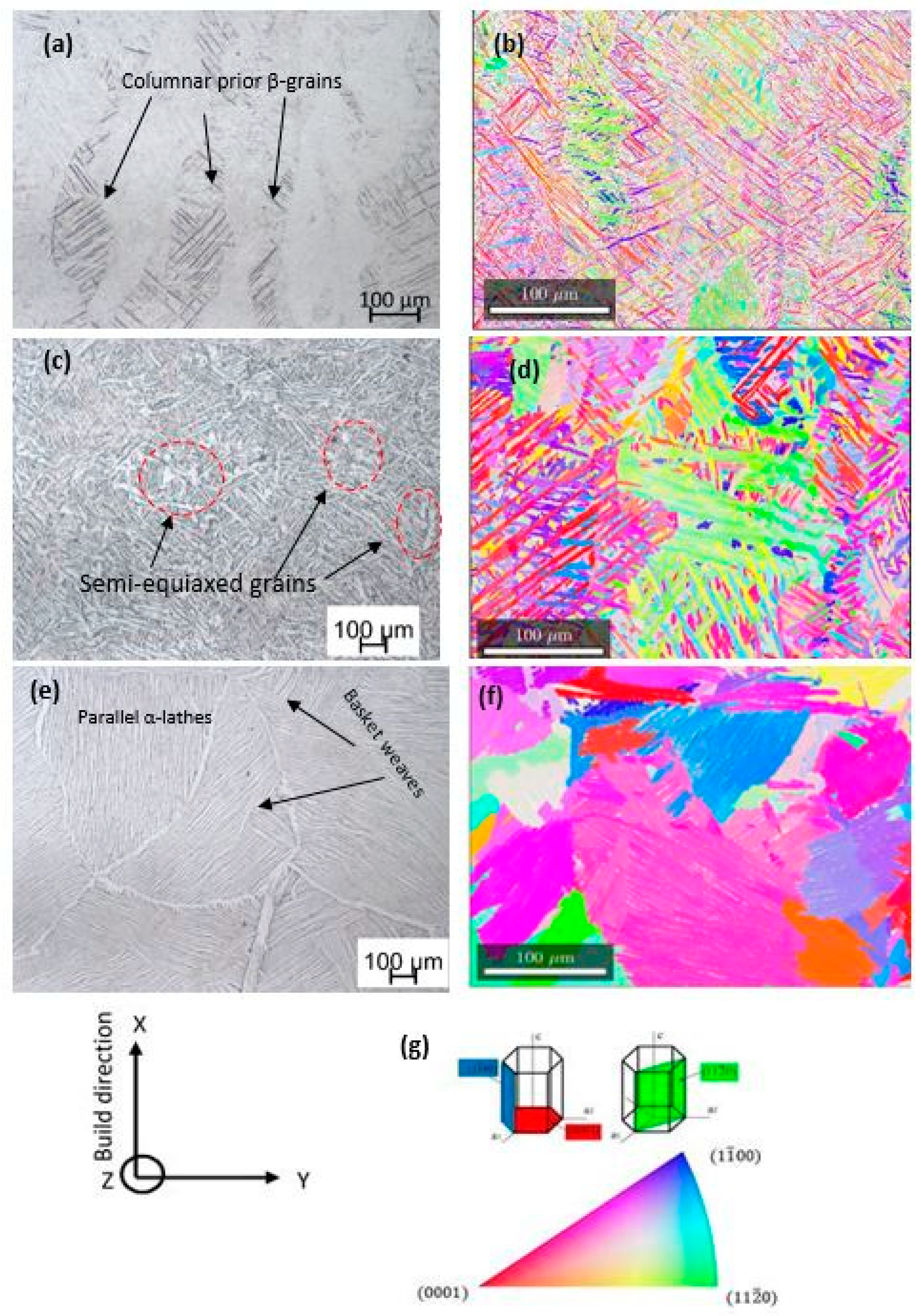
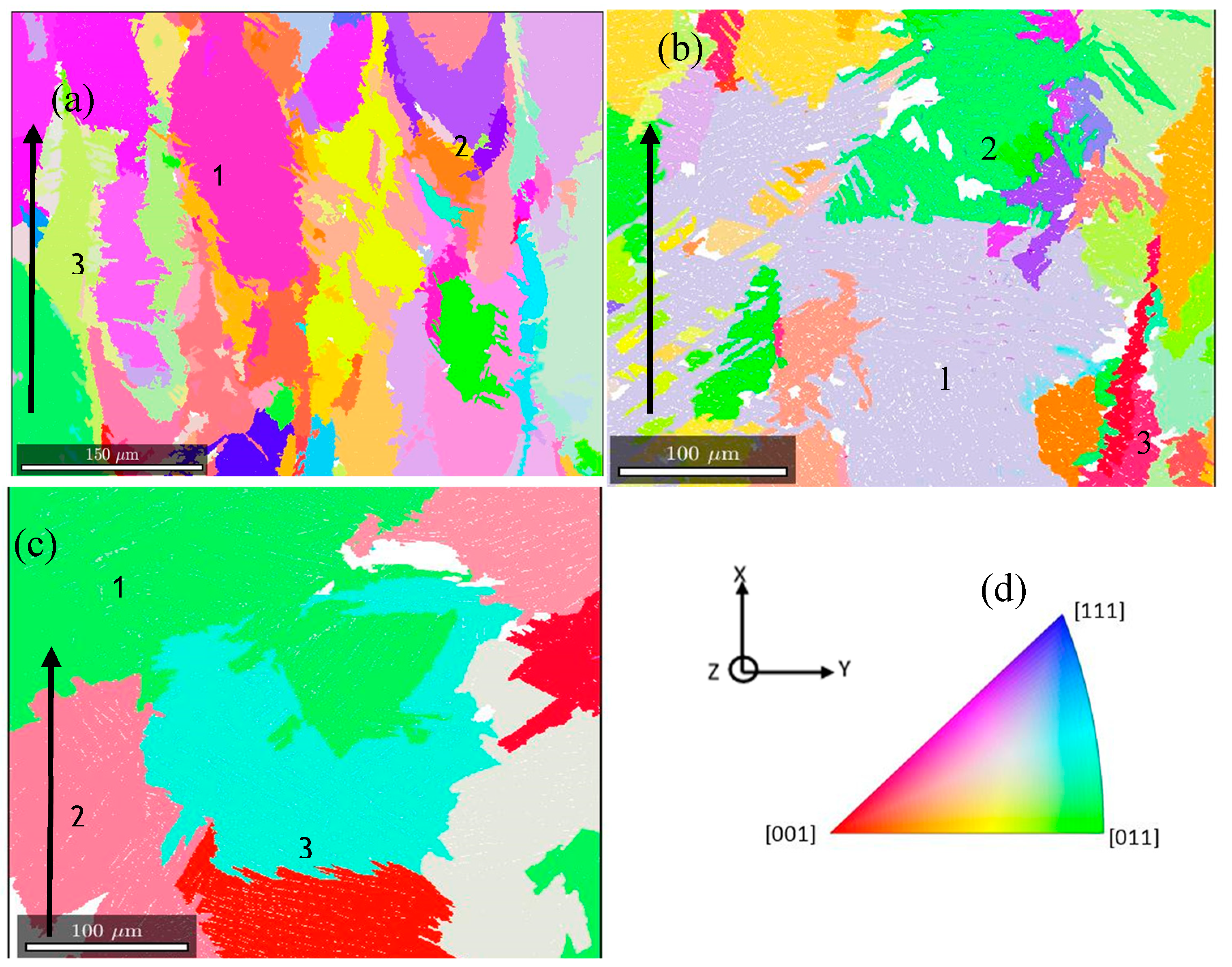
The optical images obtained and EBSD orientation maps for samples A, B and C are shown in
Figure 6. The optical microstructure of non-heat-treated DMLS Ti6Al4V (ELI) as shown in
Figure 6a is characterised by columnar β-grains, with a width of about 100–200 μm, epitaxially growing through multiple layers along the build direction. The α′ needle-like lathes with thicknesses of about 0.5–1.5 μm form in the interior of these elongated prior β-grains and extend to several hundreds of micrometres while confined to the width of prior β-grains. Samples B that were exposed to duplex annealing (940 °C/FC followed by 750 °C/FC) resulted in a coarse bi-phasic microstructure. The α-lathes in this case have an average thickness and length of about 6 μm and 150 μm, respectively. The shape of the α/β-grains as seen in
Figure 6c is lamellae-like and the lathes cross over each other to form a basketweave-like network. A few patches of semi-equiaxed grains are observed in this micrograph, while a larger portion of the microstructure consists of lamellar α and β-grains. Stefansson et al. [
23] suggested that to achieve at least 50% globularization of the α-phase in this heat treatment regime, a residence time of approximately 8 hours is necessary. However, in their work, the starting microstructure was equiaxed and deformed at local strains of 0.49. Therefore, for a starting fine martensitic microstructure of as-built DMLS Ti6AL4V (ELI), the globularization time is expected to be higher.
Samples C that were heat-treated above the α→β transformation temperature have the epitaxial prior β-grains replaced by equiaxed and semi-equiaxed prior β-grains shown in
Figure 6e. The diameter of these prior β-grains are in the range of 150–500 μm, indicating extensive growth of β- grains in the as-built material during this heat treatment. Typical Widmanstätten microstructure with large colonies of α-grain characterises this microstructure as seen in
Figure 6e. The colonies contain several parallel packed α-plates whose length is limited by the adjacent α-colonies. In some areas within the β-grains some α-lathes cross each other to form a basketweave-like network. The width of the α-lathes within the colonies is in the range of 7–15 μm, while the average width of these lathes determined through the line–intercept method is 9 μm.
Additionally, a much thicker continuous grain boundary comprised of α-phase can be observed in
Figure 6e, which has a width in the range of 9–25 μm. The equiaxed and semi-equiaxed grains seen in
Figure 6e are normally created by splitting of the columnar prior β-grains at high temperatures in the β-region. These temperatures provide sufficient thermal energy to cause a reduction in the interfacial energy, thus causing the movement of the initial β-grain boundaries. This process induces recovery and nucleation of the new grain boundaries.
The IPF key shown in
Figure 6g has colour codes related to specific orientations: red, green and blue representing the family of planes
,
and
, respectively, parallel to the X-Y surface. The martensitic α′ needles with randomly prevailing texture are now conspicuously visible in
Figure 6b. High numbers of orientations within each prior β-grain can be observed in this micrograph. The random α′ texture exhibited by samples A has a mixed overall configuration, largely between
, and
planes. Some α′-grain orientations tend to repeat within the same prior β-grains, as indicated by the repetition of the same colour of these lathes in
Figure 6b. As seen in
Figure 6d, extensive growth of α-lathes occurred during this cycle 1 heat treatment. In
Figure 6f, the equiaxed and semi-equiaxed morphologies of prior β-grains are apparent and have orientation maps showing various colonies, each colony with the same α-grain orientations. Similar to samples A, the overall α-grain configuration in samples B and C is largely between the
, and
planes.
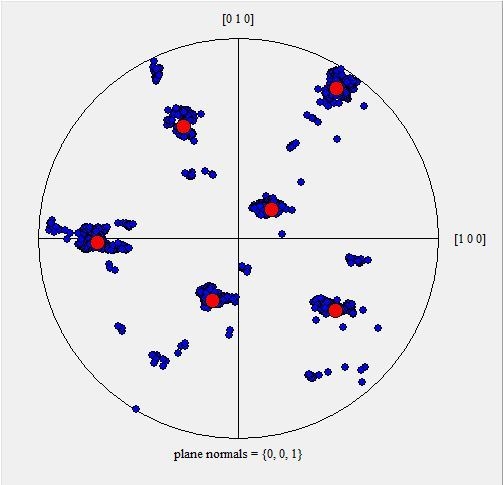
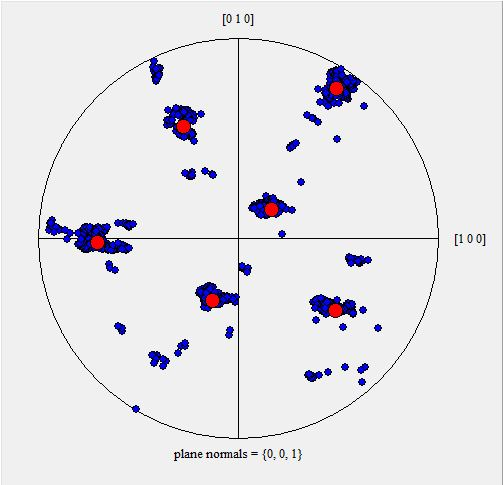
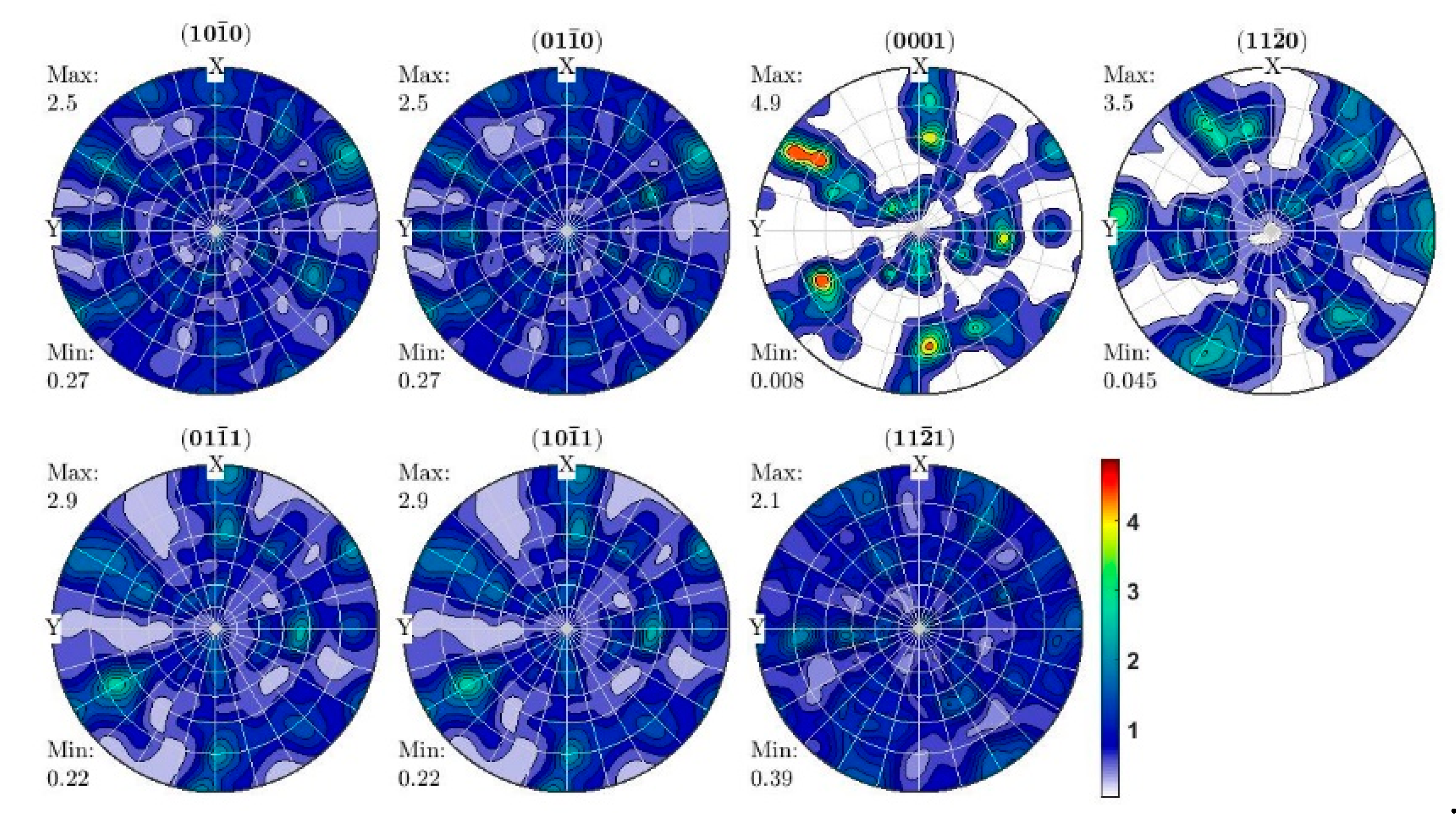
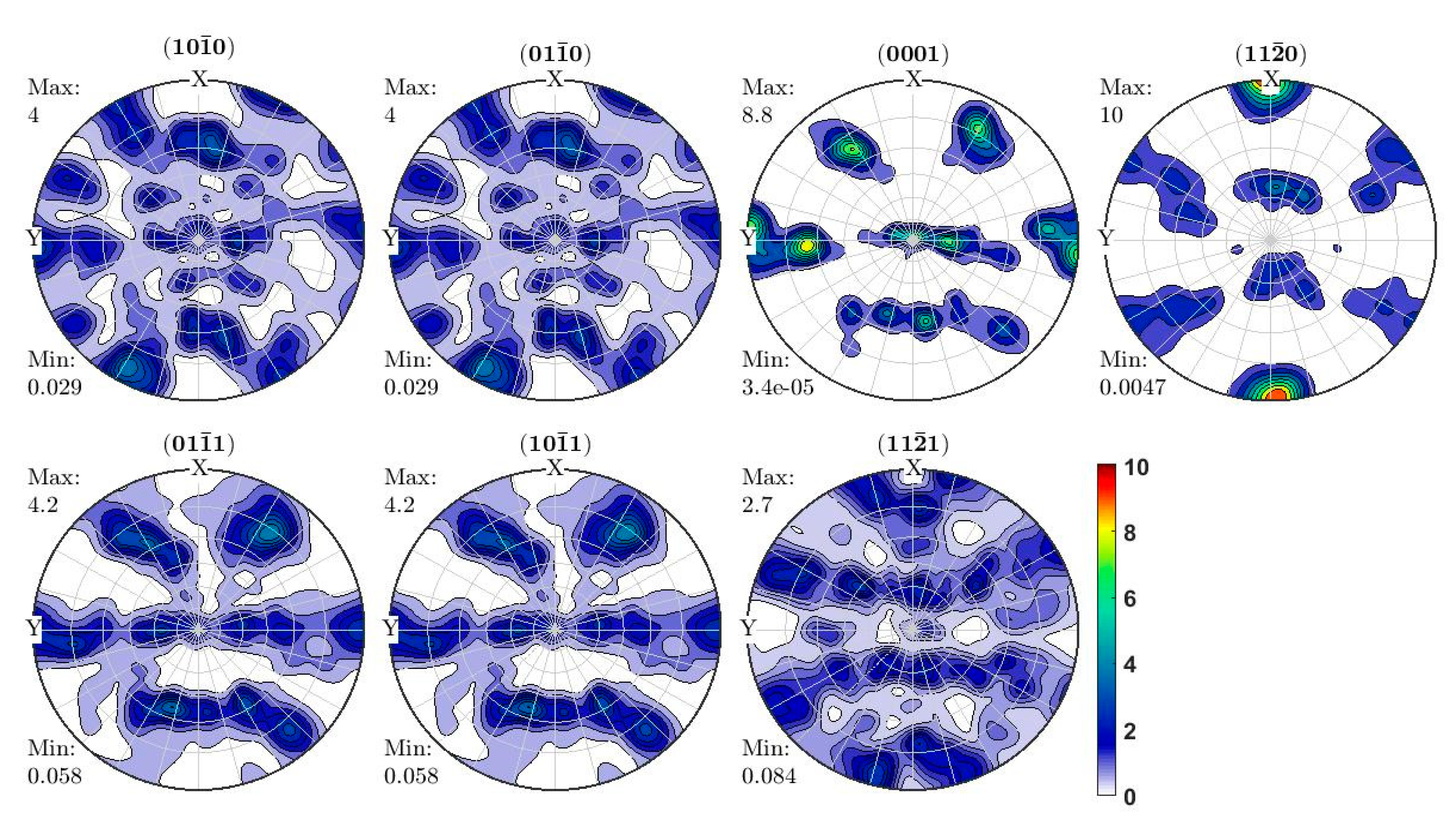
To study and compare the textures of the three forms of DMLS Ti6A4V (ELI) alloy, the orientation density from the various crystal planes of α-phase, namely
and
, were plotted and presented in the form of pole figures (PFs). The intensities were visualised in terms of contours and colours and were expressed as multiple unit density (MUD).
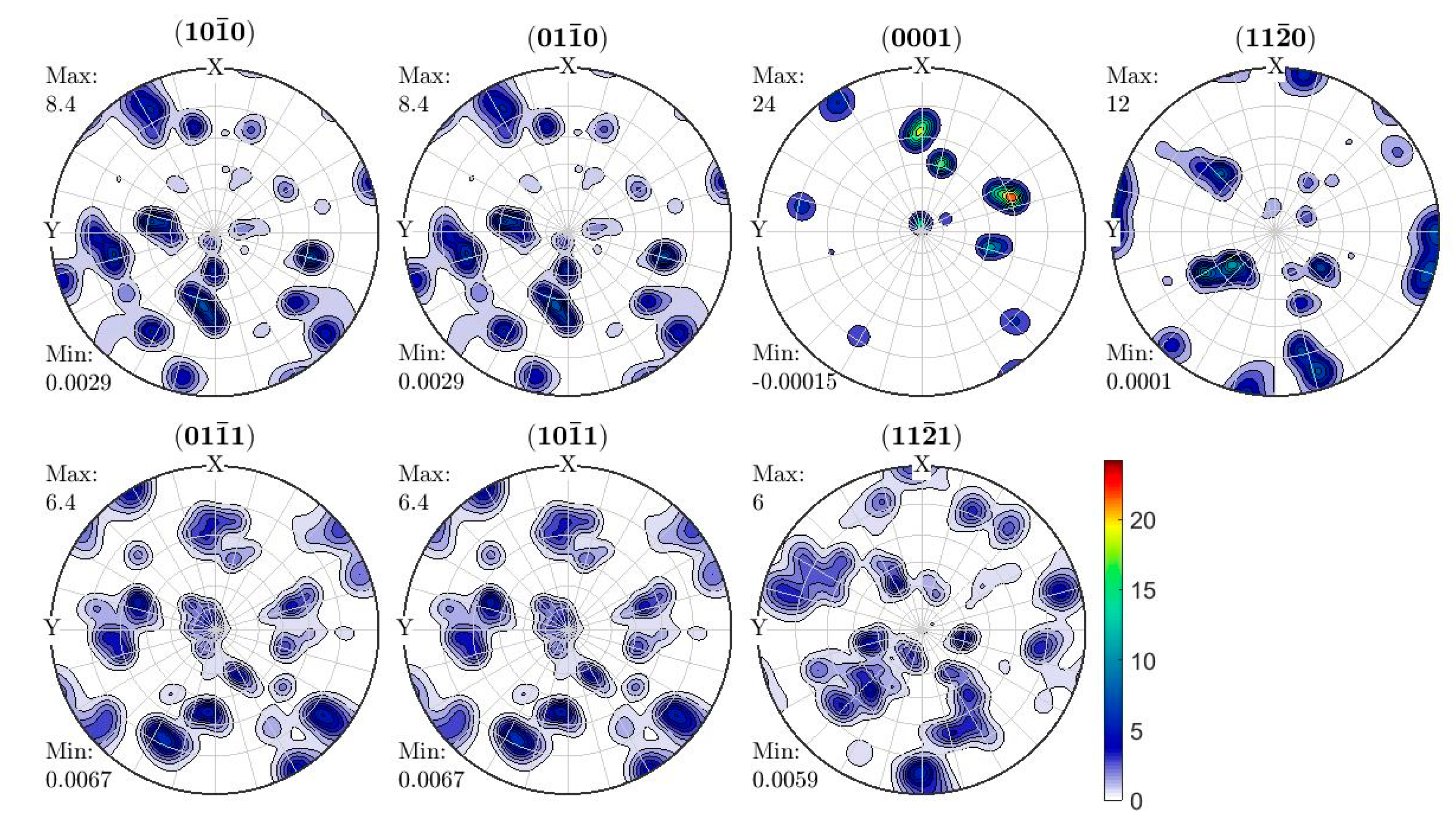
Figure 7,
Figure 8 and
Figure 9 show the α′/α contour pole figures of samples A, B and C, and a summary of the maximum values of the texture in the form of MUD of the different planes is presented in
Table 3. It is worth mentioning here that all the EBSD scans were carried out in an equal area for all samples defined by a grid area of 980 μm and 735 μm, and therefore the influence of heat treatment on the micro-texture could be deducted from the results obtained. The α′/α-phase texture intensity of the three different samples is quite different.
The maximum intensities of texture for samples A are significantly weaker in comparison with the maximum intensities of texture for the other samples, with values in the range of 2.1 to 4.9. There is a slight improvement of the maximum texture intensity values in samples B with the values in a range of 4.0 to 10.0. A significant improvement in texture intensity is noted in samples C with maximum values in the range of 6 to 24. This remarkable improvement is a result of colonies of α-grains that contain numerous parallel α-lathes with the same crystallographic orientation shown in
Figure 4. This is also an indication that significant effective aggregation of variants occurred after heat treatment.
It can also be argued that while the sampling grid-area is constant, the remarkable growth of α-lathes from about 0.5 μm in the as-built state to about 6μm and 15 μm after heat treatment for samples B and C, respectively, could contribute to the increased frequency of orientations of planes seen in in
Figure 4 and
Table 3. This inference is based on the fact that an increase in the size of α-grains could mean an increase in the number of α-crystals packed within the grains, since the crystal lattice constants remain unchanged after heat treatment. Of all the planes the maximum values of MUD of the
plane is the highest for samples A and C, while for samples B it is highest in the
plane. A remarkable change in position of the {0001} and {11
0} poles is evident after heat treatment as seen in
Figure 8 and
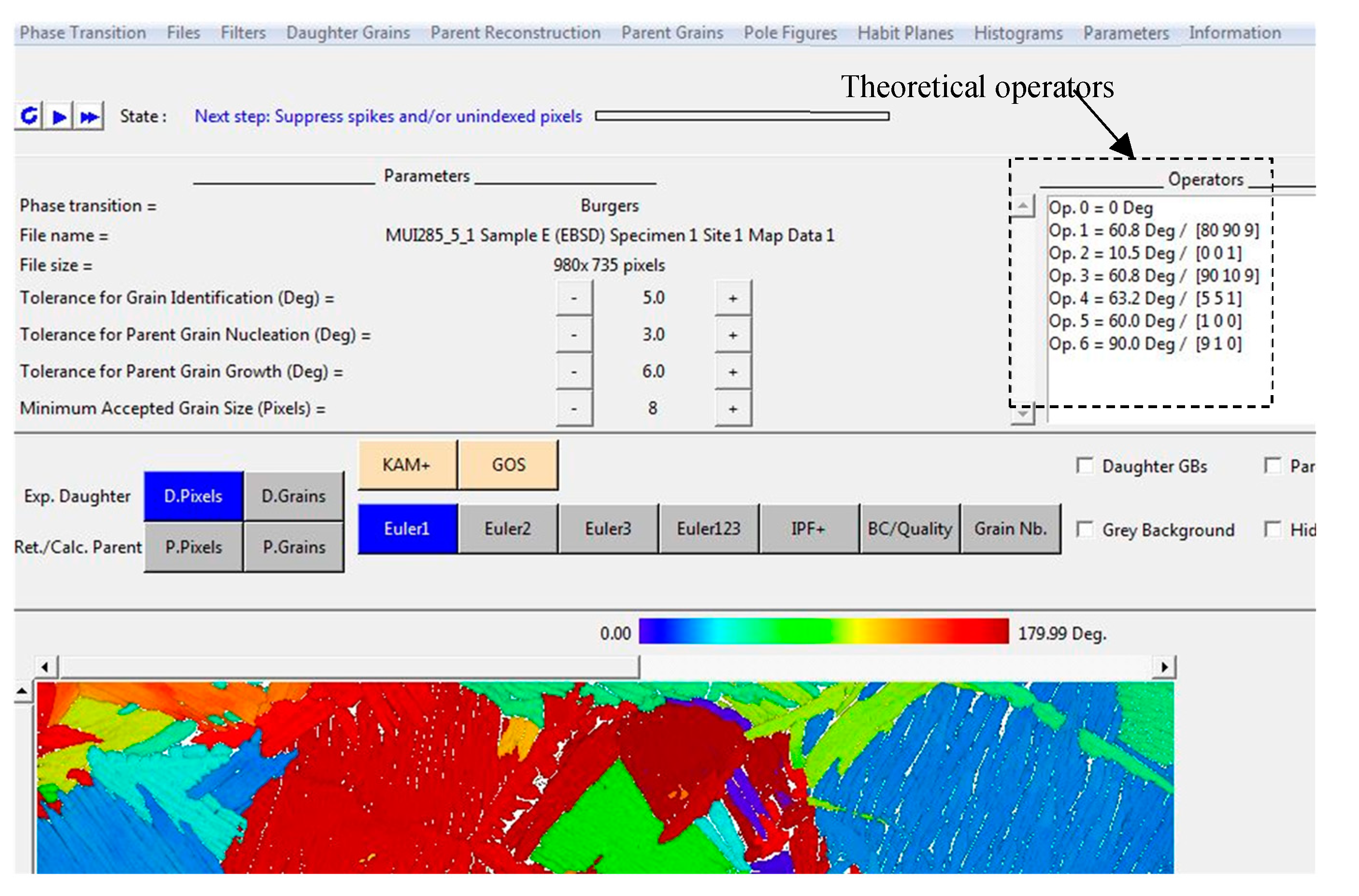
Figure 9. This is possibly due to restoration of the microstructure that took place after heat treatment and furnace cooling to room temperature. The orientation, texture and the statistics of α′/α-grains that could help understand the variant selection mechanism in the β→α transformation were determined after reconstruction of parent β-grains from EBSD data using ARPGE.
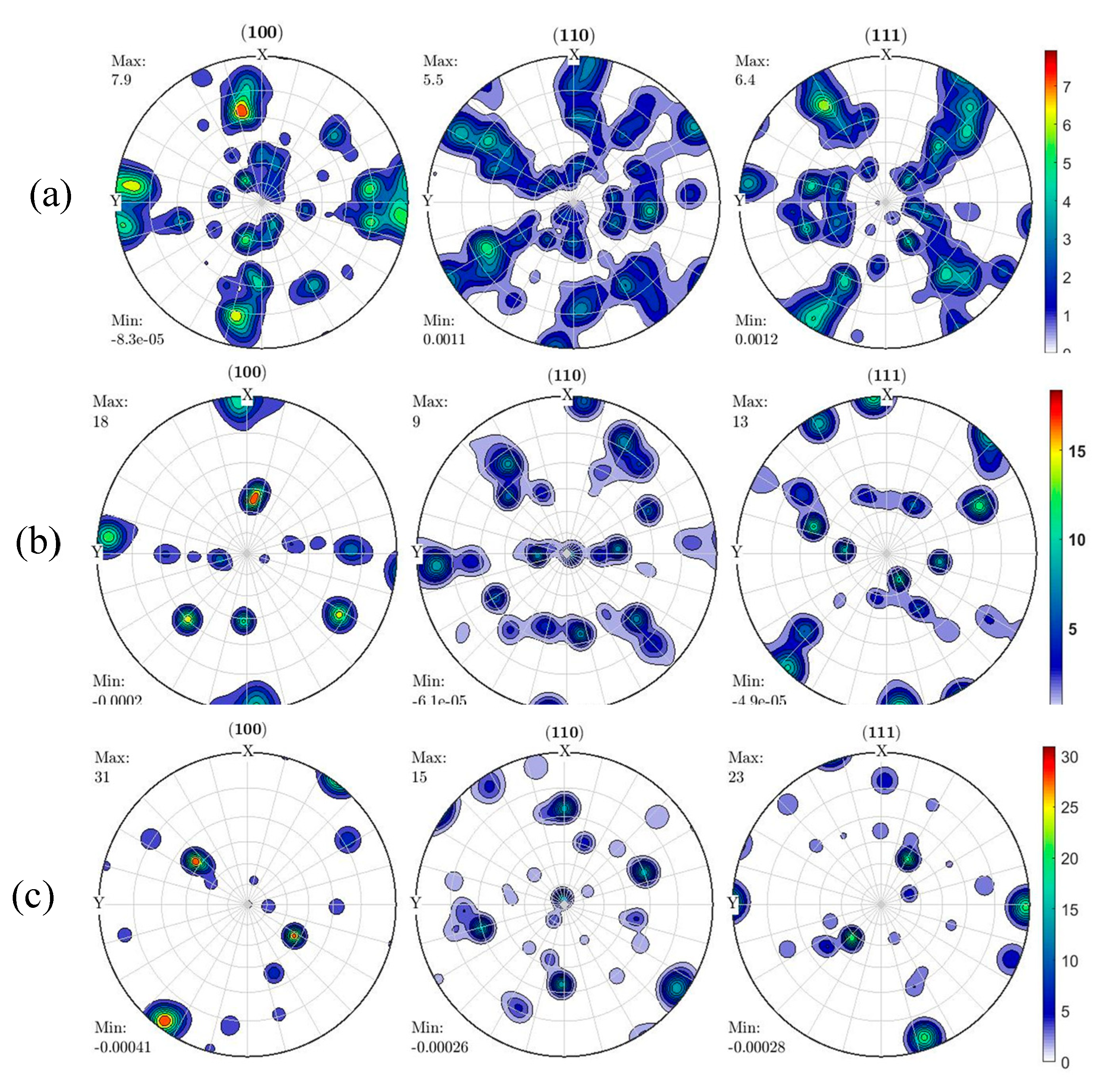
Figure 10 and
Figure 11 show the Euler orientation maps and pole figures of the reconstructed prior β-grains, respectively, from the EBSD data set of
Figure 6b,d,f.
Pole analysis of samples A and B presented in
Figure 11a,b, respectively, shows the (100) poles to be mainly concentrated in the X-build direction as the intensity of these planes is higher than the rest. The development of this typical fibrous texture of the β-grains with the ⟨
⟩ directions parallel or near parallel to the build direction has also been reported in the recent literature for Ti6Al4V AM material [
24,
25,
26]. Grain re-orientation has been reported to occur during columnar growth of the β-phase, giving rise to a preferred ⟨
⟩
β orientation aligned with the maximum thermal gradient [
10,
14,
22].
For the DMLS process, the base plate and subsequent prior deposited layers act as heat sinks during deposition, while the laser beam provides the source of heat from above. Consequently, the maximum thermal gradient during the building process is along the build direction. While this elucidates the alignment of the fibrous texture in the build direction of the prior β-grains in DMLS parts, this fibrous texture disappeared in samples C. This was a result of decomposition of columnar prior β-grains upon heat treatment. However, these planes showed a stronger ⟨
⟩
β texture with an intensity of about 31 in comparison to samples A and B with a texture intensity of 7.9 and 18, respectively. As seen in
Figure 10, and for equal EBSD scan area, samples B and C contained fewer prior-β-grains in comparison to samples A, which is due to growth and lateral expansion of prior β-grains after heat treatment. This explains the stronger texture intensity in samples B and C in comparison to sample A. As seen in
Figure 7,
Figure 8,
Figure 9 and
Figure 10, the overall texture of transformed α′/α-grains were weaker than those of the β-grain texture. Undoubtedly, this suggests that there was variant selection during the β→α-grain transformation. Thus, the α-grain texture was diluted, as there are 12 possible variants that could possibly form from a single prior β-grain.
There are six β-grain poles for the β-phase, namely (
)
β, (
)
β, (
)
β, (
)
β, (
)
β, (
)
β, that share the Burgers orientation with α′/α-grains. Two (
)
α poles among the 12 possibilities share a common
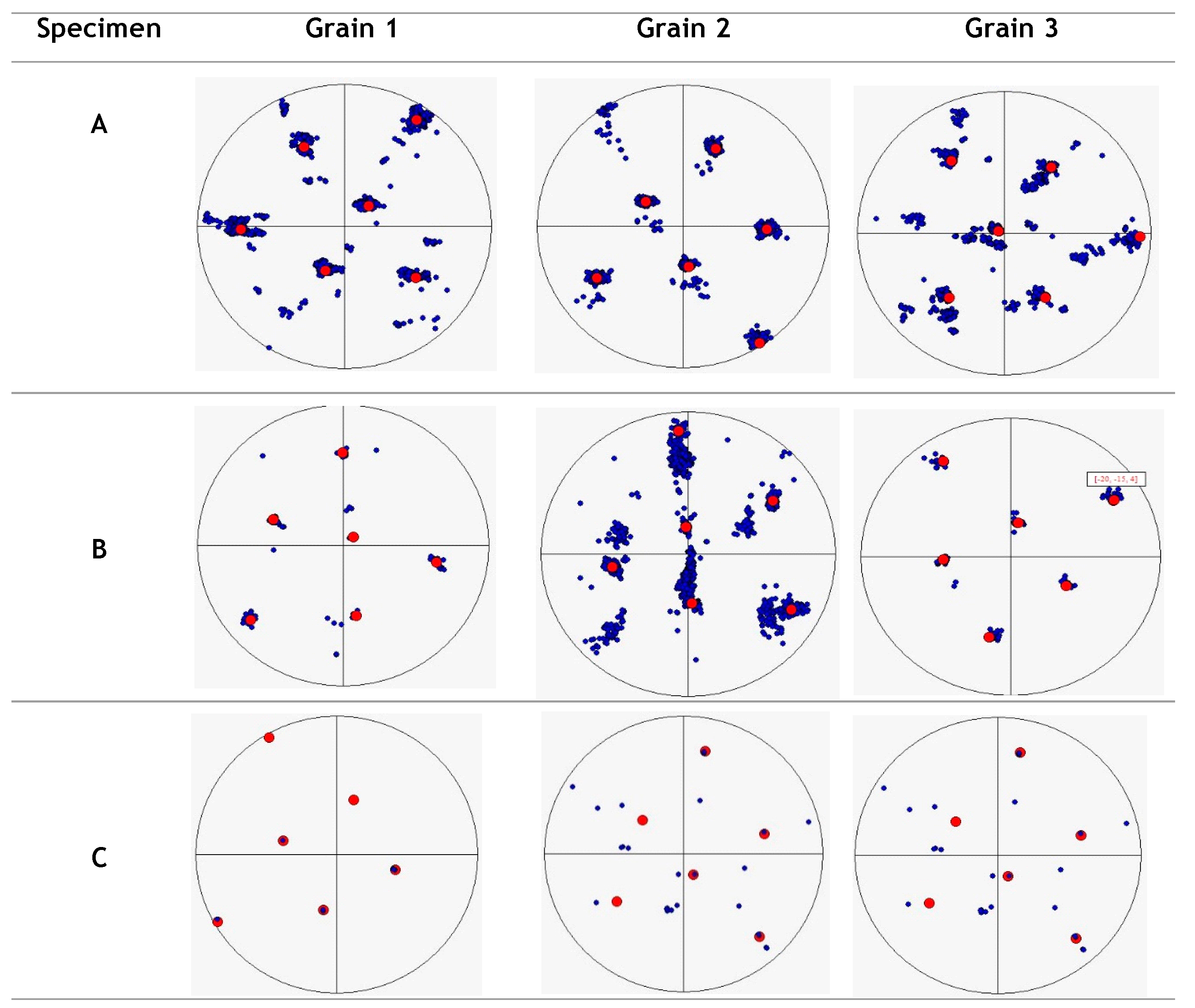
β pole. Therefore, six equivalent β-variants can be gathered from the defined α′/α variant orientations. The discrete pole figures of the α’/α and prior β-grains, and frequency distribution of α′/α-grain variants of at least three reconstructed parent grains labelled 1, 2 and 3 in
Figure 10 were obtained for the three samples and are presented in
Figure 12.
Analysis of these pole figures shows that even though the
)
α poles are clustered around
β poles for samples A and B, there is a significant spread in the orientations in between for the two phases. Interestingly, the BOR orientation spread in samples C are reduced drastically, with the
)
α and
β poles being perfectly superimposed. This shows there is a deviation from the known BOR in samples A and B. Since the β→α-grain transformation is known to respect the BOR during α-phase precipitation, the observation made in
Figure 12 could indicate that orientations were gradually distorted due the high cooling rate experienced in the DMLS process. The high cooling rate leads to accumulation of thermal residual stress and strain, which cause deformation and slight rotation of crystalline lattices due to lattice strain [
24].
When the Ti6Al4V alloy is heat-treated near or above the α→β transformation temperature followed by a moderate to slow cooling rate, the microstructure is characterised by competitive growth of α-grains, and large percentages of secondary α Widmanstätten structure, as seen in
Figure 6e,f. This type of structure accounts for homogenous orientations, and thus, together with the growth of α-grains, could explain how the cooling rate contributed to the high preferential nucleation of certain variants more than others, which consequently dominated the texture of the transformed microstructure.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}