Influence of Extrusion Temperature on the Corrosion Behavior in Sodium Chloride Solution of Solid State Recycled Aluminum Alloy 6061 Chips


 , ,
, ,  ,
,  and
and
Abstract
1. Introduction
2. Materials, Methods and Experiments
2.1. Manufacture of Chips
2.2. Chemicals, Electrochemical Cell and Corrosion Experiements
3. Results and Discussions
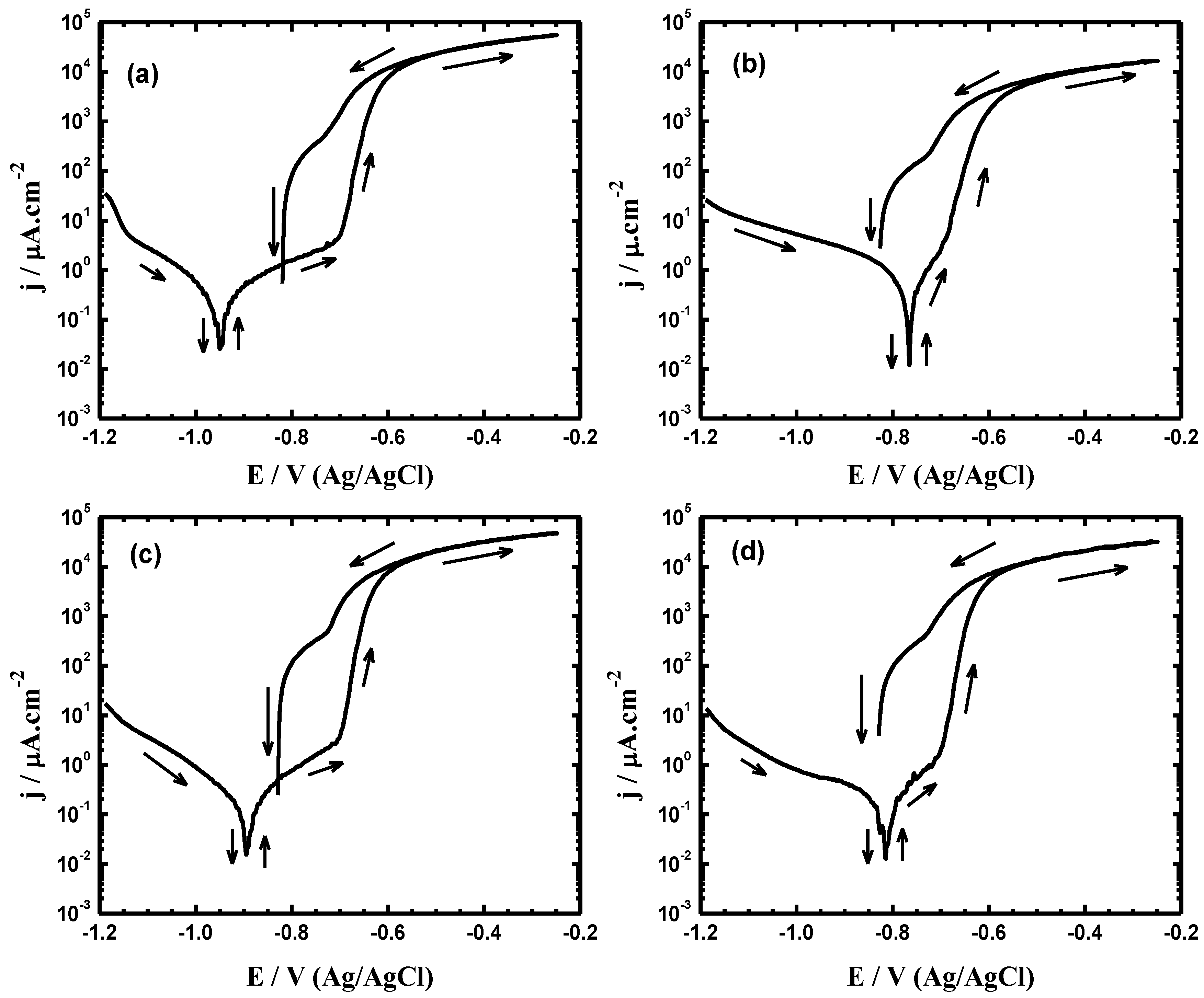
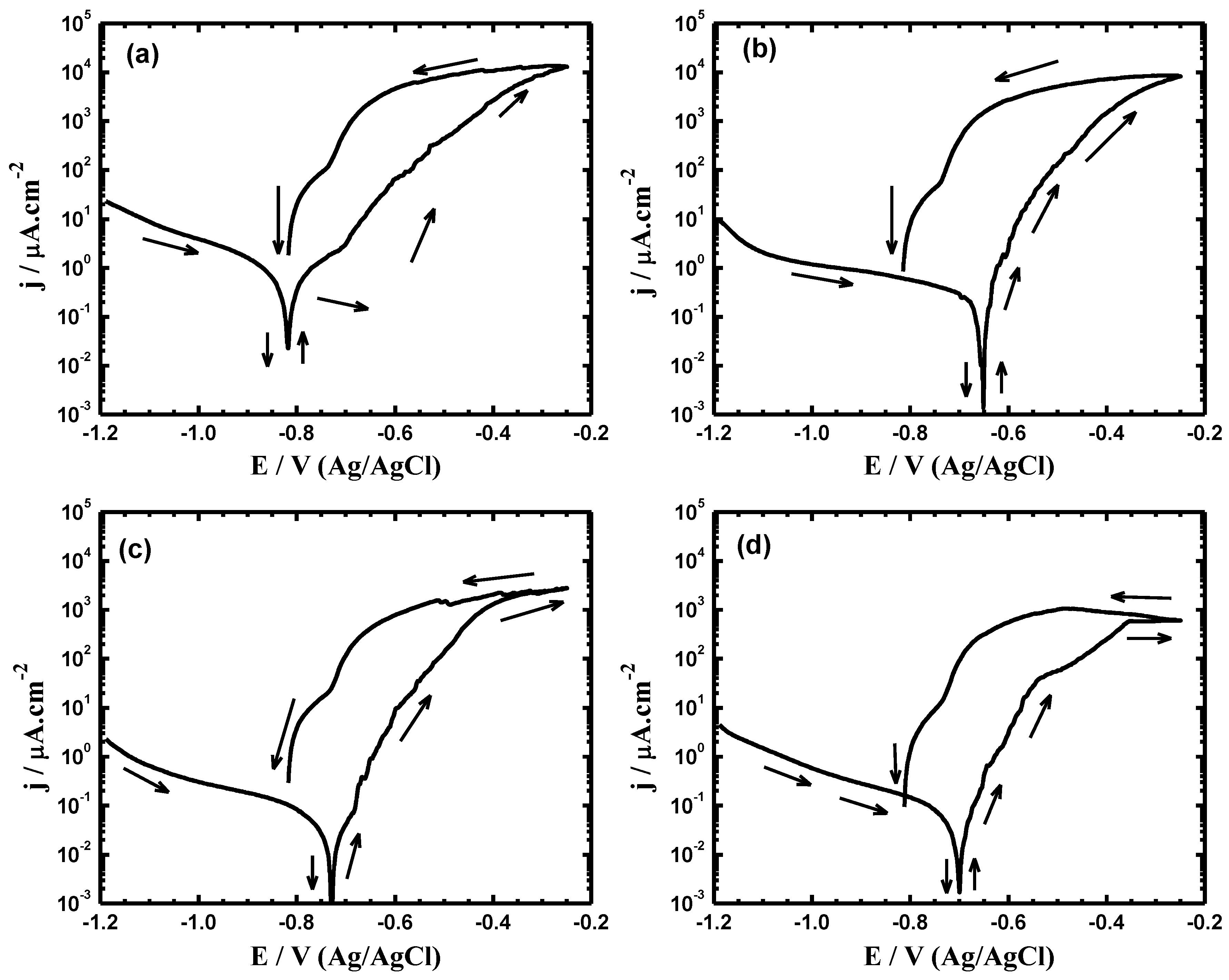
3.1. CPP Measurements
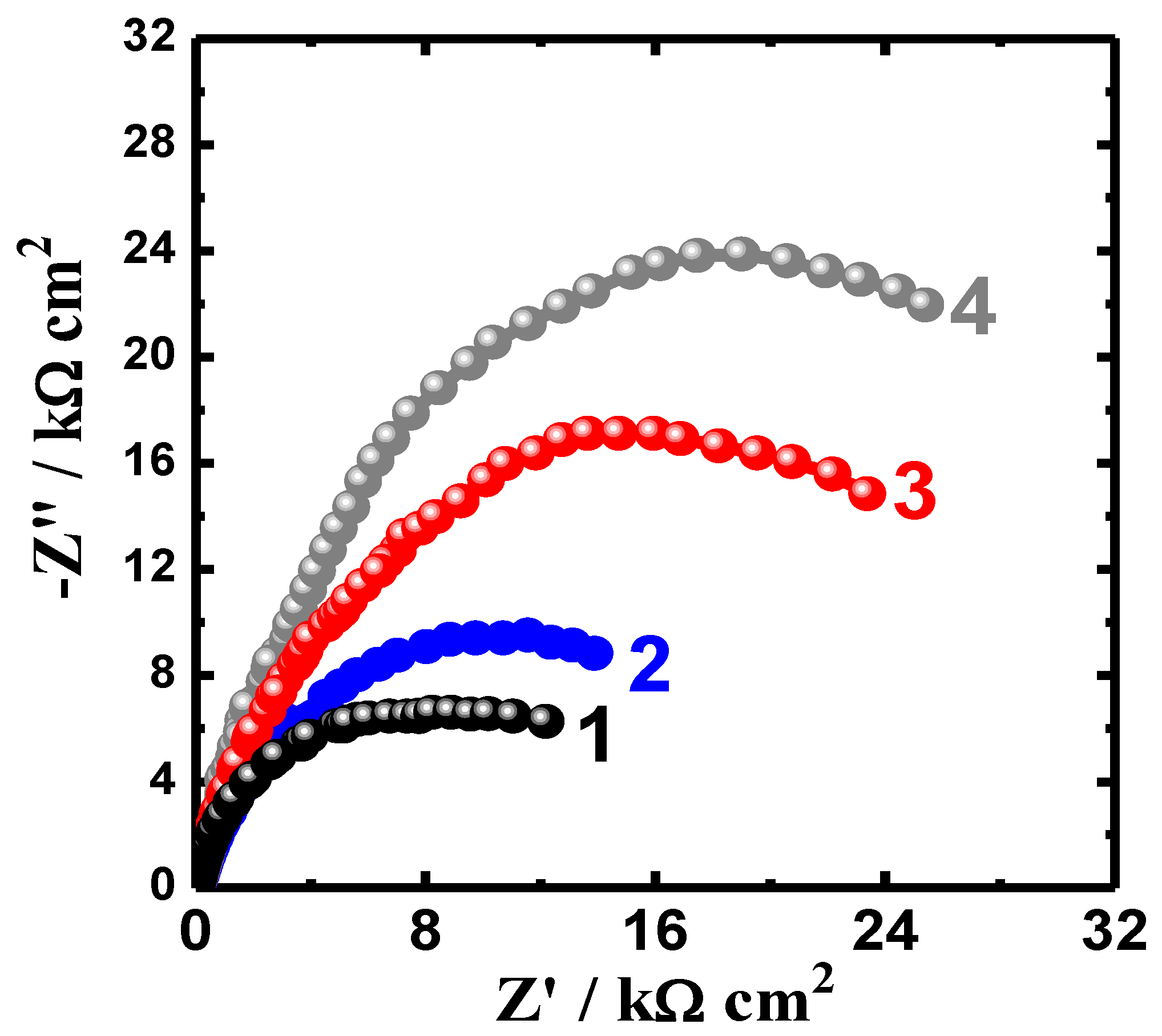
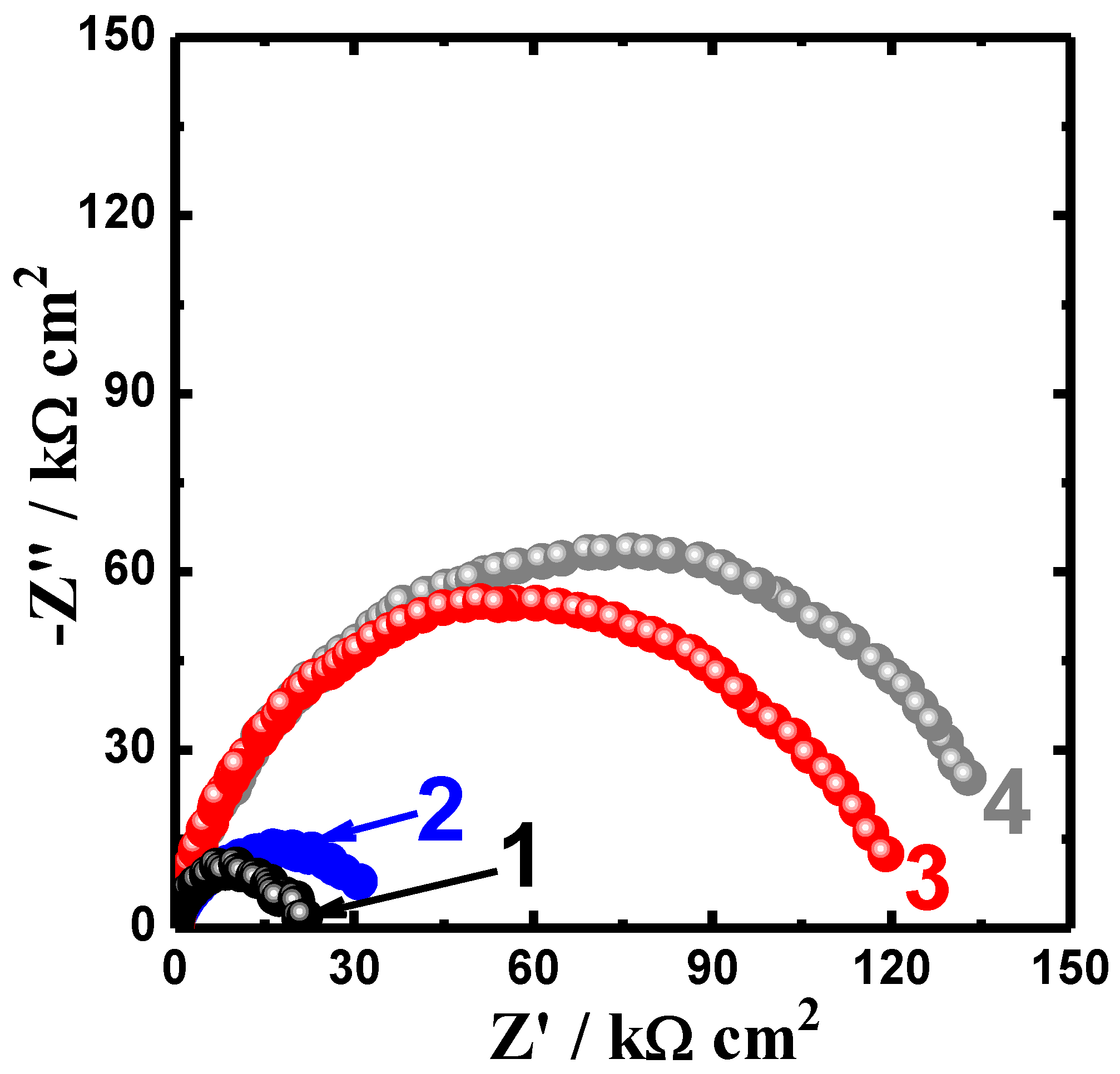
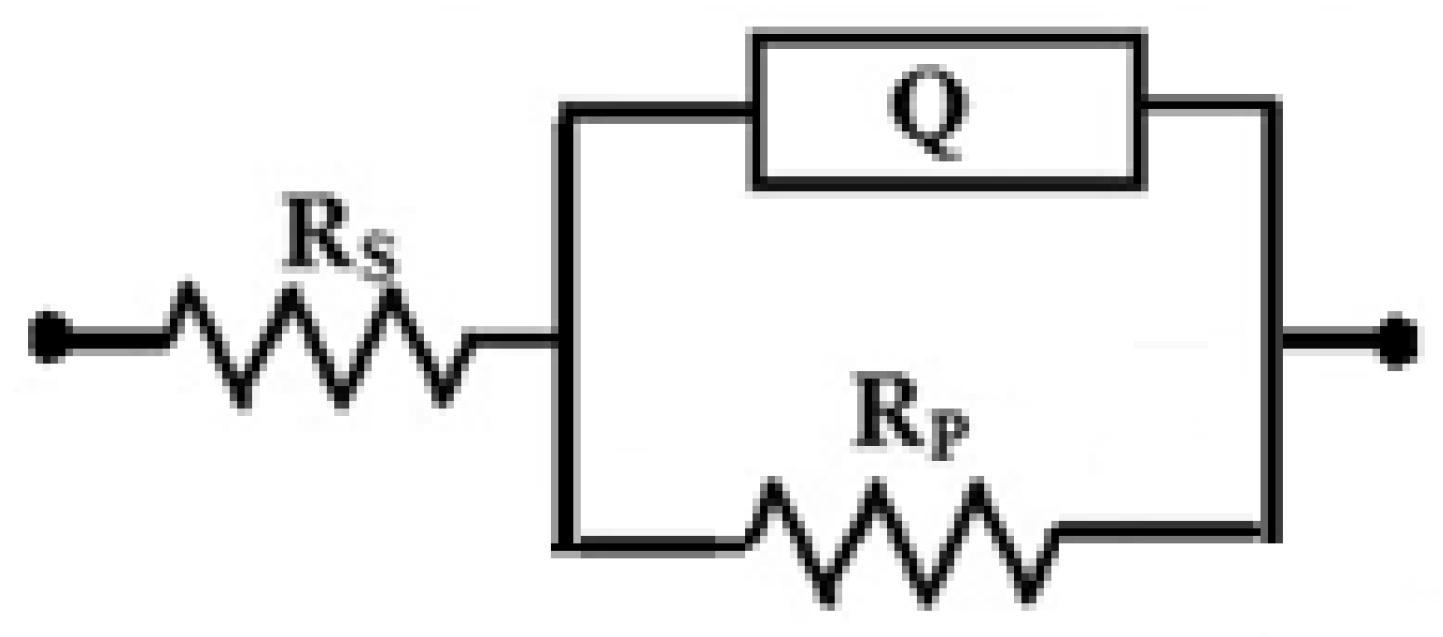
3.2. EIS Measurements
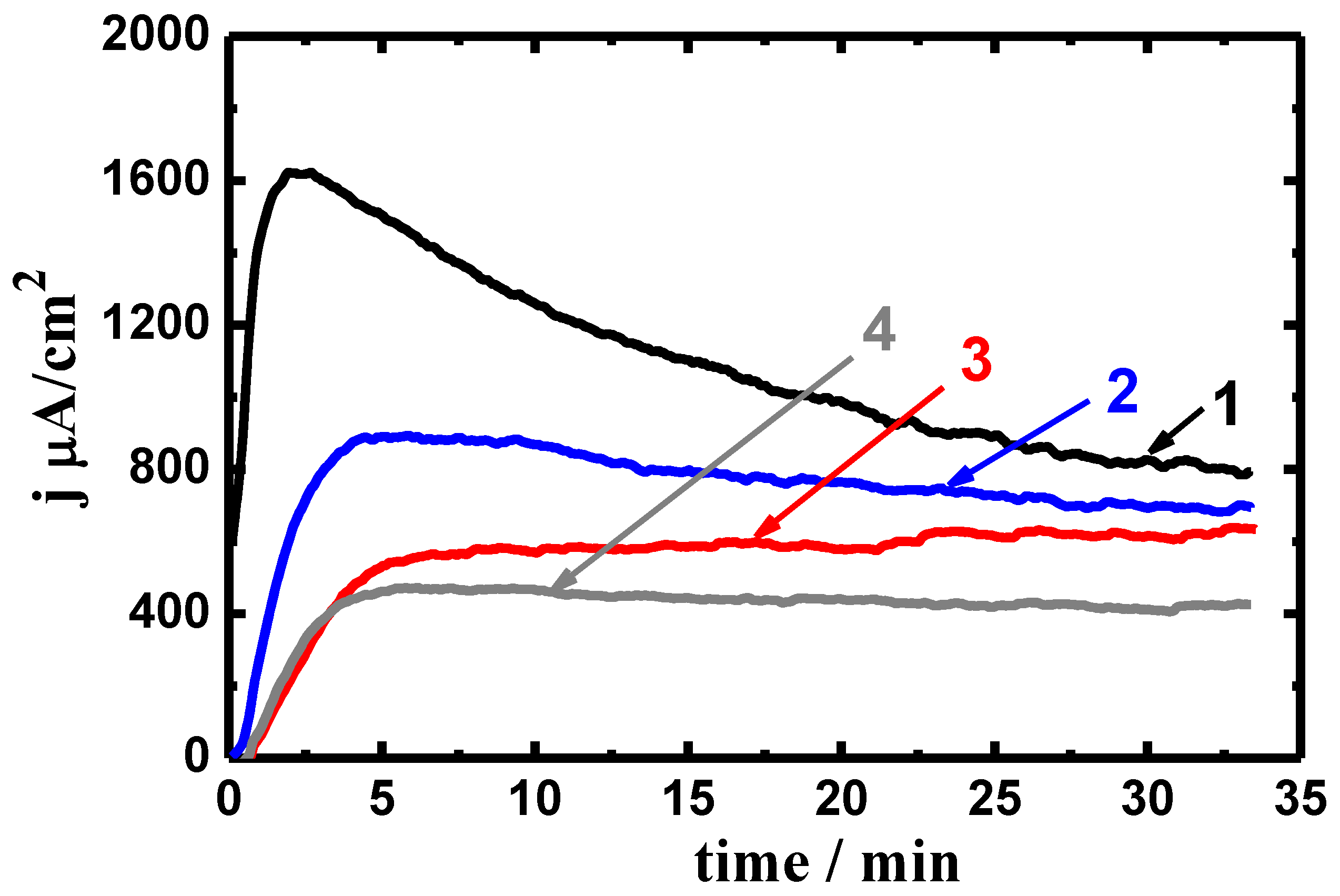
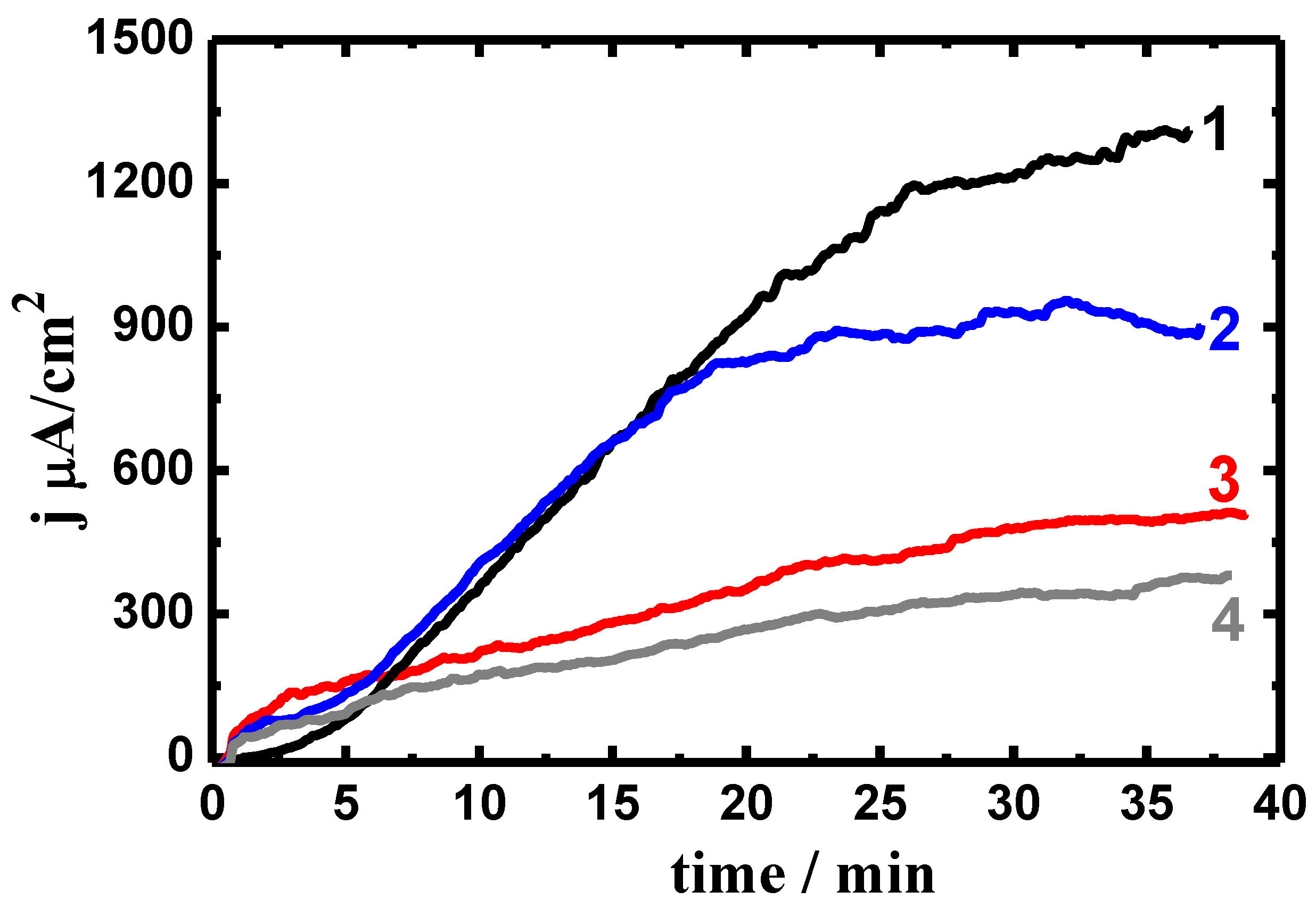
3.3. PCT Experiments
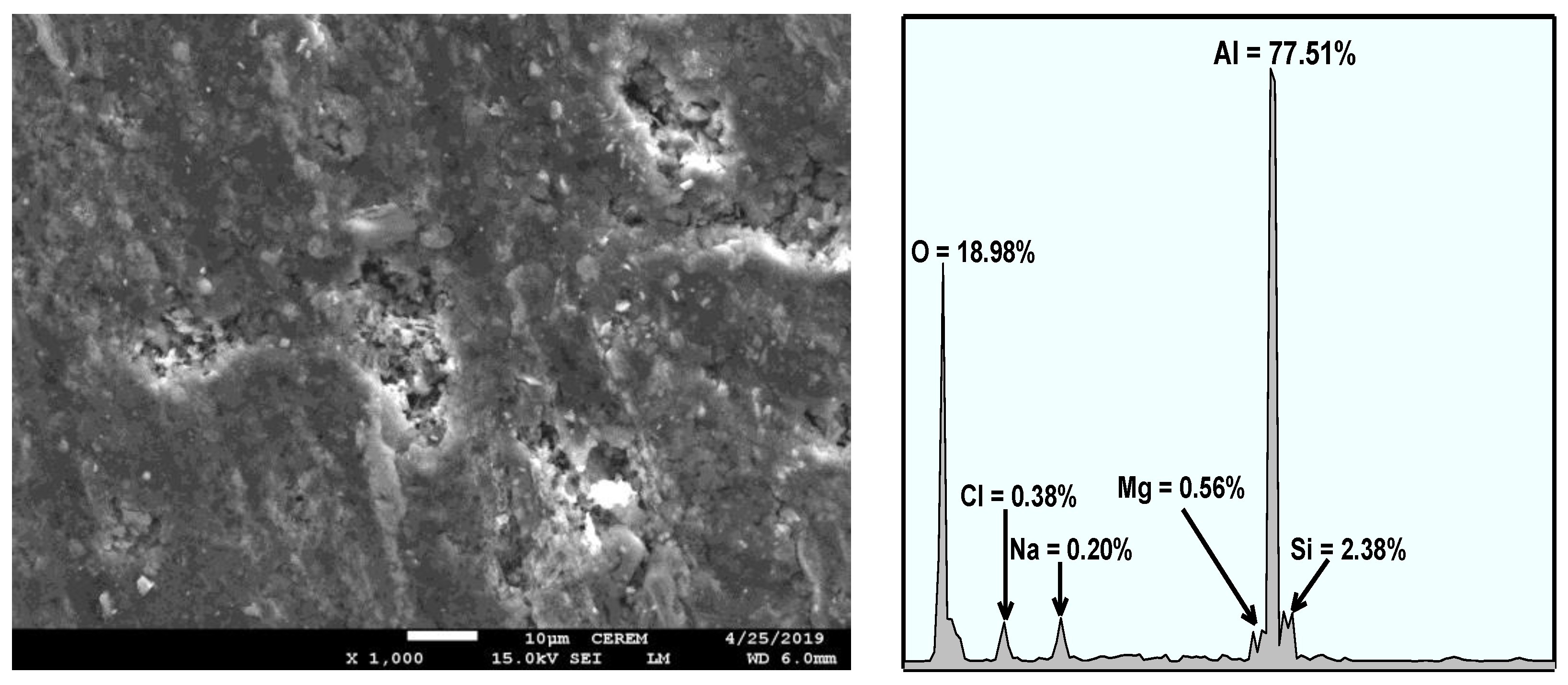
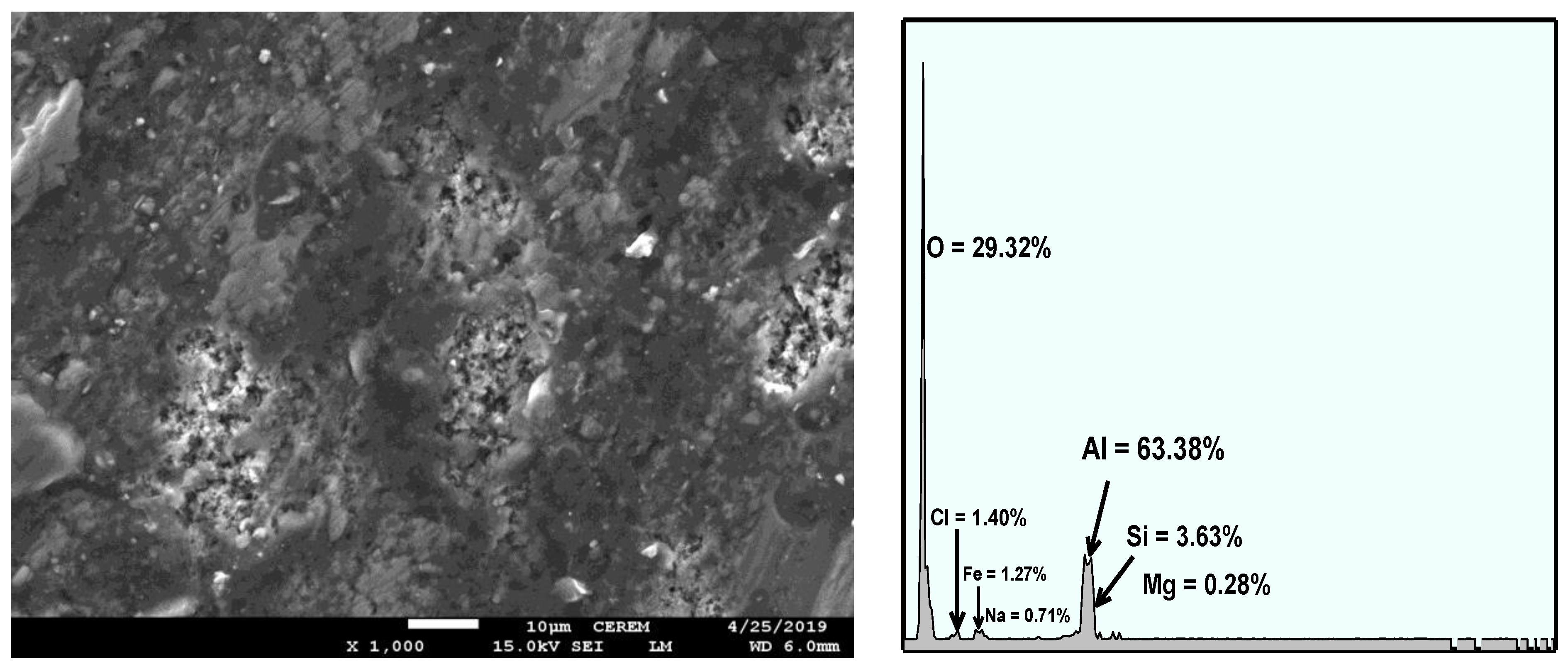
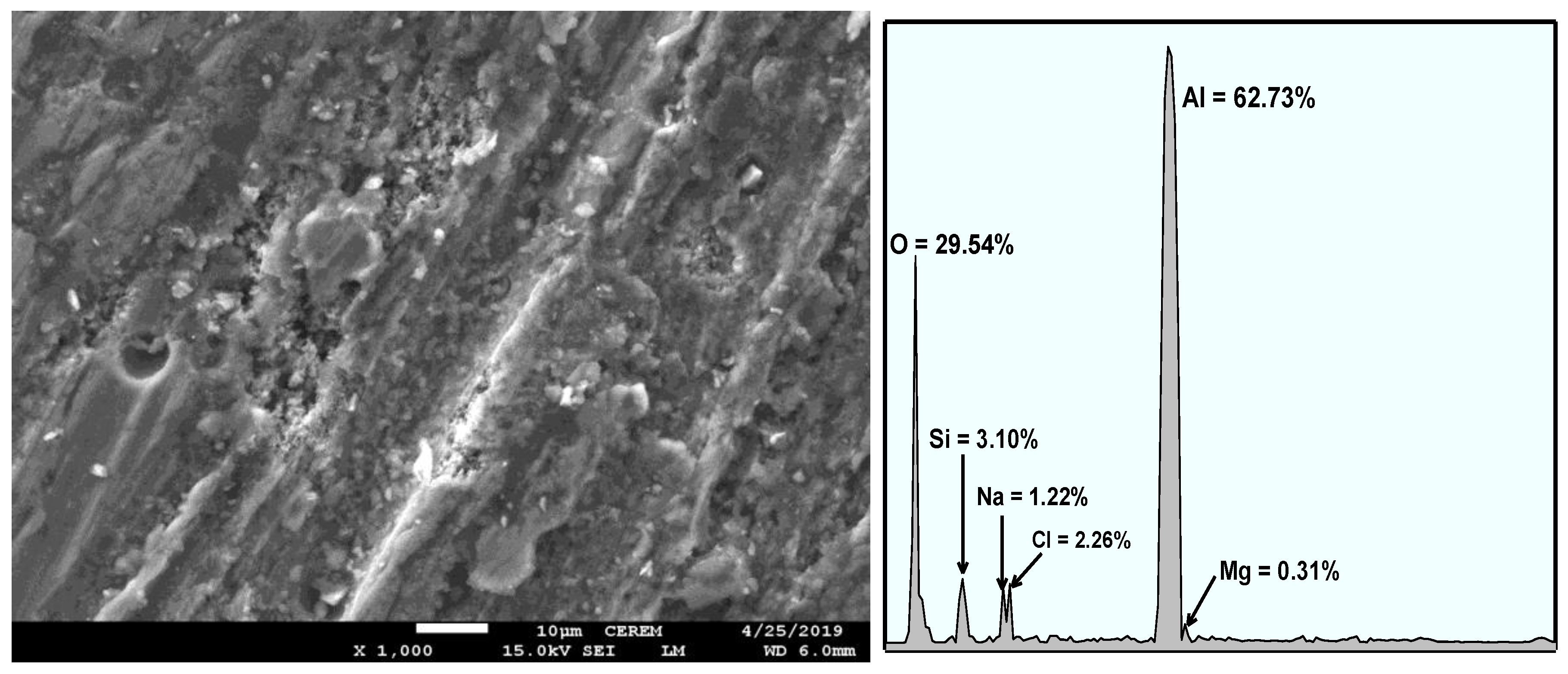
3.4. SEM Micrographs and EDX Profile Analyses
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Badawy, W.A.; Al-Kharafi, F.M.; El-Azab, A.S. Electrochemical behaviour and corrosion inhibition of Al, Al-6061 and Al–Cu in neutral aqueous solutions. Corros. Sci. 1999, 41, 709–727. [Google Scholar] [CrossRef]
- Szklarska-Smialowska, Z. Pitting corrosion of aluminum. Corros. Sci. 1999, 41, 1743–1767. [Google Scholar] [CrossRef]
- Sherif, E.M.; Park, S.-M. Effects of 1,5-Naphthalenediol on Aluminum Corrosion as a Corrosion Inhibitor in 0.50 M NaCl. J. Electrochem. Soc. 2005, 152, B205. [Google Scholar] [CrossRef]
- Foley, R.T.; Nguyen, T.H. Chemical nature of aluminum corrosion. J. Electrochem. Soc. 1982, 129, 464–467. [Google Scholar] [CrossRef]
- Rangasamy Krishnan, V.P.; Subramanian, M. Electrodeposition of Ni-La2O3 composite on AA6061 alloy and its enhanced hardness, corrosion resistance and thermal stability. Surf. Coat. Technol. 2017, 324, 471–477. [Google Scholar] [CrossRef]
- Shahidi, M.; Gholamhosseinzadeh, M.R. Electrochemical evaluation of AA6061 aluminum alloy corrosion in citric acid solution without and with chloride ions. J. Electroanal. Chem. 2015, 757, 8–17. [Google Scholar] [CrossRef]
- Rosliza, R.; Wan Nik, W.B. Improvement of corrosion resistance of AA6061 alloy by tapioca starch in seawater. Curr. Appl. Phys. 2010, 10, 221–229. [Google Scholar] [CrossRef]
- Zaid, B.; Saidi, D.; Benzaid, A.; Hadji, S. Effects of pH and chloride concentration on pitting corrosion of AA6061 aluminum alloy. Corros. Sci. 2008, 50, 1841–1847. [Google Scholar] [CrossRef]
- Rosliza, R.; Senin, H.B.; Nik, W.B.W. Electrochemical properties and corrosion inhibition of AA6061 in tropical seawater. Colloids Surf. A Physicochem. Eng. Asp. 2008, 312, 185–189. [Google Scholar] [CrossRef]
- Dadvand, N.; Caley, W.F.; Kipouros, G.J. Investigation of the corrosion behaviour of electroless nickel-phosphorus coatings on AA6061 in basic solutions. Can. Metall. Q. 2004, 43, 219–228. [Google Scholar] [CrossRef]
- Haruna, T.; Kouno, T.; Fujimoto, S. Electrochemical conditions for environment-assisted cracking of 6061 Al alloy. Corros. Sci. 2005, 47, 2441–2449. [Google Scholar] [CrossRef]
- Linardi, E.; Collet-Lacoste, J.; Lanzani, L. Characterization of AA6061 Alloy Oxides Obtained in High Purity Water and in Diluted NaCl Solution. Procedia Mater. Sci. 2015, 8, 56–64. [Google Scholar] [CrossRef]
- Gronostajski, J.; Marciniak, H.; Matuszak, A. New methods of aluminium and aluminium-alloy chips recycling. J. Mater. Proc. Technol. 2000, 106, 34–39. [Google Scholar] [CrossRef]
- Samuel, M. A new technique for recycling aluminium scrap. J. Mater. Proc. Technol. 2003, 135, 117–124. [Google Scholar] [CrossRef]
- Ragab, A.E.; Taha, M.A.; Abbas, A.T.; Al Bahkali, E.A.; El-Danaf, E.A.; Aly, M.F. Effect of extrusion temperature on the surface roughness of solid state recycled aluminum alloy 6061 chips during turning operation. Adv. Mech. Eng. 2017, 9, 1687814017734152. [Google Scholar] [CrossRef]
- Hunkeler, F.; Frankel, G.S.; Bohni, H. Technical Note: On the Mechanism of Localized Corrosion. Corrosion 1987, 43, 189–191. [Google Scholar] [CrossRef]
- Mazhar, A.A.; Badawy, W.A.; Abou-Romia, M.M. Impedance studies of corrosion resistance of aluminium in chloride media. Surf. Coat. Technol. 1986, 29, 335–345. [Google Scholar] [CrossRef]
- Wall, F.D.; Johnson, C.M.; Barbour, J.C.; Martinez, M.A. The Effects of Chloride Implantation on Pit Initiation in Aluminum. J. Electrochem. Soc. 2004, 151, B77. [Google Scholar] [CrossRef]
- Sherif, E.M.; Park, S.-M. Effects of 1,4-naphthoquinone on aluminum corrosion in 0.50M sodium chloride solutions. Electrochim. Acta 2006, 51, 1313–1321. [Google Scholar] [CrossRef]
- Sato, N. The stability of localized corrosion. Corros. Sci. 1995, 37, 1947–1967. [Google Scholar] [CrossRef]
- Natishan, P.M.; O’Grady, W.E. Chloride Ion Interactions with Oxide-Covered Aluminum Leading to Pitting Corrosion: A Review. J. Electrochem. Soc. 2014, 161, C421–C432. [Google Scholar] [CrossRef]
- Yağan, A.; Pekmez, N.Ö.; Yıldız, A. Corrosion inhibition by poly(N-ethylaniline) coatings of mild steel in aqueous acidic solutions. Prog. Org. Coat. 2006, 57, 314–318. [Google Scholar] [CrossRef]
- Ramesh, C.S.; Keshavamurthy, R.; Naveen, G.J. Effect of extrusion ratio on wear behaviour of hot extruded Al6061–SiCp (Ni–P coated) composites. Wear 2011, 271, 1868–1877. [Google Scholar] [CrossRef]
- Selmy, A.I.; El Aal, M.I.A.; El-Gohry, A.M.; Taha, M.A. Solid-State Recycling of Aluminum Alloy (AA-6061) Chips via Hot Extrusion Followed by Equal Channel Angular Pressing (ECAP). Egypt. Int. J. Eng. Sci. Technol. 2016, 21, 33–42. [Google Scholar]
- Hu, M.; Ji, Z.; Chen, X.; Zhang, Z. Effect of chip size on mechanical property and microstructure of AZ91D magnesium alloy prepared by solid state recycling. Mater. Charact. 2008, 59, 385–389. [Google Scholar] [CrossRef]
- Chino, Y.; Hoshika, T.; Mabuchi, M. Enhanced corrosion properties of pure Mg and AZ31Mg alloy recycled by solid-state process. Mater. Sci. Eng. A 2006, 435–436, 275–281. [Google Scholar] [CrossRef]
- Chino, Y.; Hoshika, T.; Mabuchi, M. Mechanical and Corrosion Properties of AZ31 Magnesium Alloy Repeatedly Recycled by Hot Extrusion. Mater. Trans. 2006, 47, 1040–1046. [Google Scholar] [CrossRef]
- Song, G.; StJohn, D. The effect of zirconium grain refinement on the corrosion behaviour of magnesium-rare earth alloy MEZ. J. Light Met. 2002, 2, 1–16. [Google Scholar] [CrossRef]
- Gronostajski, J.Z.; Kaczmar, J.W.; Marciniak, H.; Matuszak, A. Direct recycling of aluminium chips into extruded products. J. Mater. Process. Technol. 1997, 64, 149–156. [Google Scholar] [CrossRef]
- Sherif, E.-S.M. Effects of exposure time on the anodic dissolution of Monel-400 in aerated stagnant sodium chloride solutions. J. Solid State Electrochem. 2012, 16, 891–899. [Google Scholar] [CrossRef]
- Ward, M.D. Physical Electrochemistry; Rubinstein, I., Ed.; Marcel Dekker: New York, NY, USA, 1995. [Google Scholar]
- Khaled, K.F. Electrochemical investigation and modeling of corrosion inhibition of aluminum in molar nitric acid using some sulphur-containing amines. Corros. Sci. 2010, 52, 2905–2916. [Google Scholar] [CrossRef]
- Mansfeld, F. Electrochemical impedance spectroscopy (EIS) as a new tool for investigating methods of corrosion protection. Electrochim. Acta 1990, 35, 1533–1544. [Google Scholar] [CrossRef]
- Sherif, E.-S.M.; Potgieter, J.H.; Comins, J.D.; Cornish, L.; Olubambi, P.A.; Machio, C.N. Effects of minor additions of ruthenium on the passivation of duplex stainless-steel corrosion in concentrated hydrochloric acid solutions. J. Appl. Electrochem. 2009, 39, 1385–1392. [Google Scholar] [CrossRef]
- AlHazaa, A.N.; Sherif, E.S.M.; Abdo, H.S. Galvanic corrosion in 3.5 wt. % NaCl solutions of magnesium alloy AZ31 coupled with Ni after different bonding periods of time. Int. J. Electrochem. Sci. 2015, 10, 5420–5433. [Google Scholar]
- Sherif, E.-S.M.; Erasmus, R.M.; Comins, J.D. In situ Raman spectroscopy and electrochemical techniques for studying corrosion and corrosion inhibition of iron in sodium chloride solutions. Electrochim. Acta 2010, 55, 3657–3663. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Parameter | |||||||
|---|---|---|---|---|---|---|---|---|
| βc/ mVdec−1 | ECorr/ mV | βa/ mVdec−1 | jCorr/ µA·cm−2 | EPit/ mV | EPit-ECorr/ mV | aRp/ kΩ·cm2 | bKCorr/ mpy | |
| As-received AA6061 (1 h) | 130 ± 2 | –955 ± 4 | 80 ± 2 | 0.45 ± 0.1 | –695 ± 5 | 260 ± 5 | 47.849 | 0.0491 |
| Extruded AA6061 at 350 °C (1 h) | 110 ± 3 | –950 ± 3 | 110 ± 4 | 0.30 ± 0.3 | –690 ± 3 | 260 ± 3 | 86.353 | 0.00327 |
| Extruded AA6061 at 425 °C (1 h) | 120 ± 3 | –890 ± 3 | 100 ± 2 | 0.25 ± 0.2 | –690 ± 2 | 200 ± 2 | 94.682 | 0.00273 |
| Extruded AA6061 at 500 °C (1 h) | 140 ± 2 | –820 ± 5 | 100 ± 3 | 0.20 ± 0.2 | –685 ± 3 | 135 ± 3 | 126.812 | 0.00218 |
| As-received AA6061 (24 h) | 100 ± 3 | –845 ± 5 | 95 ± 2 | 0.40 ± 0.2 | –700 ± 4 | 145 ± 4 | 96.281 | 0.00436 |
| Extruded AA6061 at 350 °C (24 h) | 145 ± 2 | –770 ± 3 | 65 ± 4 | 0.18 ± 0.4 | –640 ± 2 | 130 ± 2 | 108.408 | 0.00196 |
| Extruded AA6061 at 425 °C (24 h) | 130 ± 3 | –750 ± 2 | 63 ± 3 | 0.035 ± 0.04 | –640 ± 5 | 110 ± 5 | 527.146 | 0.00038 |
| Extruded AA6061 at 500 °C (24 h) | 140 ± 3 | –685 ± 4 | 55 ± 5 | 0.030 ± 0.01 | –620 ± 3 | 65 ± 3 | 572.278 | 0.00033 |
| Alloy | EIS Parameters | |||
|---|---|---|---|---|
| RS / Ω cm2 | Q | RP1 / Ω cm2 | ||
| YQ/µF cm−2 | n | |||
| As-received AA6061 (1 h) | 19.35 ± 2.1 | 2759 ± 12 | 0.88 ± 0.2 | 8662 ± 18 |
| Extruded AA6061 at 350 °C (1 h) | 22.89 ± 1.8 | 1978 ± 9 | 0.87 ± 0.3 | 16,940 ± 20 |
| Extruded AA6061 at 425 °C (1 h) | 24.63 ± 1.5 | 1581 ± 8 | 0.86 ± 0.2 | 24,081 ± 19 |
| Extruded AA6061 at 500 °C (1 h) | 25.55 ± 3 | 1358 ± 8 | 0.86 ± 0.2 | 32,893 ± 22 |
| As-received AA6061 (24 h) | 20.77 ± 2 | 834 ± 9 | 0.94 ± 0.1 | 30,039 ± 21 |
| Extruded AA6061 at 350 °C (24 h) | 23.89 ± 1.7 | 688 ± 8 | 0.87 ± 0.3 | 39.707 ± 19 |
| Extruded AA6061 at 425 °C (24 h) | 25.17 ± 2.5 | 591 ± 7 | 0.88 ± 0.2 | 132,330 ± 18 |
| Extruded AA6061 at 500 °C (24 h) | 27.68 ± 3 | 533 ± 5 | 0.92 ± 0.1 | 150,120 ± 20 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alharthi, N.H.; Sherif, E.-S.M.; Taha, M.A.; Abbas, A.T.; Abdo, H.S.; Alharbi, H.F. Influence of Extrusion Temperature on the Corrosion Behavior in Sodium Chloride Solution of Solid State Recycled Aluminum Alloy 6061 Chips. Crystals 2020, 10, 353. https://doi.org/10.3390/cryst10050353
Alharthi NH, Sherif E-SM, Taha MA, Abbas AT, Abdo HS, Alharbi HF. Influence of Extrusion Temperature on the Corrosion Behavior in Sodium Chloride Solution of Solid State Recycled Aluminum Alloy 6061 Chips. Crystals. 2020; 10(5):353. https://doi.org/10.3390/cryst10050353
Chicago/Turabian StyleAlharthi, Nabeel H., El-Sayed M. Sherif, Mohamed A. Taha, Adel T. Abbas, Hany S. Abdo, and Hamad F. Alharbi. 2020. "Influence of Extrusion Temperature on the Corrosion Behavior in Sodium Chloride Solution of Solid State Recycled Aluminum Alloy 6061 Chips" Crystals 10, no. 5: 353. https://doi.org/10.3390/cryst10050353
APA StyleAlharthi, N. H., Sherif, E.-S. M., Taha, M. A., Abbas, A. T., Abdo, H. S., & Alharbi, H. F. (2020). Influence of Extrusion Temperature on the Corrosion Behavior in Sodium Chloride Solution of Solid State Recycled Aluminum Alloy 6061 Chips. Crystals, 10(5), 353. https://doi.org/10.3390/cryst10050353