Scaling up a Gas-Phase Process for Converting Glycerol to Propane



Abstract
1. Introduction
2. Results and Discussion
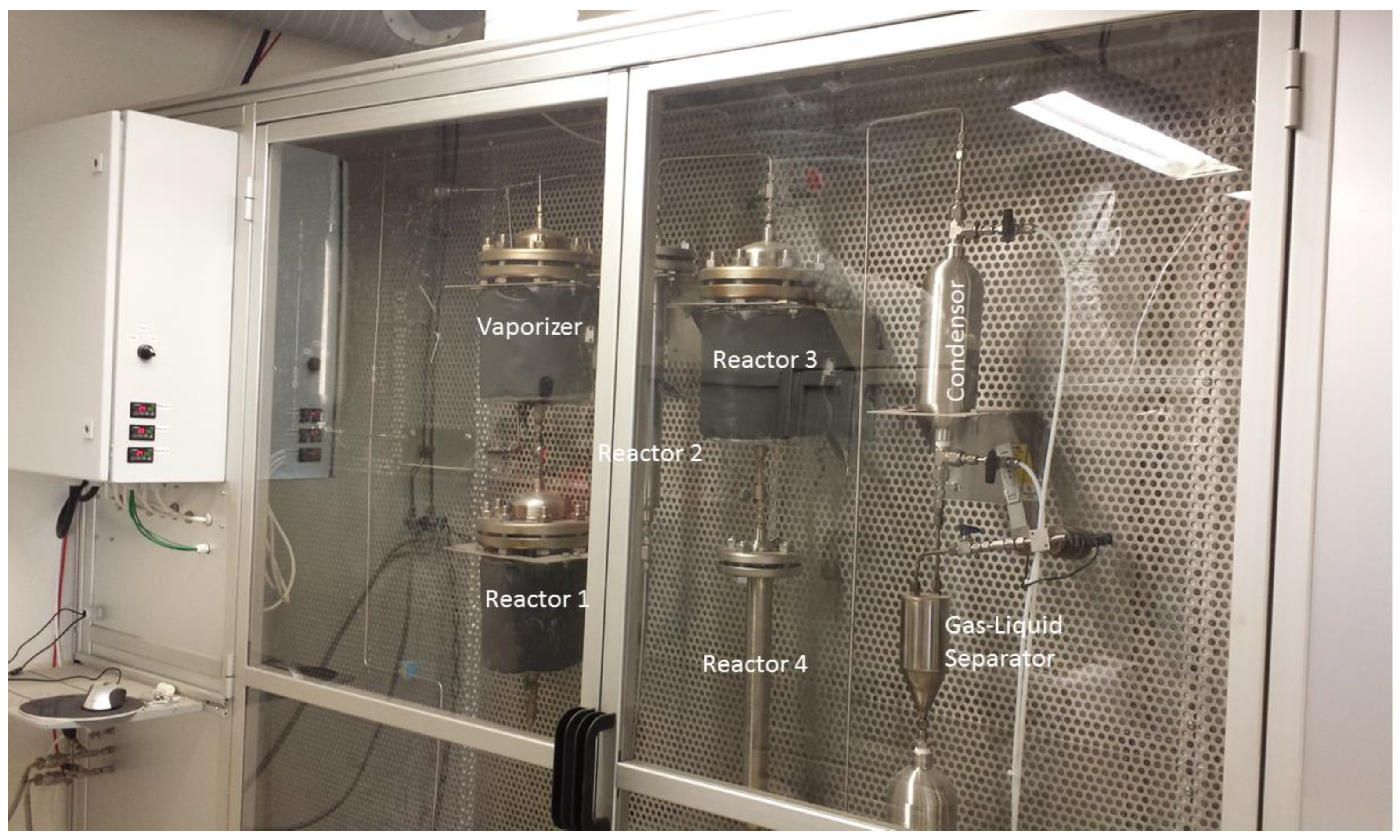
2.1. System Design
2.2. System Operation
2.2.1. Operating Experience
2.2.2. Vaporization
2.2.3. Dehydration
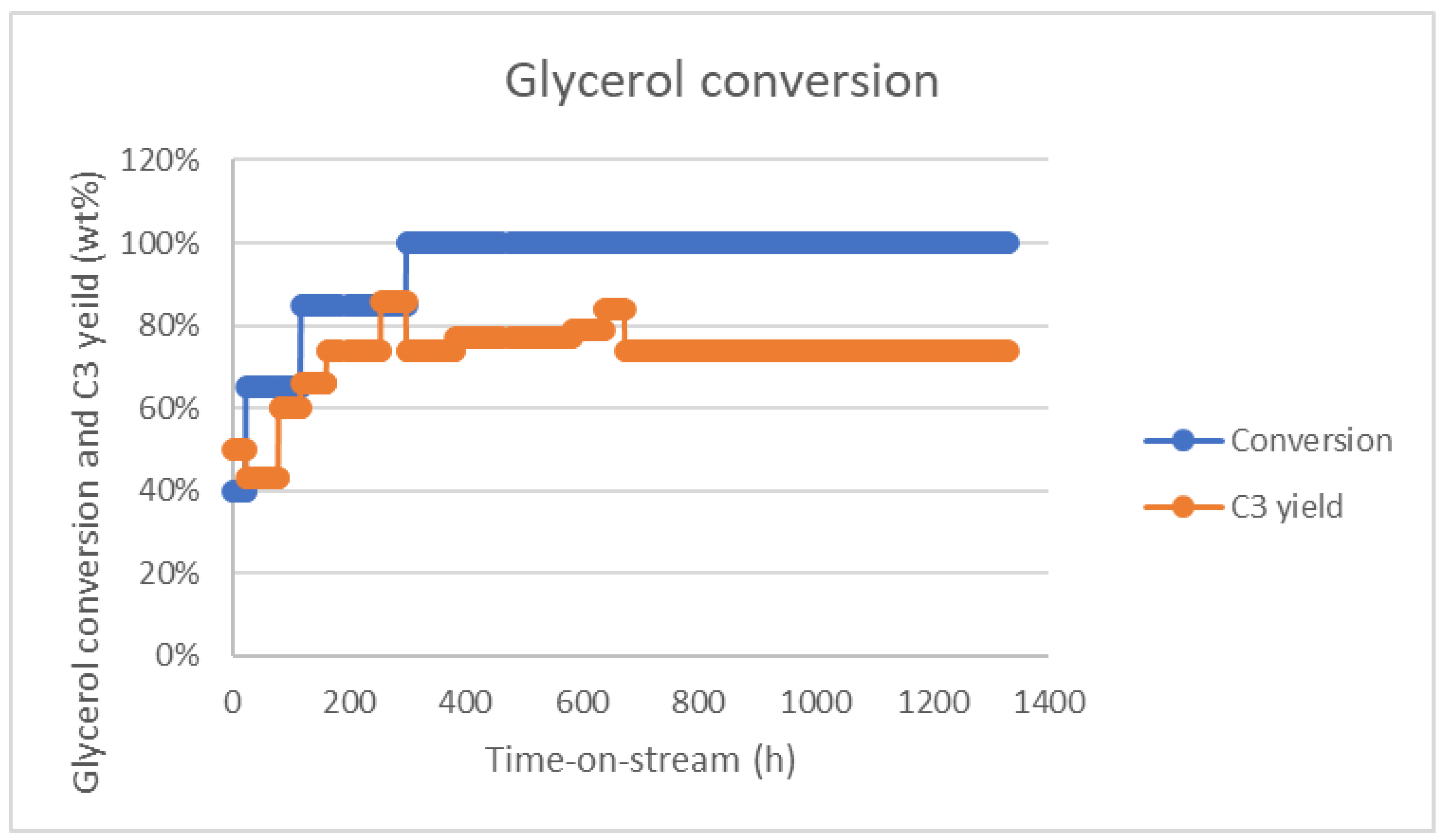
2.2.4. Combined Process
3. Materials and Methods
3.1. System Design
3.2. Heat and Mass Balance
3.3. Experimental Details
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Fleming, R. Scale-up. In Practice; Reinhold Publishing Corporation: New York, NY, USA, 1958. [Google Scholar]
- Satterfield, C.N. Heterogeneous Catalysis in Industrial Practice, 2nd ed.; Krieger Publishing Company: Melbourne, FL, USA, 1996. [Google Scholar]
- Pagliaro, M.; Rossi, M. The Future of Glycerol. In The Royal Society of Chemistry; RSC: Cambridge, UK, 2010. [Google Scholar]
- Werpy, T.A.; Holladay, J.E.; White, J.F. Top Value Added Chemicals from Biomass: I Results of Screeing for Potential Canditateds from Sugar and Synthesis Gas; U.S. Department of Energy: Oak Ridge, TN, USA, 2004. [CrossRef]
- Chai, S.H.; Wang, H.P.; Liang, Y.; Xu, B.Q. Sustainable production of acrolein: Preparation and characterisation of zirconia-supported 12-tungstophosphoric acid catalyst for gas-phase dehydration of glycerol. Appl. Catal. A Gen. 2009, 353, 213–222. [Google Scholar] [CrossRef]
- Tsukuda, E.; Sato, S.; Takahashi, R.; Sodesawa, T. Production of acrolein from glycerol over silica-supported heteropoly acids. Catal. Commun. 2007, 8, 1349–1353. [Google Scholar] [CrossRef]
- Shen, L.; Feng, Y.; Yin, H.; Wang, A.; Yu, L.; Jiang, T.; Shen, Y.; Wu, Z. Gas phase dehydration of glycerol catalysed by rutile TiO2-supported heteropolyacids. J. Ind. Eng. Chem. 2011, 17, 484–492. [Google Scholar] [CrossRef]
- Atia, H.; Armbruster, U.; Martin, A. Dehydration of glycerol in gas phase using heteropolyacid catalysts as active compounds. J. Catal. 2008, 258, 71–82. [Google Scholar] [CrossRef]
- Kim, Y.T.; Jung, K.-D.; Park, E.D. Gas-phase dehydration of glycerol over silica–alumina catalysts. Appl. Catal. B Environ. 2011, 107, 177–187. [Google Scholar] [CrossRef]
- Atia, H.; Armbruster, U.; Martin, A. Influence of alkaline metal on performance of supported silicotungstic acid catalysts in glycerol dehydration towards acrolein. Appl. Catal. A Gen. 2011, 393, 331–339. [Google Scholar] [CrossRef]
- Suprun, W.; Lutecki, M.; Papp, H. TPD-TG-MS Investigations of the Catalytic Conversion of Glycerol over MOx-Al2O3-PO4 Catalysts. Chem. Eng. Technol. 2011, 34, 134–139. [Google Scholar] [CrossRef]
- Suprun, W.; Lutecki, M.; Haber, T.; Papp, H. Acidic catalysts for the dehydration of glycerol: Activity and deactivation. J. Mol. Catal. A Chem. 2009, 309, 71–78. [Google Scholar] [CrossRef]
- Suprun, W.; Lutecki, M.; Gläser, R.; Papp, H. Catalytic activity of bifunctional transition metal oxide containing phosphated alumina catalysts in the dehydration of glycerol. J. Mol. Catal. A Chem. 2011, 342–343, 91–100. [Google Scholar] [CrossRef]
- Ágnes, Z.; Péter, B.; Mónika, F.; Ferenc, N. Catalytic dehydration of glycerol under mild condition: An environmentally benign acrolein production. J. Environ. Prot. 2010, 1, 201–205. [Google Scholar]
- Alhanash, A.; Kozhevnikova, E.F.; Kozhevnikov, I.V. Gas-phase dehydration of glycerol to acrolein catalysed by caesium heteropoly salt. Appl. Catal. A Gen. 2010, 378, 11–18. [Google Scholar] [CrossRef]
- Mudassir, K.M.; Samadhan, T.L.; Raj, M.D.; Vilas, H.R.; Ashutosh, A.K. Synthesis of acrolein by gas-phase dehydration of glycerol over silica supported Bronsted acidic ionic liquid catalysts. J. Chem. Technol. Biotechnol. 2010, 85, 1319–1324. [Google Scholar]
- Kim, Y.T.; Jung, K.-D.; Park, E.D. A comparative study for gas-phase dehydration of glycerol over H-zeolites. Appl. Catal. A Gen. 2011, 393, 275–287. [Google Scholar] [CrossRef]
- Yoda, E.; Ootawa, A. Dehydration of glycerol on H-MFI zeolite investigated by FT-IR. Appl. Catal. A Gen. 2009, 360, 66–70. [Google Scholar] [CrossRef]
- Kim, Y.T.; Jung, K.D.; Park, E.D. Gas-phase dehydration of glycerol over ZSM-5 catalysts. Microporous Mesoporous Mater. 2010, 131, 28–36. [Google Scholar] [CrossRef]
- De Oliveira, A.S.; Vasconcelos, S.J.S.; de Sousa, J.R.; de Sousa, F.F.; Filho, J.M.; Oliveira, A.C. Catalytic conversion of glycerol to acrolein over modified molecular sieves: Activity and deactivation studies. Chem. Eng. J. 2011, 168, 765–774. [Google Scholar] [CrossRef]
- Corma, A.; Huber, G.W.; Sauvanaud, L.; Connor, P. Biomass to chemicals: Catalytic conversion of glycerol/water mixtures into acrolein, reaction network. J. Catal. 2008, 257, 163–171. [Google Scholar] [CrossRef]
- Lauriol-Garbey, P.; Postole, G.; Loridant, S.; Auroux, A.; Belliere-Baca, V.; Rey, P.; Millet, J.M.M. Acid-base properties of niobium-zirconium mixed oxide catalysts for glycerol dehydration by calorimetric and catalytic investigation. Appl. Catal. B Environ. 2011, 106, 94–102. [Google Scholar] [CrossRef]
- Deleplanque, J.; Dubois, J.L.; Devaux, J.F.; Ueda, W. Production of acrolein and acrylic acid through dehydration and oxydehydration of glycerol with mixed oxide catalysts. Catal. Today 2010, 157, 351–358. [Google Scholar] [CrossRef]
- Chai, S.-H.; Wang, H.-P.; Liang, Y.; Xu, B.-Q. Sustainable production of acrolein: Gas-phase dehydration of glycerol over Nb2O5 catalyst. J. Catal. 2007, 250, 342–349. [Google Scholar] [CrossRef]
- Lauriol-Garbey, P.; Millet, J.M.M.; Loridant, S.; Belliere-Baca, V.; Rey, P. New efficient and long-life catalyst for gas-phase glycerol dehydration to acrolein. J. Catal. 2011, 281, 362–370. [Google Scholar] [CrossRef]
- Tao, L.-Z.; Chai, S.-H.; Zuo, Y.; Zheng, W.-T.; Liang, Y.; Xu, B.-Q. Sustainable production of acrolein: Acidic binary metal oxide catalysts for gas-phase dehydration of glycerol. Catal. Today 2010, 158, 310–316. [Google Scholar] [CrossRef]
- Ulgen, A.; Hoelderich, W. Conversion of glycerol to acrolein in the presence of WO3/ZrO2 catalysts. Catal. Lett. 2009, 131, 122–128. [Google Scholar] [CrossRef]
- Ulgen, A.; Hoelderich, W.F. Conversion of glycerol to acrolein in the presence of WO3/TiO2 catalysts. Appl. Catal. A Gen. 2011, 400, 34–38. [Google Scholar] [CrossRef]
- Cavani, F.; Guidetti, S.; Marinelli, L.; Piccinini, M.; Ghedini, E.; Signoretto, M. The control of selectivity in gas-phase glycerol dehydration to acrolein catalysed by sulfated zirconia. Appl. Catal. B Environ. 2010, 100, 197–204. [Google Scholar] [CrossRef]
- Cavani, F.; Guidetti, S.; Trevisanut, C.; Ghedini, E.; Signoretto, M. Unexpected events in sulfated zirconia catalyst during glycerol-to-acrolein conversion. Appl. Catal. A Gen. 2011, 409–410, 267–278. [Google Scholar] [CrossRef]
- Hulteberg, C.; Leveau, A.; Brandin, J. Pore condensation in glycerol dehydration. Top. Catal. 2013, 56, 813–821. [Google Scholar] [CrossRef]
- Hulteberg, C.; Leveau, A.; Brandin, J.G.M. Pore condensation in glycerol dehydration: Modification of a mixed oxide catalyst. Top. Catal. 2017, 60, 1462–1472. [Google Scholar] [CrossRef]
- Hulteberg, C.; Brandin, J. Method for Hydrogenating 1,2-Unsaturated Carbonylic Compound. Patent WO2011076787 A1, 8 April 2012. [Google Scholar]
- Hulteberg, C.; Brandin, J.G.M. A Process for Preparing Lower Hydrocarbons from Glycerol. Patent WO2010052208, 15 September 2009. [Google Scholar]
- Hulteberg, C.; Brandin, J.G.M.; Leveau, A. GreenLPG, SGC 222; Svenskt Gastekniskt Center: Malmö, Sweden, 2010. [Google Scholar]
- Hulteberg, C.; Brandin, J.G.M.; Liljegren-Nilsson, A. Bio-Propane from Glycerol for Biogas Addition, SGC 198; Svenskt Gastekniskt Center: Malmö, Sweden, 2008. [Google Scholar]
- Hulteberg, C.; Leveau, A.; Nörregård, Ö. Demonstrating renewable propane, upscaling and alternative feedstocks. In Demonstrating Renewable Propane; Energiforsk: Stockholm, Sweden, 2018; Volume 52, p. 538. [Google Scholar]
- CEN. EN 589 Automotive fuels—LPG—Requirements and Test Methods; CEN: Brussels, Belgium, 2008; p. 20. [Google Scholar]
- Pramod, C.V.; Fauziah, R.; Seshan, K.; Lange, J.P. Bio-based acrylic acid from sugar via propylene glycol and allyl alcohol. Catal. Sci. Technol. 2018, 8, 289–296. [Google Scholar] [CrossRef]
- AspenTech, Aspen Plus—AspenTech 2018. Available online: https://www.aspentech.com/en/products/engineering/aspen-plus (accessed on 2 September 2020).










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1 | 4 | 5 | 6 | 7 | 8 | 10 | 12 | 13 | 14 | 17 | 18 | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 18.7 | 19 | 276.7 | 266.5 | 180 | 250 | 250 | 25 | 25 | 25 | 20 | 32.4 |
| Pressure (bar) | 13 | 11.9 | 11.6 | 11.1 | 10.7 | 10.6 | 10.3 | 10 | 10.2 | 10.2 | 13 | 13 |
| Vapor Frac | 0 | 0.91 | 1 | 1 | 1 | 1 | 1 | 0 | 1 | 1 | 1 | 1 |
| Mole Flow (mol/h) | 66 | 111 | 111 | 117 | 111 | 111 | 111 | 75 | 34 | 3 | 12 | 44 |
| Mass Flow (g/h) | 1426 | 1562 | 1562 | 1562 | 1562 | 1562 | 1562 | 1438 | 117 | 12 | 24 | 136 |
| Mass Flow (g/h) | ||||||||||||
| Glycerol | 285 | 285 | 285 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Water | 1141 | 1142 | 1142 | 1251 | 1251 | 1251 | 1304 | 1302 | 2 | t | 0 | 2 |
| Acrolein | 0 | t | t | 165 | t | t | t | t | t | t | 0 | t |
| Hydrogen | 0 | 87 | 87 | 87 | 75 | 75 | 69 | t | 66 | 3 | 24 | 87 |
| Propane | 0 | 47 | 47 | 47 | 47 | 47 | 177 | 124 | 50 | 3 | 0 | 47 |
| Propanol | 0 | t | t | 0 | 177 | 177 | t | t | t | t | 0 | t |
| Acetol/Prop. glycol | 0 | 0 | 0 | 11 | 11 | 11 | 11 | 11 | 0 | 0 | 0 | 0 |
| Mole Flow (mol/h) | ||||||||||||
| Glycerol | 3 | 3 | 3 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Water | 63 | 63 | 63 | 69 | 69 | 69 | 72 | 72 | 0 | 0 | 0 | 0 |
| Acrolein | 0 | t | t | 3 | t | t | t | t | t | t | 0 | t |
| Hydrogen | 0 | 43 | 43 | 43 | 37 | 37 | 34 | 0 | 33 | 3 | 12 | 43 |
| Propane | 0 | 1 | 1 | 1 | 1 | 1 | 4 | 3 | 1 | 0.05 | 0 | 1 |
| Propanol | 0 | t | t | 0 | 3 | 3 | t | t | t | t | 0 | t |
| Acetol/Prop. glycol | 0 | t | t | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | t |
| Reactor | Space Velocity (h−1) | Length/Diameter | Reactor Volume (L) |
|---|---|---|---|
| Dehydration 1 | 1000 | 2 | 1.3 |
| Hydrogenation 1 | 5000 | 10 | 1.2 |
| Dehydration 2 | 1000 | 2 | 1.3 |
| Hydrogenation 2 | 5000 | 10 | 1.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hulteberg, C.; Leveau, A. Scaling up a Gas-Phase Process for Converting Glycerol to Propane. Catalysts 2020, 10, 1007. https://doi.org/10.3390/catal10091007
Hulteberg C, Leveau A. Scaling up a Gas-Phase Process for Converting Glycerol to Propane. Catalysts. 2020; 10(9):1007. https://doi.org/10.3390/catal10091007
Chicago/Turabian StyleHulteberg, Christian, and Andreas Leveau. 2020. "Scaling up a Gas-Phase Process for Converting Glycerol to Propane" Catalysts 10, no. 9: 1007. https://doi.org/10.3390/catal10091007
APA StyleHulteberg, C., & Leveau, A. (2020). Scaling up a Gas-Phase Process for Converting Glycerol to Propane. Catalysts, 10(9), 1007. https://doi.org/10.3390/catal10091007