
Investigation of Micro Square Structure Fabrication by Applying Textured Cutting Tool in WEDM

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Conditions and Experimental Setup
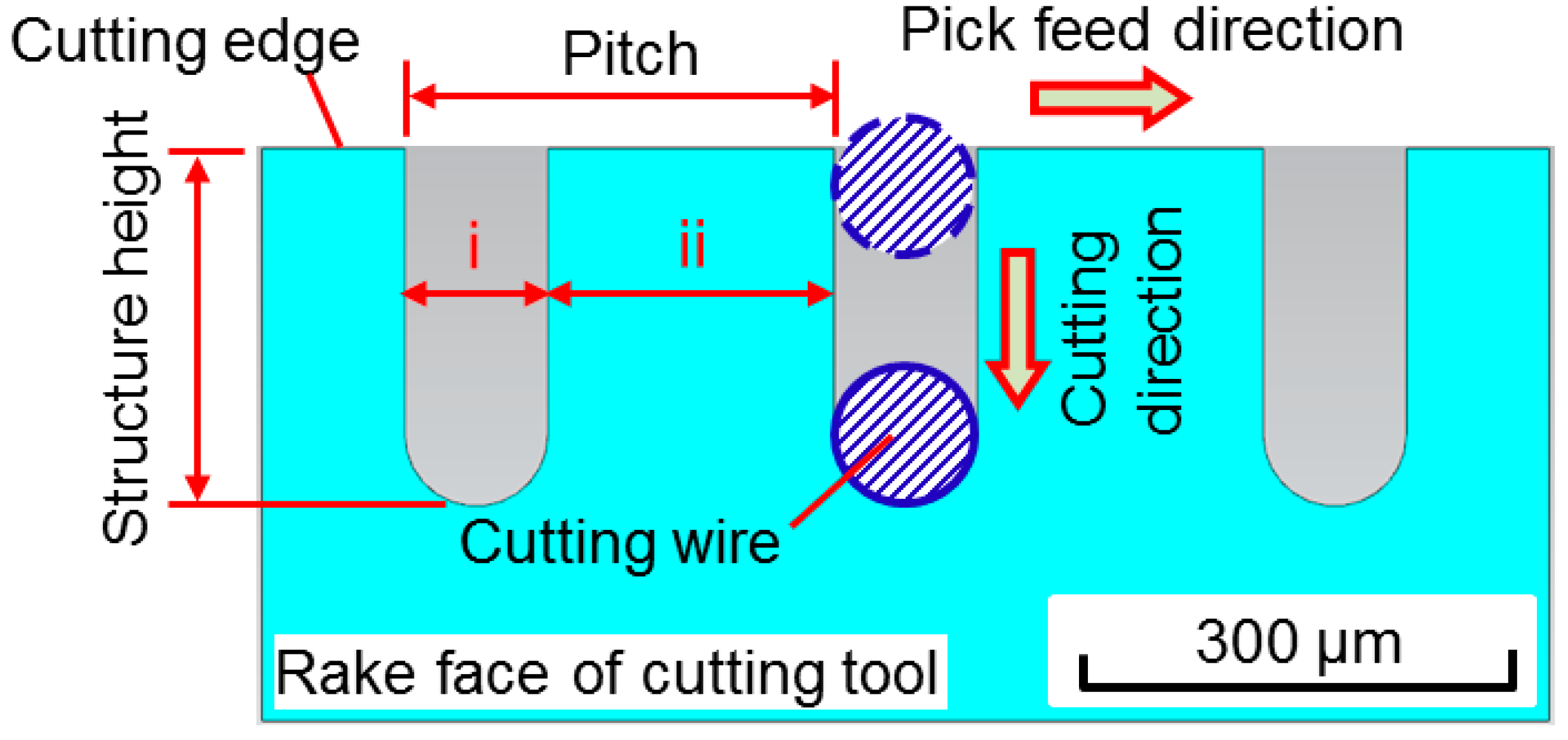
2.1. Target Structure Fabrication on Tool Cutting Edge
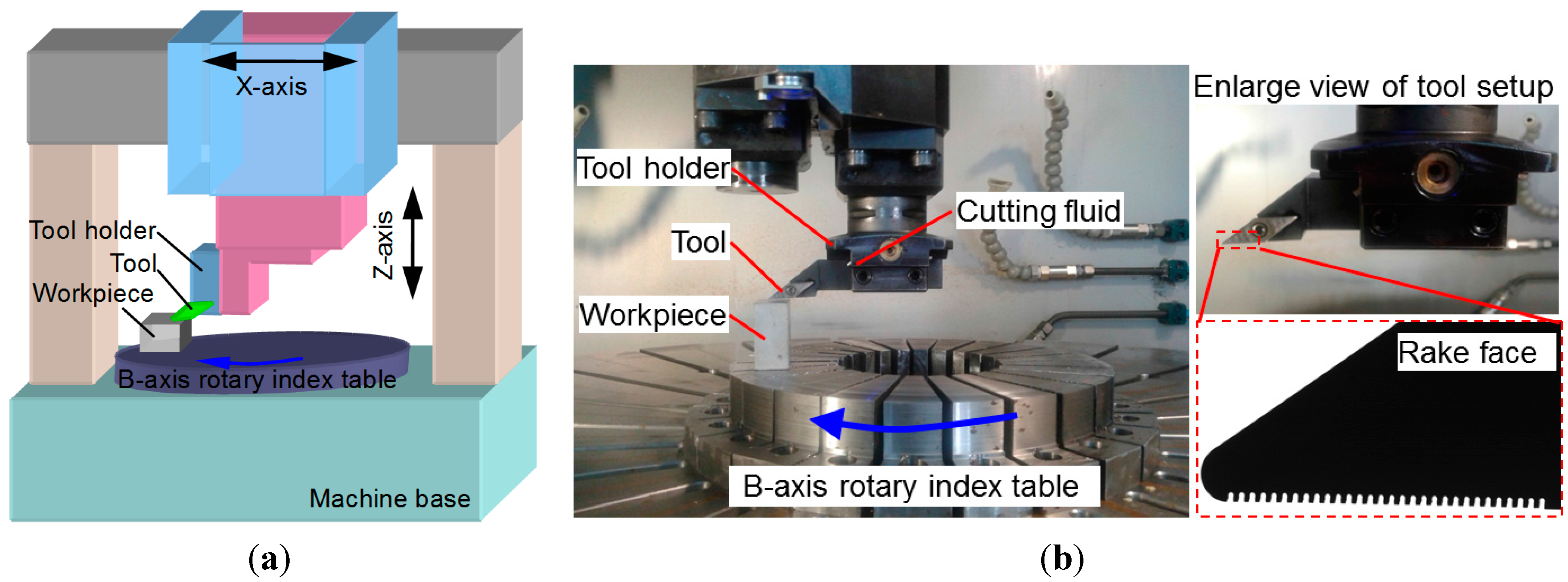
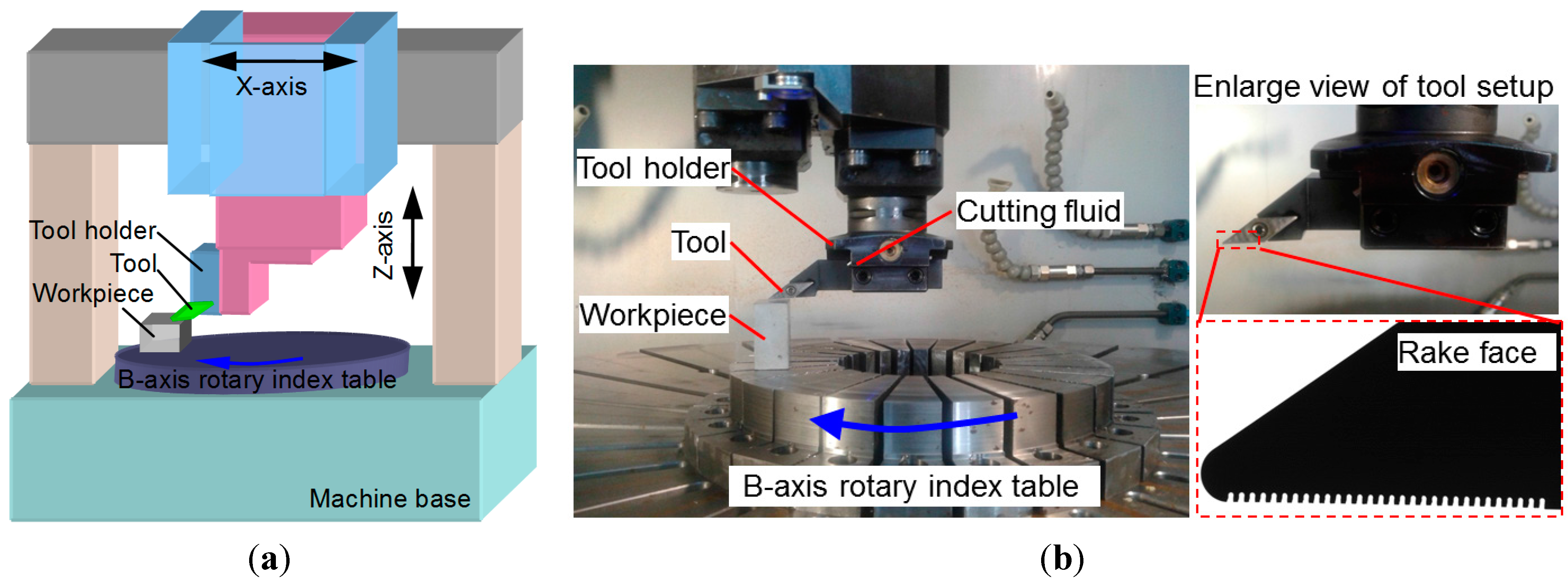
2.2. Micro Structure Fabrication in Turning Process
3. Analysis of Experimental Results
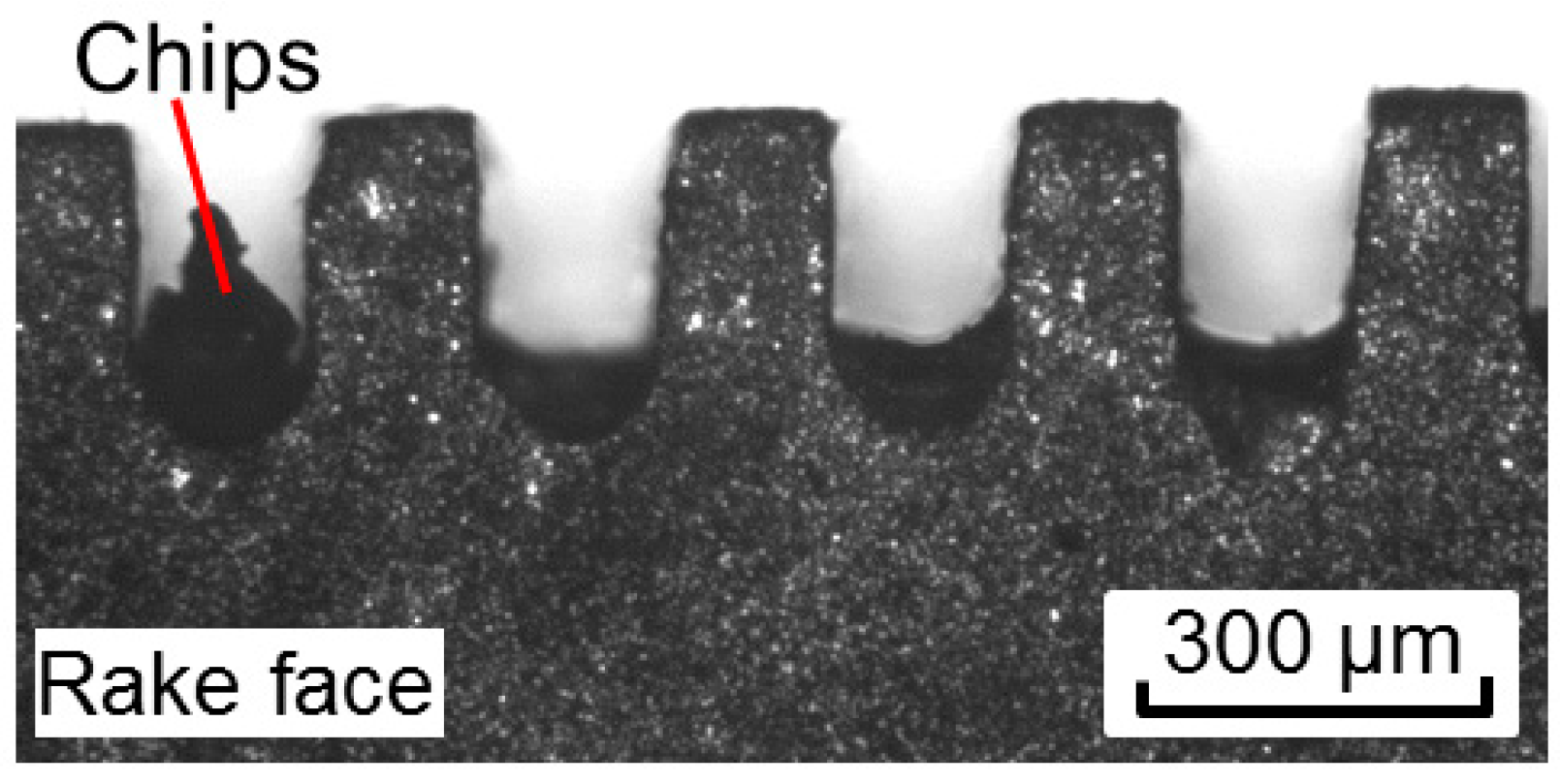
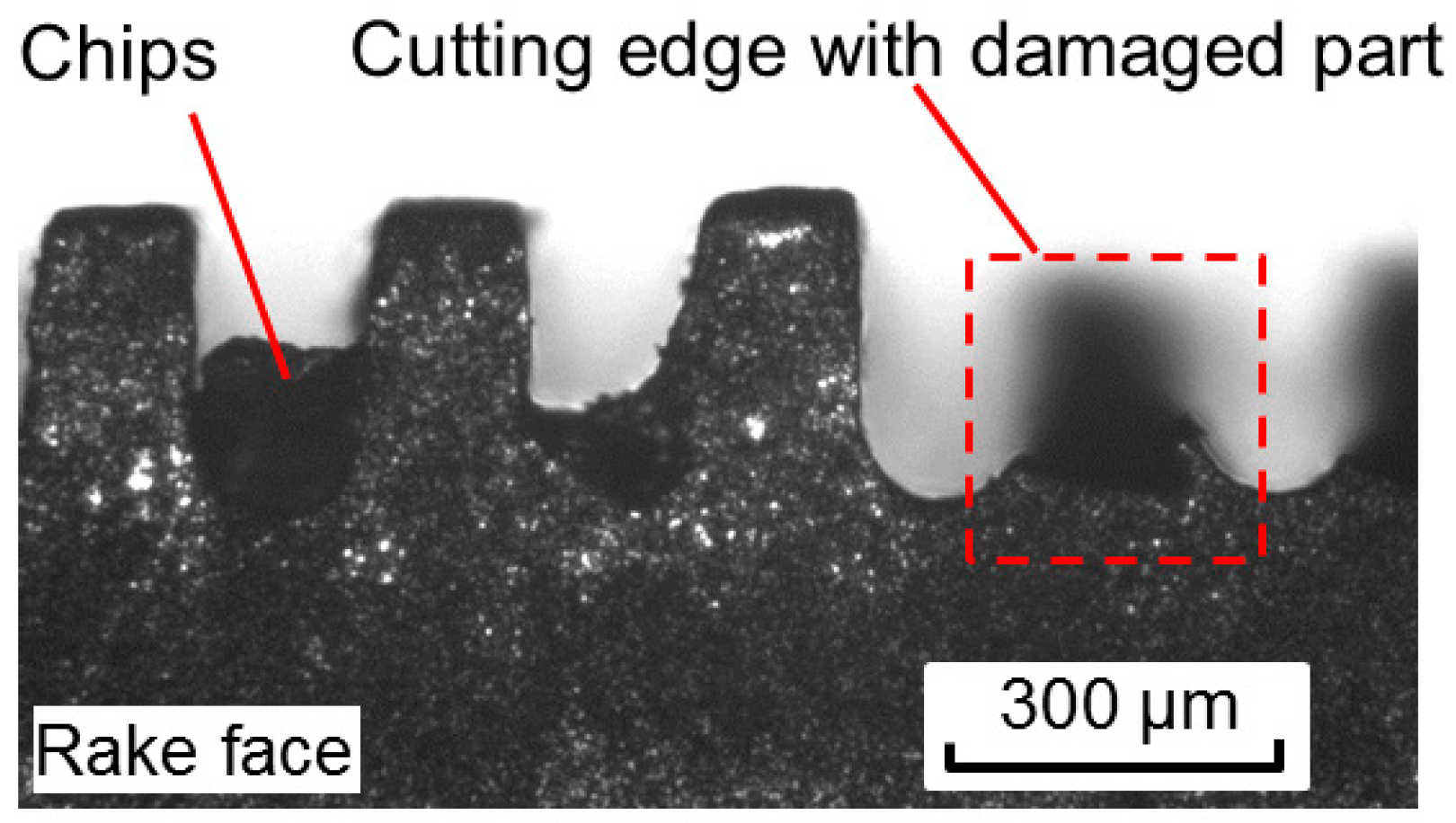
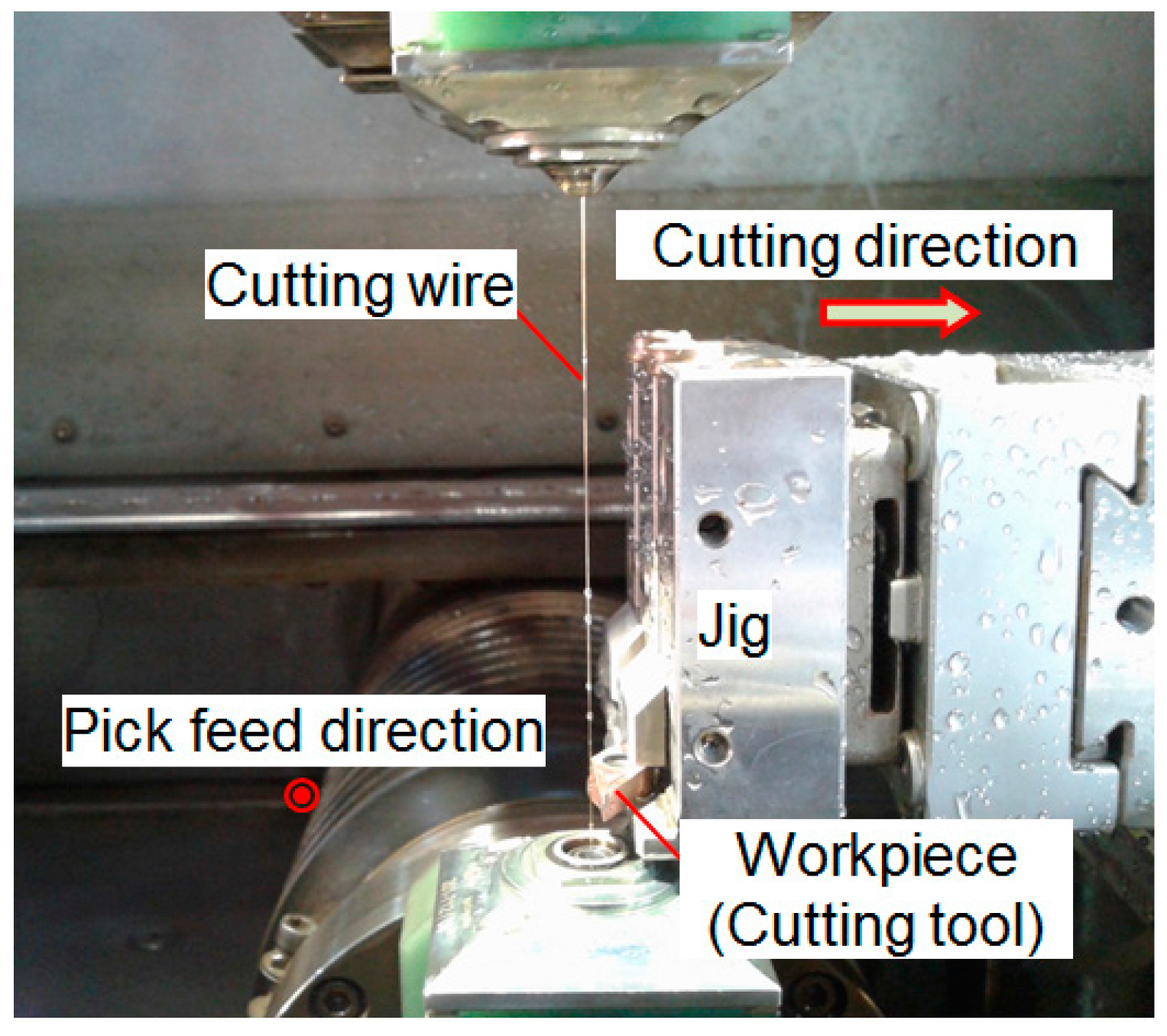
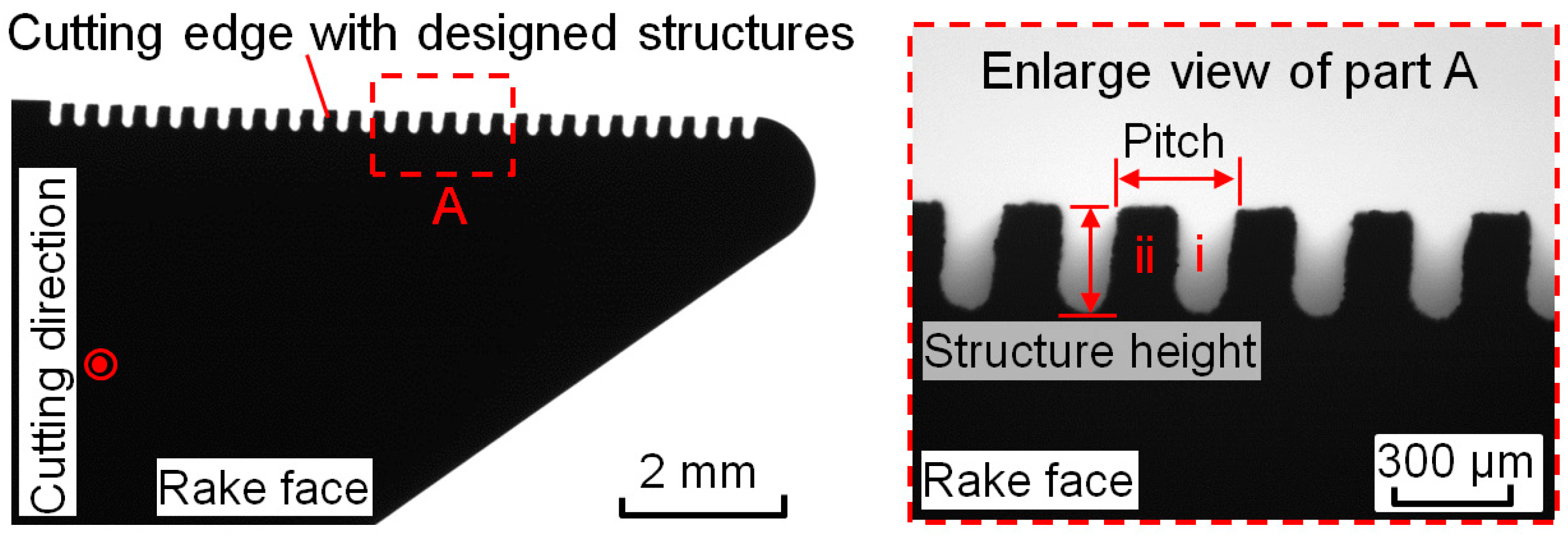
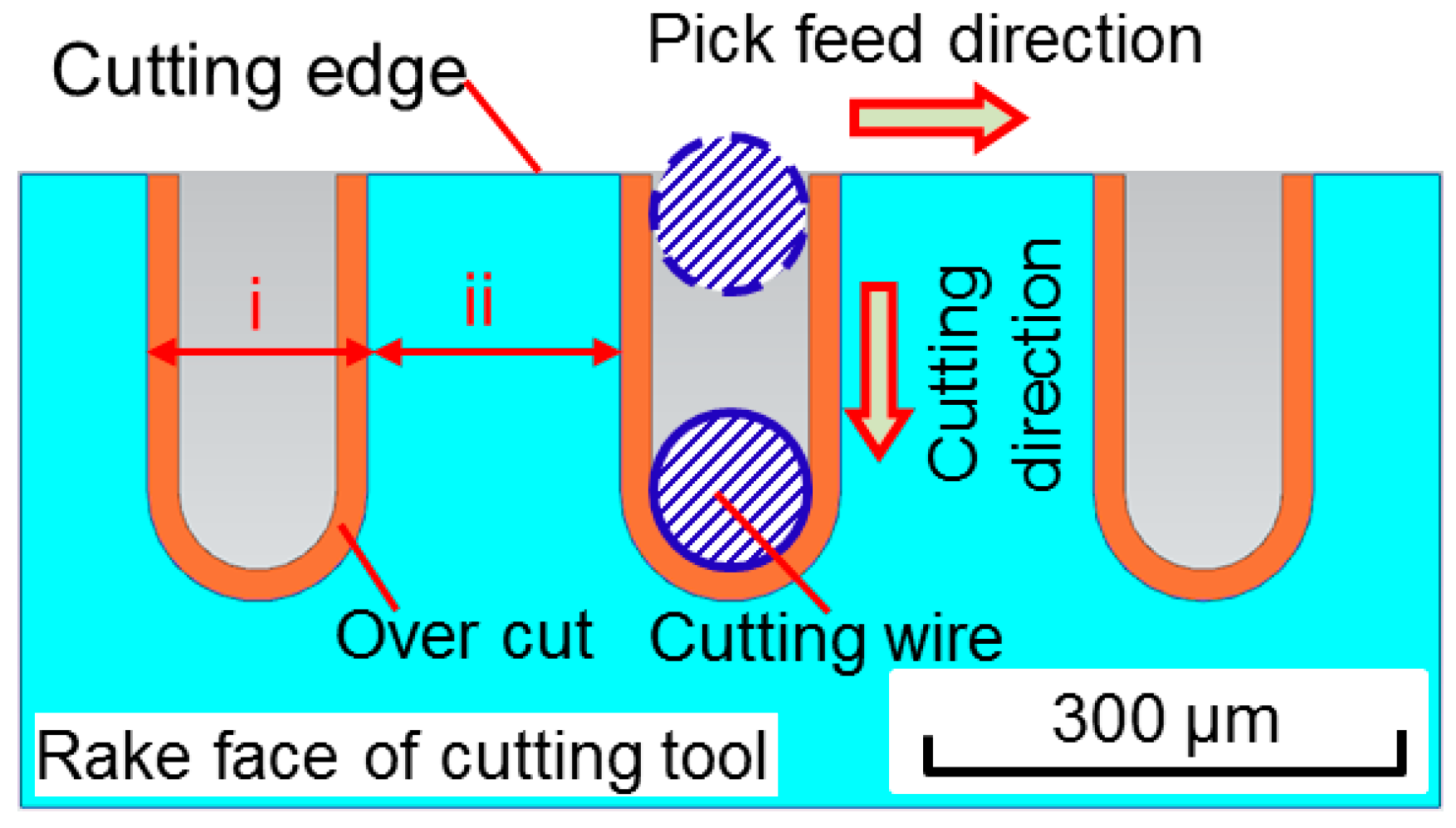
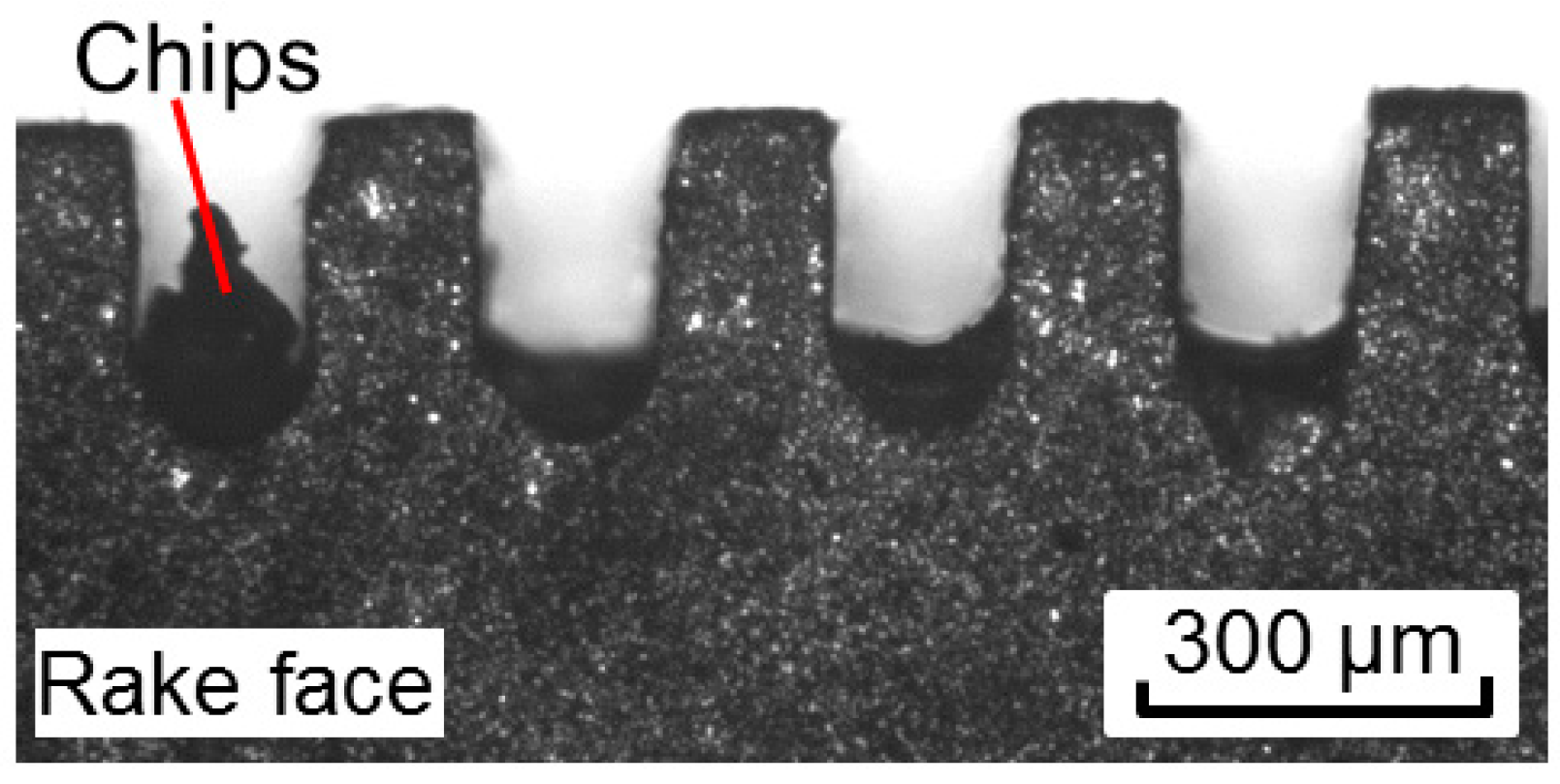
3.1. Micro Structure Fabrication on Tool Cutting Edge by Applying WEDM
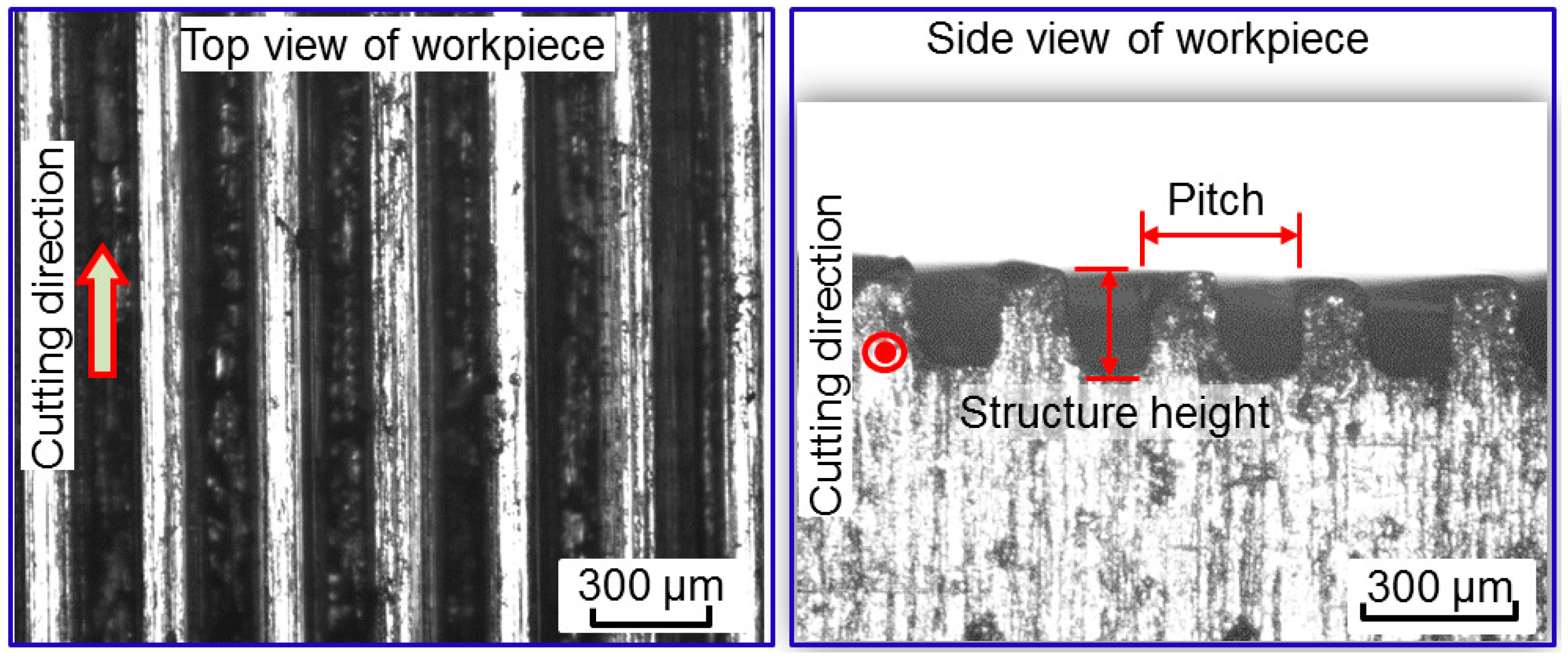
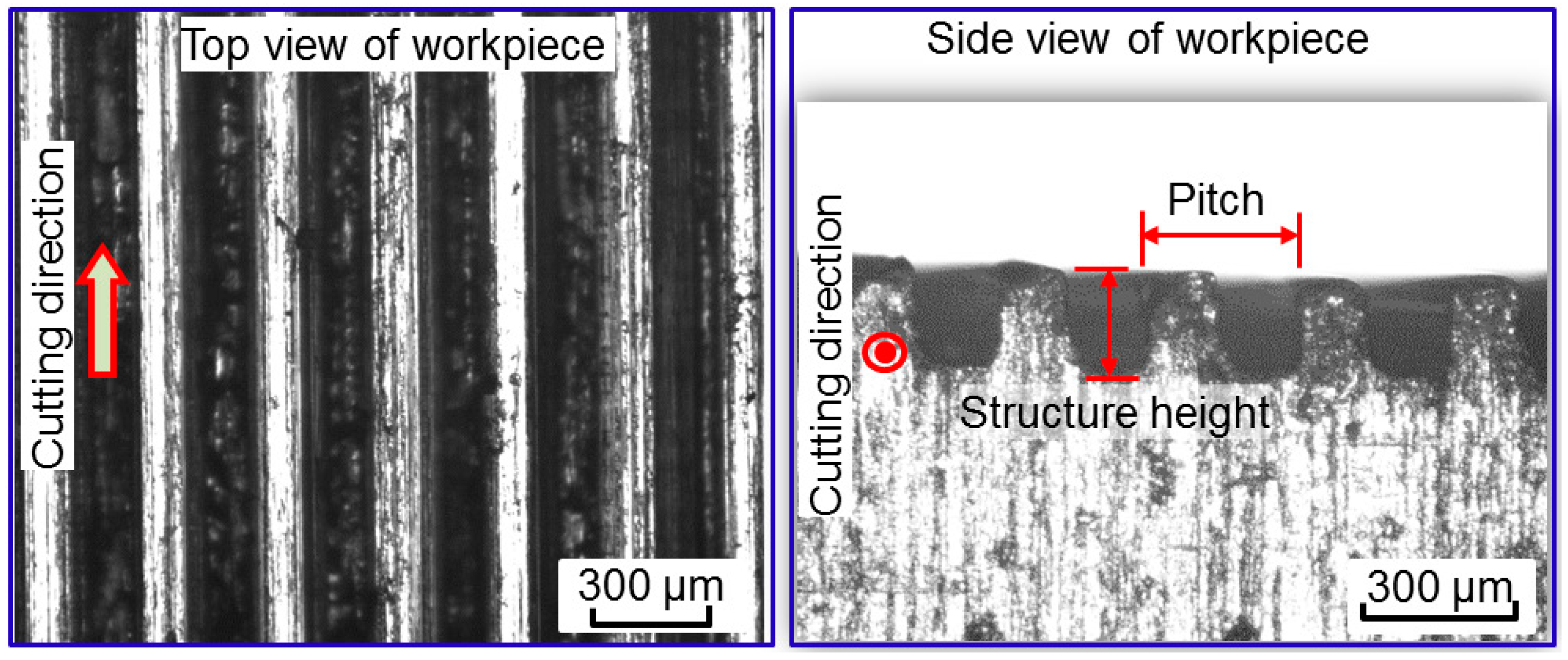
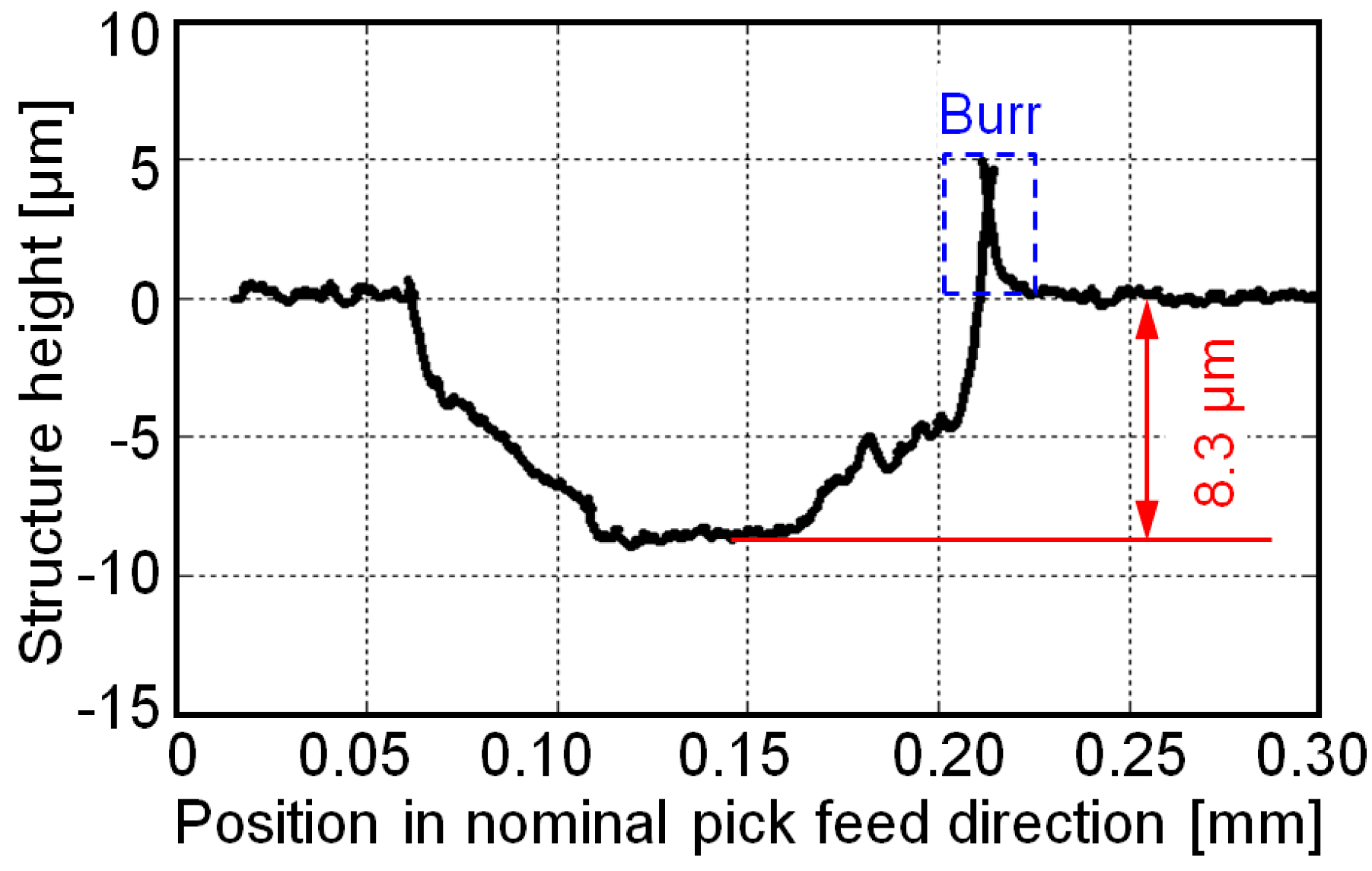
3.2. Micro Structure Fabrication on Aluminum Alloy by Applying the Textured Cutting Tool
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Shieh, H.P.D.; Huang, Y.P.; Chien, K.W. Micro-optics components for liquid crystal displays applications. In Proceedings of the 24th International Display Research Conference, Daegu, Korea, 23–27 August 2004; pp. 56–58.
- Xie, W.T.; Dai, Y.J.; Wang, R.Z.; Sumathy, K. Concentrated solar energy applications using Fresnel lenses: A review. Renew. Sustain. Energy Rev. 2011, 15, 2588–2606. [Google Scholar] [CrossRef]
- Miyoshi, H.; Adachi, T.; Ju, J.; Lee, S.M.; Cho, D.J.; Ko, J.S.; Uchida, G.; Yamagata, Y. Characteristics of motility-based filtering of adherent cells on microgrooved surfaces. Biomaterials 2012, 33, 395–401. [Google Scholar] [CrossRef] [PubMed]
- Bico, J.; Marzolin, C.; Quéré, D. Pearl drops. Europhys. Lett. 1999, 47, 220–226. [Google Scholar] [CrossRef]
- Gao, W.; Dejima, S.; Kiyono, S. A dual-mode surface encoder for position measurement. Sens. Actuators A 2005, 117, 95–102. [Google Scholar] [CrossRef]
- Gao, W.; Kimura, A. A three-axis displacement sensor with nanometric resolution. CIRP Ann. Manuf. Technol. 2007, 56, 529–532. [Google Scholar] [CrossRef]
- Evans, C.J.; Bryan, J.B. “Structured”, “Textured” or “Engineered” surfaces. CIRP Ann. Manuf. Technol. 1999, 48, 541–556. [Google Scholar] [CrossRef]
- Yan, J.W.; Oowada, T.; Zhou, T.F.; Kuriyagawa, T. Precision machining of microstructures on electroless-plated NiP surface for molding glass components. J. Mater. Process. Technol. 2009, 209, 4802–4808. [Google Scholar] [CrossRef]
- Paul, E.; Evans, C.J.; Mangamelli, A.; McGlauflin, M.L.; Polvani, R.S. Chemical aspects of tool wear in single point diamond turning. Precis. Eng. 1996, 18, 4–19. [Google Scholar] [CrossRef]
- Bulla, B.; Klocke, F.; Dambon, O. Analysis on ductile mode processing of binderless nano crystalline tungsten carbide through ultra precision diamond turning. J. Mater. Process. Technol. 2012, 212, 1022–1029. [Google Scholar] [CrossRef]
- Yan, J.W.; Zhang, Z.Y.; Kuriyagawa, T. Mechanism for material removal in diamond turning of reaction-bonded silicon carbide. Int. J. Mach. Tools Manuf. 2009, 49, 366–374. [Google Scholar] [CrossRef]
- Pan, H.J.; Liu, Z.D.; Gao, L.; Qiu, M.B.; Tian, Z.Q. Study of small holes on monocrystalline silicon cut by WEDM. Mater. Sci. Semicond. Process. 2013, 16, 385–389. [Google Scholar]
- Zhao, Y.H.; Kunieda, M.; Abe, K. Study of EDM cutting of single crystal silicon carbide. Precis. Eng. 2014, 38, 92–99. [Google Scholar] [CrossRef]
- Tian, Y.; Qiu, M.B.; Liu, Z.D.; Tian, Z.J.; Huang, Y.H. Discharge cutting technology for specific crystallographic planes of monocrystalline silicon. Mater. Sci. Semicond. Process. 2014, 27, 546–552. [Google Scholar] [CrossRef]
- Masuzawa, T.; Fujino, M.; Kobayashi, K.; Suzuki, T.; Kinoshita, N. Wire electro-discharge grinding for micro-machining. CIRP Ann. Manuf. Technol. 1985, 34, 431–434. [Google Scholar] [CrossRef]
- Kuo, C.L.; Huang, J.D. Fabrication of series-pattern microdisk electrode and its application in machining micro-slit of less than 10 μm. Int. J. Mach. Tools Manuf. 2004, 44, 545–553. [Google Scholar] [CrossRef]
- Costa, H.L.; Hutchings, I.M. Hydrodynamic lubrication of textured steel surfaces under reciprocating sliding conditions. Tribol. Int. 2007, 40, 1227–1238. [Google Scholar] [CrossRef]
- Bruzzone, A.A.G.; Coata, H.L.; Lonardo, P.M. Advances in engineered surfaces for functional performance. CIRP Ann. Manuf. Technol. 2008, 57, 750–769. [Google Scholar] [CrossRef]
- Ramos, C.; Autenrieth, H.; Strauß, T.; Deuchert, M.; Hoffmeister, J.; Schulze, V. Characterization of the transition from ploughing to cutting in micro machining and evaluation of the minimum thickness of cut. J. Mater. Process. Technol. 2012, 212, 594–600. [Google Scholar] [CrossRef]
- Malekian, M.; Mostofa, M.G.; Park, S.S.; Jun, M.B.G. Modeling of minimum uncut chip thickness in micro machining of aluminum. J. Mater. Process. Technol. 2012, 212, 553–559. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Li, Q.; Zhang, H.; Sui, Y.; Yang, H. Investigation of Micro Square Structure Fabrication by Applying Textured Cutting Tool in WEDM. Micromachines 2015, 6, 1427-1434. https://doi.org/10.3390/mi6101427
Zhang J, Li Q, Zhang H, Sui Y, Yang H. Investigation of Micro Square Structure Fabrication by Applying Textured Cutting Tool in WEDM. Micromachines. 2015; 6(10):1427-1434. https://doi.org/10.3390/mi6101427
Chicago/Turabian StyleZhang, Jianguo, Quansong Li, Hui Zhang, Yongxin Sui, and Huaijiang Yang. 2015. "Investigation of Micro Square Structure Fabrication by Applying Textured Cutting Tool in WEDM" Micromachines 6, no. 10: 1427-1434. https://doi.org/10.3390/mi6101427
APA StyleZhang, J., Li, Q., Zhang, H., Sui, Y., & Yang, H. (2015). Investigation of Micro Square Structure Fabrication by Applying Textured Cutting Tool in WEDM. Micromachines, 6(10), 1427-1434. https://doi.org/10.3390/mi6101427