
Bessel Beam Dielectrics Cutting with Femtosecond Laser in GHz-Burst Mode
 , ,
, ,
Abstract
1. Introduction
2. Experimental Setup
2.1. Laser System
2.2. Micromachining Workstation
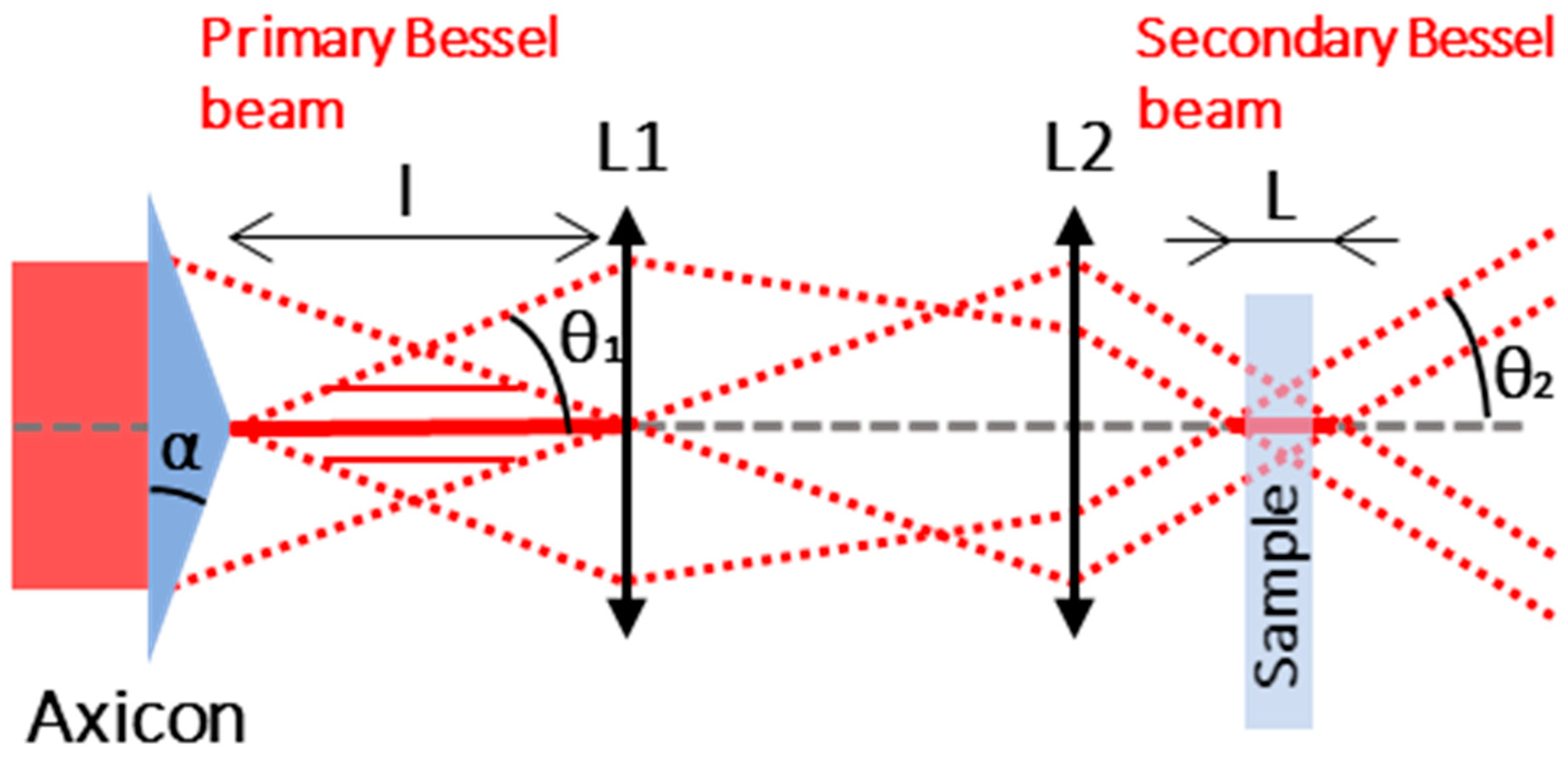
2.3. Generation and Characterization of the Bessel Beam
2.4. Roughness and Topography Measurements
2.5. Samples
3. Cutting Results and Discussion
3.1. GHz Burst Bessel Beam Dielectrics Cutting
3.2. Comparison between MHz-Burst and GHz-Burst Cutting
3.3. Optimization of the Parameters for Both Regimes
3.4. Over-Exposure
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- O’Hara, J.; Fang, F. Advances in micro cutting tool design and fabrication. Int. J. Extrem. Manuf. 2019, 1, 032003. [Google Scholar] [CrossRef]
- Gattass, R.; Mazur, E. Femtosecond laser micromachining in transparent materials. Nat. Phot. 2008, 2, 219–225. [Google Scholar] [CrossRef]
- Nisar, S.; Li, L.; Sheikh, M.A. Laser glass cutting techniques: A review. J. Las. Appl. 2013, 25, 042010. [Google Scholar] [CrossRef]
- Hosseini, S.A.; Herman, P.R. Method of Material Processing by Laser Filamentation. WO 2012/006736 A2, 19 January 2012. [Google Scholar]
- Alexeev, A.M.; Kryzhanovskiy, V.I.; Khait, O.V. Method for Cutting Non-Metallic Materials and Device for Carrying out Said Method. WO 03/072521 A2, 4 September 2003. [Google Scholar]
- Bovatsek, J.; Arai, A.Y.; Yoshino, F. Transparent Material Processing with an Ultrashort Pulse Laser. U.S. Patent 8,389,891,B2, 5 March 2013. [Google Scholar]
- Lumley, R.M. Controlled separation of brittle materials using a laser. Am. Ceram. Soc. Bull. 1968, 48, 850–854. [Google Scholar]
- Abramov, A.; Black, M.L.; Glaesemann, G.S. Laser separation of chemically strengthened glass. Phys. Procedia 2010, 5, 285–290. [Google Scholar] [CrossRef][Green Version]
- Abramov, A.; Sun, Y.; Xu, W.; Zhou, N. Laser Scoring of Glass Sheets at High Speeds and with Low Residual Stress. U.S. Patent 8,011,207,B2, 6 September 2011. [Google Scholar]
- Abramov, A.; Kemmerer, M.W.; Sun, Y.; Zhou, N. Laser Separation of Glass Sheets. U.S. Patent 8,051,679,B2, 8 November 2011. [Google Scholar]
- Abramov, A.; Luo, W. Method for Cutting a Brittle Material. U.S. Patent 8,171,753,B2, 8 May 2012. [Google Scholar]
- Yang, L.J.; Wang, Y.; Tian, Z.G.; Cai, N. YAG laser cutting soda-lime glass with controlled fracture and volumetric heat absorption. Int. J. Mach. Tools Manuf. 2010, 50, 849–859. [Google Scholar] [CrossRef]
- Nikitin, D.; Michel, T. Laser Driven Glass Cut Initiation. WO 01/32571 A1, 10 May 2001. [Google Scholar]
- Herman, R.M.; Wiggins, T.A. Production and uses of diffractionless beams. J. Opt. Soc. Am. A 1991, 8, 932–942. [Google Scholar] [CrossRef]
- Mishchik, K.; Beuton, R.; Caulier, O.D.; Skupin, S.; Chimier, B.; Duchateau, G.; Chassagne, B.; Kling, R.; Hönninger, C.; Mottay, E.; et al. Improved laser glass cutting by spatio-temporal control of energy deposition using bursts of femtosecond pulses. Opt. Expr. 2017, 25, 33271–33282. [Google Scholar] [CrossRef]
- Jenne, M.; Flamm, D.; Ouaj, T.; Hellstern, J.; Kleiner, J.; Grossmann, D.; Koschig, M.; Kaiser, M.; Kumkar, M.; Nolte, S. High-quality tailored-edge cleaving using aberration-corrected Bessel-like beams. Opt. Lett. 2018, 43, 3164–3167. [Google Scholar] [CrossRef]
- Meyer, R.; Giust, R.; Jacquot, M.; Dudley, J.M.; Courvoisier, F. Submicron-quality cleaving of glass with elliptical ultrafast Bessel beams. Appl. Phys. Lett. 2017, 111, 231108. [Google Scholar] [CrossRef]
- Shin, H.; Kim, D. Strength of ultra-thin glass cut by internal scribing using a femtosecond Bessel beam. Opt. Las. Tech. 2020, 129, 106307. [Google Scholar] [CrossRef]
- Dudutis, J.; Gečys, P.; Račiukaitis, G. Non-ideal axicon-generated Bessel beam application for intra-volume glass modification. Opt. Expr. 2016, 24, 28433–28443. [Google Scholar] [CrossRef]
- Del Hoyo, J.; Meyer, R.; Furfaro, L.; Courvoisier, F. Nanoscale confinement of energy deposition in glass by double ultrafast Bessel pulses. Nanophotonics 2021, 10, 1089–1097. [Google Scholar] [CrossRef]
- Bhuyan, M.K.; Courvoisier, F.; Lacourt, P.A.; Jacquot, M.; Salut, R.; Furfaro, L.; Dudley, J.M. High aspect ratio nanochannel machining using single shot femtosecond Bessel beams. Appl. Phys. Lett. 2010, 97, 081102. [Google Scholar] [CrossRef]
- Courvoisier, F.; Zhang, J.; Bhuyan, M.; Jacquot, M.; Dudley, J.M. Applications of femtosecond Bessel beams to laser ablation. App. Phys. A 2013, 112, 29–34. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Moreno, E.; Rudenko, A.; Faure, N.; Sedao, X.; Mauclair, C.; Colombier, J.-P.; Stoian, R. Super-efficient drilling of metals with ultrafast non-diffractive laser beams. Sci. Rep. 2022, 12, 2074. [Google Scholar] [CrossRef] [PubMed]
- Mitra, S.; Chanal, M.; Clady, R.; Mouskeftaras, A.; Grojo, D. Millijoule femtosecond micro-Bessel beams for ultra-high aspect ratio machining. Appl. Opt. 2015, 54, 7358–7365. [Google Scholar] [CrossRef]
- Yu, Y.; Jiang, L.; Cao, Q.; Xia, B.; Wang, Q.; Lu, Y. Pump-probe imaging of the fs-ps-ns dynamics during femtosecond laser Bessel beam drilling in PMMA. Opt. Expr. 2015, 23, 32728–32735. [Google Scholar] [CrossRef]
- Metzner, D.; Lickschat, P.; Kreisel, C.; Lampke, T.; Weißmante, S. Study on laser ablation of glass using MHz to GHz burst pulses. App. Phys. A 2022, 128, 637. [Google Scholar] [CrossRef]
- Remund, S.M.; Gafner, M.; Chaja, M.V.; Urniezius, A.; Butkus, S.; Neuenschwander, B. Milling applications with GHz burst: Inverstigations concerning the removal rate and machining quality. Procedia CIRP 2020, 94, 850–855. [Google Scholar] [CrossRef]
- Kerse, C.; Kalaycoglu, H.; Elahi, P.; Cetin, B.; Kesim, D.; Akçaalan, O.; Yavas, S.; Asik, M.; Oktem, B.; Hoogland, H.; et al. Ablation-cooled material removal with ultrafast bursts of pulse. Nature 2016, 537, 84. [Google Scholar] [CrossRef] [PubMed]
- Elahi, P.; Akçaalan, Ö.; Ertek, C.; Eken, K.; Ilday, F.Ö.; Kalaycoğlu, H. High-power Yb-based all-fiber laser delivering 300 fs pulses for high-speed ablation-cooled material removal. Opt. Lett. 2018, 43, 3. [Google Scholar] [CrossRef]
- Hendow, S.; Takahashi, H.; Yamaguchi, M.; Xu, J. Enhanced ablation using GHz-pulsed fs laser. Proc. SPIE Laser Based Micro- Nanoprocessing XIV 2020, 11268, 1126809. [Google Scholar]
- Schwarz, S.; Rung, S.; Esen, C.; Hellmann, R. Enhanced ablation efficiency using GHz bursts in micromachining fused silica. Opt. Lett. 2021, 46, 282–285. [Google Scholar] [CrossRef] [PubMed]
- Balachninaite, O.; Tamuliené, V.; Eičas, L.; Vaičaitis, V. Laser micromachining of steel and copper using femtosecond laser pulses in GHz burst mode. Results Phys. 2021, 22, 103847. [Google Scholar] [CrossRef]
- Obata, K.; Caballero-Lucas, F.; Sugioka, K. Material Processing at GHz Burst Mode by Femtosecond Laser Ablation. JLMN-J. Laser Micro/Nanoeng. 2021, 16, 19–23. [Google Scholar]
- Balage, P.; Lopez, J.; Bonamis, G.; Hönninger, C.; Manek-Hönninger, I. Crack-free high-aspect ratio holes in glasses by top–down percussion drilling with infrared femtosecond laser GHz-bursts. Int. J. Extrem. Manuf. 2023, 5, 015002. [Google Scholar] [CrossRef]
- Sugioka, K. Will GHz burst mode create a new path to femtosecond laser processing? Int. J. Extrem. Manuf. 2021, 3, 043001. [Google Scholar] [CrossRef]
- Balage, P.; Bonamis, G.; Lafargue, M.; Guilberteau, T.; Delaigue, M.; Hönninger, C.; Qiao, J.; Lopez, J.; Manek-Hönninger, I. Advances in Femtosecond Laser GHz-Burst Drilling of Glasses: Influence of Burst Shape and Duration. Micromachines 2023, 14, 1158. [Google Scholar] [CrossRef]
- Matsuoka, Y.; Kizuka, Y.; Inoue, T. The characteristics of laser micro drilling using a Bessel beam. Appl. Phys. A 2006, 84, 423–430. [Google Scholar] [CrossRef]
- Lopez, J.; Mishchik, K.; Chassagne, B.; Javaux-Leger, C.; Hönninger, C.; Mottay, E.; Kling, R. Glass cutting using ultrashort pulsed Bessel beam. In Proceedings of the ICALEO, Atlanta, GA, USA, 18–22 October 2015; p. M404. [Google Scholar]
- Mishchik, K.; Chassagne, B.; Javaux-Léger, C.; Hönninger, C.; Mottay, E.; Kling, R.; Lopez, J. Dash line glass- and sapphire-cutting with high power USP laser. Proc. SPIE 2016, 9740, 97400W-1. [Google Scholar]
- Durnin, J.; Miceli, J.J., Jr. Diffraction-Free Beams. Phys. Rev. Lett. 1987, 58, 1499–1501. [Google Scholar] [CrossRef] [PubMed]
- Rapp, L.; Meyer, R.; Furfaro, L.; Billet, C.; Giust, R.; Courvoisier, F. High speed cleaving of crystals with ultrafast Bessel beams. Opt. Expr. 2017, 25, 9312–9317. [Google Scholar] [CrossRef] [PubMed]
- Caulier, O.D.; Mishchik, K.; Chimier, B.; Skupin, S.; Bourgeade, A.; Léger, C.J.; Kling, R.; Hönninger, C.; Lopez, J.; Tikhonchuk, V.; et al. Femtosecond laser pulse train interaction with dielectric materials. Appl. Phys. Lett. 2015, 107, 181110. [Google Scholar] [CrossRef]
- Burghartz, S.; Schulz, B. Thermophysical properties of sapphire, AlN and MgAl,O, down to 70 K. J. Nucl. Mater. 1994, 212–215, 1065–1068. [Google Scholar] [CrossRef]
- Obata, K.; Sugioka, K.; Toyoda, K.; Midorikawa, K. Enhance refractive index modification of fused silica by multiwavelength excitation process using F 2 and KrF excimer lasers. Laser Precis. Microfabr. 2003, 50. [Google Scholar]
- Yamamoto, K.; Hasaka, N.; Morita, H.; Ohmura, E. Influence of the thermal expansion coefficient in laser scribing of glass. Precis. Eng. 2010, 34, 70–75. [Google Scholar] [CrossRef]
- Gaverina, L.; Batsale, J.C.; Sommier, A.; Pradere, C. Pulsed flying spot with the logarithmic parabolas method for estimation in-plane thermal diffusivity fields on heterogenous and anisotropic materials. J. Appl. Phys. 2017, 121, 115105. [Google Scholar] [CrossRef]
- Lopez, J.; Niane, S.; Bonamis, G.; Balage, P.; Audouard, E.; Hönninger, C.; Mottay, E.; Manek-Hönninger, I. Percussion drilling in glasses and process dynamics with femtosecond laser GHz-bursts. Opt. Expr. 2022, 30, 12533. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sodalime | AF32 | |||||||
|---|---|---|---|---|---|---|---|---|
| MHz Bursts | GHz Bursts | MHz Bursts | GHz Bursts | |||||
| Burst Energy (µJ) | Pitch (µm) | Sa (µm) | Pitch (µm) | Sa (µm) | Pitch (µm) | Sa (µm) | Pitch (µm) | Sa (µm) |
| 200 | 1 | 0.84 | 0.005 | 0.44 | 1 | 0.88 | 0.01 | 0.27 |
| 215 | 1 | 0.86 | 0.01 | 0.46 | 0.5 | 0.55 | 0.025 | 0.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balage, P.; Guilberteau, T.; Lafargue, M.; Bonamis, G.; Hönninger, C.; Lopez, J.; Manek-Hönninger, I. Bessel Beam Dielectrics Cutting with Femtosecond Laser in GHz-Burst Mode. Micromachines 2023, 14, 1650. https://doi.org/10.3390/mi14091650
Balage P, Guilberteau T, Lafargue M, Bonamis G, Hönninger C, Lopez J, Manek-Hönninger I. Bessel Beam Dielectrics Cutting with Femtosecond Laser in GHz-Burst Mode. Micromachines. 2023; 14(9):1650. https://doi.org/10.3390/mi14091650
Chicago/Turabian StyleBalage, Pierre, Théo Guilberteau, Manon Lafargue, Guillaume Bonamis, Clemens Hönninger, John Lopez, and Inka Manek-Hönninger. 2023. "Bessel Beam Dielectrics Cutting with Femtosecond Laser in GHz-Burst Mode" Micromachines 14, no. 9: 1650. https://doi.org/10.3390/mi14091650
APA StyleBalage, P., Guilberteau, T., Lafargue, M., Bonamis, G., Hönninger, C., Lopez, J., & Manek-Hönninger, I. (2023). Bessel Beam Dielectrics Cutting with Femtosecond Laser in GHz-Burst Mode. Micromachines, 14(9), 1650. https://doi.org/10.3390/mi14091650