

Study on the Effect of Cold Deformation and Heat Treatment on the Properties of Cu-Ag Alloy Wire

Abstract
:1. Introduction
2. Test Materials and Methods
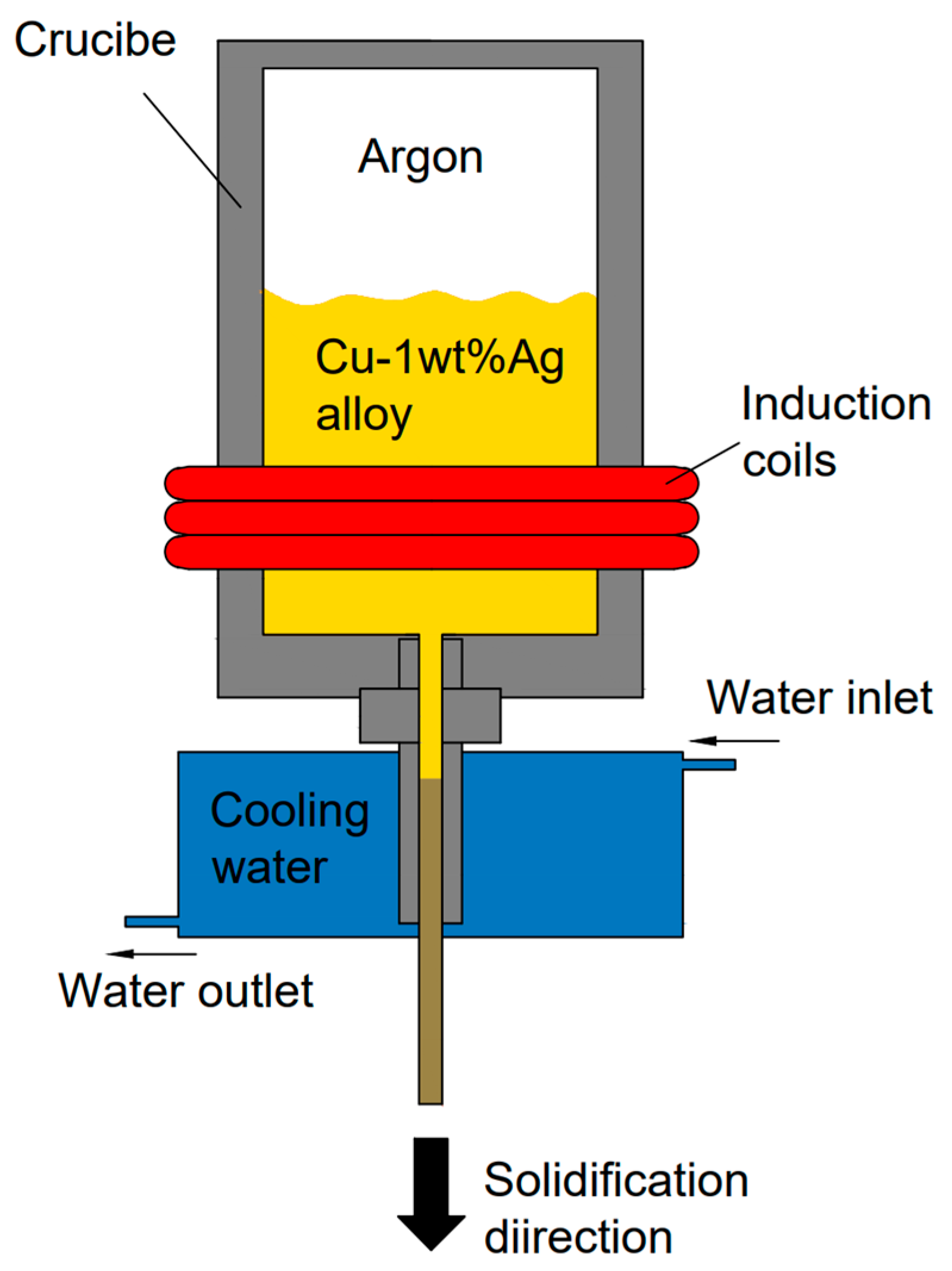
2.1. Test Materials and Equipment
2.2. Test Method
3. Results
3.1. Effect of Different Deformation on the Microstructure of Cu-1 wt%Ag Wire
3.2. Effect of Different Deformation on the Performance of Cu-1 wt%Ag Wire
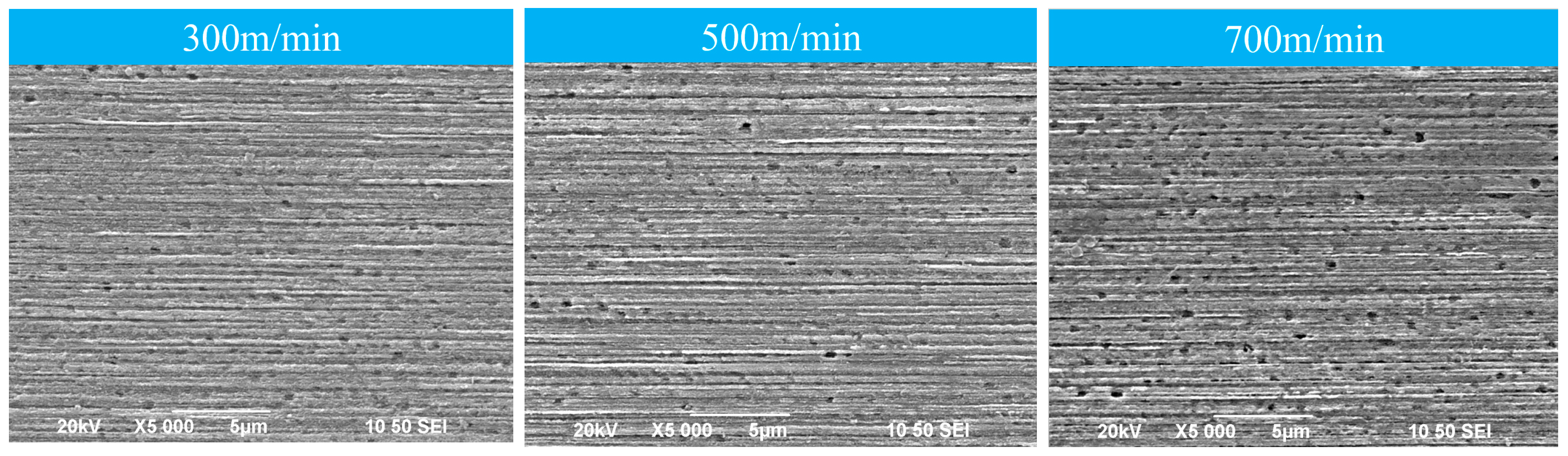
3.3. Effect of Different Drawing Rates on the Microstructure of Cu-1 wt%Ag Wire
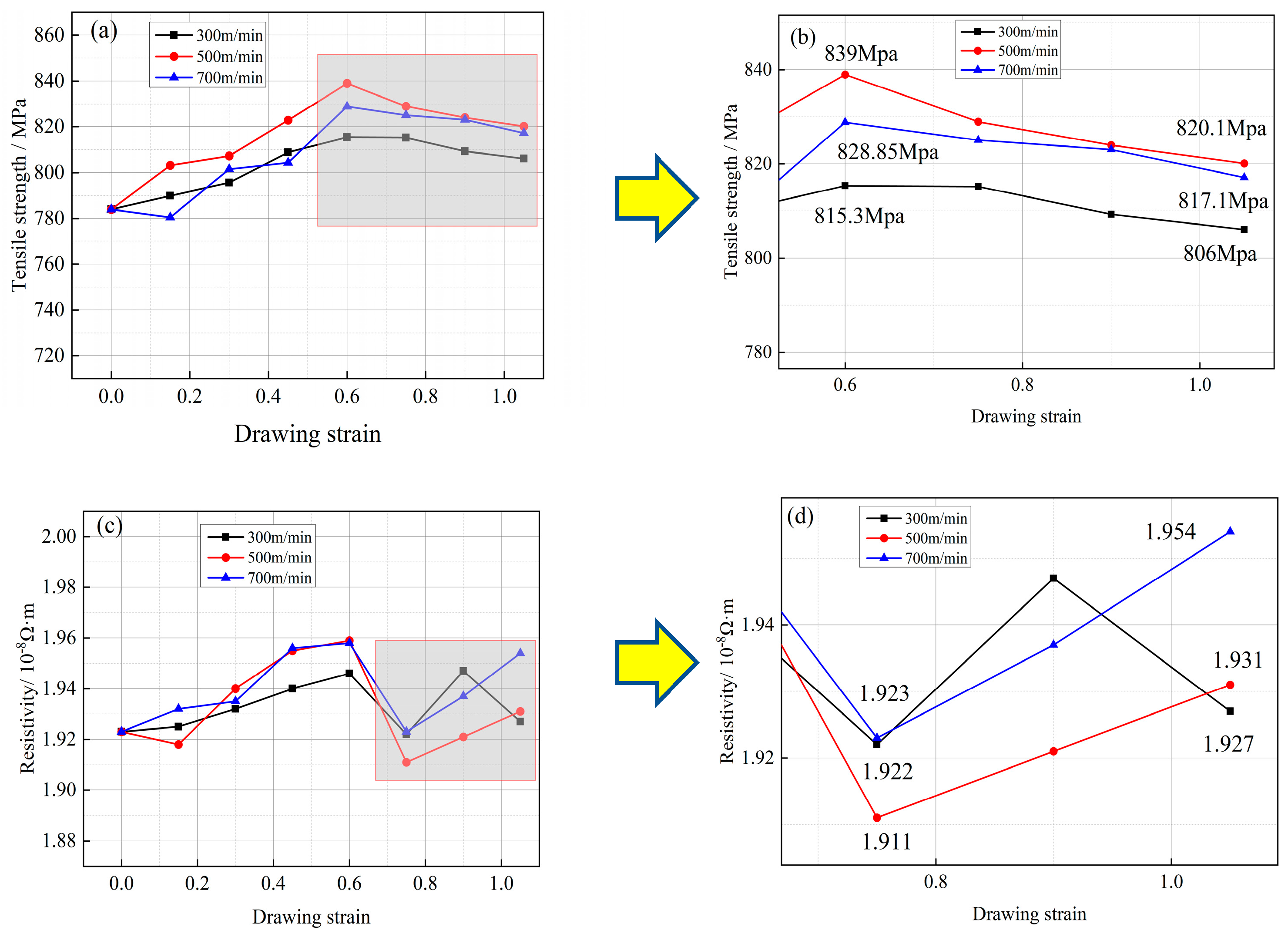
3.4. Effect of Different Drawing Rates on the Properties of Cu-1 wt%Ag Wire
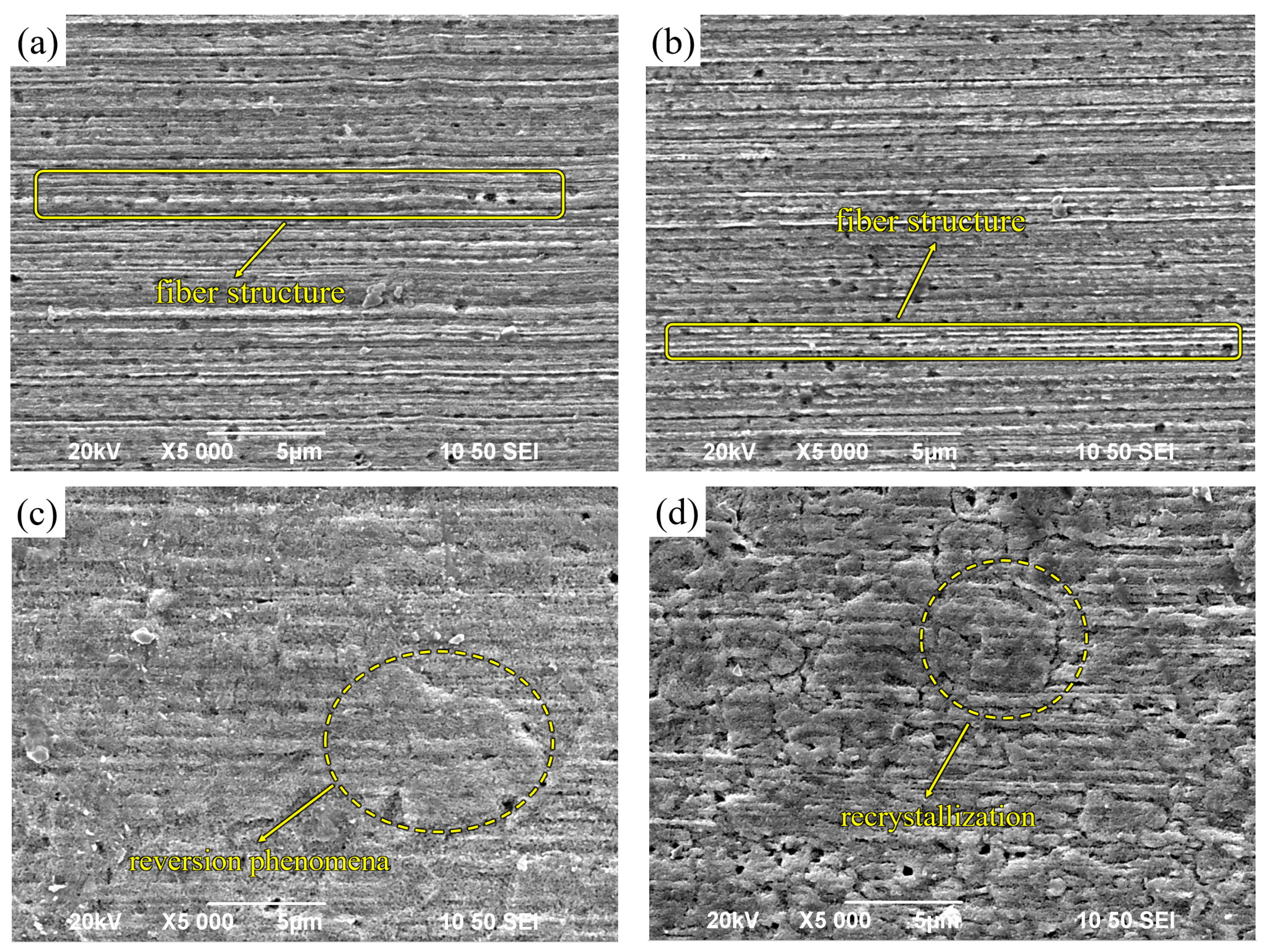
3.5. Effect of Different Heat Treatment Temperatures on the Microstructure of Cu-1 wt%Ag Wire
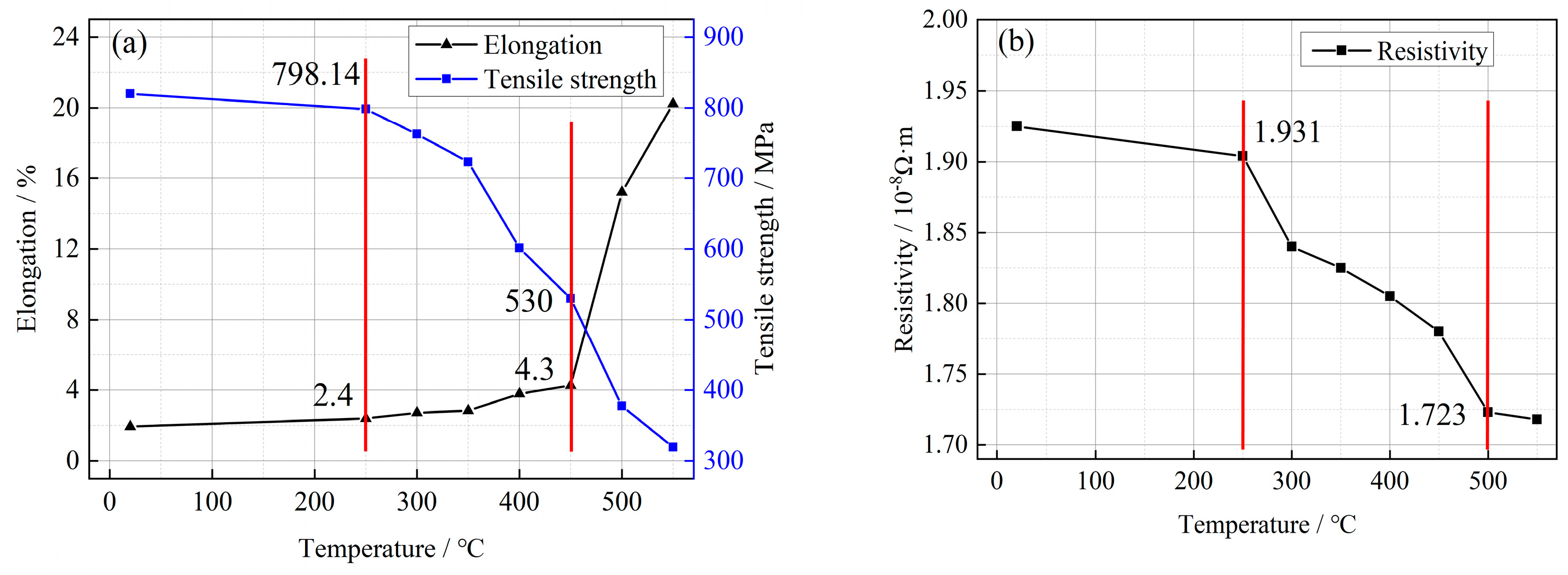
3.6. Effect of Different Heat Treatment Temperatures on the Properties of Cu-1 wt%Ag Wire
3.7. Effect of Different Annealing Rates on the Properties of Cu-1 wt%Ag Wires
4. Conclusions
- (1)
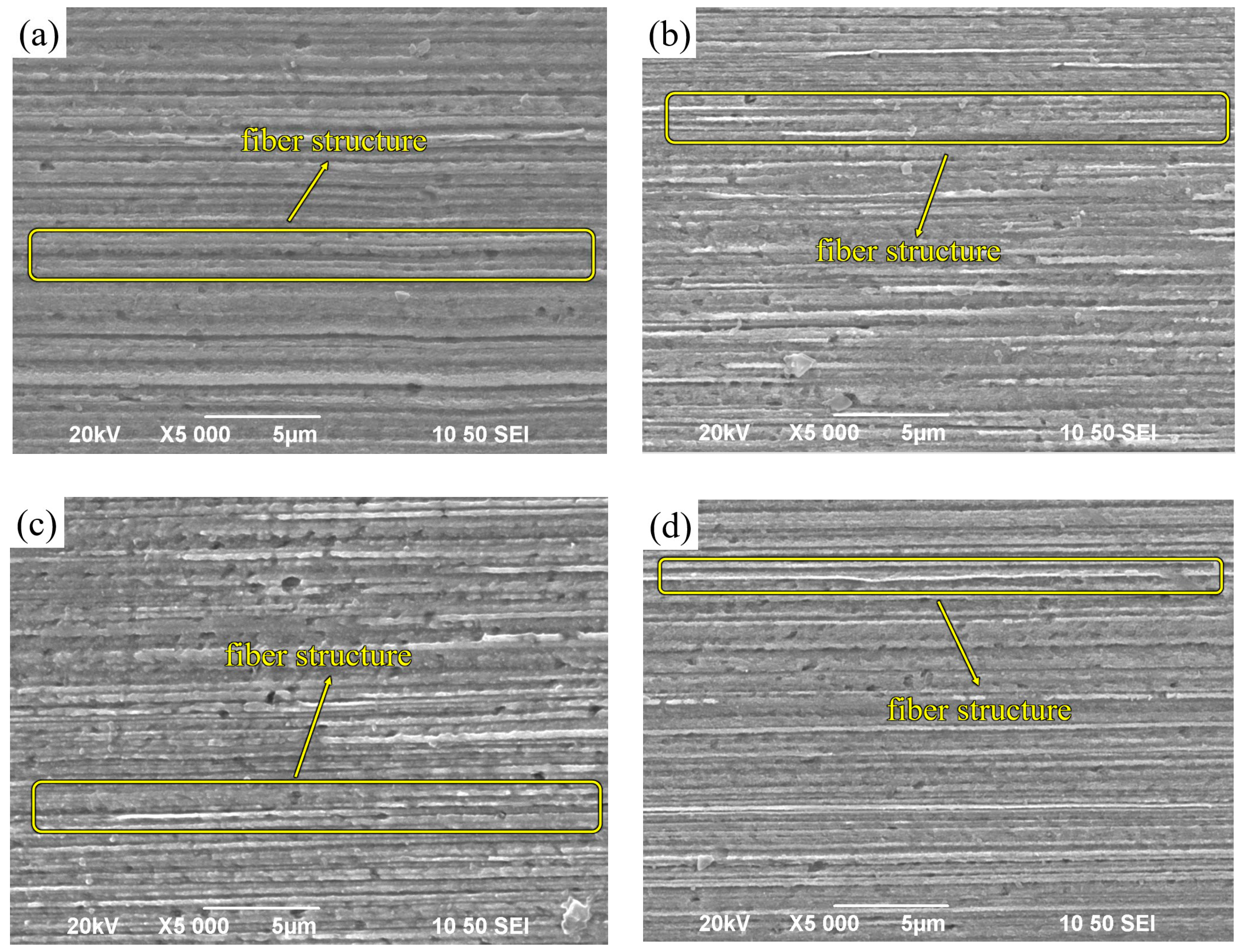
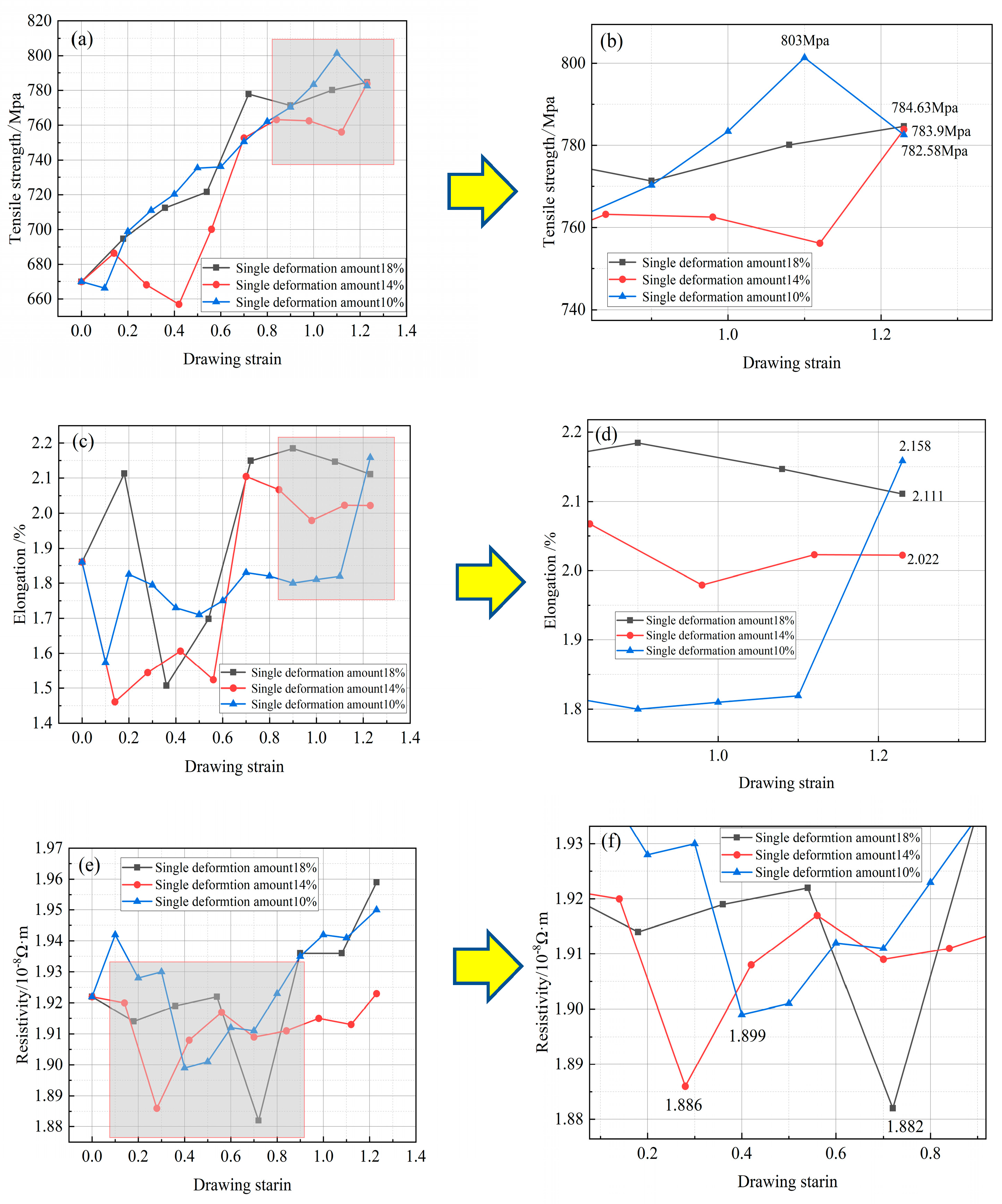
- After a single-pass drawing with deformation amounts of 18%, 14%, and 10%, the grains gradually transformed into a fibrous morphology, and Ag fiber grain organization was observed within the Cu-1 wt%Ag wires. The addition of the Ag element increased the deformation resistance of the wires. Specifically, the tensile strength of the Cu-1 wt%Ag wires increased from 670 MPa to 784.63 MPa, 783.9 MPa, and 782.58 MPa for deformation amounts of 18%, 14%, and 10%, respectively. Additionally, the resistivity increased from 1.922 × 10−8 Ω·m to 1.959 × 10−8 Ω·m, 1.923 × 10−8 Ω·m, and 1.923 × 10−8 Ω·m, respectively. Overall, the wires exhibit superior performance when subjected to a single-pass deformation of 14%.
- (2)
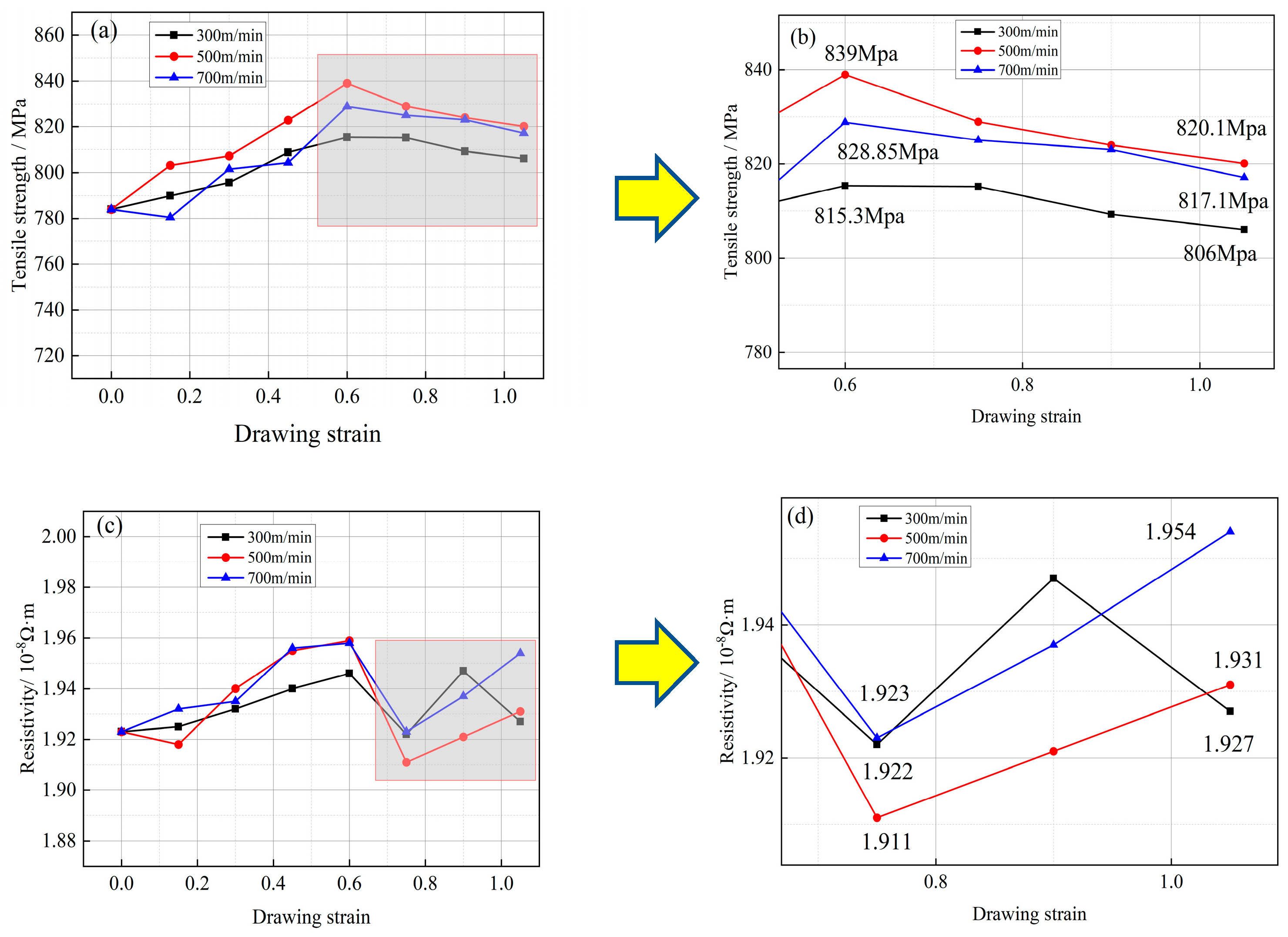
- Following the experiments conducted with various drawing rates, the tensile strength of Cu-1 wt%Ag wires increased from 783.9 MPa to 806 MPa, 820.1 MPa, and 817.1 MPa, respectively. Meanwhile, the electrical resistivity rose from 1.923 × 10−8 Ω·m to 1.927 × 10−8 Ω·m, 1.931 × 10−8 Ω·m, and 1.954 × 10−8 Ω·m, respectively. Notably, when employing the drawing rate of 300 m/min, the resulting wires consistently exhibited low resistivity and showcased smooth performance transitions throughout the drawing process.
- (3)
- The resistivity of the Cu-1 wt%Ag wires exhibited minimal changes prior to annealing temperatures of 250 °C. At an annealing temperature of 300 °C, the Cu-1 wt%Ag bonded wires commenced reversion, with a more pronounced effect observed above 350 °C. At 450 °C, the resistivity of the Cu-1 wt%Ag wire decreased to 1.78 × 10−8 Ω·m. Further increasing the temperature to 550 °C resulted in a substantial reduction in the fiber phase, accompanied by gradual recrystallization of the material. However, the recrystallization rate was relatively slow, leading to a continued decrease in the material’s overall ability to scatter electrons. Consequently, the resistivity steadily declined, reaching a final value of 1.718 × 10−8 Ω·m. The Cu-1 wt%Ag wires exhibited enhanced performance following annealing between 500 °C and 550 °C.
- (4)
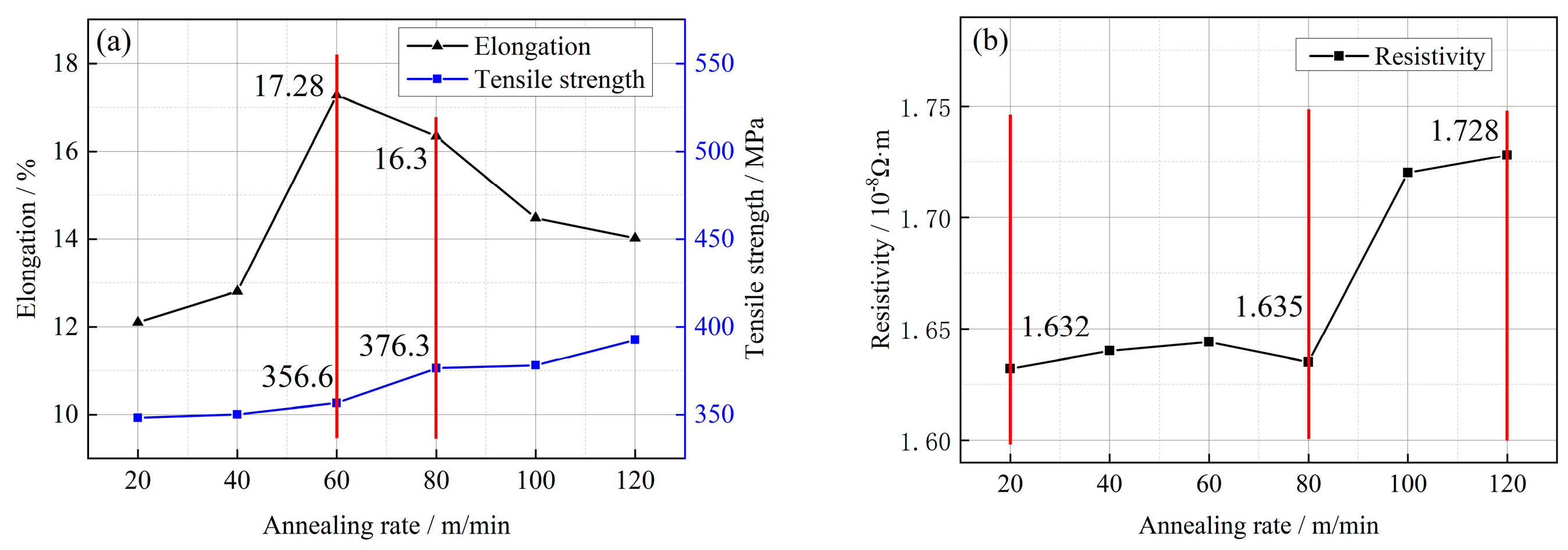
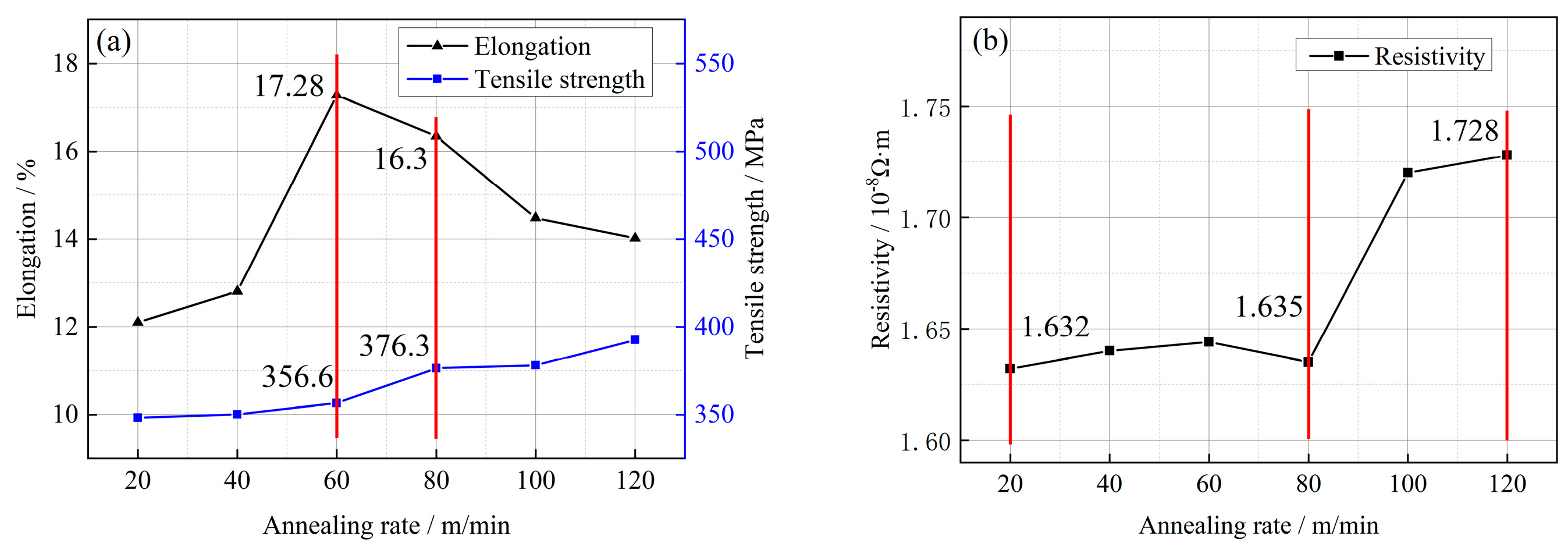
- Within the annealing rate range of 20 to 120 m/min, the tensile strength of Cu-1 wt%Ag wires exhibited a gradual increase, ranging from 348.3 MPa to 392.7 MPa. At an annealing rate of 60 m/min, the material underwent complete internal reversion and initiated recrystallization, resulting in a peak elongation of 17.28%. With a decrease in the annealing rate to 20 m/min, the recrystallized grains began to grow, leading to a significant reduction in elongation by 12.1% compared to the 60 m/min annealing rate. Concurrently, the resistivity of the Cu-1 wt%Ag wire increased from 1.632 × 10−8 Ω·m (at 20 m/min) to 1.728 × 10−8 Ω·m (at 120 m/min). Based on these findings, the optimal annealing rate for Cu-1 wt%Ag wire falls within the range of 60–80 m/min.
- (5)
- For the cold deformation test, different drawing process parameters lead to different performance, and the variation of drawing rate with microstructure is not obvious, suggesting that the setting of the drawing rate is not comprehensive enough. The drawing rate interval is small, not exceeding 700 m/min or falling below 300 m/min in the study. At high and low drawing rate, the microstructure should have obvious differences. In heat treatment experiments, the addition of Ag elements of copper wire, compared with pure copper recrystallization phenomenon, occurs at a higher temperature, and the consideration is that a stronger chemical affinity between silver and copper leads to the formation of a more stable interface, increasing the temperature required for recrystallization.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liang, C.; Zappella, P. Advanced Packaging Solution to Hermetically Packaging Microelectronic Devices. IEEE Trans. Compon. Packag. Manuf. Technol. 2021, 11, 1055–1062. [Google Scholar] [CrossRef]
- Zhao, S.; Zheng, B.; Zhang, D.L.; Xie, X.C.; Qu, Z.B.; Wang, Y.; Zhao, X.C.; Wu, J.Q.; Lee, C.C.; Huo, Y.J. Atomistic insights into silver-indium solid solution softening mechanism for microelectronics packaging. J. Mater. Res. Technol. 2023, 24, 6065–6075. [Google Scholar] [CrossRef]
- Shi, L.F.; Tan, X.L.; Xin, D.J.; Hou, Z.Y. Optimization Design of Fixed-Length Bond-Wire Interconnection in Multichips Module. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 9, 2290–2297. [Google Scholar] [CrossRef]
- Zhou, H.L.; Zhang, Y.C.; Cao, J.; Su, C.H.; Li, C.; Chang, A.D.; An, B. Research Progress on Bonding Wire for Microelectronic Packaging. Micromachines 2023, 14, 432. [Google Scholar] [CrossRef] [PubMed]
- Long, Y.Y.; Arndt, M.; Dencker, F.; Wurz, M.; Twiefel, J.; Wallaschek, J. Impact of surface texture on ultrasonic wire bonding process. J. Mater. Res. Technol. 2022, 20, 1828–1838. [Google Scholar] [CrossRef]
- Pedersen, K.B.; Nielsen, D.A.; Czerny, B.; Khatibi, G.; Iannuzzo, F.; Popok, V.N.; Pedersen, K. Wire bond degradation under thermo- and pure mechanical loading. Microelectron. Reliab. 2017, 76–77, 373–377. [Google Scholar] [CrossRef]
- Lin, C.T.; Lin, C.J. Multi-response optimization of wire bonding process for evaluating alternative wire material. Microelectron. J. 2020, 106, 104925. [Google Scholar] [CrossRef]
- Zhao, Z.L.; Xiao, Z.; Li, Z.; Qiu, W.T.; Jiang, H.Y.; Lei, Q.; Liu, Z.R.; Jiang, Y.B.; Zhang, S.J. Microstructure and properties of a Cu–Ni–Si–Co–Cr alloy with high strength and high conductivity. Mater. Sci. Eng. A 2019, 759, 396–403. [Google Scholar] [CrossRef]
- Guo, X.L.; Xiao, Z.; Qiu, W.T.; Li, Z.; Zhao, Z.Q.; Wang, X.; Jiang, Y.B. Microstructure and properties of Cu-Cr-Nb alloy with high strength, high electrical conductivity and good softening resistance performance at elevated temperature. Mater. Sci. Eng. A 2019, 749, 281–290. [Google Scholar] [CrossRef]
- Jeon, Y.K.; Choe, S.; Kim, H.C.; Kim, M.J.; Kim, J.J. Electrodeposition of Cu-Ag films in ammonia-based electrolyte. J. Alloys Compd. 2019, 775, 639–646. [Google Scholar] [CrossRef]
- Liang, M.; Wang, P.F.; Xu, X.Y.; Li, C.S.; Peng, T.; Zhang, P.X. High Strength and Conductivity CuAg Micro-Composites by ADB Process. IEEE Trans. Appl. Supercond. 2020, 30, 4301004. [Google Scholar] [CrossRef]
- Chen, J.J. Study on the Microstructures and Properties of High Strength and High Conductivity Cu-Ag Alloy. Master’s Thesis, University of Science and Technology of China, Hefei, China, 2022. [Google Scholar]
- Tang, L.S. Study on the Thermo-Mechanical Treatment and Hot Deformation Behavior of Cu-4.5 wt.% Ag Alloy. Master’s Thesis, Jiangxi University of Science and Technology, Ganzhou, China, 2021. [Google Scholar]
- Zhou, Y.J.; Liu, Y.H.; Song, K.X.; Li, S.L.; Feng, C.L.; Zhu, Q.Q.; Peng, X.W.; Yang, S.D.; Li, X.; Zhang, P.F. Mechanisms for high strength and ultra-high electrical conductivity of Cu-3.5wt.%Ag alloy prepared by thermomechanical treatment. Mater. Today Commun. 2022, 33, 104819. [Google Scholar] [CrossRef]
- Song, K.X.; Geng, Y.F.; Ban, Y.J.; Zhang, Y.; Li, Z.; Mi, X.J.; Cao, J.; Zhou, Y.J.; Zhang, X.B. Effects of strain rates on dynamic deformation behavior of Cu-20Ag alloy. J. Mater. Sci. Technol. 2021, 79, 75–87. [Google Scholar] [CrossRef]
- Cao, F.; Gou, S.W.; Wang, Z.X.; Jiang, Y.H.; Xiao, P.; Liang, S.H. Research progress on in-situ deformation preparation of Cu-Ag alloys with high Ag content. Trans. Mater. Heat Treat. 2022, 43, 10–20. [Google Scholar]
- Xie, M.W. Study on Strengthening Mechanism and Conductivity of High Strength and High Conductivity Cu-Ag Alloys. Master’s Thesis, Jiangxi University of Science and Technology, Ganzhou, China, 2022. [Google Scholar]
- Varol, T.; Güler, O.; Akçay, S.B.; Aksa, H.C. The effect of silver coated copper particle content on the properties of novel Cu-Ag alloys prepared by hot pressing method. Powder Technol. 2021, 384, 236–246. [Google Scholar] [CrossRef]
- Choi, E.A.; Lee, S.J.; Ahn, J.H.; Choe, S.; Lee, K.H.; Lim, S.H.; Choi, Y.S.; Han, S.Z. Enhancement of strength and electrical conductivity for hypo-eutectic Cu-12Ag alloy. J. Alloys Compd. 2023, 931, 167506. [Google Scholar] [CrossRef]
- Wang, S.S.; Zhang, Y.W.; Yao, D.W. Micro-structure and properties of Cu-0.5 wt%Ag alloy fine wires with severe cold plastic deformation treatment. Mater. Res. Express 2018, 5, 046532. [Google Scholar]
- Zhao, H.M.; Fu, H.D.; Xie, M.; Xie, J.X. Effect of Ag content and drawing strain on microstructure and properties of directionally solidified Cu-Ag alloy. Vacuum 2018, 154, 190–199. [Google Scholar] [CrossRef]
- Xie, M.W.; Huang, W.; Chen, H.M.; Gong, L.K.; Xie, W.B.; Wang, H.; Yang, B. Microstructural evolution and strengthening mechanisms in cold-rolled Cu–Ag alloys. J. Alloys Compd. 2021, 851, 156893. [Google Scholar] [CrossRef]
- Zhu, X.F.; Xiao, Z.; An, J.H.; Jiang, H.Y.; Jiang, Y.B.; Li, Z. Microstructure and properties of Cu-Ag alloy prepared by continuously directional solidification. J. Alloys Compd. 2021, 883, 160769. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equipment | Model |
|---|---|
| Fine Wire-Drawing Machine | LH160-24 |
| Ultra-Fine Wire-Drawing Machine | LH150-36 |
| Scanning Electron Microscope | JEOL JSM-6700F |
| Tensile Testing Machine | HS-3004A |
| Microcomputer-Controlled Electronic Universal Tester | KD2-0.02 |
| Resistance Tester | SB2231 |
| Heat Treatment Equipment | SD-40 |
| Test Type | Wire Diameter (mm) | Drawing Strain |
|---|---|---|
| Different deformation amount test | 0.25–0.135 | 0–1.232 |
| Different drawing rate test | 0.135–0.08 | 0–1.046 |
| Program Number | Initial Wire Diameter (mm) | Single-Pass Reduced Surface Volume | Number of Molds | Drawing Speed (m/min) | Final Wire Diameter (mm) |
|---|---|---|---|---|---|
| Program 1 | 0.25 | 18% | 7 | 500 | 0.135 |
| Program 2 | 14% | 9 | |||
| Program 3 | 10% | 12 |
| Program Number | Initial Wire Diameter (mm) | Single-Pass Reduced Surface Volume | Drawing Speed (m/min) | Final Wire Diameter (mm) |
|---|---|---|---|---|
| Program 1 | 0.135 | 300 | 0.08 | |
| Program 2 | 15% | 500 | ||
| Program 3 | 700 |
| Test Type | Wire Diameter (mm) | Annealing Temperature (°C) | Annealing Rate (m/min) |
|---|---|---|---|
| Different annealing temperature | 0.08 | 250–500 | 100 |
| Different annealing rate | 500 | 20–120 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, X.; Jia, H.; Fan, J.; Cao, J.; Su, C. Study on the Effect of Cold Deformation and Heat Treatment on the Properties of Cu-Ag Alloy Wire. Micromachines 2023, 14, 1635. https://doi.org/10.3390/mi14081635
Wu X, Jia H, Fan J, Cao J, Su C. Study on the Effect of Cold Deformation and Heat Treatment on the Properties of Cu-Ag Alloy Wire. Micromachines. 2023; 14(8):1635. https://doi.org/10.3390/mi14081635
Chicago/Turabian StyleWu, Xuefeng, Hewei Jia, Junling Fan, Jun Cao, and Chenghao Su. 2023. "Study on the Effect of Cold Deformation and Heat Treatment on the Properties of Cu-Ag Alloy Wire" Micromachines 14, no. 8: 1635. https://doi.org/10.3390/mi14081635
APA StyleWu, X., Jia, H., Fan, J., Cao, J., & Su, C. (2023). Study on the Effect of Cold Deformation and Heat Treatment on the Properties of Cu-Ag Alloy Wire. Micromachines, 14(8), 1635. https://doi.org/10.3390/mi14081635