
Studying the Factors Affecting Tool Vibration and Surface Quality during Turning through 3D Cutting Simulation and Machine Learning Model


Abstract
:1. Introduction
2. Simulation Method
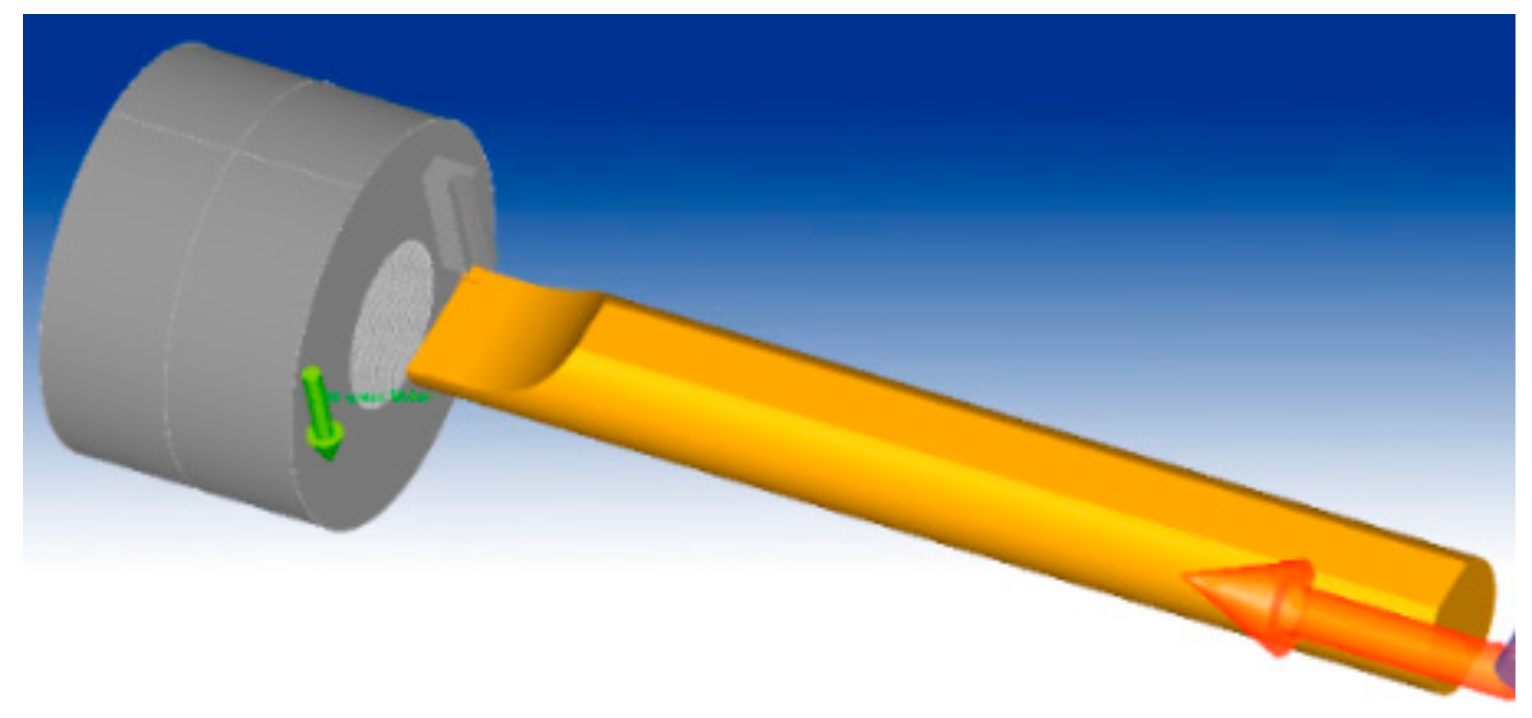
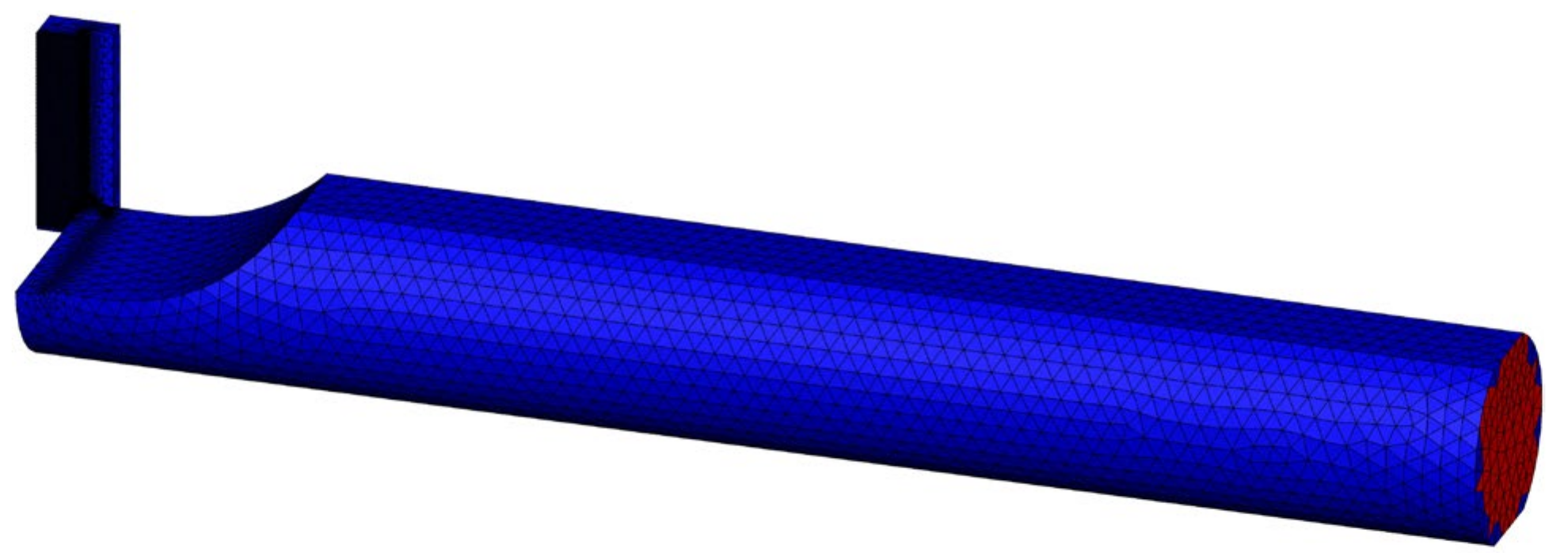
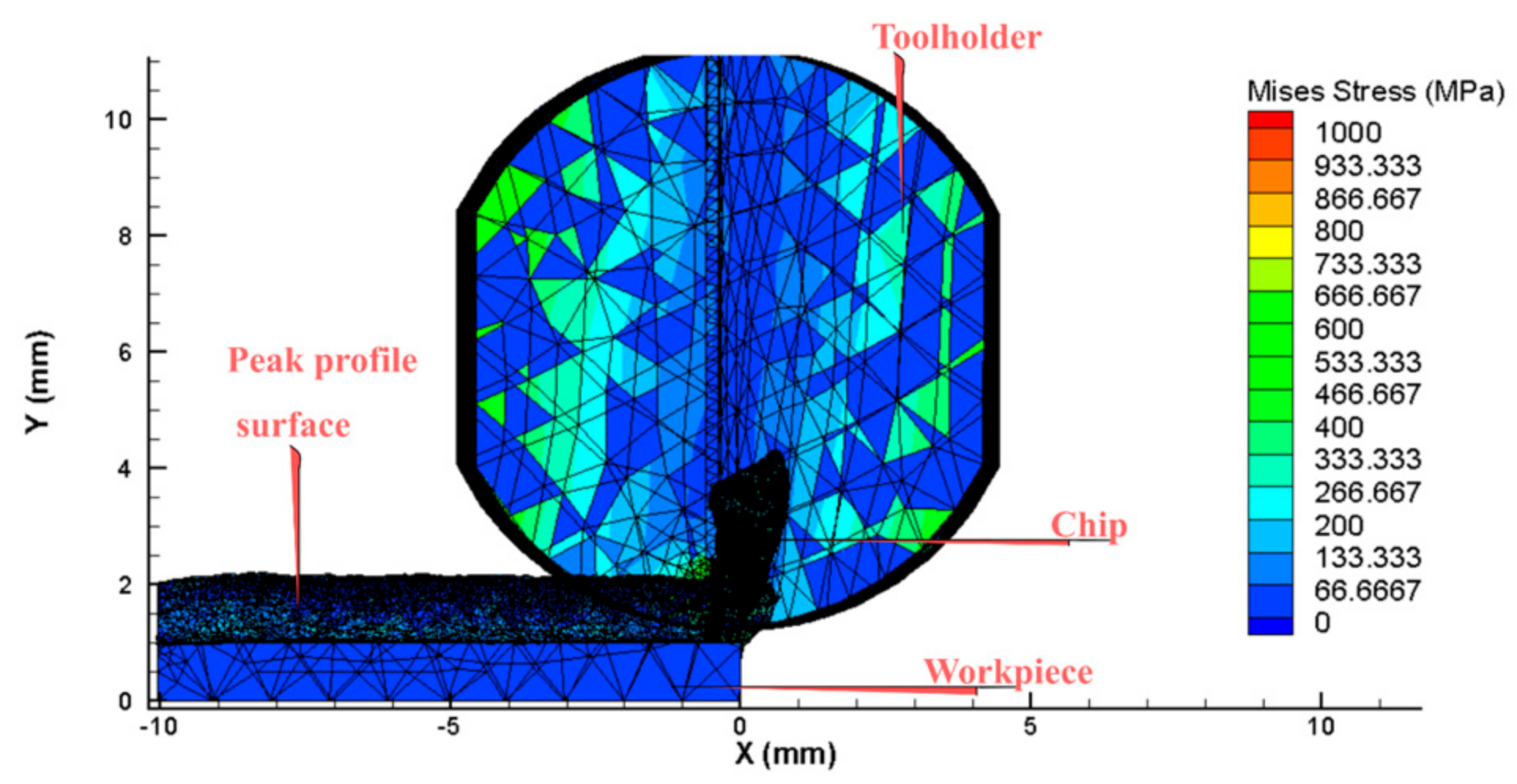
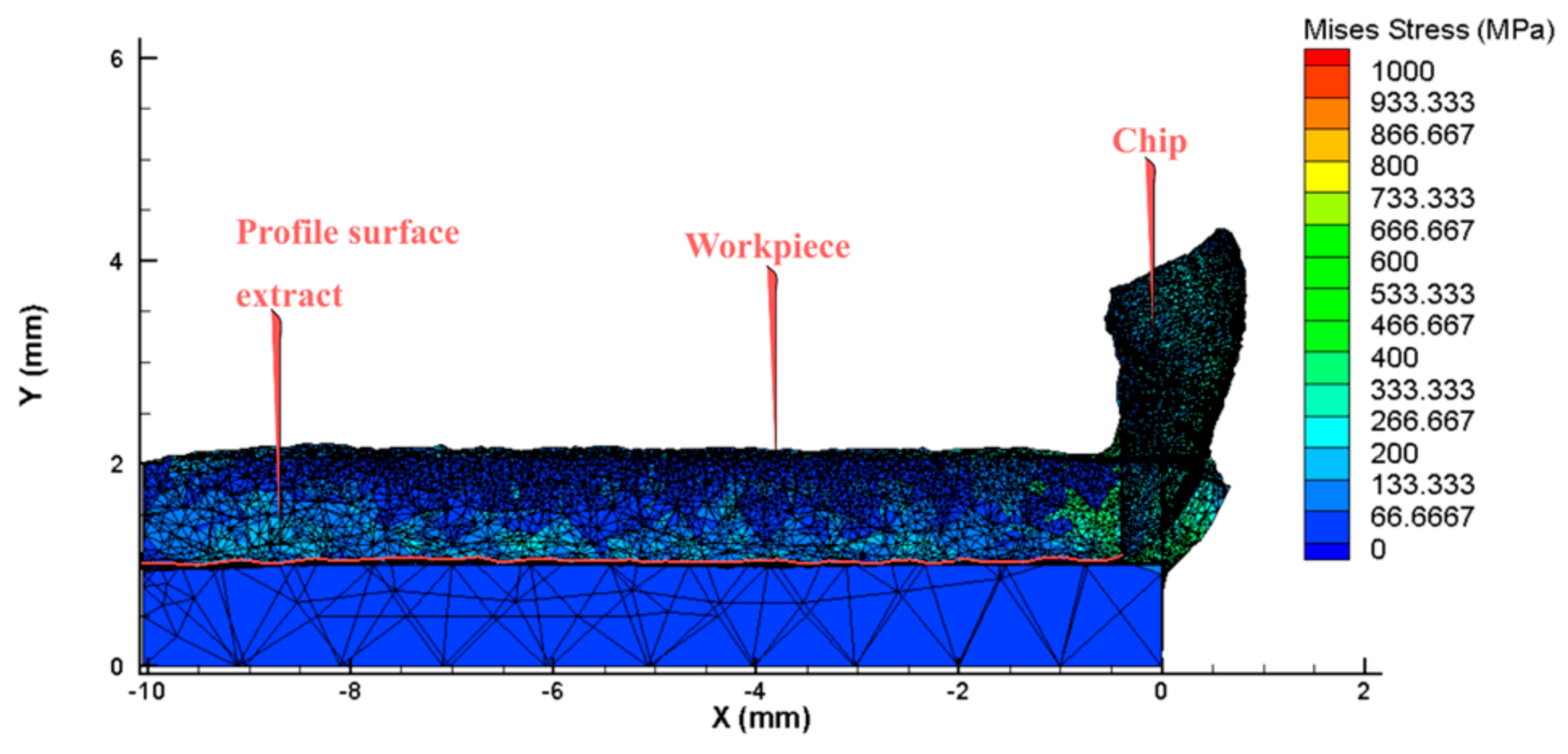
2.1. The Simulation Model
2.2. The Machine Learning Model
3. Results and Discussion
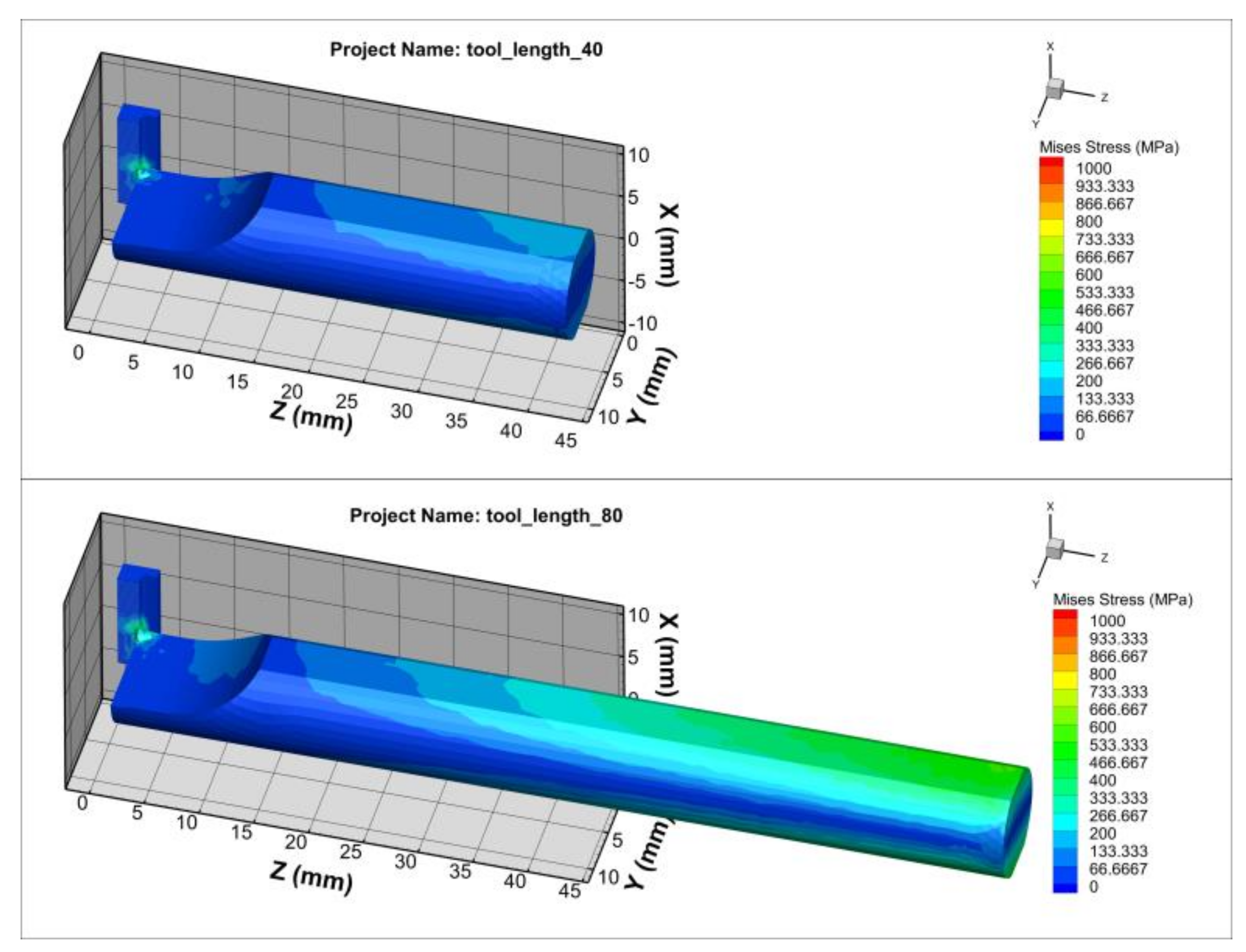
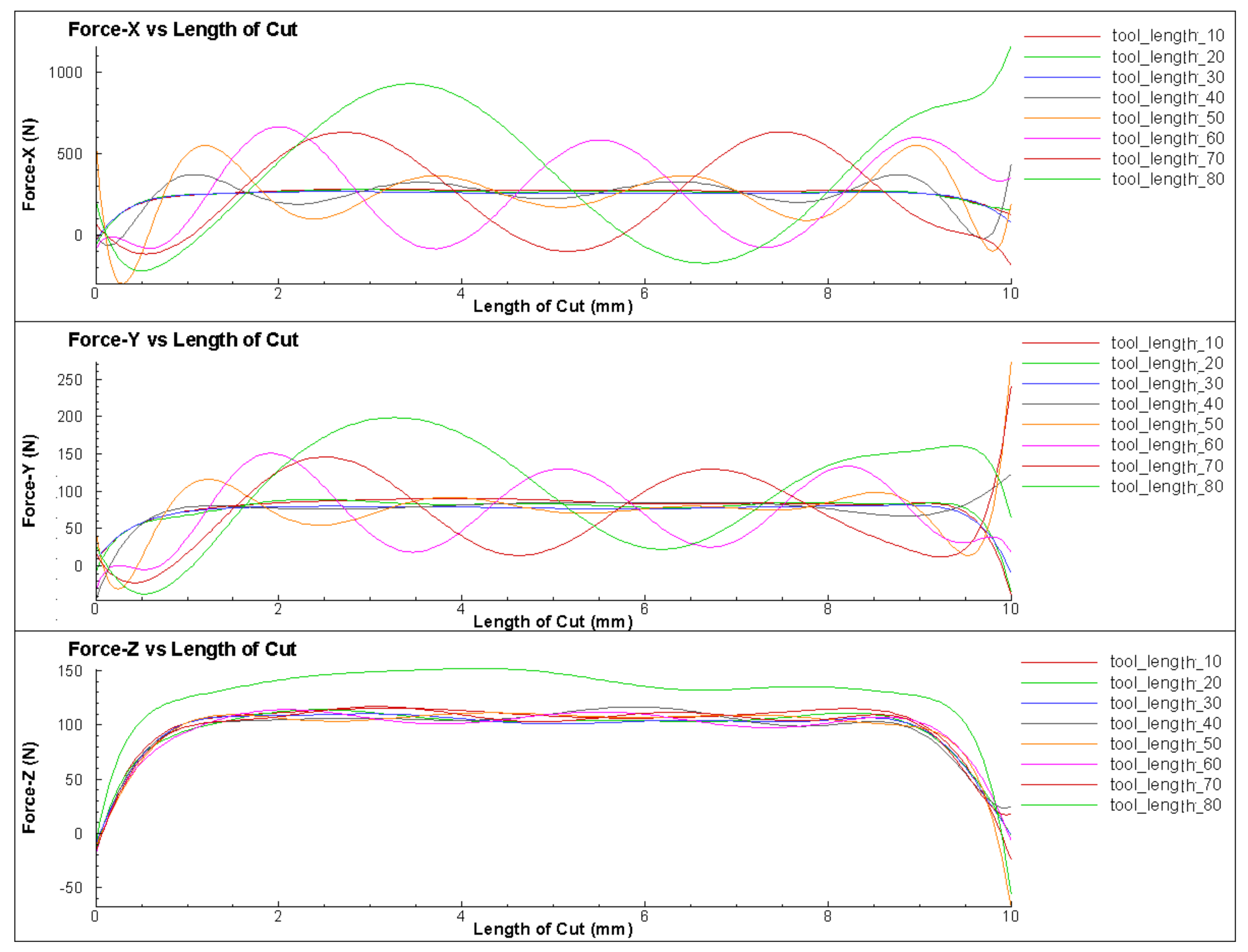
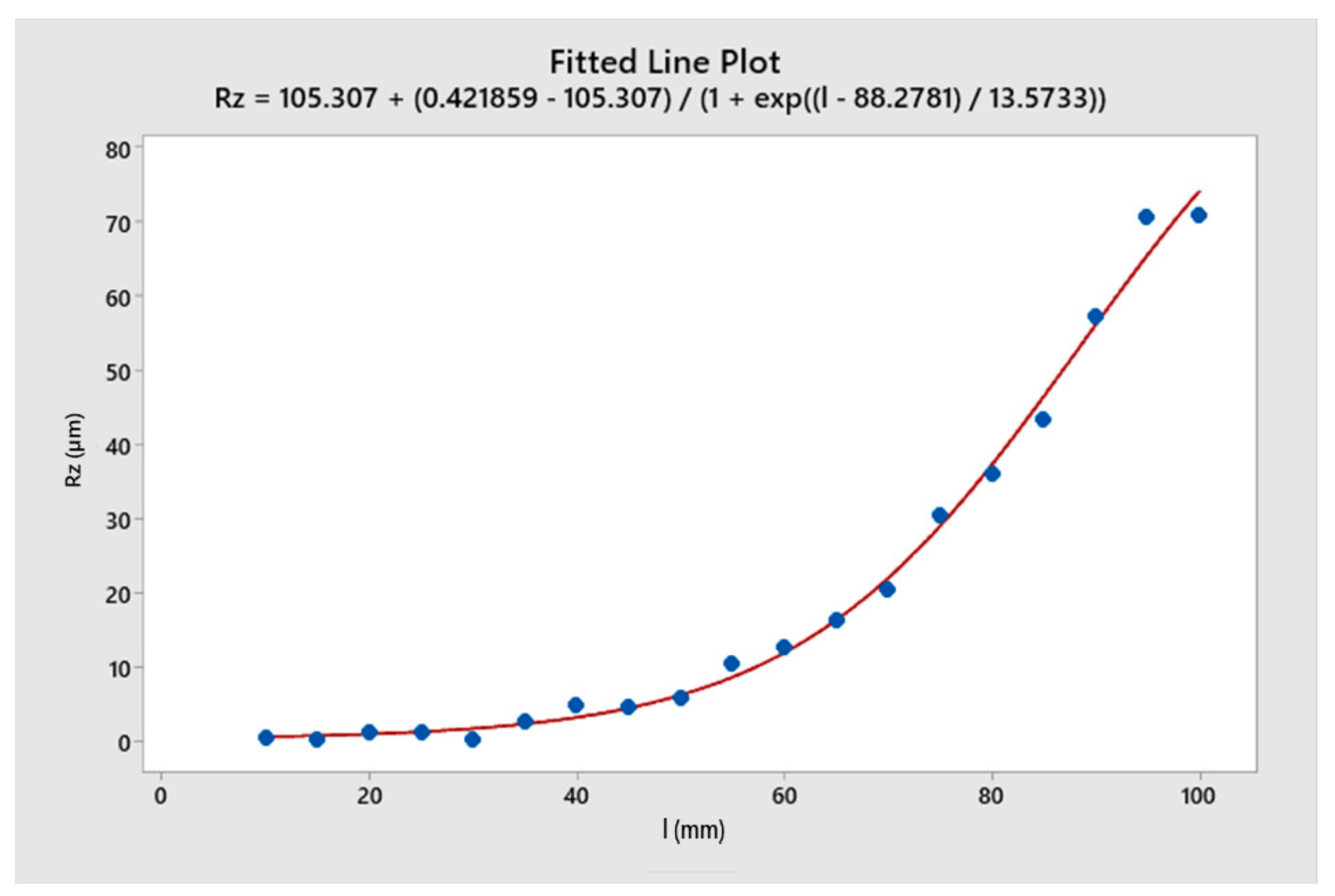
3.1. The Effect of Toolholder Length
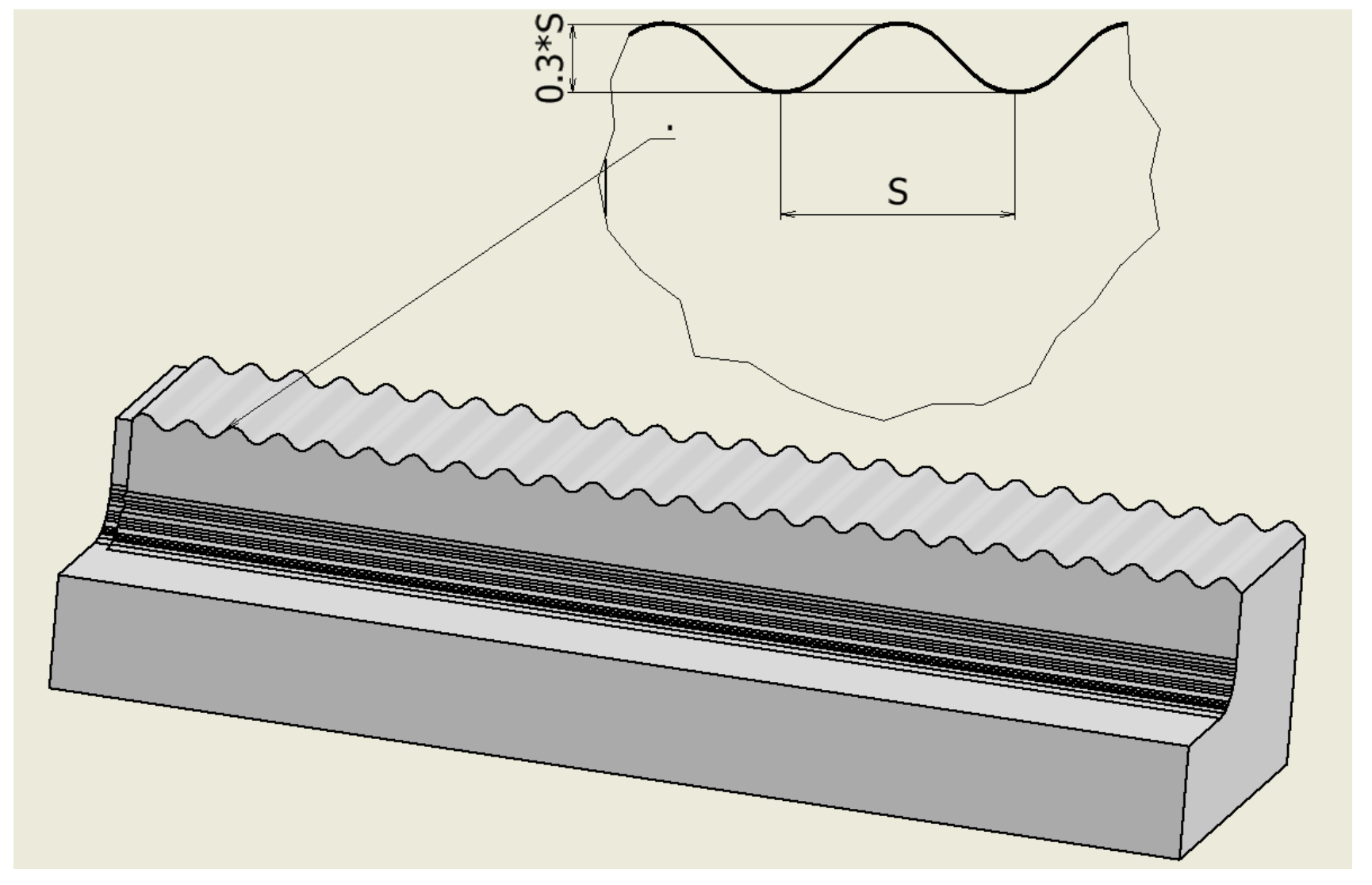
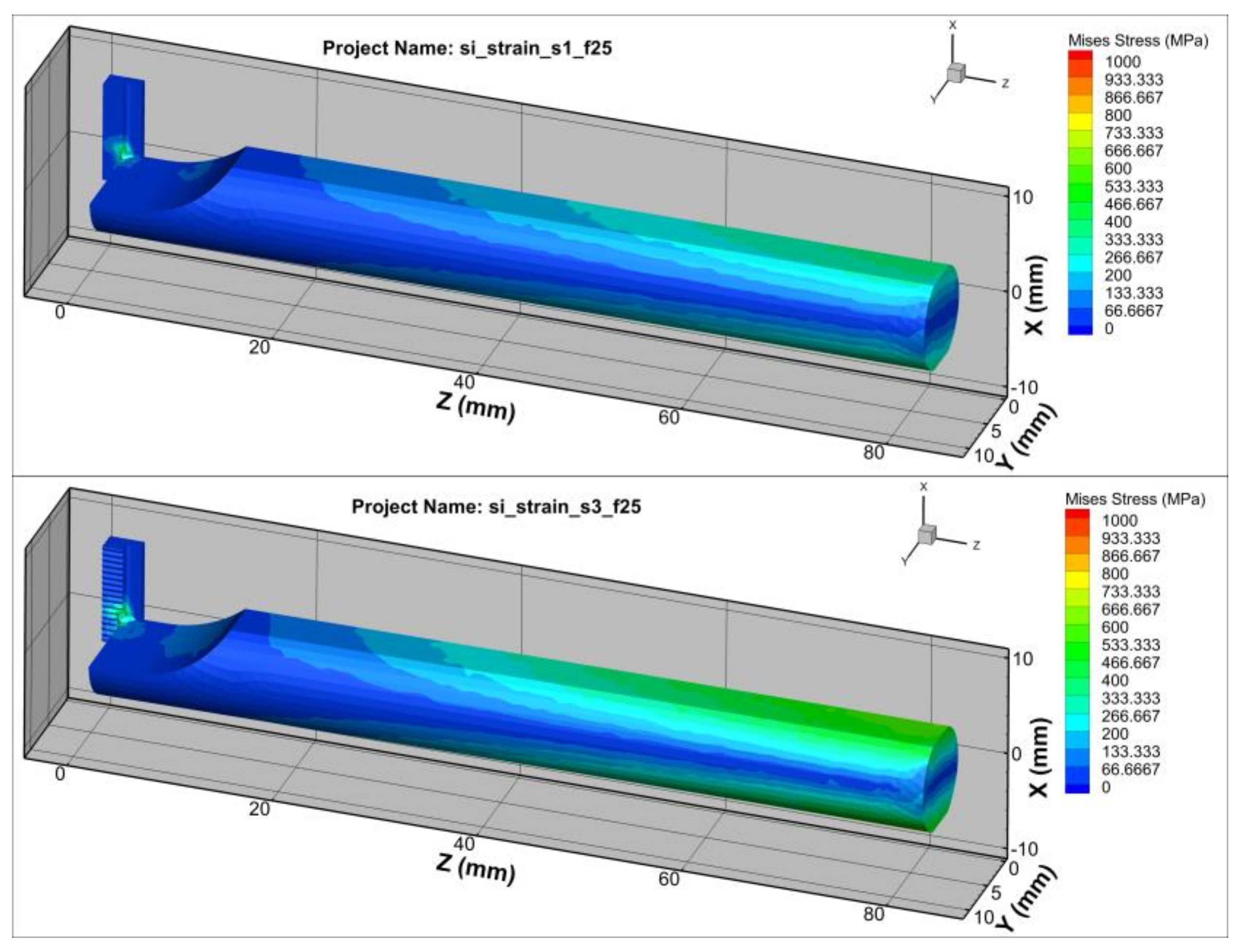
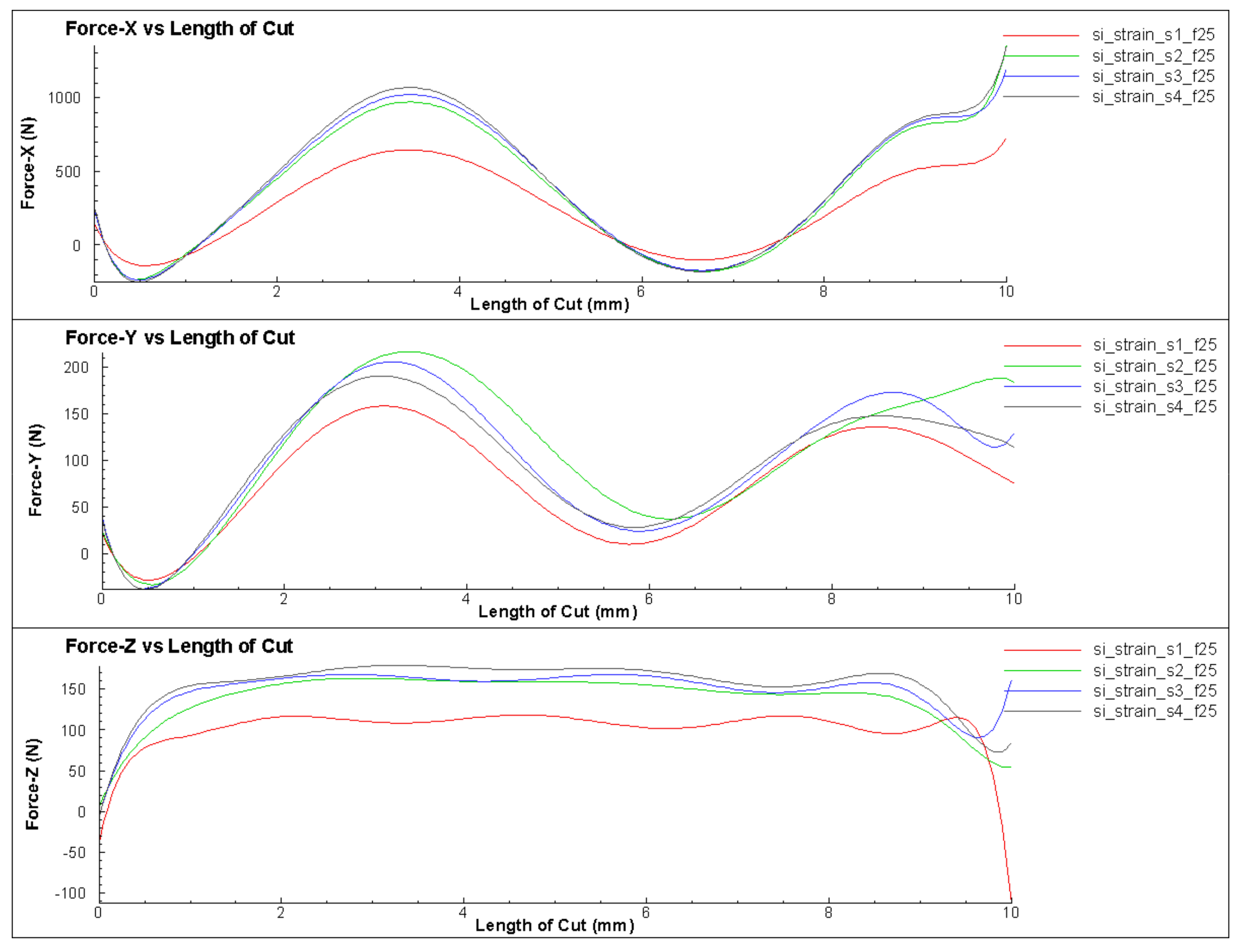
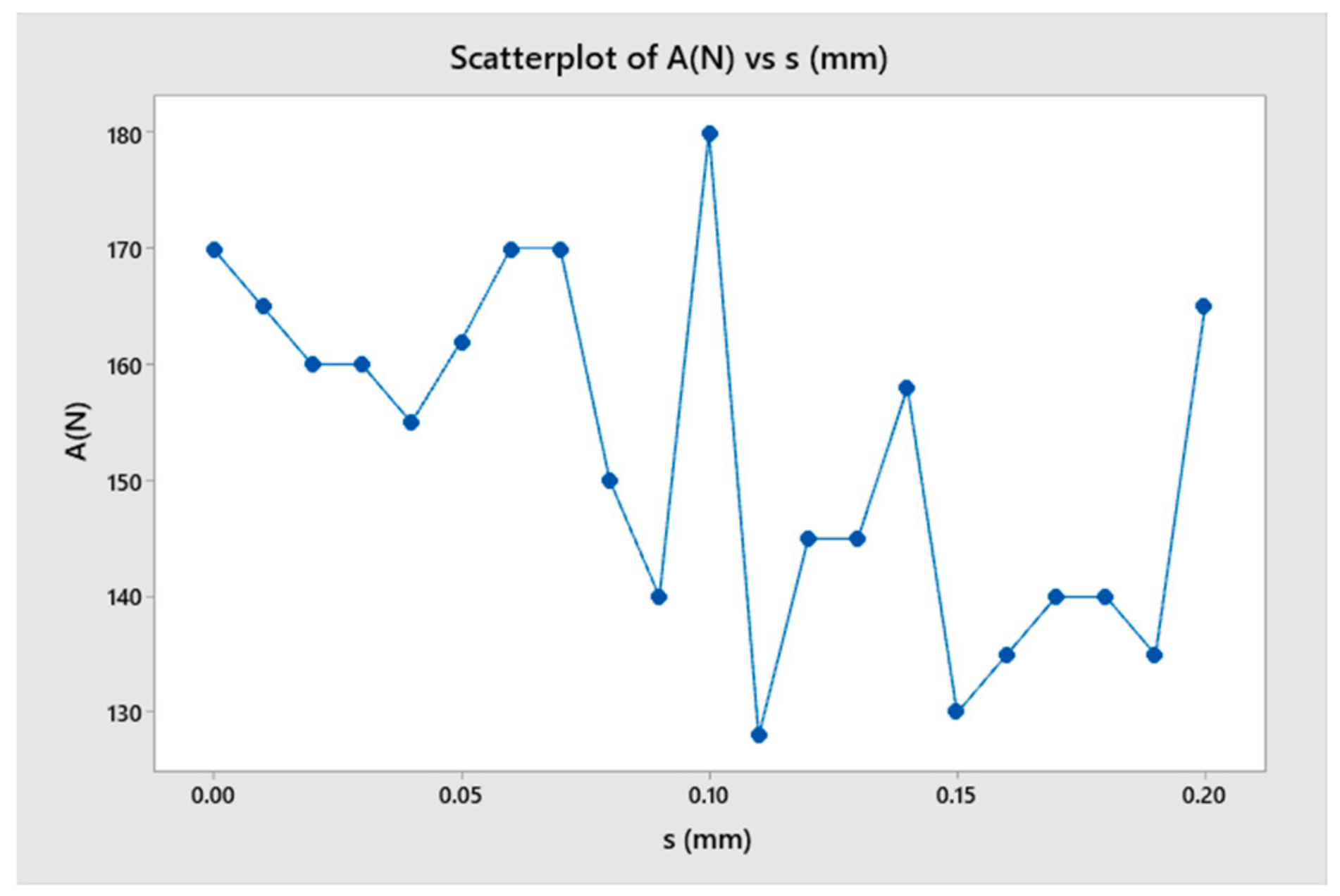
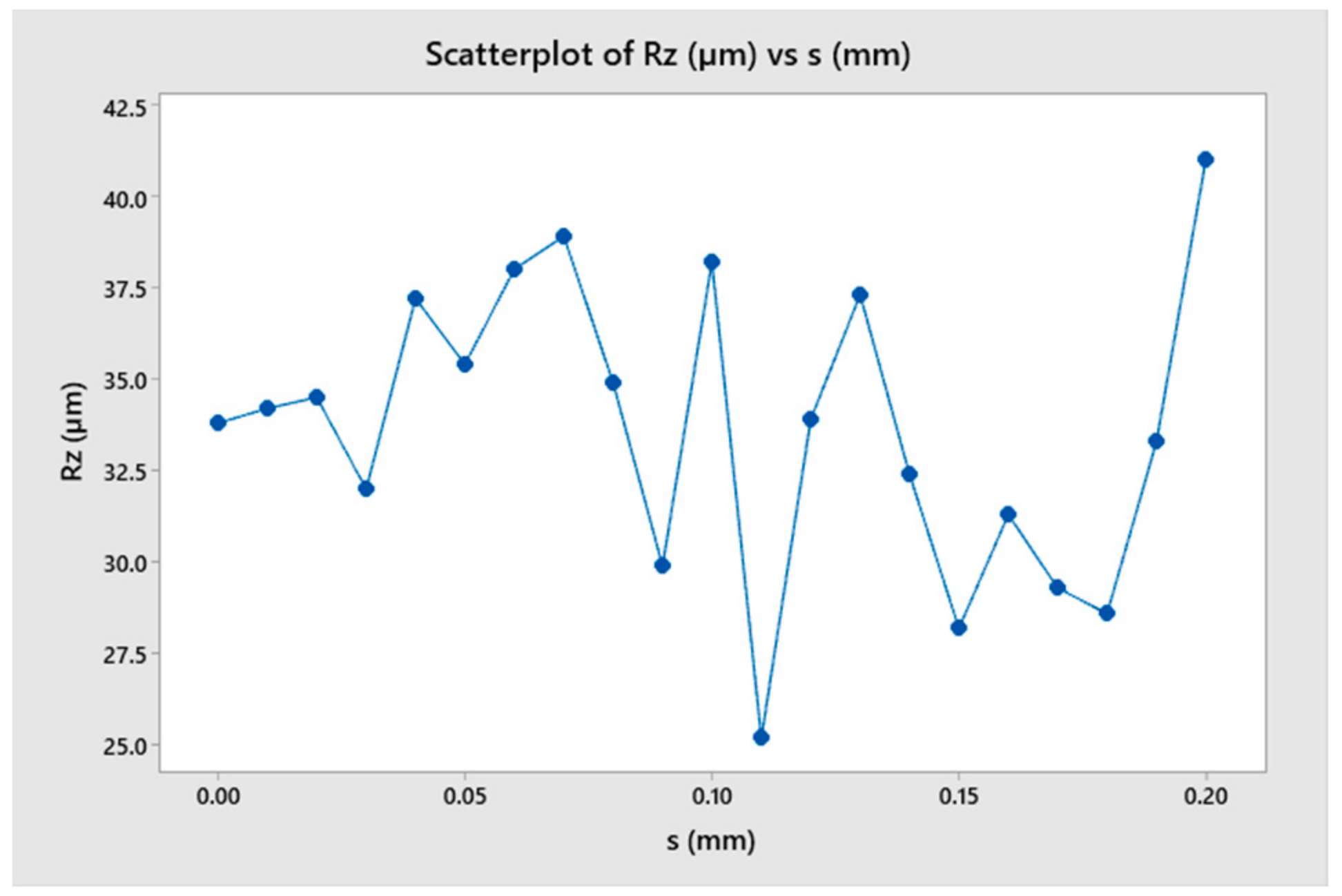
3.2. The Effect of Wavelength
3.3. Effect of the Cutting Speed
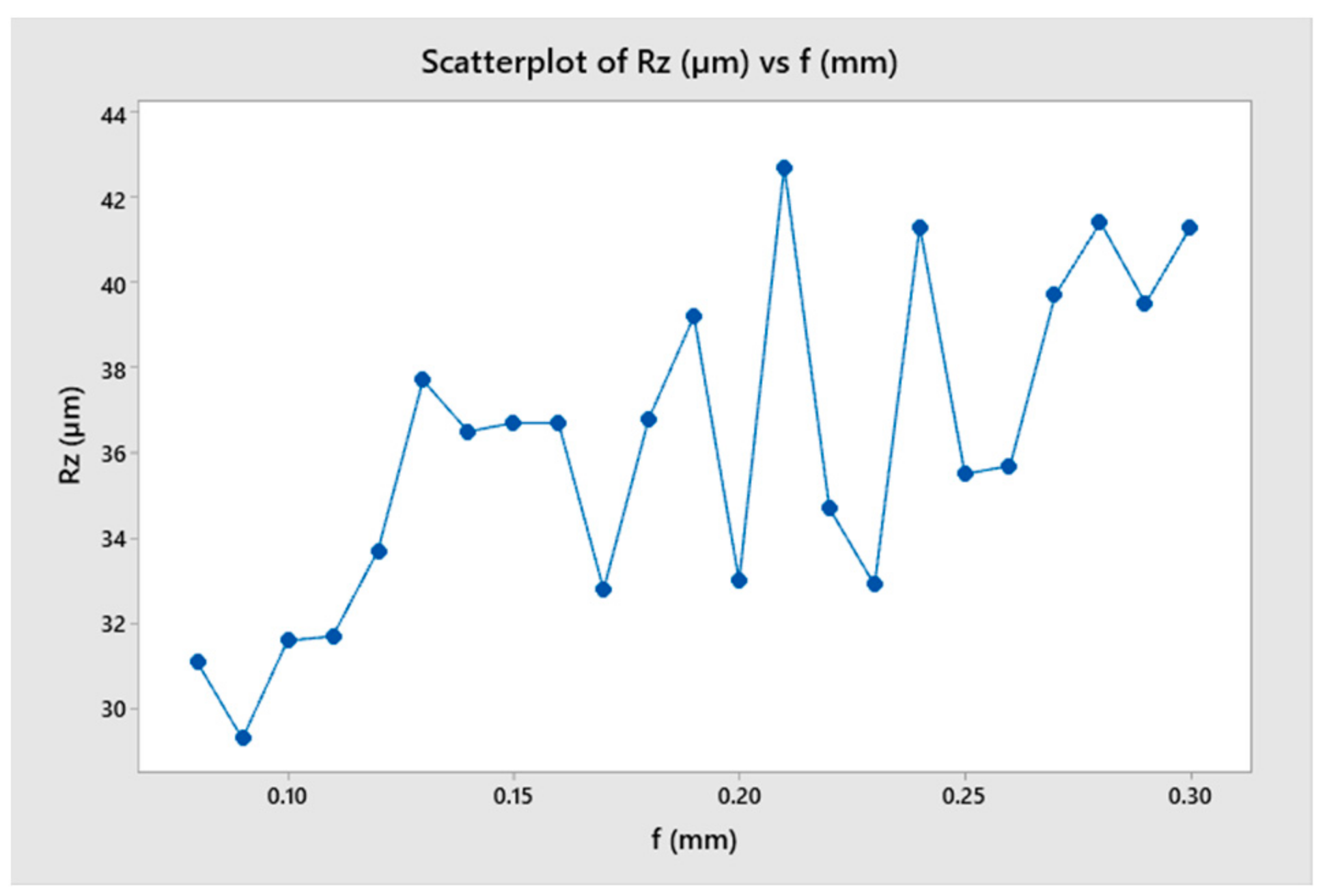
3.4. Effect of the Feed Rate
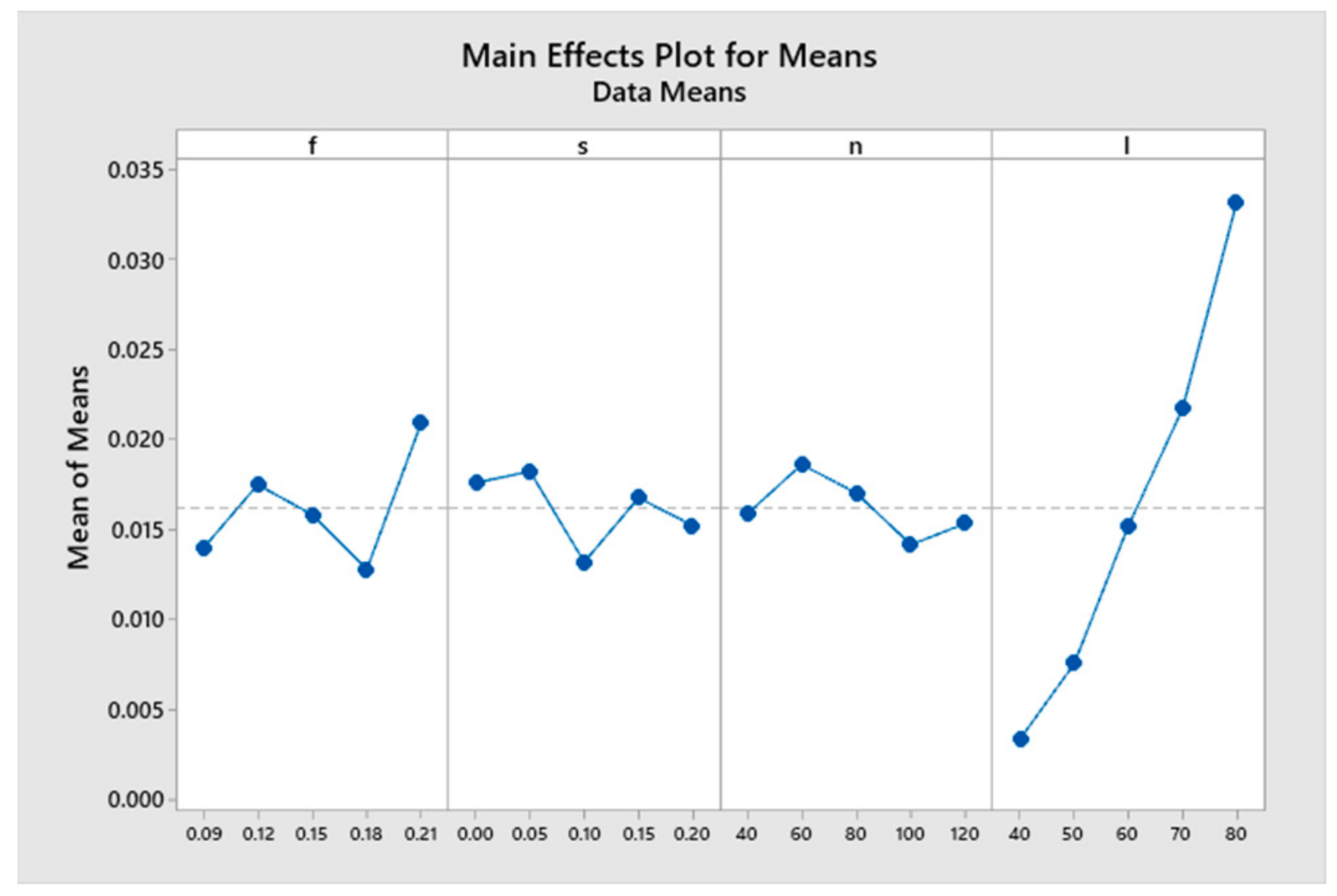
3.5. Effect of Multi Factors
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Quintana, G.; Ciurana, J. Chatter in machining processes: A review. Int. J. Mach. Tools Manuf. 2011, 51, 363–376. [Google Scholar] [CrossRef]
- Siddhpura, M.; Paurobally, R. A review of chatter vibration research in turning. Int. J. Mach. Tools Manuf. 2012, 61, 27–47. [Google Scholar] [CrossRef]
- Mahdavinejad, R. Finite element analysis of machine and workpiece instability in turning. Int. J. Mach. Tools Manuf. 2005, 45, 753–760. [Google Scholar] [CrossRef]
- Kumar, C.S.; Zeman, P.; Polcar, T. A 2D finite element approach for predicting the machining performance of nanolayered TiAlCrN coating on WC-Co cutting tool during dry turning of AISI 1045 steel. Ceram. Int. 2020, 46, 25073–25088. [Google Scholar] [CrossRef]
- Hajmohammadi, M.S.; Movahhedy, M.R. Investigation of thermal effects on machining chatter using FEM simulation of Chip formation. Procedia CIRP 2012, 1, 50–55. [Google Scholar] [CrossRef]
- Brecher, C.; Esser, M.; Witt, S. Interaction of manufacturing process and machine tool. CIRP Ann. 2009, 58, 588–607. [Google Scholar] [CrossRef]
- Parida, A.K.; Maity, K. FEM analysis and experimental investigation of force and chip formation on hot turning of Inconel 625. Def. Technol. 2019, 15, 853–860. [Google Scholar] [CrossRef]
- Abouelatta, O.B.; Madl, J. Surface roughness prediction based on cutting parameters and tool vibrations in turning operations. J. Mater. Process. Technol. 2001, 118, 269–277. [Google Scholar] [CrossRef]
- Zhu, C.; Wu, Y.; Gu, P.; Tao, Z.; Yu, Y. Prediction of drilling force for high volume fraction SiCp/Al composite based on neural network. Procedia CIRP 2021, 99, 414–419. [Google Scholar] [CrossRef]
- Parmar, J.G.; Dave, K.G.; Gohil, A.V.; Trivedi, H.S. Prediction of end milling process parameters using artificial neural network. Mater. Today Proc. 2021, 38, 3168–3176. [Google Scholar] [CrossRef]
- Zhou, X.; Yu, T.; Wang, G.; Guo, R.; Fu, Y.; Sun, Y.; Chen, M. Tool wear classification based on convolutional neural network and time series images during high precision turning of copper. Wear 2023, 522, 204692. [Google Scholar] [CrossRef]
- Jiang, H.; Wang, C.; Ren, Z.; Yi, Y.; He, L.; Zhao, X. Influence of cutting velocity on gradient microstructure of machined surface during turning of high-strength alloy steel. Mater. Sci. Eng. A 2021, 819, 141354. [Google Scholar] [CrossRef]
- Jangali, S.G.; Gaitonde, V.; Kulkarni, V.N.; Madhusudhana, H. Analyzing the effect of cutting parameters on forces and tool-tip temperature in turning of nickel-based superalloy using FE simulation. Mater. Today Proc. 2021, 49, 1833–1843. [Google Scholar] [CrossRef]
- Özel, T.; Karpat, Y.; Figueira, L.; Davim, J.P. Modelling of surface finish and tool flank wear in turning of AISI D2 steel with ceramic wiper inserts. J. Mater. Process. Technol. 2007, 189, 192–198. [Google Scholar] [CrossRef]
- Ratnam, M. 1.1 Factors Affecting Surface Roughness in Finish Turning; Elsevier: Amsterdam, The Netherlands, 2017; Volume 3, pp. 1–25. [Google Scholar] [CrossRef]
- Abainia, S.; Ouelaa, N. Predicting the dynamic behaviour of the turning tool vibrations using an experimental measurement, numerical simulation and analytical modelling for comparative study. Int. J. Adv. Manuf. Technol. 2021, 115, 2533–2552. [Google Scholar] [CrossRef]
- Dali, M.; Ghani, J.; Haron, C.C. Comparison between dynamic and non-dynamic cutting tool option in FEM simulation for producing dimple structure. Procedia CIRP 2017, 58, 613–616. [Google Scholar] [CrossRef]
- Do, T.T.; Minh, P.S.; Le, N. Effect of tool geometry parameters on the formability of a camera cover in the deep drawing process. Materials 2021, 14, 3993. [Google Scholar] [CrossRef]
- Berariu, A.-I.; Prodan, I.-M.; Niță, C.-I.; Deaconescu, T. ANN Samples Generation Using 2D dynamic FEM for predicting machining vibrations. In Acoustics and Vibration of Mechanical Structures—AVMS 2019, Proceedings of the 15th AVMS, Timisoara, Romania, 30–31 May 2019; Springer International Publishing: Berlin/Heidelberg, Germany, 2021; Volume 251, pp. 383–393. [Google Scholar] [CrossRef]
- Murthy, P.B.G.S.N.; Rao, C.S.; Rao, K.V. Experimental and 3D-ANN based analysis and prediction of cutting forces, tool vibration and tool wear in boring of Ti-6Al-4V alloy. Int. J. Automot. Mech. Eng. 2019, 16, 6146–6160. [Google Scholar] [CrossRef]
- López-Gálvez, H.; Soldani, X. Determination of optimum numerical parameters in a 3D model of finish turning operation applied to Inconel 718. Simul. Model. Pract. Theory 2020, 99, 102035. [Google Scholar] [CrossRef]
- Hayati, S.; Shahrokhi, M.; Hedayati, A. Development of a frictionally damped boring bar for chatter suppression in boring process. Int. J. Adv. Manuf. Technol. 2021, 113, 2761–2778. [Google Scholar] [CrossRef]
- Misaka, T.; Herwan, J.; Ogura, I.; Furukawa, Y. Turning process monitoring with deep neural network trained by FEM simulation. Procedia CIRP 2021, 104, 376–380. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values | |
|---|---|---|
| Workpiece | Material | Al_6061 |
| Length | 5 mm | |
| Wavelength | 0–0.2 mm | |
| Tool | Material | Carbide |
| Rake angle | 5° | |
| Relief angle | 10° | |
| Cutting edge radius | 0.2 mm | |
| Toolholder length | 10–100 mm | |
| Cutting | Speed | 40–125 m/min |
| Feed rate | 0.08–0.3 mm/rev | |
| Depth of dut (DOC) | 1 mm |
| No. | l (mm) | A (N) | Rz (µm) |
|---|---|---|---|
| 1 | 10 | 10 | 0.4 |
| 2 | 15 | 10 | 0.3 |
| 3 | 20 | 12 | 1.2 |
| 4 | 25 | 10 | 1.3 |
| 5 | 30 | 5 | 0.3 |
| 6 | 35 | 10 | 2.7 |
| 7 | 40 | 15 | 4.8 |
| 8 | 45 | 22 | 4.7 |
| 9 | 50 | 40 | 5.9 |
| 10 | 55 | 70 | 10.5 |
| 11 | 60 | 95 | 12.8 |
| 12 | 65 | 110 | 16.4 |
| 13 | 70 | 120 | 20.5 |
| 14 | 75 | 130 | 30.6 |
| 15 | 80 | 180 | 36 |
| 16 | 85 | 150 | 43.5 |
| 17 | 90 | 170 | 52.3 |
| 18 | 95 | 180 | 70.8 |
| 19 | 100 | 170 | 70.9 |
| No. | s (mm) | A (N) | Rz (µm) |
|---|---|---|---|
| 1 | 0 | 170 | 33.8 |
| 2 | 0.01 | 165 | 34.2 |
| 3 | 0.02 | 160 | 34.5 |
| 4 | 0.03 | 160 | 32 |
| 5 | 0.04 | 155 | 37.2 |
| 6 | 0.05 | 162 | 35.4 |
| 7 | 0.06 | 170 | 38 |
| 8 | 0.07 | 170 | 38.9 |
| 9 | 0.08 | 150 | 34.9 |
| 10 | 0.09 | 140 | 29.9 |
| 11 | 0.1 | 180 | 38.2 |
| 12 | 0.11 | 128 | 25.2 |
| 13 | 0.12 | 145 | 33.9 |
| 14 | 0.13 | 145 | 37.3 |
| 15 | 0.14 | 158 | 32.4 |
| 16 | 0.15 | 130 | 28.2 |
| 17 | 0.16 | 135 | 31.3 |
| 18 | 0.17 | 140 | 29.3 |
| 19 | 0.18 | 140 | 28.6 |
| 20 | 0.19 | 135 | 33.3 |
| 21 | 0.2 | 165 | 41 |
| No. | v (m/min) | A (N) | Rz (µm) |
|---|---|---|---|
| 1 | 40 | 105 | 12.8 |
| 2 | 45 | 111 | 14.8 |
| 3 | 50 | 105 | 12.3 |
| 4 | 55 | 120 | 15.5 |
| 5 | 60 | 115 | 16.8 |
| 6 | 65 | 138 | 10.4 |
| 7 | 70 | 120 | 16.2 |
| 8 | 75 | 104 | 15 |
| 9 | 80 | 125 | 13.2 |
| 10 | 85 | 130 | 15.9 |
| 11 | 90 | 150 | 10.6 |
| 12 | 95 | 125 | 15.9 |
| 13 | 100 | 130 | 15 |
| 14 | 105 | 128 | 16 |
| 15 | 110 | 90 | 11.8 |
| 16 | 115 | 115 | 14.7 |
| 17 | 120 | 110 | 13.7 |
| 18 | 125 | 90 | 10.3 |
| No. | f (mm) | A (N) | Rz (µm) |
|---|---|---|---|
| 1 | 0.08 | 120 | 31.1 |
| 2 | 0.09 | 130 | 29.3 |
| 3 | 0.1 | 140 | 31.6 |
| 4 | 0.11 | 140 | 31.7 |
| 5 | 0.12 | 150 | 33.7 |
| 6 | 0.13 | 150 | 37.7 |
| 7 | 0.14 | 140 | 36.5 |
| 8 | 0.15 | 170 | 36.7 |
| 9 | 0.16 | 150 | 36.7 |
| 10 | 0.17 | 150 | 32.8 |
| 11 | 0.18 | 175 | 36.8 |
| 12 | 0.19 | 150 | 39.2 |
| 13 | 0.2 | 160 | 33 |
| 14 | 0.21 | 170 | 42.7 |
| 15 | 0.22 | 170 | 34.7 |
| 16 | 0.23 | 170 | 32.9 |
| 17 | 0.24 | 180 | 41.3 |
| 18 | 0.25 | 165 | 35.5 |
| 19 | 0.26 | 175 | 35.7 |
| 20 | 0.27 | 185 | 39.7 |
| 21 | 0.28 | 160 | 41.4 |
| 22 | 0.29 | 165 | 39.5 |
| 23 | 0.3 | 190 | 41.3 |
| No. | f (mm) | s (mm) | v (m/min) | l (mm) | A (N) | Rz (µm) |
|---|---|---|---|---|---|---|
| 1 | 0.09 | 0.00 | 40 | 40 | 12 | 0.2 |
| 2 | 0.09 | 0.05 | 60 | 50 | 35 | 8.4 |
| 3 | 0.09 | 0.10 | 80 | 60 | 95 | 12.9 |
| 4 | 0.09 | 0.15 | 100 | 70 | 115 | 20.4 |
| 5 | 0.09 | 0.20 | 120 | 80 | 120 | 27.7 |
| 6 | 0.12 | 0.00 | 60 | 60 | 170 | 21.6 |
| 7 | 0.12 | 0.05 | 80 | 70 | 137 | 25.6 |
| 8 | 0.12 | 0.10 | 100 | 80 | 130 | 28.8 |
| 9 | 0.12 | 0.15 | 120 | 40 | 10 | 38.6 |
| 10 | 0.12 | 0.20 | 40 | 50 | 20 | 7.4 |
| 11 | 0.15 | 0.00 | 80 | 80 | 150 | 32.3 |
| 12 | 0.15 | 0.05 | 100 | 40 | 20 | 1.7 |
| 13 | 0.15 | 0.10 | 120 | 50 | 30 | 5.9 |
| 14 | 0.15 | 0.15 | 40 | 60 | 100 | 16.2 |
| 15 | 0.15 | 0.20 | 60 | 70 | 135 | 22.9 |
| 16 | 0.18 | 0.00 | 100 | 50 | 15 | 5.4 |
| 17 | 0.18 | 0.05 | 120 | 60 | 60 | 10.9 |
| 18 | 0.18 | 0.10 | 40 | 70 | 150 | 11.0 |
| 19 | 0.18 | 0.15 | 60 | 80 | 200 | 32.8 |
| 20 | 0.18 | 0.20 | 80 | 40 | 7 | 3.7 |
| 21 | 0.21 | 0.00 | 120 | 70 | 160 | 28.4 |
| 22 | 0.21 | 0.05 | 40 | 80 | 180 | 44.3 |
| 23 | 0.21 | 0.10 | 60 | 40 | 18 | 7.2 |
| 24 | 0.21 | 0.15 | 80 | 50 | 30 | 10.4 |
| 25 | 0.21 | 0.20 | 100 | 60 | 100 | 14.2 |
| Level | f | s | v | l |
|---|---|---|---|---|
| 1 | 0.013973 | 0.017627 | 0.015890 | 0.003380 |
| 2 | 0.017512 | 0.018250 | 0.018635 | 0.007566 |
| 3 | 0.015858 | 0.013222 | 0.017054 | 0.015220 |
| 4 | 0.012817 | 0.016781 | 0.014185 | 0.021735 |
| 5 | 0.020970 | 0.015250 | 0.015366 | 0.033229 |
| Delta | 0.008153 | 0.005028 | 0.004450 | 0.029849 |
| Rank | 2 | 3 | 4 | 1 |
| l | s | v | f | A | Rz | |
|---|---|---|---|---|---|---|
| 0 | 100 | 0.03 | 38.5 | 0.15 | 160 | 32 |
| 1 | 70 | 0.2 | 38.5 | 0.15 | 120 | 20.5 |
| 2 | 100 | 0.04 | 38.5 | 0.15 | 155 | 37.2 |
| 3 | 100 | 0.1 | 38.5 | 0.15 | 180 | 38.2 |
| 4 | 80 | 0.2 | 38.5 | 0.12 | 150 | 33.7 |
| ... | ... | ... | ... | ... | ... | ... |
| 101 | 85 | 0.2 | 38.5 | 0.15 | 150 | 43.5 |
| 102 | 80 | 0.2 | 38.5 | 0.08 | 120 | 31.1 |
| 103 | 80 | 0.2 | 38.5 | 0.28 | 160 | 41.4 |
| 104 | 80 | 0.2 | 38.5 | 0.24 | 180 | 41.3 |
| 105 | 80 | 0.2 | 38.5 | 0.1 | 140 | 31.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
The Ho, Q.N.; Do, T.T.; Minh, P.S. Studying the Factors Affecting Tool Vibration and Surface Quality during Turning through 3D Cutting Simulation and Machine Learning Model. Micromachines 2023, 14, 1025. https://doi.org/10.3390/mi14051025
The Ho QN, Do TT, Minh PS. Studying the Factors Affecting Tool Vibration and Surface Quality during Turning through 3D Cutting Simulation and Machine Learning Model. Micromachines. 2023; 14(5):1025. https://doi.org/10.3390/mi14051025
Chicago/Turabian StyleThe Ho, Quang Ngoc, Thanh Trung Do, and Pham Son Minh. 2023. "Studying the Factors Affecting Tool Vibration and Surface Quality during Turning through 3D Cutting Simulation and Machine Learning Model" Micromachines 14, no. 5: 1025. https://doi.org/10.3390/mi14051025
APA StyleThe Ho, Q. N., Do, T. T., & Minh, P. S. (2023). Studying the Factors Affecting Tool Vibration and Surface Quality during Turning through 3D Cutting Simulation and Machine Learning Model. Micromachines, 14(5), 1025. https://doi.org/10.3390/mi14051025