
Ultrafast Laser Patterning of Metals Commonly Used in Medical Industry: Surface Roughness Control with Energy Gradient Pulse Sequences


 and
and 
Abstract
1. Introduction
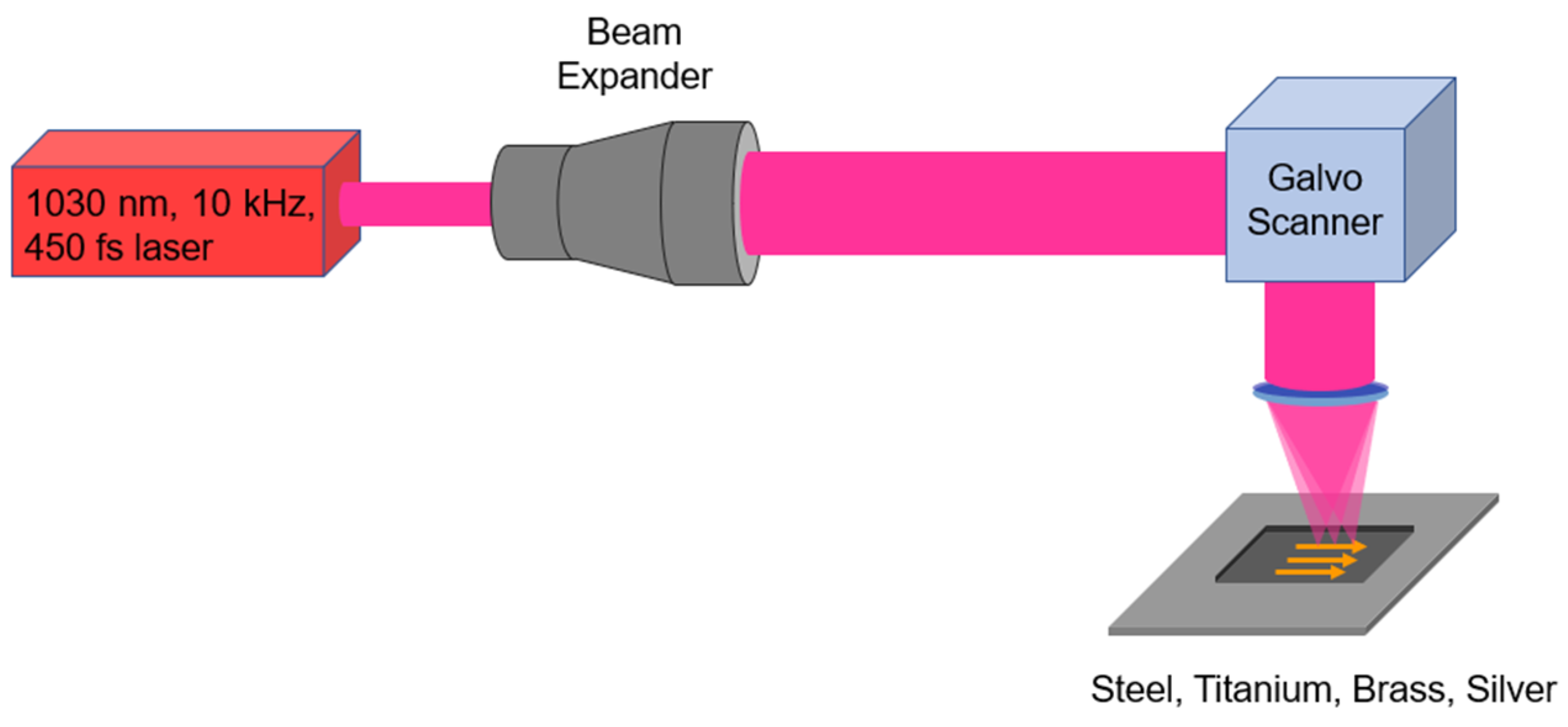
2. Experimental Details
3. Results and Discussion
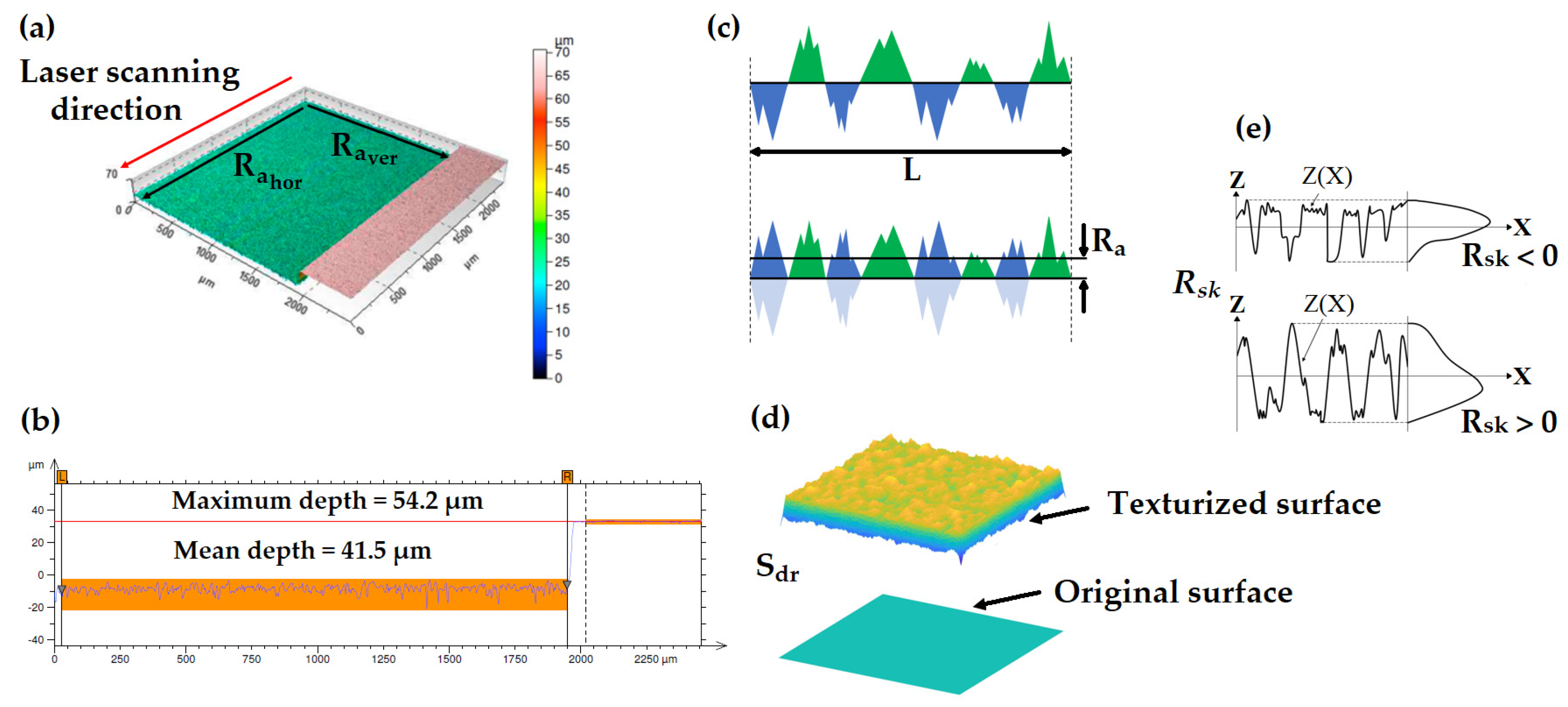
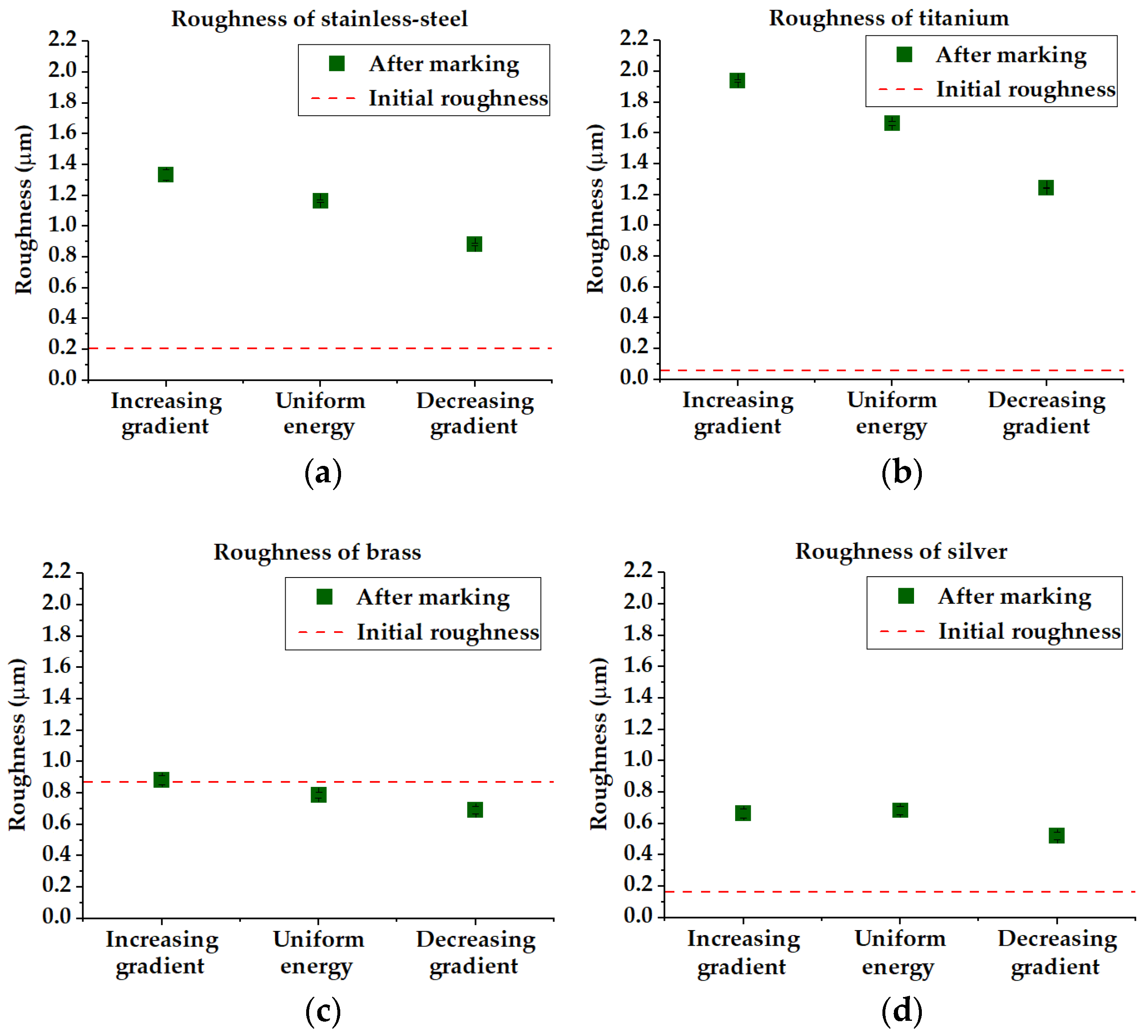
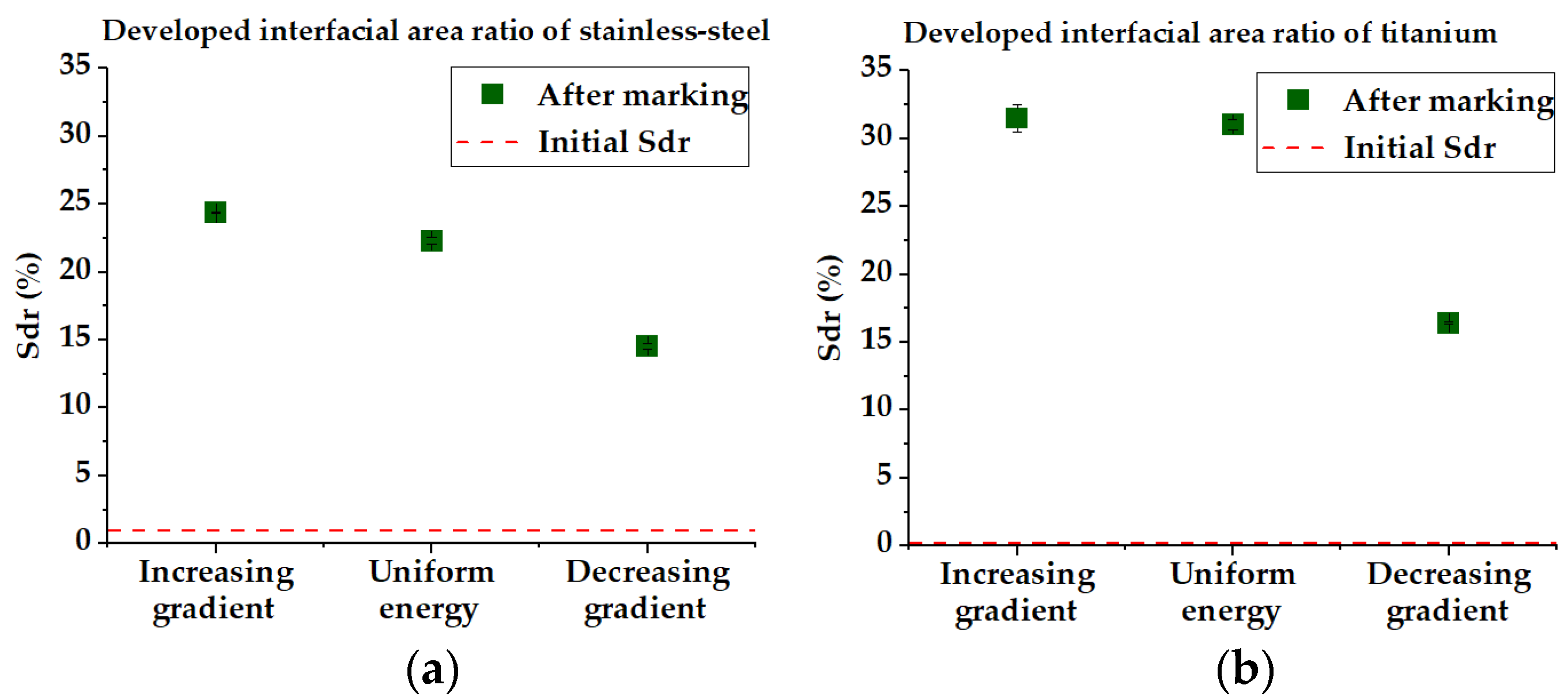
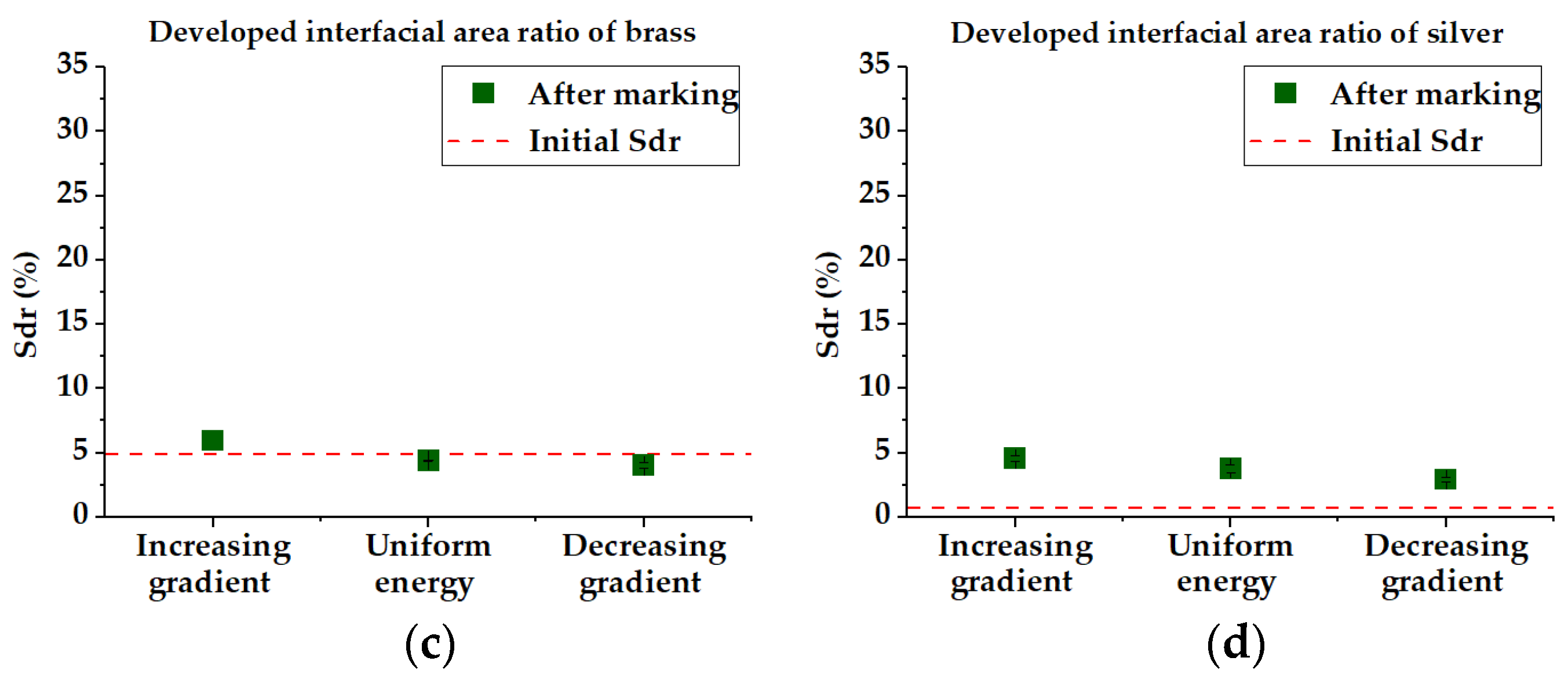
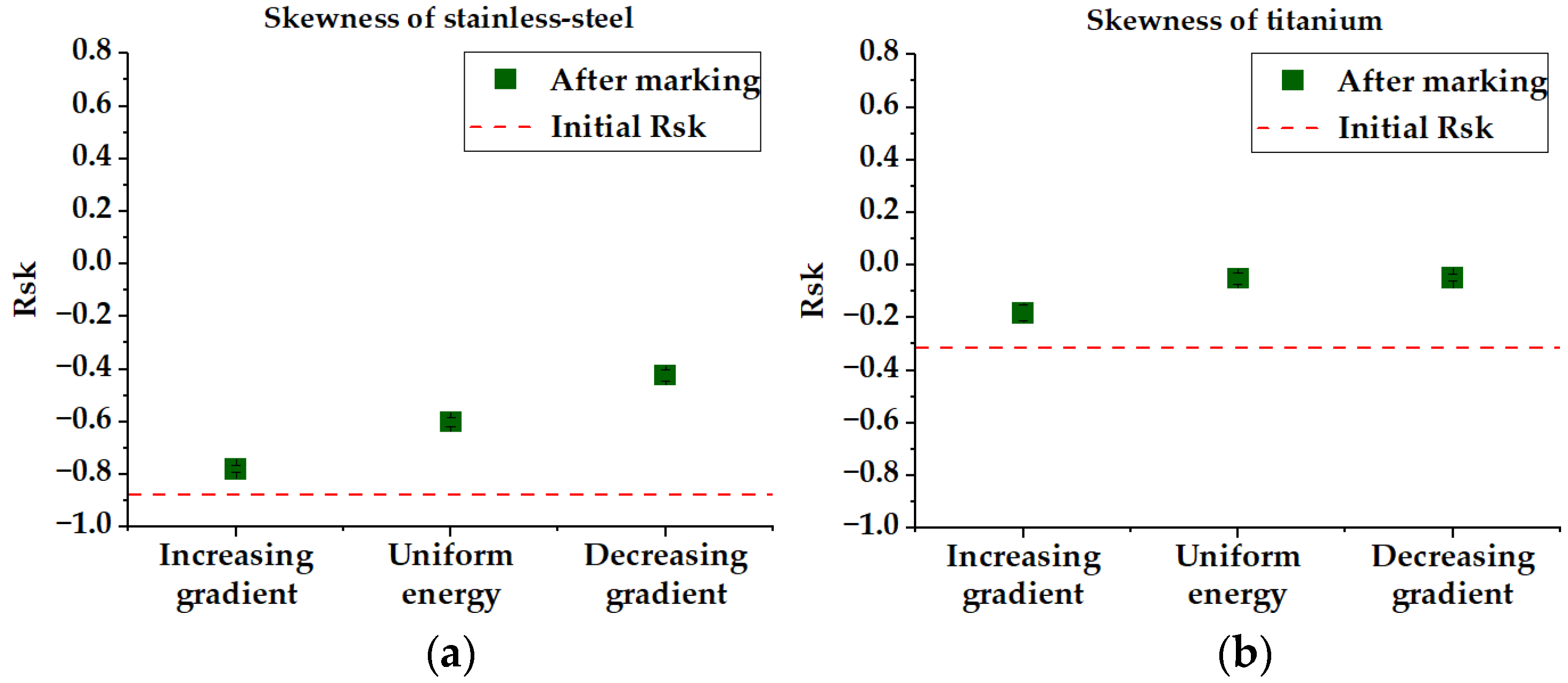
3.1. Topographic Parameters: Roughness, Developed Interfacial Area Ratio and Skewness




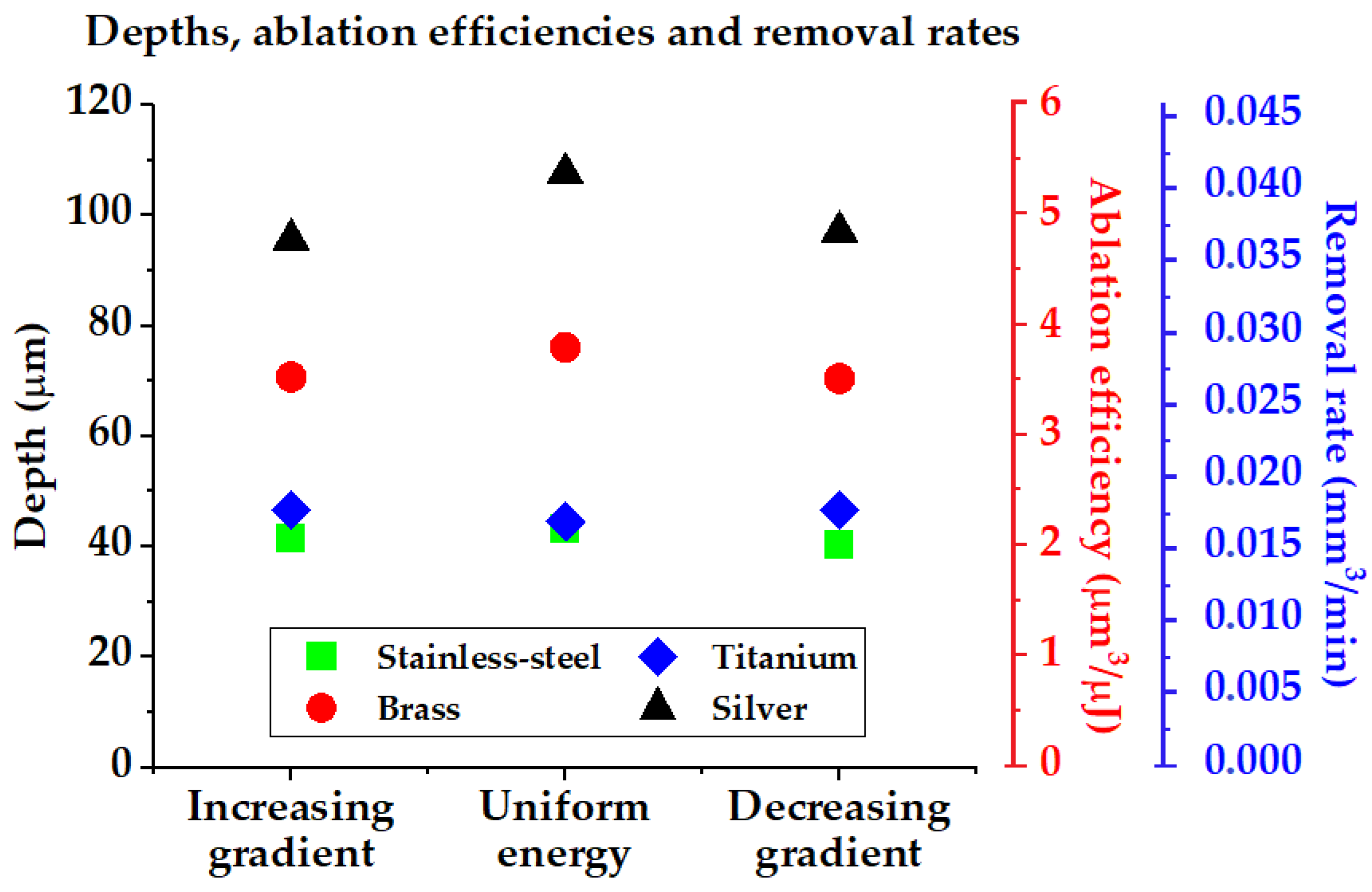
3.2. Ablation Efficiency
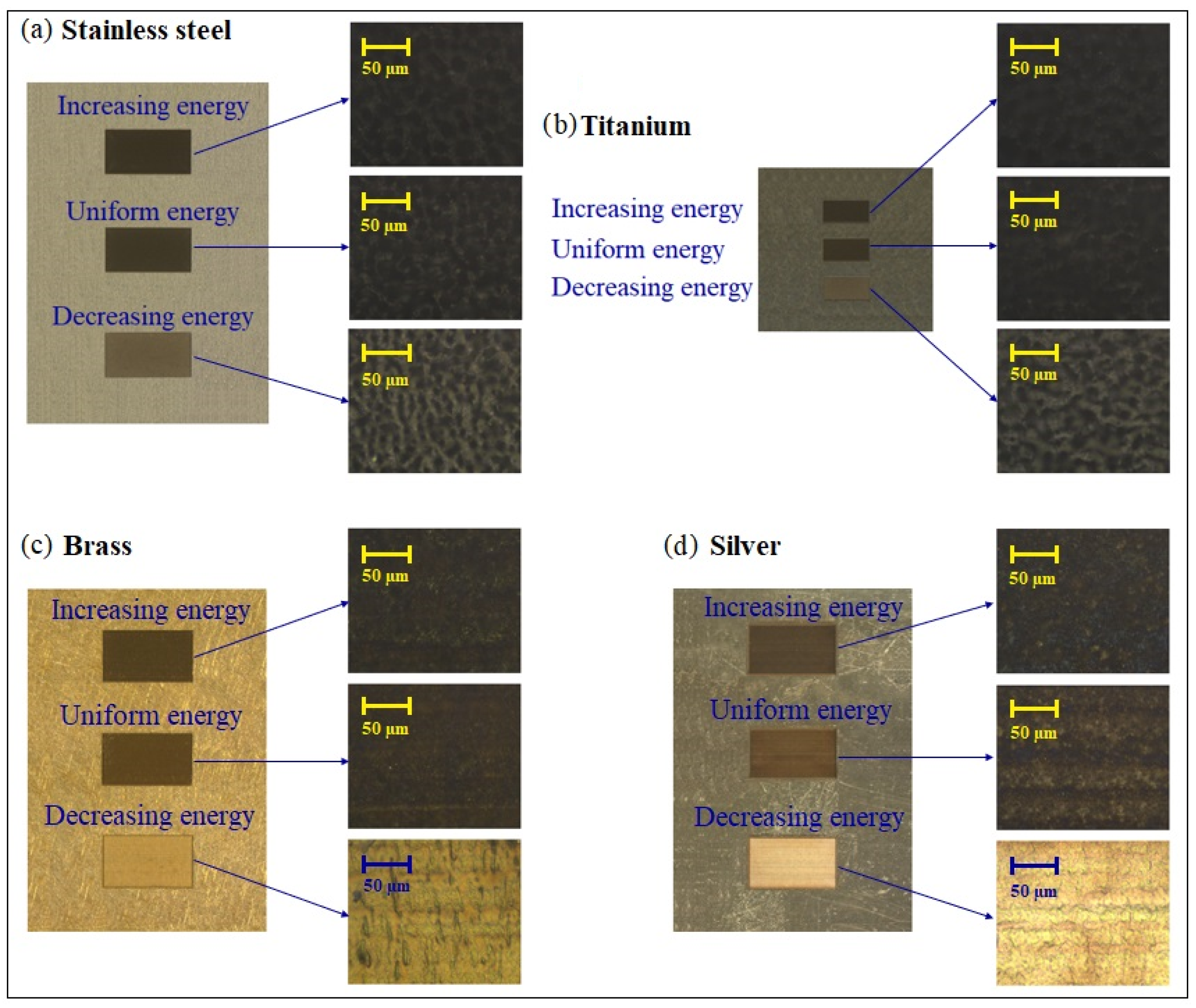
3.3. Micrometric Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix A.1. Calculation of
Appendix A.2. Roughness, Depth and Ablation Efficiency Measurements Data

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Energy Distribution | Roughness (µm) | Depth (µm) |
|---|---|---|
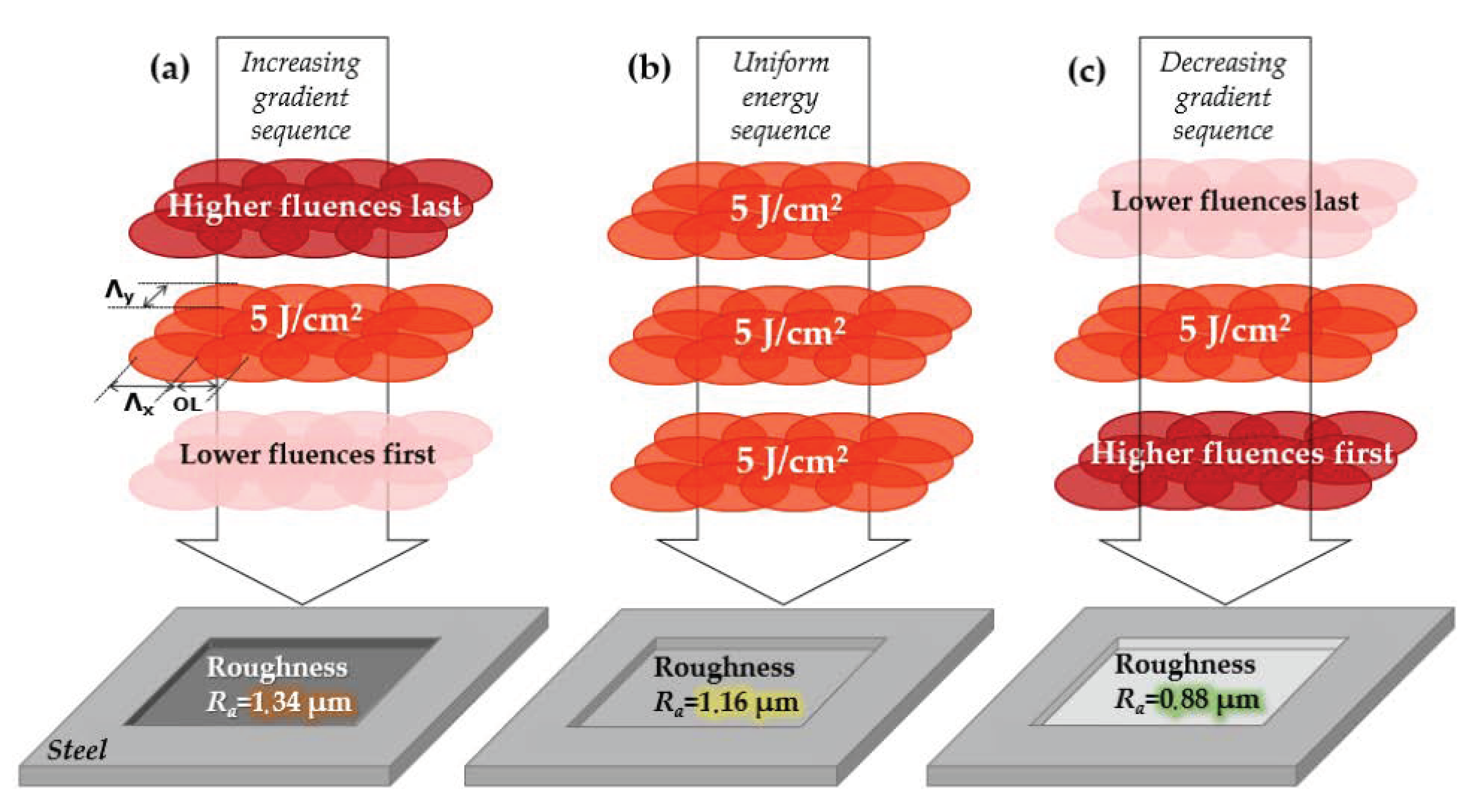
| Increasing | 1.336 | 41.560 |
| Uniform | 1.165 | 43.224 |
| Decreasing | 0.881 | 40.273 |
| Initial | 0.205 | - |
| Energy Distribution | Roughness (µm) | Depth (µm) |
|---|---|---|
| Increasing | 1.941 | 46.741 |
| Uniform | 1.663 | 44.533 |
| Decreasing | 1.244 | 46.661 |
| Initial | 0.055 | - |
| Energy Distribution | Roughness (µm) | Depth (µm) |
|---|---|---|
| Increasing | 0.884 | 70.762 |
| Uniform | 0.788 | 76.124 |
| Decreasing | 0.691 | 70.470 |
| Initial | 0.870 | - |
| Energy Distribution | Roughness (µm) | Depth (µm) |
|---|---|---|
| Increasing | 0.666 | 95.666 |
| Uniform | 0.684 | 107.668 |
| Decreasing | 0.521 | 97.121 |
| Initial | 0.166 | - |
| Energy Distribution | Ablation Efficiency (µm3/µJ) | Removal Rate (mm3/min) |
|---|---|---|
| Increasing | 2.08 | 0.0158 |
| Uniform | 2.16 | 0.0165 |
| Decreasing | 2.01 | 0.0154 |
| Energy Distribution | Ablation Efficiency (µm3/µJ) | Removal Rate (mm3/min) |
|---|---|---|
| Increasing | 2.33 | 0.0178 |
| Uniform | 2.22 | 0.017 |
| Decreasing | 2.33 | 0.0178 |
| Energy Distribution | Ablation Efficiency (µm3/µJ) | Removal Rate (mm3/min) |
|---|---|---|
| Increasing | 3.53 | 0.027 |
| Uniform | 3.80 | 0.029 |
| Decreasing | 3.52 | 0.0269 |
| Energy Distribution | Ablation Efficiency (µm3/µJ) | Removal Rate (mm3/min) |
|---|---|---|
| Increasing | 4.78 | 0.0365 |
| Uniform | 5.38 | 0.041 |
| Decreasing | 4.85 | 0.037 |
| Energy Distribution | ||
|---|---|---|
| Increasing | 24.367 | −0.779 |
| Uniform | 22.297 | −0.601 |
| Decreasing | 14.541 | −0.424 |
| Initial value | 0.964 | − 0.880 |
| Energy Distribution | ||
|---|---|---|
| Increasing | 31.496 | −0.182 |
| Uniform | 31.043 | −0.051 |
| Decreasing | 16.403 | −0.049 |
| Initial Value | 0.170 | −0.313 |
| Energy Distribution | ||
|---|---|---|
| Increasing | 5.931 | −0.224 |
| Uniform | 4.390 | 0.037 |
| Decreasing | 4.014 | −0.090 |
| Initial Value | 4.889 | −0.410 |
| Energy Distribution | ||
|---|---|---|
| Increasing | 4.536 | 0.440 |
| Uniform | 3.771 | 0.122 |
| Decreasing | 2.909 | 0.079 |
| Initial Value | 0.679 | −0.705 |
References
- Adams, C.M.; Hardway, G.A. Fundamentals of laser beam machining and drilling. IEEE Trans. Ind. Gen. Appl. 1965, IGA-1, 90–96. [Google Scholar] [CrossRef]
- Jee, Y.; Becker, M.F.; Walser, R.M. Laser-induced damage on single-crystal metal surfaces. J. Opt. Soc. Am. B 1988, 5, 648–659. [Google Scholar] [CrossRef]
- Du, D.; Liu, X.; Korn, G.; Squier, J.; Mourou, G. Laser-induced breakdown by impact ionization in SiO2 with pulse widths from 7 ns to 150 fs. Appl. Phys. Lett. 1994, 64, 3071–3073. [Google Scholar] [CrossRef]
- Pronko, P.P.; Dutta, S.K.; Squier, J.; Rudd, J.V.; Du, D.; Mourou, G. Machining of sub-micron holes using a femtosecond laser at 800 nm. Opt. Commun. 1995, 114, 106–110. [Google Scholar] [CrossRef]
- Dumas, V.; Guignandon, A.; Vico, L.; Mauclair, C.; Zapata, X.; Linossier, M.T.; Bouleftour, W.; Granier, J.; Peyroche, S.; Dumas, J.-C.; et al. Femtosecond laser nano/micro patterning of titanium influences mesenchy-mal stem cell adhesion and commitment. Biomed. Mater. 2015, 10, 055002. [Google Scholar] [CrossRef]
- Jumelle, C.; Hamri, A.; Egaud, G.; Mauclair, C.; Reynaud, S.; Dumas, V.; Pereira, S.; Garcin, T.; Gain, P.; Thuret, G. Comparison of four methods of surface roughness assessment of corneal stromal bed after lamellar cutting. Biomed. Opt. Express 2017, 8, 4974–4986. [Google Scholar] [CrossRef] [PubMed]
- Dufils, J.; Faverjon, F.; Héau, C.; Donnet, C.; Benayoun, S.; Valette, S. Combination of laser surface texturing and DLC coating on PEEK for enhanced tribological properties. Surf. Coat. Technol. 2017, 329, 29–41. [Google Scholar] [CrossRef]
- Raimbault, O.; Benayoun, S.; Anselme, K.; Mauclair, C.; Bourgade, T.; Kietzig, A.-M.; Girard-Lauriault, P.-L.; Valette, S.; Donnet, C. The effects of femtosecond laser-textured Ti-6Al-4V on wettability and cell response. Mater. Sci. Eng. C 2016, 69, 311–320. [Google Scholar] [CrossRef]
- Dusser, B.; Sagan, Z.; Soder, H.; Faure, N.; Colombier, J.-P.; Jourlin, M.; Audouard, E. Controlled nanostructrures formation by ultrafast laser pulses for color marking. Opt. Express 2010, 18, 2913–2924. [Google Scholar] [CrossRef]
- Liu, Z.; Siegel, J.; Garcia-Lechuga, M.; Epicier, T.; Lefkir, Y.; Reynaud, S.; Bugnet, M.; Vocanson, F.; Solis, J.; Vitrant, G.; et al. Three-Dimensional Self-Organization in Nanocomposite Layered Systems by Ultrafast Laser Pulses. ACS Nano 2017, 11, 5031–5040. [Google Scholar] [CrossRef]
- Mauclair, C.; Pietroy, D.; Di Maïo, Y.; Baubeau, E.; Colombier, J.-P.; Stoian, R.; Pigeon, F. Ultrafast laser micro-cutting of stainless steel and PZT using a modulated line of multiple foci formed by spatial beam shaping. Opt. Lasers Eng. 2015, 67, 212–217. [Google Scholar] [CrossRef]
- Bonse, J.; Kirner, S.V.; Koter, R.; Pentzien, S.; Spaltmann, D.; Krüger, J. Femtosecond laser-induced periodic surface structures on titanium nitride coatings for tribological applications. Appl. Surf. Sci. 2017, 418, 572–579. [Google Scholar] [CrossRef]
- Stratakis, E.; Ranella, A.; Fotakis, C. Biomimetic micro/nanostructured functional surfaces for microfluidic and tissue engineering applications. Biomicrofluidics 2011, 5, 013411. [Google Scholar] [CrossRef] [PubMed]
- Sedao, X.; Lenci, M.; Rudenko, A.; Faure, N.; Pascale-Hamri, A.; Colombier, J.P.; Mauclair, C. Influence of pulse repetition rate on morphology and material removal rate of ultrafast laser ablated metallic surfaces. Opt. Lasers Eng. 2019, 116, 68–74. [Google Scholar] [CrossRef]
- López, A.J.; Pozo-Antonio, J.S.; Moreno, A.; Rivas, T.; Pereira, D.; Ramil, A. Femtosecond laser texturing as a tool to increase the hydrophobicity of ornamental stone: The influence of lithology and texture. J. Build. Eng. 2022, 51, 104176. [Google Scholar] [CrossRef]
- Naghilou, A.; He, M.; Schubert, J.S.; Zhigilei, L.V.; Kautek, W. Femtosecond laser generation of microbumps and nanojets on single and bilayer Cu/Ag thin films. Phys. Chem. Chem. Phys. 2019, 21, 11846–11860. [Google Scholar] [CrossRef]
- Alnaser, A.S.; Khan, S.A.; Ganeev, R.A.; Stratakis, E. Recent advances in femtosecond laser-induced surface structuring for oil–water separation. Appl. Sci. 2019, 9, 1554. [Google Scholar] [CrossRef]
- Zuhlke, C.A.; Tsibidis, G.D.; Anderson, T.; Stratakis, E.; Gogos, G.; Alexander, D.R. Investigation of femtosecond laser induced ripple formation on copper for varying incident angle. AIP Adv. 2018, 8, 015212. [Google Scholar] [CrossRef]
- Gečys, P.; Vinciunas, A.; Gedvilas, M.; Kasparaitis, A.; Lazdinas, R.; Raciukaitis, G. Ripple formation by femtosecond laser pulses for enhanced absorptance of stainless steel. JLMN-J. Laser Micro/Nanoeng. 2015, 10, 129–133. [Google Scholar] [CrossRef]
- Ahmmed, K.M.T.; Grambow, C.; Kietzig, A.-M. Fabrication of micro/nano structures on metals by femtosecond laser micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Sikora, A.; Nourry, S.; Faucon, M.; Chassagne, B.; Kling, R.; Mincuzzi, G. Role of the intensity profile in femtosecond laser surface texturing: An experimental study. Appl. Surf. Sci. Adv. 2021, 6, 100136. [Google Scholar] [CrossRef]
- Schnell, G.; Lund, H.; Bartling, S.; Polley, C.; Riaz, A.; Senz, V.; Springer, A.; Seitz, H. Heat accumulation during femtosecond laser treatment at high repetition rate—A morphological, chemical and crystallographic characterization of self-organized structures on Ti6Al4V. Appl. Surf. Sci. 2021, 570, 151115. [Google Scholar] [CrossRef]
- Zhang, H.; Eaton, S.M.; Li, J.; Herman, P.R. Heat accumulation during high repetition rate ultrafast laser interaction: Waveguide writing in borosilicate glass. In Eighth International Conference on Laser Ablation (COLA’05) 11–16 September 2005, Banff, Canada. J. Phys. Conf. Ser. 2007, 59, 682–686. [Google Scholar] [CrossRef]
- Bauer, F.; Michalowski, A.; Kiedrowski, T.; Nolte, S. Heat accumulation in ultra-short pulsed scanning laser ablation of metals. Opt. Express 2015, 23, 1035–1043. [Google Scholar] [CrossRef] [PubMed]
- Gaudiuso, C.; Terekhin, P.N.; Volpe, A.; Nolte, S.; Rethfeld, B.; Ancona, A. Laser ablation of silicon with THz bursts of femtosecond pulses. Sci. Rep. 2021, 11, 1–11. [Google Scholar] [CrossRef]
- Bonamis, G.; Audouard, E.; Hoenninger, C.; Lopez, J.; Mishchik, K.; Mottay, E.; Manek-Hönninger, I. Systematic study of laser ablation with GHz bursts of femtosecond pulses. Opt. Express 2020, 28, 27702–27714. [Google Scholar] [CrossRef] [PubMed]
- Wang, A.; Sopeña, P.; Grojo, D. Burst mode enabled ultrafast laser inscription inside gallium arsenide. Int. J. Extrem. Manuf. 2022, 4, 045001. [Google Scholar] [CrossRef]
- Hodgson, N.; Allegre, H.; Caprara, A.; Starodoumov, A.; Bettencourt, S. Efficiency of ultrafast laser ablation in burst mode as a function of intra-burst repetition rate and pulse fluence. In Proceedings of the SPIE, Photonics West 2021, Frontiers in Ultrafast Optics: Biomedical, Scientific, and Industrial Applications XXI, San Francisco, CA, USA, 6–12 March 2021. [Google Scholar] [CrossRef]
- Sugioka, K. Will GHz burst mode create a new path to femtosecond laser processing? Int. J. Extrem. Manuf. 2021, 3, 043001. [Google Scholar] [CrossRef]
- Žemaitis, A.; Gaidys, M.; Gečys, P.; Barkauskas, M.; Gedvilas, M. Femtosecond laser ablation by bibursts in the MHz and GHz pulse repetition rates. Opt. Express 2021, 29, 7641–7653. [Google Scholar] [CrossRef]
- Metzner, D.; Lickschat, P.; Weißmante, S. Influence of heat accumulation during laser micromachining of CoCrMo alloy with ultrashort pulses in burst mode. Appl. Phys. A 2020, 126, 84. [Google Scholar] [CrossRef]
- Žemaitis, A.; Gečys, P.; Račiukaitis, G.; Gedvilas, M. Efficient ablation by ultra-short pulse lasers. Procedia CIRP 2020, 94, 962–965. [Google Scholar] [CrossRef]
- Bruening, S.; Du, K.; Gillner, A. Micro processing with ultrafast bursts of pulses. Procedia CIRP 2020, 94, 856–862. [Google Scholar] [CrossRef]
- Chen, C.; Ng, C.K.; Zhang, F.; Xiong, X.; Ju, B.-F.; Zhang, Y.; Hansen, H.N.; Chen, Y.-L. Towards obtaining high-quality surfaces with nanometric finish by femtosecond laser ablation: A case study on coppers. Opt. Laser Technol. 2022, 155, 108382. [Google Scholar] [CrossRef]
- Ahmmed, K.M.; Ling, E.J.Y.; Servio, P.; Kietzig, A.-M. Introducing a new optimization tool for femtosecond laser-induced surface texturing on titanium, stainless steel, aluminum and copper. Opt. Lasers Eng. 2015, 66, 258–268. [Google Scholar] [CrossRef]
- Bizi-Bandoki, P.; Benayoun, S.; Valette, S.; Beaugiraud, B.; Audouard, E. Modifications of roughness and wettability properties of metals induced by femtosecond laser treatment. Appl. Surf. Sci. 2011, 257, 5213–5218. [Google Scholar] [CrossRef]
- Groenendijk, M.N.W.; Meijer, J. Surface Microstructures obtained by Femtosecond Laser Pulses. CIRP Ann. 2006, 55, 183–186. [Google Scholar] [CrossRef]
- Khan, S.A.; Boltaev, G.S.; Iqbal, M.; Kim, V.; Ganeev, R.A.; Alnaser, A.S. Ultrafast fiber laser-induced fabrication of superhydrophobic and self-cleaning metal surfaces. Appl. Surf. Sci. 2021, 542, 148560. [Google Scholar] [CrossRef]
- Cao, Q.; Wang, Z.; He, W.; Guan, Y. Fabrication of super hydrophilic surface on alumina ceramic by ultrafast laser microprocessing. Appl. Surf. Sci. 2021, 557, 149842. [Google Scholar] [CrossRef]
- Lutey, A.H.A.; Gemini, L.; Romoli, L.; Lazzini, G.; Fuso, F.; Faucon, M.; Kling, R. Towards Laser-Textured Antibacterial Surfaces. Sci. Rep. 2018, 8, 10112. [Google Scholar] [CrossRef]
- Skoulas, E.; Manousaki, A.; Fotakis, C.; Stratakis, E. Biomimetic surface structuring using cylindrical vector femtosecond laser beams. Sci. Rep. 2017, 7, srep45114. [Google Scholar] [CrossRef]
- Mincuzzi, G.; Rebière, A.; Faucon, M.; Sikora, A.; Kling, R. Beam engineering strategies for high throughput, precise, micro-cutting by 100 W, femtosecond lasers. J. Laser Appl. 2020, 32, 042003. [Google Scholar] [CrossRef]
- Guo, P.; Zheng, Y.; Wen, M.; Song, C.; Lin, Y.; Jiang, L. Icephobic/Anti-Icing Properties of Micro/Nanostructured Surfaces. Adv. Mater. 2012, 24, 2642–2648. [Google Scholar] [CrossRef] [PubMed]
- Pallarés-Aldeiturriaga, D.; Claudel, P.; Granier, J.; Travers, J.; Guillermin, L.; Flaissier, M.-O.; Beaure d’Augeres, P.; Sedao, X. Femtosecond laser engraving of deep patterns in steel and sapphire. Micromachines 2021, 12, 804. [Google Scholar] [CrossRef] [PubMed]
- Tian, K.V.; Passaretti, F.; Nespoli, A.; Placidi, E.; Condò, R.; Andreani, C.; Licoccia, S.; Chass, G.A.; Senesi, R.; Cozza, P. Composition―Nanostructure Steered Performance Predictions in Steel Wires. Nanomaterials 2019, 9, 1119. [Google Scholar] [CrossRef] [PubMed]
- Tian, K.V.; Festa, G.; Basoli, F.; Laganà, G.; Scherillo, A.; Andreani, C.; Bollero, P.; Licoccia, S.; Senesi, R.; Cozza, P. Orthodontic archwire composition and phase analyses by neutron spectroscopy. Dent. Mater. J. 2017, 36, 282–288. [Google Scholar] [CrossRef] [PubMed]
- Nespoli, A.; Passaretti, F.; Szentmiklósi, L.; Maróti, B.; Placidi, E.; Cassetta, M.; Yada, R.Y.; Farrar, D.H.; Tian, K.V. Biomedical NiTi and β-Ti Alloys: From Composition, Microstructure and Thermo-Mechanics to Application. Metals 2022, 12, 406. [Google Scholar] [CrossRef]
- Leach, R. Chapter 8. Surface Topography Characterization. In Fundamental Principles of Engineering Nanometrology, 2nd ed.; William Andrew: New York, NY, USA, 2014. [Google Scholar]
- Mannion, P.T.; Magee, J.; Coyne, E.; O’Connor, G.M.; Glynn, T.J. The effect of damage accumulation behaviour on ablation thresholds and damage morphology in ultrafast laser micro-machining of common metals in air. Appl. Surf. Sci. 2004, 233, 275–287. [Google Scholar] [CrossRef]
- Cheng, J.; Perrie, W.; Sharp, M.; Edwardson, S.P.; Semaltianos, N.G.; Dearden, G.; Watkins, K.G. Single-pulse drilling study on Au, Al and Ti alloy by using a picosecond laser. Appl. Phys. A 2009, 95, 739–746. [Google Scholar] [CrossRef]
- Neuenschwander, B.; Jaeggi, B.; Schmid, M.; Rouffiange, V.; Martin, P.-E. Optimization of the volume ablation rate for metals at different laser pulse-durations from ps to fs. In Proceedings of the SPIE Proceedings, Laser Applications in Microelectronic and Optoelectronic Manufacturing (LAMOM) XVII, San Francisco, CA, USA, 23–27 April 2012. [Google Scholar] [CrossRef]
- Roberts, D.E.; du Plessis, A.; Botha, L. Femtosecond laser ablation of silver foil with single and double pulses. Appl. Surf. Sci. 2010, 256, 1784–1792. [Google Scholar] [CrossRef]
- Žemaitis, A.; Gaidys, M.; Brikas, M.; Gečys, P.; Račiukaitis, G.; Gedvilas, M. Advanced laser scanning for highly-efficient ablation and ultrafast surface structuring: Experiment and model. Sci. Rep. 2018, 8, 17376. [Google Scholar] [CrossRef]
- Kramer, T.; Neuenschwander, B.; Jäggi, B.; Remund, S.; Hunziker, U.; Zürcher, J. Influence of Pulse Bursts on the Specific Removal Rate for Ultra-fast Pulsed Laser Micromachining of Copper. Phys. Procedia 2016, 83, 123–134. [Google Scholar] [CrossRef]
- Han, W.; Jiang, L.; Li, X.; Liu, P.; Xu, L.; Lu, Y. Continuous modulations of femtosecond laser-induced periodic surface structures and scanned line-widths on silicon by polarization changes. Opt. Express 2013, 21, 15505–15513. [Google Scholar] [CrossRef] [PubMed]
- Bonse, J.; Baudach, S.; Krüger, J.; Kautek, W.; Lenzner, M. Femtosecond laser ablation of silicon–modification thresholds and morphology. Appl. Phys. A 2002, 74, 19–25. [Google Scholar] [CrossRef]
- Basset, S.; Heisbourg, G.; Pascale-Hamri, A.; Benayoun, S.; Valette, S. Effect of Texturing Environment on Wetting of Biomimetic Superhydrophobic Surfaces Designed by Femtosecond Laser Texturing. Nanomaterials 2022, 12, 3099. [Google Scholar] [CrossRef]
- Borowiec, A.; Haugen, H.K. Femtosecond laser micromachining of grooves in indium phosphide. Appl. Phys. A Mater. Sci. Process. 2004, 79, 521–529. [Google Scholar] [CrossRef]
- Di Maio, Y.; Colombier, J.P.; Cazottes, P.; Audouard, E. Ultrafast laser ablation characteristics of PZT ceramic: Analysis methods and comparison with metals. Opt. Lasers Eng. 2012, 50, 1582–1591. [Google Scholar] [CrossRef]






| Material | Fitting Curve | Estimated Depth (µm) | Measured Depth (µm) | |||
|---|---|---|---|---|---|---|
| Uniform | Increasing/Decreasing | Increasing | Uniform | Decreasing | ||
| Stainless Steel [49] | 36.9 | 35.8 | 41.6 | 43.2 | 40.3 | |
| Titanium [50] | 36.6 | 34.9 | 46.7 | 44.5 | 46.7 | |
| Brass [51] | 63.4 | 60.6 | 70.8 | 76.1 | 70.5 | |
| Silver [52] | 87.1 | 86.2 | 95.7 | 107.7 | 97.1 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Leggio, L.; Di Maio, Y.; Pascale-Hamri, A.; Egaud, G.; Reynaud, S.; Sedao, X.; Mauclair, C. Ultrafast Laser Patterning of Metals Commonly Used in Medical Industry: Surface Roughness Control with Energy Gradient Pulse Sequences. Micromachines 2023, 14, 251. https://doi.org/10.3390/mi14020251
Leggio L, Di Maio Y, Pascale-Hamri A, Egaud G, Reynaud S, Sedao X, Mauclair C. Ultrafast Laser Patterning of Metals Commonly Used in Medical Industry: Surface Roughness Control with Energy Gradient Pulse Sequences. Micromachines. 2023; 14(2):251. https://doi.org/10.3390/mi14020251
Chicago/Turabian StyleLeggio, Luca, Yoan Di Maio, Alina Pascale-Hamri, Gregory Egaud, Stephanie Reynaud, Xxx Sedao, and Cyril Mauclair. 2023. "Ultrafast Laser Patterning of Metals Commonly Used in Medical Industry: Surface Roughness Control with Energy Gradient Pulse Sequences" Micromachines 14, no. 2: 251. https://doi.org/10.3390/mi14020251
APA StyleLeggio, L., Di Maio, Y., Pascale-Hamri, A., Egaud, G., Reynaud, S., Sedao, X., & Mauclair, C. (2023). Ultrafast Laser Patterning of Metals Commonly Used in Medical Industry: Surface Roughness Control with Energy Gradient Pulse Sequences. Micromachines, 14(2), 251. https://doi.org/10.3390/mi14020251