

Material Extrusion Filament Width and Height Prediction via Design of Experiment and Machine Learning

 , ,
, ,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Three-Dimensional Printing and Dimension Measurement
2.2. DOE Study
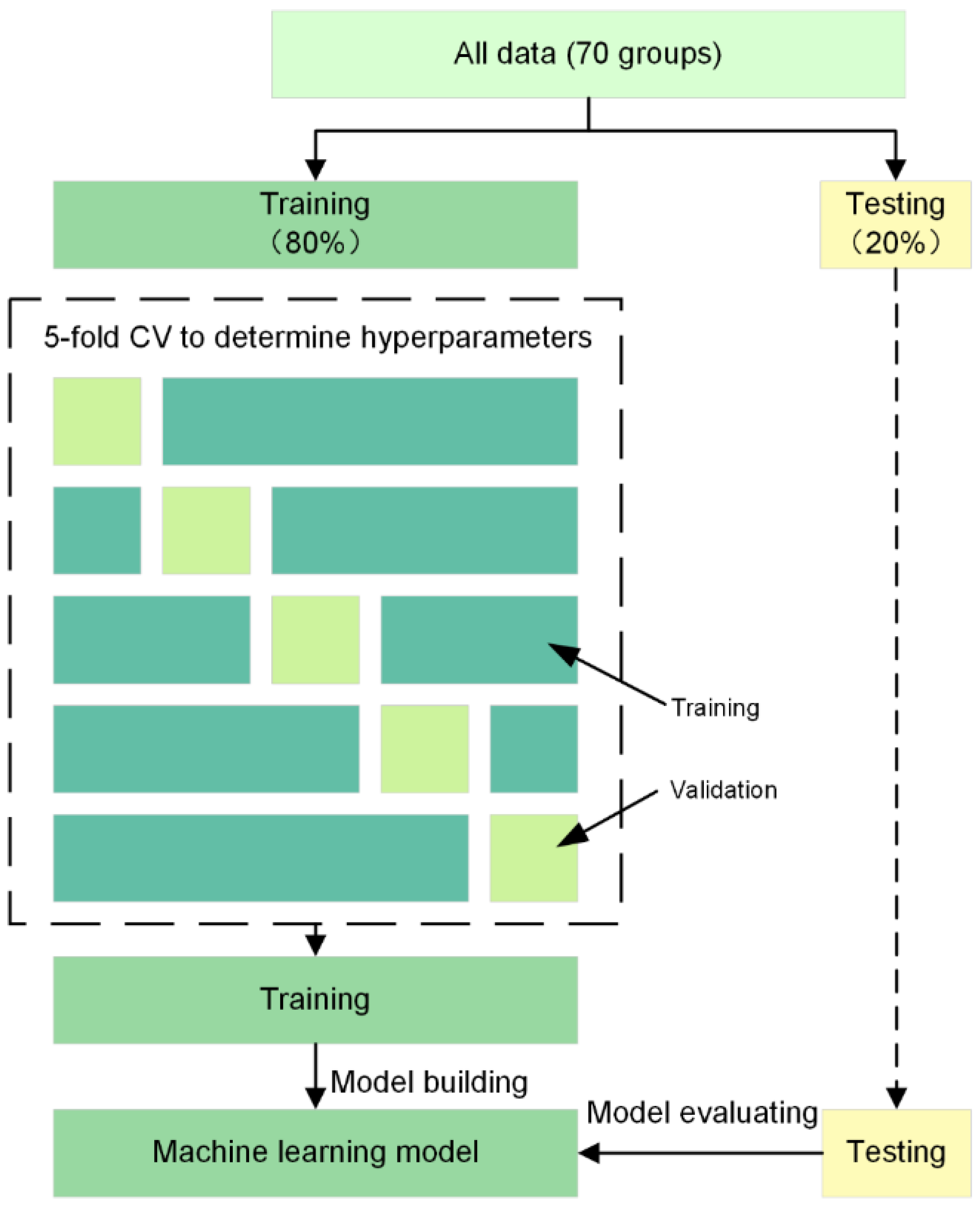
2.3. Machine Learning
3. Results and Discussion
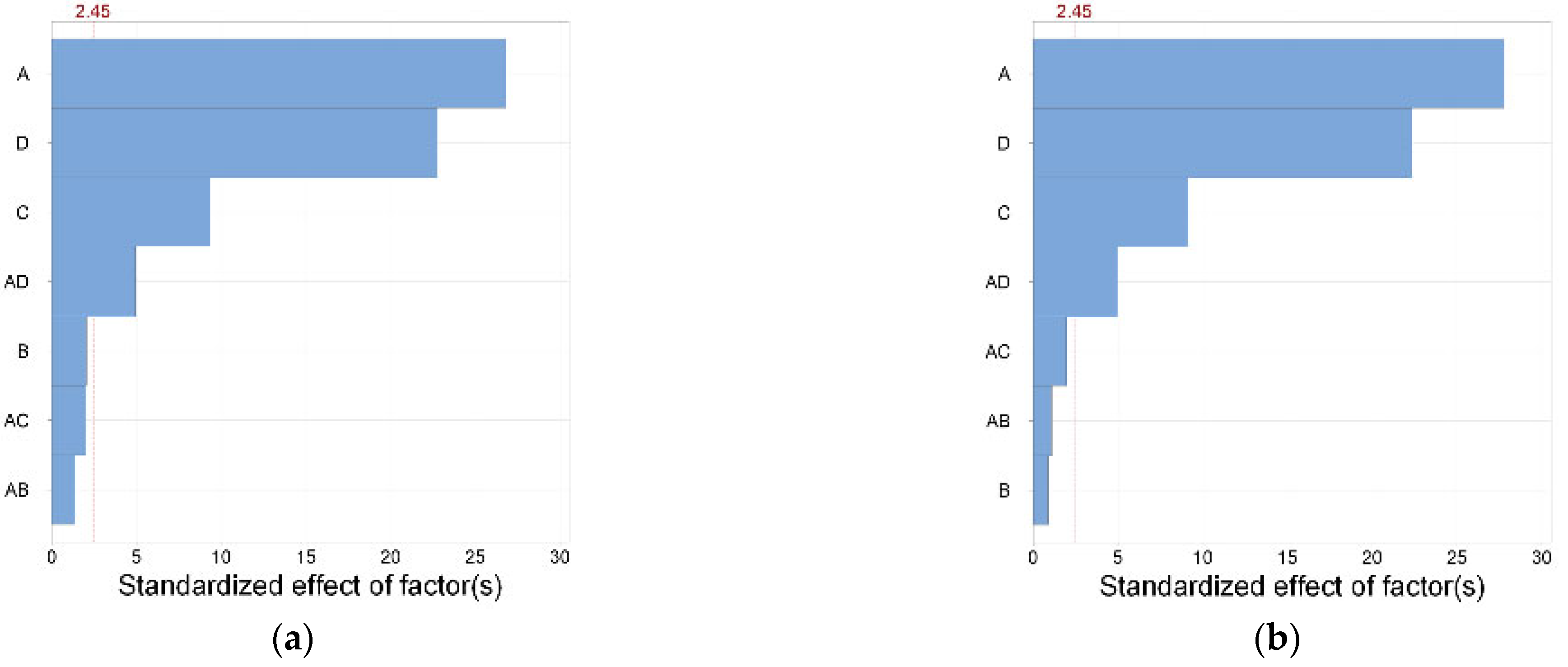
3.1. DOE and ANOVA Results
3.2. Regression Analysis
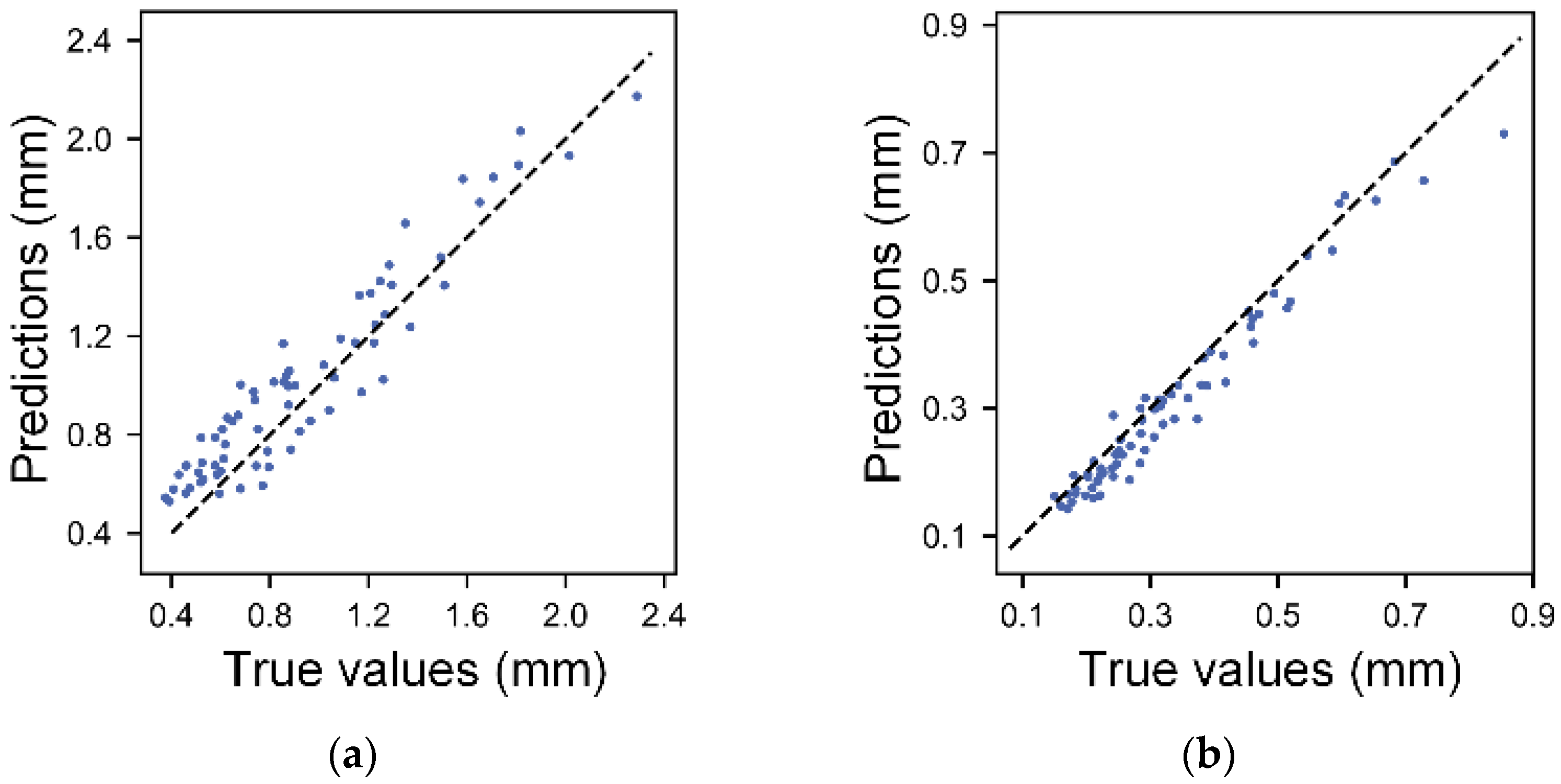
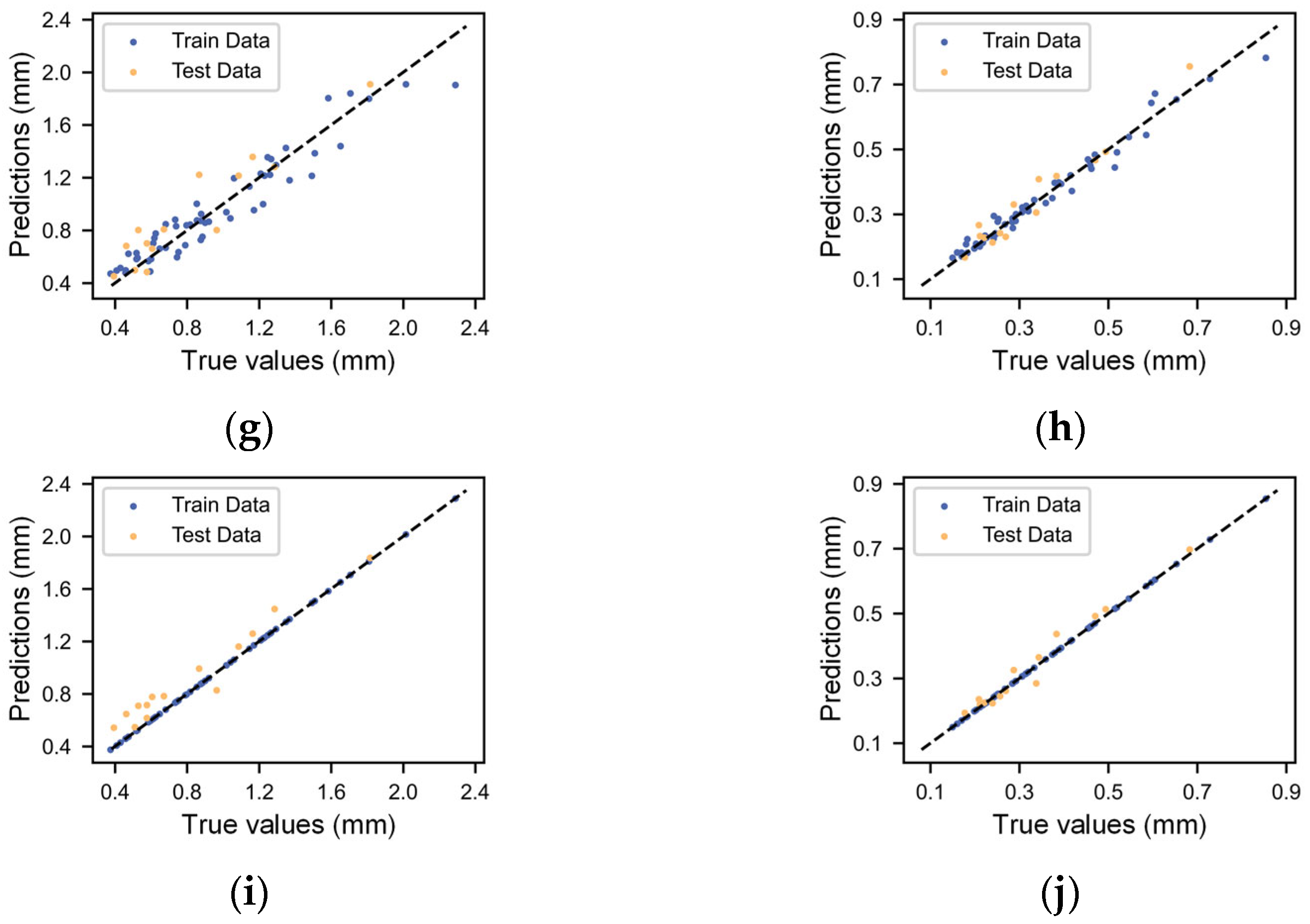
3.3. Machine Learning Result Analysis
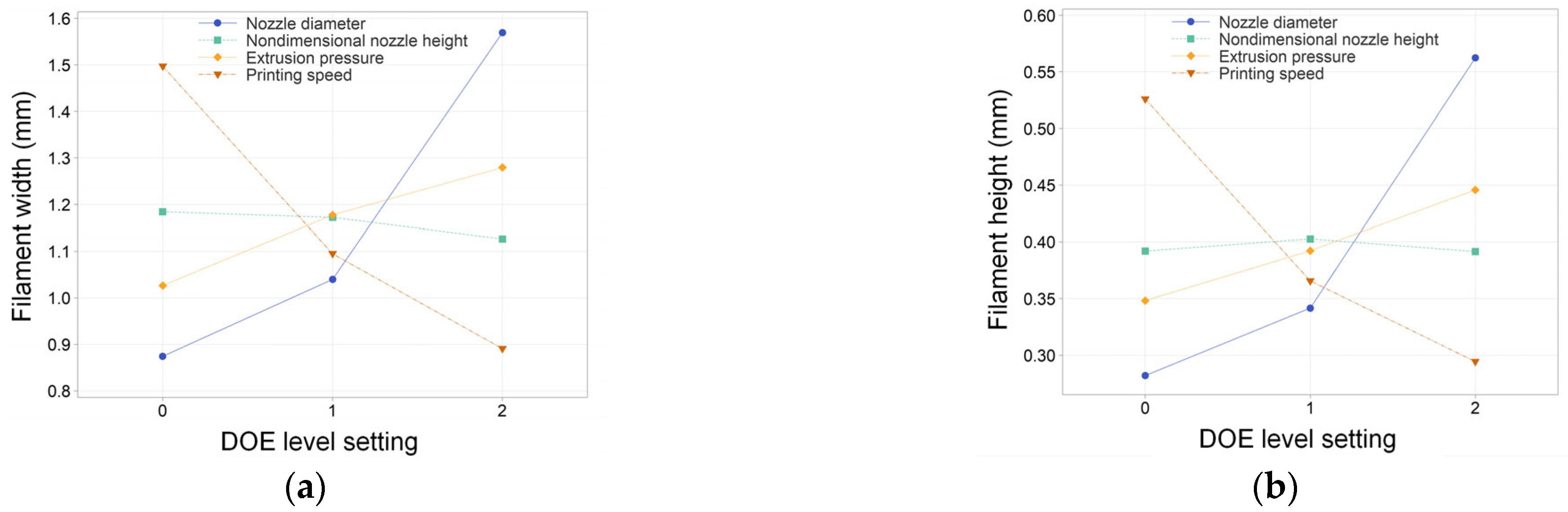
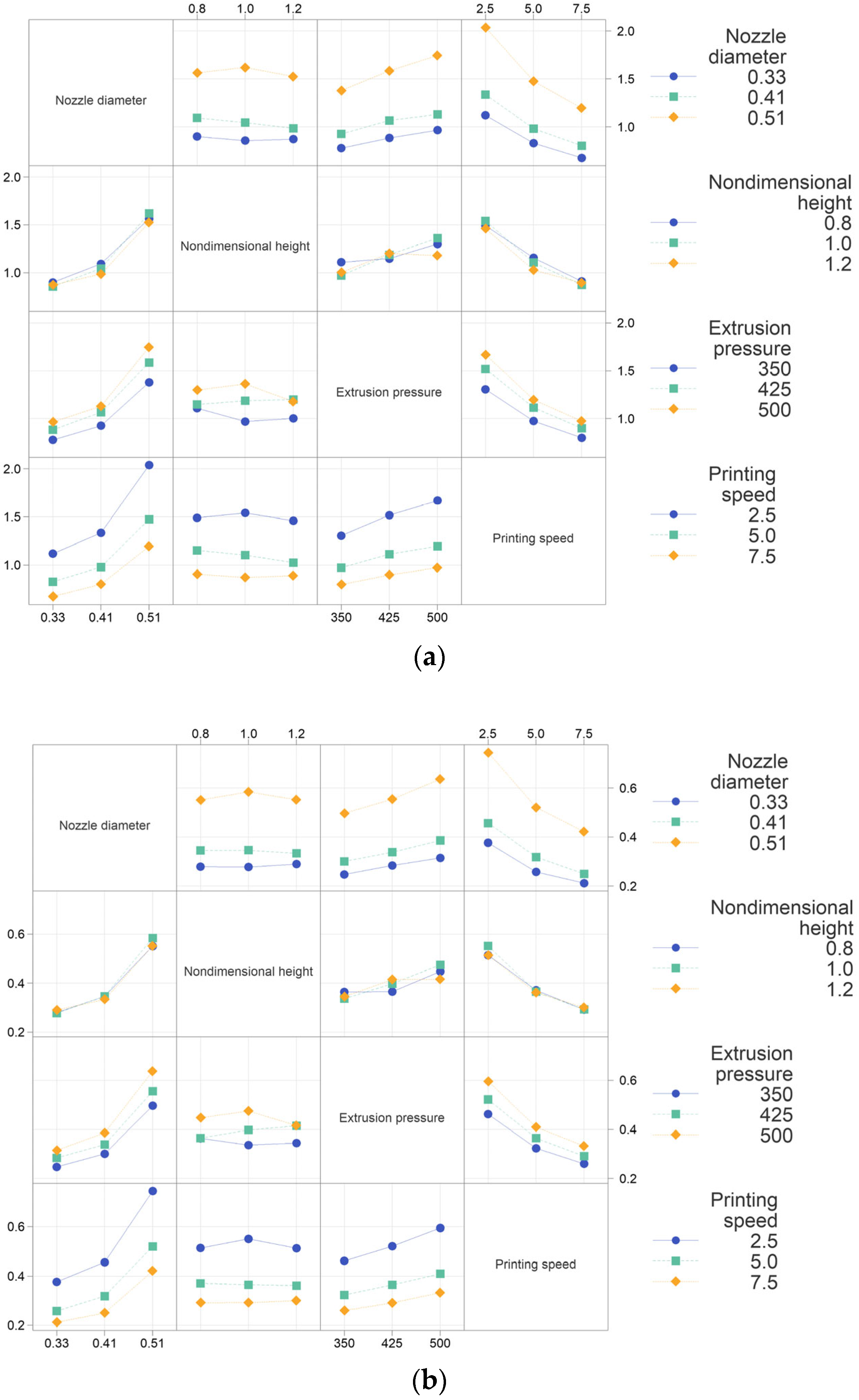
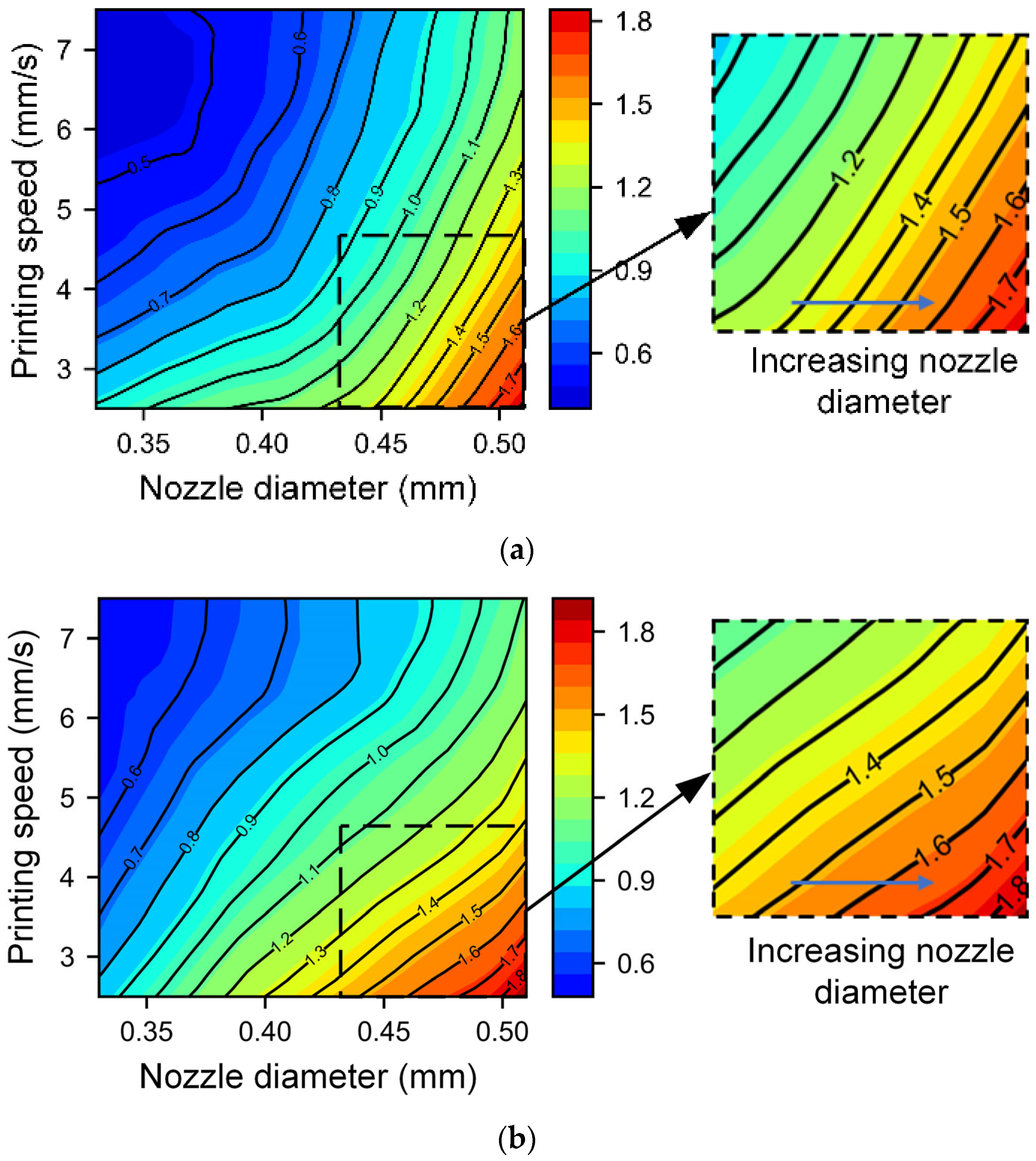
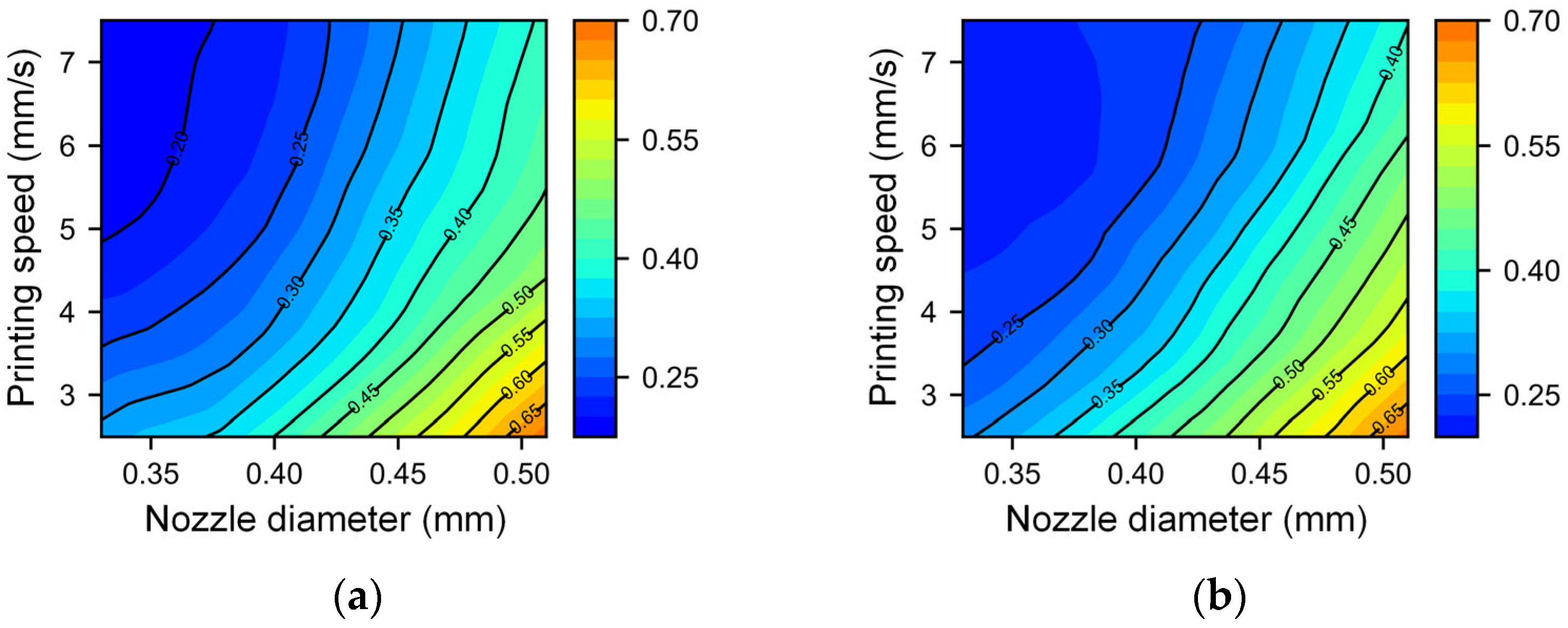
3.4. Printing Process Parameter Analysis
4. Conclusions
- (1)
- Based on the findings of the DoE and ANOVA results, the processing parameters affect the formation dimension in the order of nozzle diameter > printing speed > extrusion pressure > nondimensional nozzle height.
- (2)
- Among the five machine learning prediction models trained, the BPNN and KNN methods have good performance, and the BPNN has the best coefficient of determination R2 for filament width and height prediction on the test set, being 0.9025 and 0.9604, respectively. All machine learning models have better filament height prediction results than width prediction. These models can be used for predicting printed structure dimensions, offering guidance for optimal parameter selection, informing the creation of 3D printing slices, and determining suitable layer sizes.
- (3)
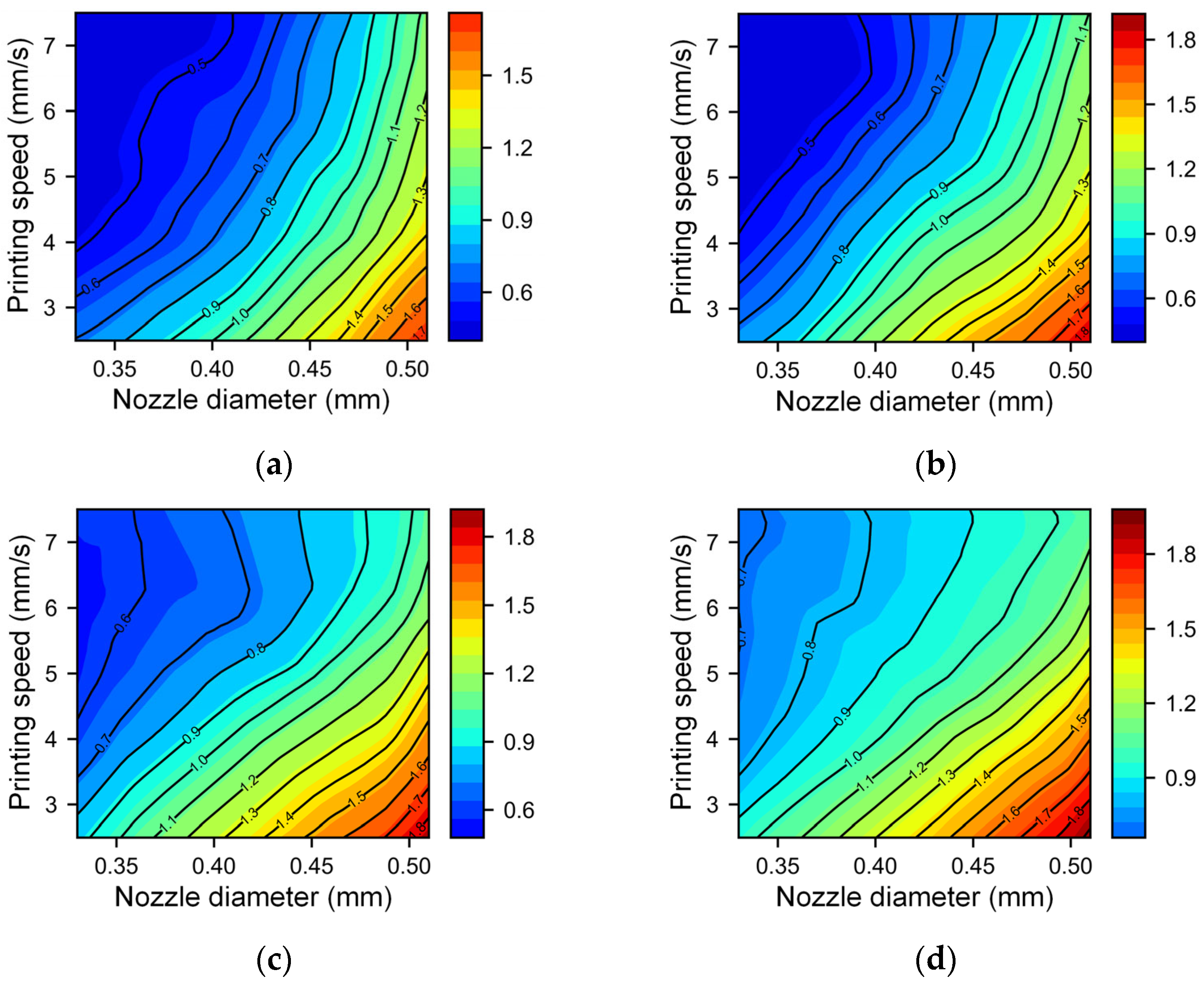
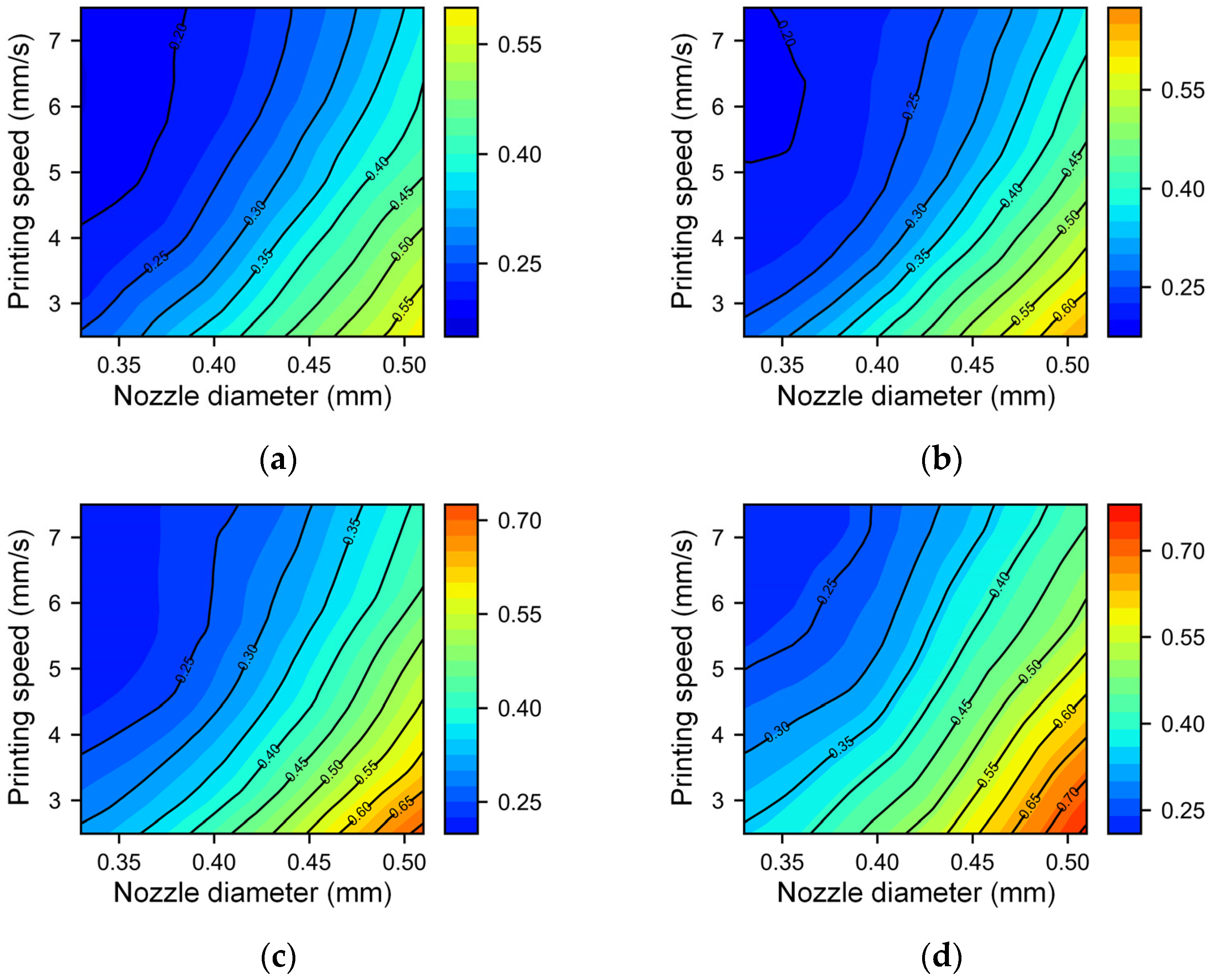
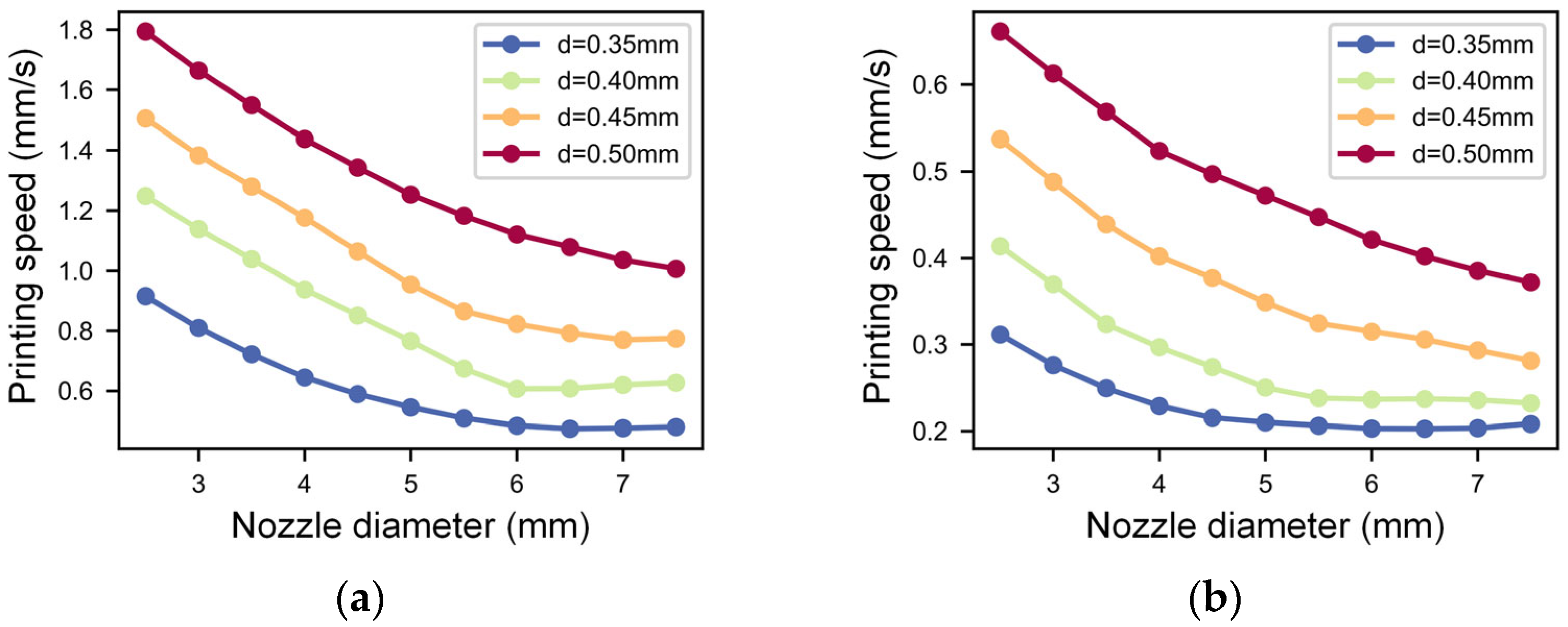
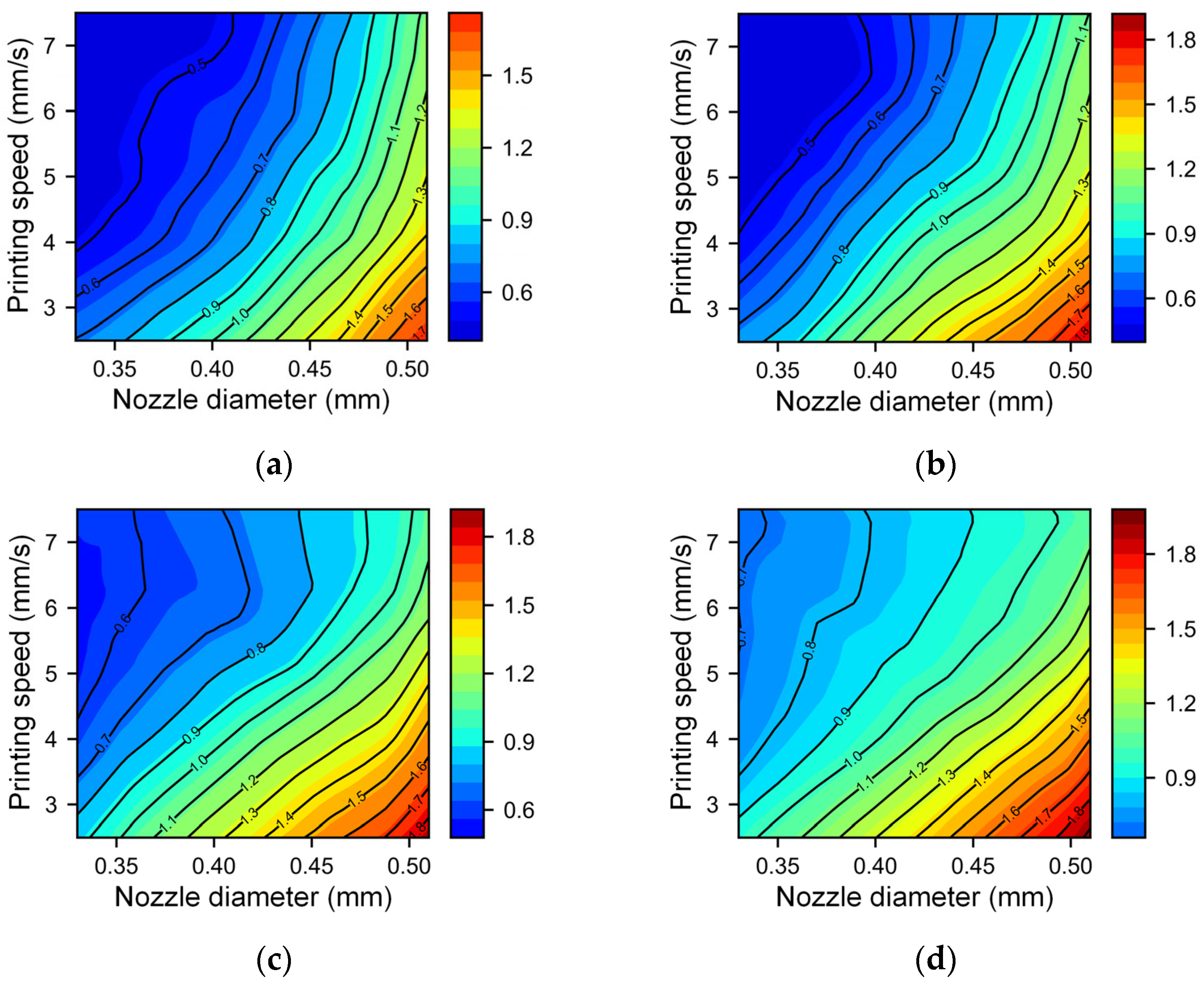
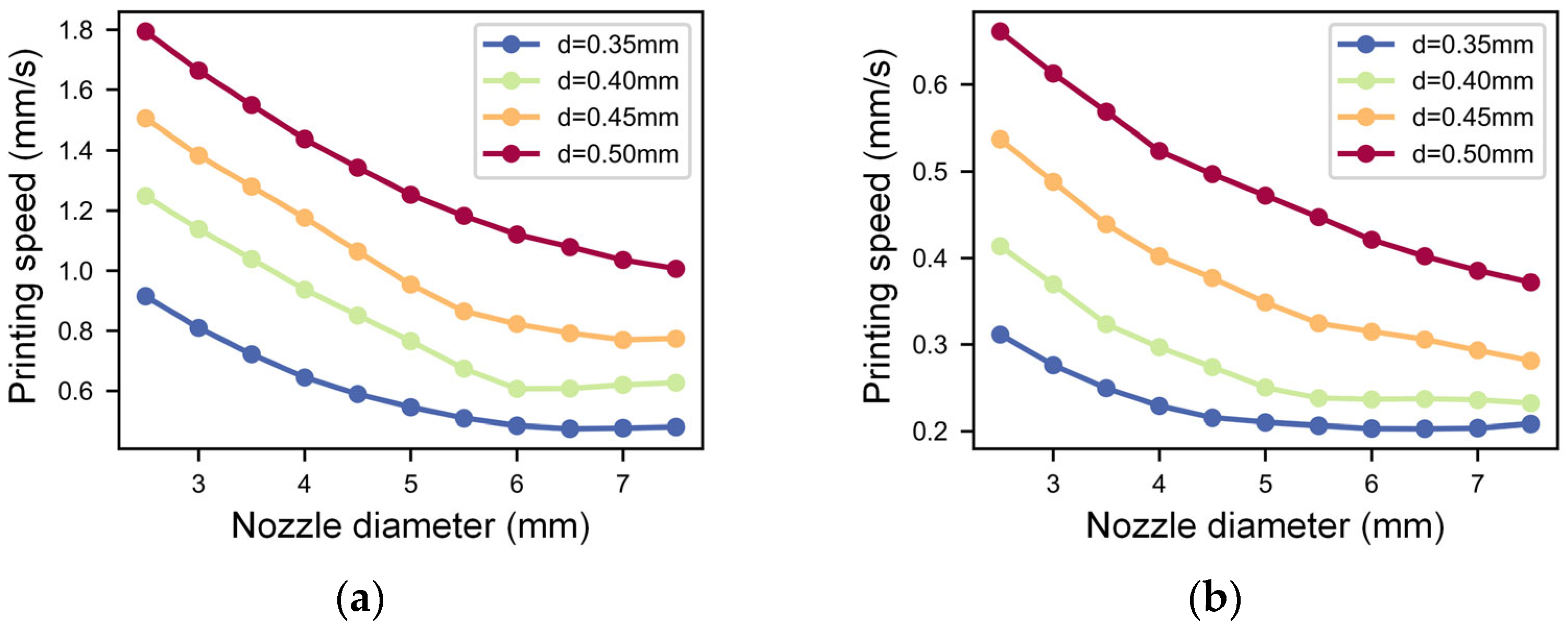
- Utilizing the BPNN model, the impact of printing process parameters on the line width and height was studied. The rules and reasons for the changes in filament width and height under different process parameter combinations were analyzed. The filament width and height are small and change slowly with a small nozzle diameter and high speed, making it suitable for high-resolution printing, while the filament width and height are large and change rapidly with a large nozzle diameter and low speed, making it suitable for high-efficiency printing. The interaction and coupling law between the nondimensional nozzle height and other factors are complex. Different nondimensional nozzle height settings may cause the extruded material to be stretched or squeezed. The material in the stretched state will lead to a thin filament, and the regularity of processing parameters on geometric size will not be strong. In addition, the nozzle diameter exhibits a significant impact on dimensions when the material is in a squeezed state. This study can be used to predict the size of printing filament structures, guide the selection of printing parameters, and determine the size of 3D printing layers.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cox, J.R.; Kipling, I.; Gibbons, G.J. Ensuring supply chain integrity for material extrusion 3D printed polymer parts. Addit. Manuf. 2023, 62, 103403. [Google Scholar] [CrossRef]
- Hossain, S.S.; Jang, S.; Park, S.; Bae, C.-J. Understanding ink design and printing dynamics of extrusion-based 3D printing: Defect-free dense piezoelectric ceramics. J. Manuf. Process. 2023, 92, 1–11. [Google Scholar] [CrossRef]
- Koltsov, S.I.; Statsenko, T.G.; Morozova, S.M. Modification of Commercial 3D Fused Deposition Modeling Printer for Extrusion Printing of Hydrogels. Polymers 2022, 14, 5539. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Mille, L.S.; Robledo, J.A.; Uribe, T.; Huerta, V.; Zhang, Y.S. Recent Advances in Formulating and Processing Biomaterial Inks for Vat Polymerization-Based 3D Printing. Adv. Healthc. Mater. 2020, 9, e2000156. [Google Scholar] [CrossRef] [PubMed]
- Ng, W.L.; Xi, H.; Shkolnikov, V.; Goh, G.L.; Suntornnond, R.; Yeong, W.Y. Controlling Droplet Impact Velocity and Droplet Volume: Key Factors to Achieving High Cell Viability in Sub-Nanoliter Droplet-based Bioprinting. Int. J. Bioprint. 2021, 8, 424. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Shi, X.; Sun, Y.; Wang, P.; Ma, Z.; Liu, H.; Ning, H. Compression properties and optimization design of SLM Ti6Al4V square pore tissue engineering scaffolds. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2021, 235, 1265–1273. [Google Scholar] [CrossRef]
- Song, B.; Yu, T.; Jiang, X.; Xi, W.; Lin, X.; Ma, Z.; Wang, Z. Development of the molten pool and solidification characterization in single bead multilayer direct energy deposition. Addit. Manuf. 2022, 49, 102479. [Google Scholar] [CrossRef]
- Qin, J.; Hu, F.; Liu, Y.; Witherell, P.; Wang, C.C.; Rosen, D.W.; Simpson, T.W.; Lu, Y.; Tang, Q. Research and application of machine learning for additive manufacturing. Addit. Manuf. 2022, 52, 102691. [Google Scholar] [CrossRef]
- Luo, Y.; Sun, W.; Bao, M.; Zhu, X.; Ning, C.; Zhang, W.; Li, Y.; Zhang, X. Process fundamentals and quality investigation in extrusion 3D printing of shear thinning materials: Extrusion process based on Nishihara model. Int. J. Adv. Manuf. Technol. 2022, 124, 245–264. [Google Scholar] [CrossRef]
- Xu, K.; Li, D.; Shang, E.; Liu, Y. A Heating-Assisted Direct Ink Writing Method for Preparation of PDMS Cellular Structure with High Manufacturing Fidelity. Polymers 2022, 14, 1323. [Google Scholar] [CrossRef] [PubMed]
- Outrequin, T.C.R.; Gamonpilas, C.; Siriwatwechakul, W.; Sreearunothai, P. Extrusion-based 3D printing of food biopolymers: A highlight on the important rheological parameters to reach printability. J. Food Eng. 2023, 342, 111371. [Google Scholar] [CrossRef]
- Zheng, Q.; Xie, B.; Xu, Z.; Wu, H. A systematic printability study of direct ink writing towards high-resolution rapid manufacturing. Int. J. Extrem. Manuf. 2023, 5, 035002. [Google Scholar] [CrossRef]
- House, A.; Kuna, A.; Hastings, D.; Rodriguez, N.; Schoenitz, M.; Dreizin, E.L.; Guvendiren, M. Effect of particle shape on rheology and printability of highly filled reactive inks for direct ink writing. Prog. Addit. Manuf. 2023. [Google Scholar] [CrossRef]
- Wang, J.; Xu, C.; Yang, S.; Wang, L.; Xu, M. Continuous and highly accurate multi-material extrusion-based bioprinting with optical coherence tomography imaging. Int. J. Bioprinting 2023, 9, 707. [Google Scholar] [CrossRef]
- Cheng, L.; Tang, Q.; Zhang, Y.; Cheng, X.; Miao, A.; Su, J.; Wu, S.; Niu, F.; Zhang, L.; Duan, Y.; et al. Three-Dimensional Printed Multiresponsive Structures of Smart Hydrogel. 3D Print. Addit. Manuf. 2023. [Google Scholar] [CrossRef]
- Schaffner, M.; Faber, J.A.; Pianegonda, L.; Rühs, P.A.; Coulter, F.; Studart, A.R. 3D printing of robotic soft actuators with programmable bioinspired architectures. Nat. Commun. 2018, 9, 878. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Xia, Z.; Liu, Z.; Wang, Q.; Yue, Y.; Huang, J.; Su, B. Magnetic/conductive/elastic multi-material 3D-printed self-powered sensing gloves for underwater/smoke environmental Human-Computer Interaction. Chem. Eng. J. 2023, 463, 142388. [Google Scholar] [CrossRef]
- Wei, F.; Duan, T.; Yao, L.; Yang, W. 3D printable and stretchable PVA-PAAm dual network hydrogel with conductivities for wearable sensors. J. Appl. Polym. Sci. 2022, 140, e53468. [Google Scholar] [CrossRef]
- Bie, H.; Chen, H.; Shan, L.; Tan, C.Y.; Al-Furjan, M.S.H.; Ramesh, S.; Gong, Y.; Liu, Y.F.; Zhou, R.G.; Yang, W.; et al. 3D Printing and Performance Study of Porous Artificial Bone Based on HA-ZrO(2)-PVA Composites. Materials 2023, 16, 1107. [Google Scholar] [CrossRef]
- Wang, P.; Sun, Y.; Li, D.; Ma, Z.; Zhang, B.; Diao, L.; Liu, H. Extrusion-based 3D co-printing: Printing material design and novel workflow for fabricating patterned heterogeneous tissue structures. Mater. Des. 2023, 227, 111737. [Google Scholar] [CrossRef]
- Zhang, J.; Wu, S.; Wang, Z.; Chen, Y.; You, H. Experimental Investigation of High-Viscosity Conductive Pastes and the Optimization of 3D Printing Parameters. Appl. Sci. 2023, 13, 2389. [Google Scholar] [CrossRef]
- Tian, K.; Bae, J.; Bakarich, S.E.; Yang, C.; Gately, R.D.; Spinks, G.M.; in het Panhuis, M.; Suo, Z.; Vlassak, J.J. 3D Printing of Transparent and Conductive Heterogeneous Hydrogel–Elastomer Systems. Adv. Mater. 2017, 29, 1604827. [Google Scholar] [CrossRef] [PubMed]
- Sevcik, M.J.; Bjerke, G.; Wilson, F.; Kline, D.J.; Morales, R.C.; Fletcher, H.E.; Guan, K.; Grapes, M.D.; Seetharaman, S.; Sullivan, K.T.; et al. Extrusion parameter control optimization for DIW 3D printing using image analysis techniques. Prog. Addit. Manuf. 2023. [Google Scholar] [CrossRef]
- Nijdam, J.J.; Agarwal, D.; Schon, B.S. An experimental assessment of filament-extrusion models used in slicer software for 3D food-printing applications. J. Food Eng. 2022, 317, 110711. [Google Scholar] [CrossRef]
- Li, M.; Yu, P.; Guo, Z.; Liu, Y.; Zhao, J. High-resolution and programmable line-morphologies of material-extrusion 3D printed self-leveling inks. Addit. Manuf. 2023, 71, 103582. [Google Scholar] [CrossRef]
- Udofia, E.N.; Zhou, W. A Guiding Framework for Microextrusion Additive Manufacturing. J. Manuf. Sci. Eng. 2019, 141, 050801. [Google Scholar] [CrossRef]
- Seo, H.; Iwai, H.; Kishimoto, M.; Ding, C.; Saito, M.; Yoshida, H. Microextrusion printing for increasing electrode–electrolyte interface in anode-supported solid oxide fuel cells. J. Power Sources 2020, 450, 227682. [Google Scholar] [CrossRef]
- Jin, Y.; Zhao, D.; Huang, Y. Study of extrudability and standoff distance effect during nanoclay-enabled direct printing. Bio-Design Manuf. 2018, 1, 123–134. [Google Scholar] [CrossRef]
- Wang, J.; Heshmati Aghda, N.; Jiang, J.; Mridula Habib, A.; Ouyang, D.; Maniruzzaman, M. 3D bioprinted microparticles: Optimizing loading efficiency using advanced DoE technique and machine learning modeling. Int. J. Pharm. 2022, 628, 122302. [Google Scholar] [CrossRef]
- Caputo, M.; Rashwan, O.; Waryoba, D.; McDade, K. Surface texture and thermo-mechanical properties of material extruded and ironed polylactic acid. Addit. Manuf. 2022, 59, 103084. [Google Scholar] [CrossRef]
- Ali, A.; Riaz, R.D.; Malik, U.J.; Abbas, S.B.; Usman, M.; Shah, M.U.; Kim, I.H.; Hanif, A.; Faizan, M. Machine Learning-Based Predictive Model for Tensile and Flexural Strength of 3D-Printed Concrete. Materials 2023, 16, 4149. [Google Scholar] [CrossRef] [PubMed]
- Xue, T.; Wallin, T.J.; Menguc, Y.; Adriaenssens, S.; Chiaramonte, M. Machine learning generative models for automatic design of multi-material 3D printed composite solids. Extreme Mech. Lett. 2020, 41, 100992. [Google Scholar] [CrossRef]
- Singh, J.; Singh, J. A survey on machine learning-based malware detection in executable files. J. Syst. Archit. 2021, 112. [Google Scholar] [CrossRef]
- Kourou, K.; Exarchos, T.P.; Exarchos, K.P.; Karamouzis, M.V.; Fotiadis, D.I. Machine learning applications in cancer prognosis and prediction. Comput. Struct. Biotechnol. J. 2014, 13, 8–17. [Google Scholar] [CrossRef] [PubMed]
- Dabbagh, S.R.; Ozcan, O.; Tasoglu, S. Machine learning-enabled optimization of extrusion-based 3D printing. Methods 2022, 206, 27–40. [Google Scholar] [CrossRef]
- Goh, G.D.; Sing, S.L.; Lim, Y.F.; Thong, J.L.J.; Peh, Z.K.; Mogali, S.R.; Yeong, W.Y. Machine learning for 3D printed multi-materials tissue-mimicking anatomical models. Mater. Des. 2021, 211, 110125. [Google Scholar] [CrossRef]
- Sun, X.; Yue, L.; Yu, L.; Shao, H.; Peng, X.; Zhou, K.; Demoly, F.; Zhao, R.; Qi, H.J. Machine Learning-Evolutionary Algorithm Enabled Design for 4D-Printed Active Composite Structures. Adv. Funct. Mater. 2021, 32, 2109805. [Google Scholar] [CrossRef]
- Hamel, C.M.; Roach, D.J.; Long, K.N.; Demoly, F.; Dunn, M.L.; Qi, H.J. Machine-learning based design of active composite structures for 4D printing. Smart Mater. Struct. 2019, 28, 065005. [Google Scholar] [CrossRef]
- McGregor, D.J.; Bimrose, M.V.; Shao, C.; Tawfick, S.; King, W.P. Using machine learning to predict dimensions and qualify diverse part designs across multiple additive machines and materials. Addit. Manuf. 2022, 55, 102848. [Google Scholar] [CrossRef]
- Chen, R.; Bratten, A.; Rittenhouse, J.; Huang, T.; Jia, W.; Leu, M.C.; Wen, H. Additive manufacturing of complexly shaped SiC with high density via extrusion-based technique—Effects of slurry thixotropic behavior and 3D printing parameters. Ceram. Int. 2022, 48, 28444–28454. [Google Scholar] [CrossRef]
- Ma, Y.; Schutyser, M.A.; Boom, R.M.; Zhang, L. Predicting the extrudability of complex food materials during 3D printing based on image analysis and gray-box data-driven modelling. Innov. Food Sci. Emerg. Technol. 2021, 73, 102764. [Google Scholar] [CrossRef]
- Jian, G.; Jiao, Y.; Meng, Q.; Shao, H.; Wang, F.; Wei, Z. 3D BaTiO3 Flower Based Polymer Composites Exhibiting Excellent Piezoelectric Energy Harvesting Properties. Adv. Mater. Interfaces 2020, 7, 2000484. [Google Scholar] [CrossRef]
- Cai, C.; Chen, T.; Chen, X.; Zhang, Y.; Gong, X.; Wu, C.; Hu, T. Enhanced Electromechanical Properties of Three-Phased Polydimethylsiloxane Nanocomposites via Surface Encapsulation of Barium Titanate and Multiwalled Carbon Nanotube with Polydopamine. Macromol. Mater. Eng. 2021, 306, 2100046. [Google Scholar] [CrossRef]
- Zhu, P.; Yang, W.; Wang, R.; Gao, S.; Li, B.; Li, Q. Direct Writing of Flexible Barium Titanate/Polydimethylsiloxane 3D Photonic Crystals with Mechanically Tunable Terahertz Properties. Adv. Opt. Mater. 2017, 5, 1600977. [Google Scholar] [CrossRef]
- Suo, S.; Yang, Y.; Wang, Z.; Rao, W.-F. The property palette: A rapid printing of performance-tunable blended polymers guided by artificial neural network. Appl. Mater. Today 2023, 32, 101837. [Google Scholar] [CrossRef]
- Chicco, D.; Warrens, M.J.; Jurman, G. The coefficient of determination R-squared is more informative than SMAPE, MAE, MAPE, MSE and RMSE in regression analysis evaluation. PeerJ Comput. Sci. 2021, 7, e623. [Google Scholar] [CrossRef]
- Tang, S.; Yang, L.; Li, G.; Liu, X.; Fan, Z. 3D printing of highly-loaded slurries via layered extrusion forming: Parameters optimization and control. Addit. Manuf. 2019, 28, 546–553. [Google Scholar] [CrossRef]
- Han, W.; Gao, W.; Wang, X. Implementation of printability for magneto-active soft materials based on programmed 3D printing technique. Smart Mater. Struct. 2022, 31, 115015. [Google Scholar] [CrossRef]
- Yuk, H.; Zhao, X. A New 3D Printing Strategy by Harnessing Deformation, Instability, and Fracture of Viscoelastic Inks. Adv. Mater. 2018, 30, 1704028. [Google Scholar] [CrossRef]
- Serdeczny, M.P.; Comminal, R.; Pedersen, D.B.; Spangenberg, J. Experimental validation of a numerical model for the strand shape in material extrusion additive manufacturing. Addit. Manuf. 2018, 24, 145–153. [Google Scholar] [CrossRef]
- Roach, D.J.; Rohskopf, A.; Hamel, C.M.; Reinholtz, W.D.; Bernstein, R.; Qi, H.J.; Cook, A.W. Utilizing computer vision and artificial intelligence algorithms to predict and design the mechanical compression response of direct ink write 3D printed foam replacement structures. Addit. Manuf. 2021, 41, 101950. [Google Scholar] [CrossRef]
- ZGeler, Z.; Kurbalija, V.; Radovanović, M.; Ivanović, M. Comparison of different weighting schemes for the kNN classifier on time-series data. Knowl. Inf. Syst. 2015, 48, 331–378. [Google Scholar]
- Hasan, M.; Islam, M.M.; Zarif, M.I.I.; Hashem, M.M.A. Attack and anomaly detection in IoT sensors in IoT sites using machine learning approaches. Internet Things 2019, 7, 100059. [Google Scholar] [CrossRef]
- Mehraein, M.; Mohanavelu, A.; Naganna, S.R.; Kulls, C.; Kisi, O. Monthly Streamflow Prediction by Metaheuristic Regression Approaches Considering Satellite Precipitation Data. Water 2022, 14, 3636. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Nozzle Diameter (mm) | Nondimensional Nozzle Height | Extrusion Pressure (kPa) | Printing Speed (mm/s) |
|---|---|---|---|---|
| 1 | 0.33 | 0.8 | 350 | 5.0 |
| 2 | 0.33 | 0.8 | 425 | 2.5 |
| 3 | 0.33 | 0.8 | 500 | 7.5 |
| 4 | 0.33 | 1.0 | 350 | 2.5 |
| 5 | 0.33 | 1.0 | 425 | 7.5 |
| 6 | 0.33 | 1.0 | 500 | 5.0 |
| 7 | 0.33 | 1.2 | 350 | 7.5 |
| 8 | 0.33 | 1.2 | 425 | 5.0 |
| 9 | 0.33 | 1.2 | 500 | 2.5 |
| 10 | 0.41 | 0.8 | 350 | 7.5 |
| 11 | 0.41 | 0.8 | 425 | 5.0 |
| 12 | 0.41 | 0.8 | 500 | 2.5 |
| 13 | 0.41 | 1.0 | 350 | 5.0 |
| 14 | 0.41 | 1.0 | 425 | 2.5 |
| 15 | 0.41 | 1.0 | 500 | 7.5 |
| 16 | 0.41 | 1.2 | 350 | 2.5 |
| 17 | 0.41 | 1.2 | 425 | 7.5 |
| 18 | 0.41 | 1.2 | 500 | 5.0 |
| 19 | 0.51 | 0.8 | 350 | 2.5 |
| 20 | 0.51 | 0.8 | 425 | 7.5 |
| 21 | 0.51 | 0.8 | 500 | 5.0 |
| 22 | 0.51 | 1.0 | 350 | 7.5 |
| 23 | 0.51 | 1.0 | 425 | 5.0 |
| 24 | 0.51 | 1.0 | 500 | 2.5 |
| 25 | 0.51 | 1.2 | 350 | 5.0 |
| 26 | 0.51 | 1.2 | 425 | 2.5 |
| 27 | 0.51 | 1.2 | 500 | 7.5 |
| Factors | Degrees of Freedom | Sum of Squares | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Nozzle diameter | 2 | 2.36995 | 1.18497 | 529.79 | <0.001 |
| Nondimensional nozzle height | 2 | 0.01681 | 0.00840 | 3.76 | 0.088 |
| Extrusion pressure | 2 | 0.29132 | 0.14566 | 65.12 | <0.001 |
| Printing speed | 2 | 1.71309 | 0.85655 | 382.95 | <0.001 |
| Nozzle diameter × Nondimensional nozzle height | 4 | 0.01710 | 0.00427 | 1.91 | 0.228 |
| Nozzle diameter × Extrusion pressure | 4 | 0.02985 | 0.00746 | 3.34 | 0.092 |
| Nozzle diameter × Printing speed | 4 | 0.13787 | 0.00224 | 15.41 | 0.003 |
| Factors | Degrees of Freedom | Sum of Squares | Mean Square | F-Value | p-Value |
|---|---|---|---|---|---|
| Nozzle diameter | 2 | 0.392581 | 0.196291 | 569.85 | <0.001 |
| Nondimensional nozzle height | 2 | 0.000719 | 0.000360 | 1.04 | 0.408 |
| Extrusion pressure | 2 | 0.042933 | 0.021466 | 62.32 | <0.001 |
| Printing speed | 2 | 0.253553 | 0.126776 | 368.04 | <0.001 |
| Nozzle diameter × Nondimensional nozzle height | 4 | 0.002018 | 0.000505 | 1.46 | 0.321 |
| Nozzle diameter × Extrusion pressure | 4 | 0.004460 | 0.001115 | 3.24 | 0.097 |
| Nozzle diameter × Printing speed | 4 | 0.021411 | 0.005353 | 15.54 | 0.003 |
| ML Algorithms | Training Set | Testing Set | ||||
|---|---|---|---|---|---|---|
| RMSE | MAE | R2 | RMSE | MAE | R2 | |
| SVR | 0.1381 | 0.1244 | 0.8969 | 0.1407 | 0.1329 | 0.8677 |
| BP NN | 0.1188 | 0.0955 | 0.9237 | 0.1209 | 0.0943 | 0.9025 |
| DT | 0.1483 | 0.1182 | 0.8812 | 0.1843 | 0.1597 | 0.7734 |
| RF | 0.1258 | 0.0999 | 0.9145 | 0.1671 | 0.1369 | 0.8139 |
| KNN | 0.0 | 0.0 | 1.0 | 0.1284 | 0.1168 | 0.8900 |
| ML Algorithms | Training Set | Testing Set | ||||
|---|---|---|---|---|---|---|
| RMSE | MAE | R2 | RMSE | MAE | R2 | |
| SVR | 0.0286 | 0.0203 | 0.9657 | 0.0382 | 0.0250 | 0.9205 |
| BP NN | 0.0186 | 0.0144 | 0.9855 | 0.0270 | 0.0171 | 0.9604 |
| DT | 0.0283 | 0.0210 | 0.9664 | 0.0377 | 0.0272 | 0.9227 |
| RF | 0.0250 | 0.0174 | 0.9739 | 0.0378 | 0.0306 | 0.9221 |
| KNN | 0.0 | 0.0 | 1.0 | 0.0270 | 0.224 | 0.9602 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, X.; Sun, Y.; Tian, H.; Abhilash, P.M.; Luo, X.; Liu, H. Material Extrusion Filament Width and Height Prediction via Design of Experiment and Machine Learning. Micromachines 2023, 14, 2091. https://doi.org/10.3390/mi14112091
Shi X, Sun Y, Tian H, Abhilash PM, Luo X, Liu H. Material Extrusion Filament Width and Height Prediction via Design of Experiment and Machine Learning. Micromachines. 2023; 14(11):2091. https://doi.org/10.3390/mi14112091
Chicago/Turabian StyleShi, Xiaoquan, Yazhou Sun, Haiying Tian, Puthanveettil Madathil Abhilash, Xichun Luo, and Haitao Liu. 2023. "Material Extrusion Filament Width and Height Prediction via Design of Experiment and Machine Learning" Micromachines 14, no. 11: 2091. https://doi.org/10.3390/mi14112091
APA StyleShi, X., Sun, Y., Tian, H., Abhilash, P. M., Luo, X., & Liu, H. (2023). Material Extrusion Filament Width and Height Prediction via Design of Experiment and Machine Learning. Micromachines, 14(11), 2091. https://doi.org/10.3390/mi14112091