

Experiment Investigation of the Compression Behaviors of Nickel-Coated Hybrid Lattice Structure with Enhanced Mechanical Properties


Abstract
:1. Introduction
2. Lattice Design and Nickel Coating Experiment
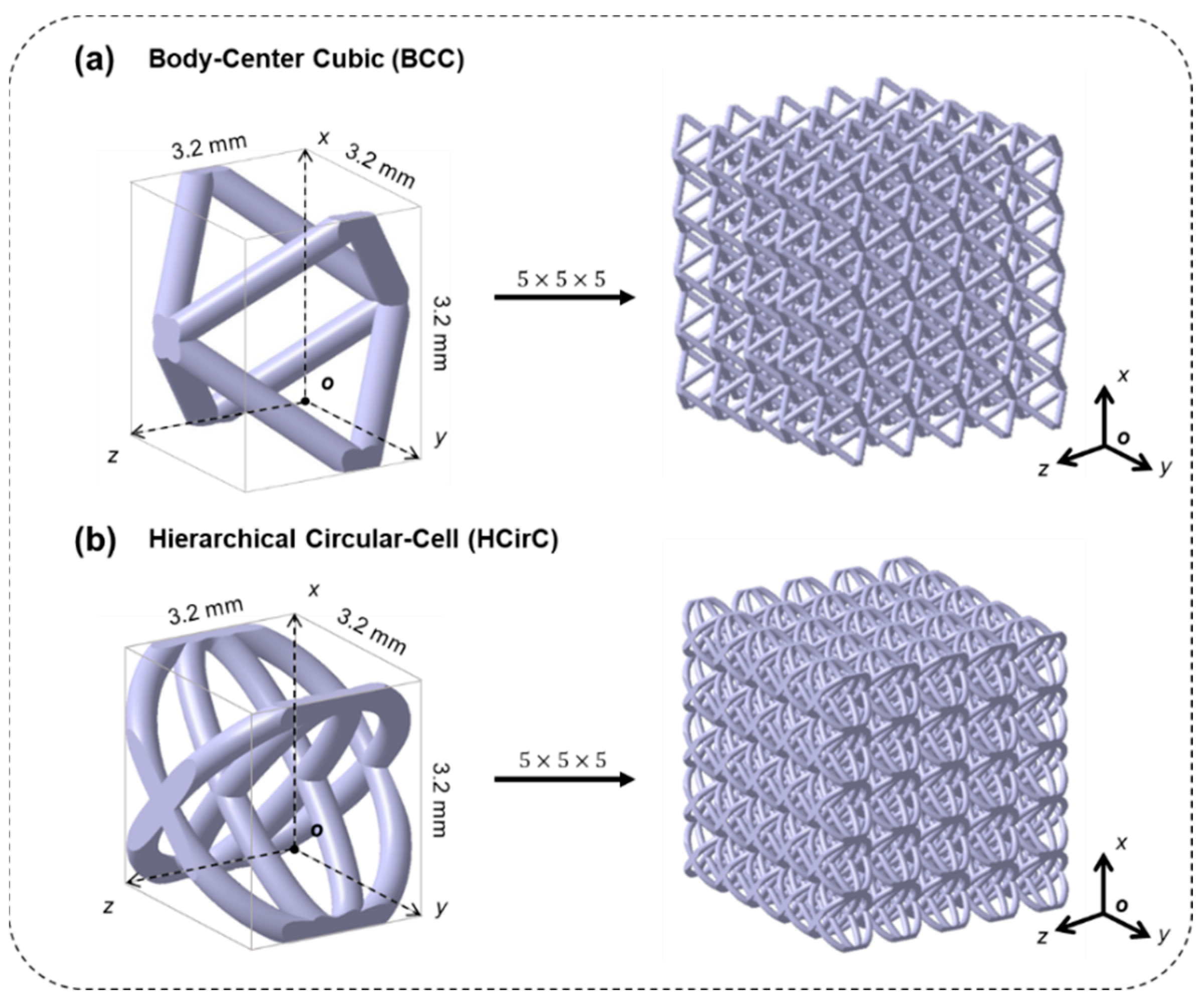
2.1. Lattice Structures
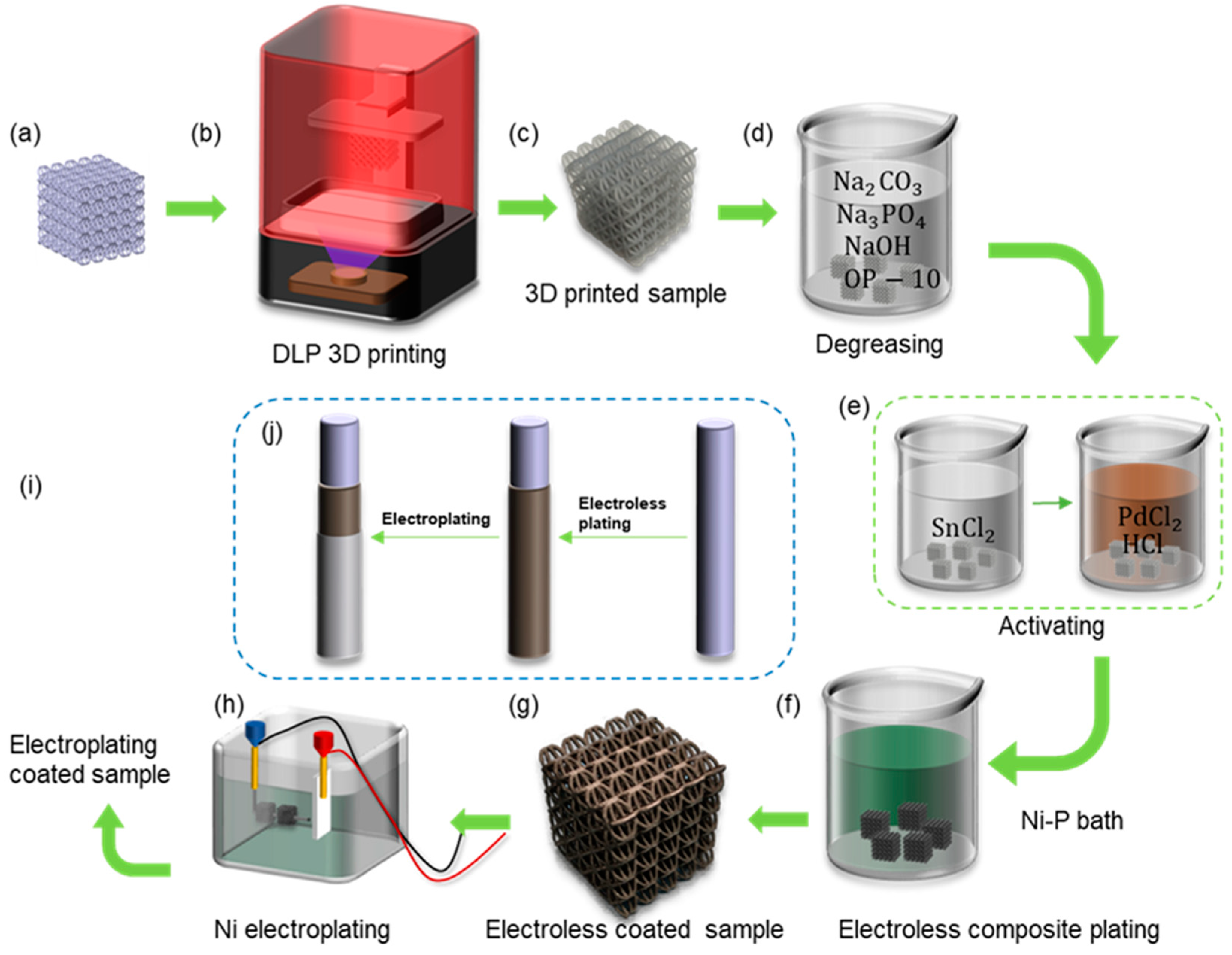
2.2. The Nickel Coating Experiment Process
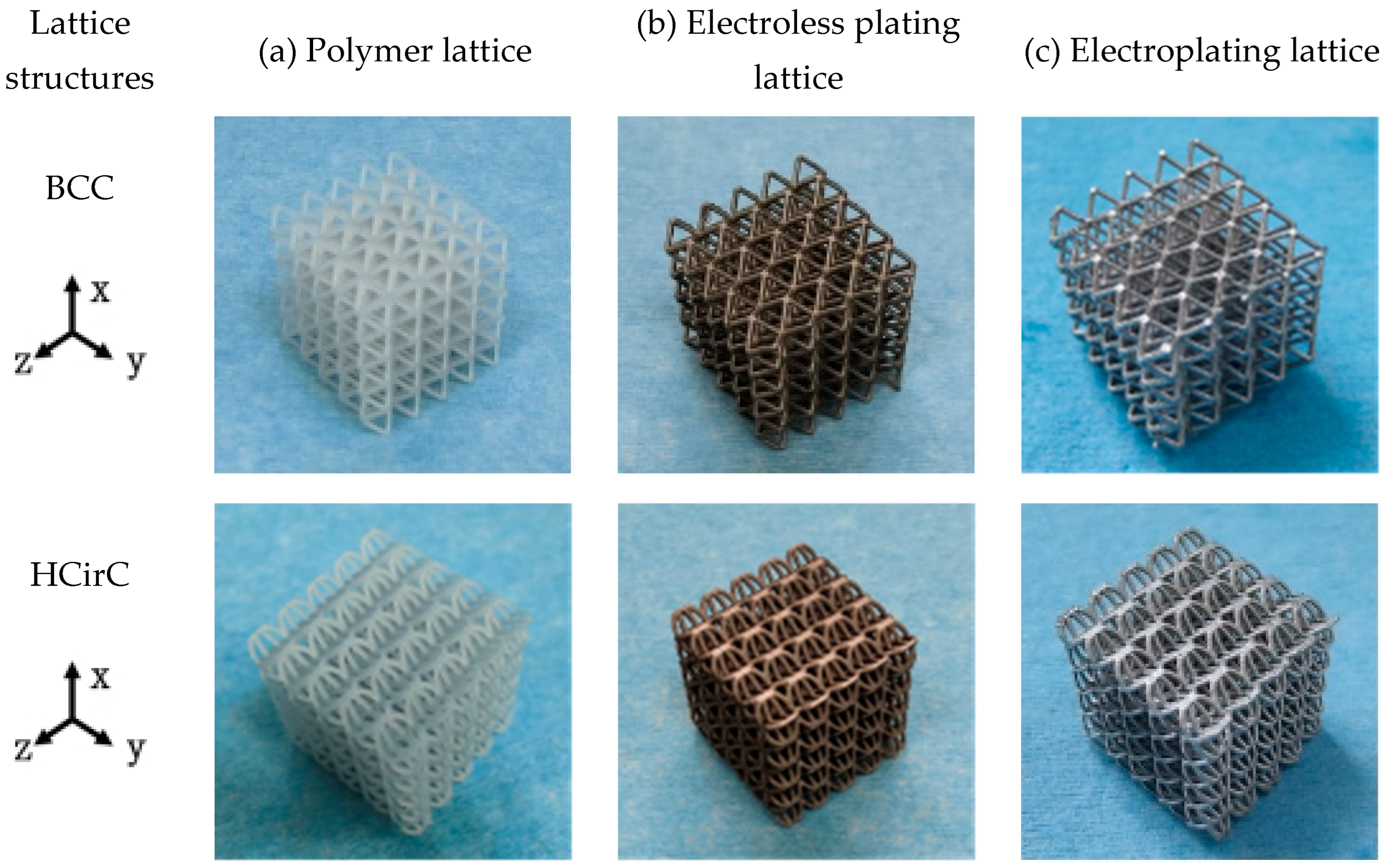
2.3. Nickel-Coated Lattice Samples
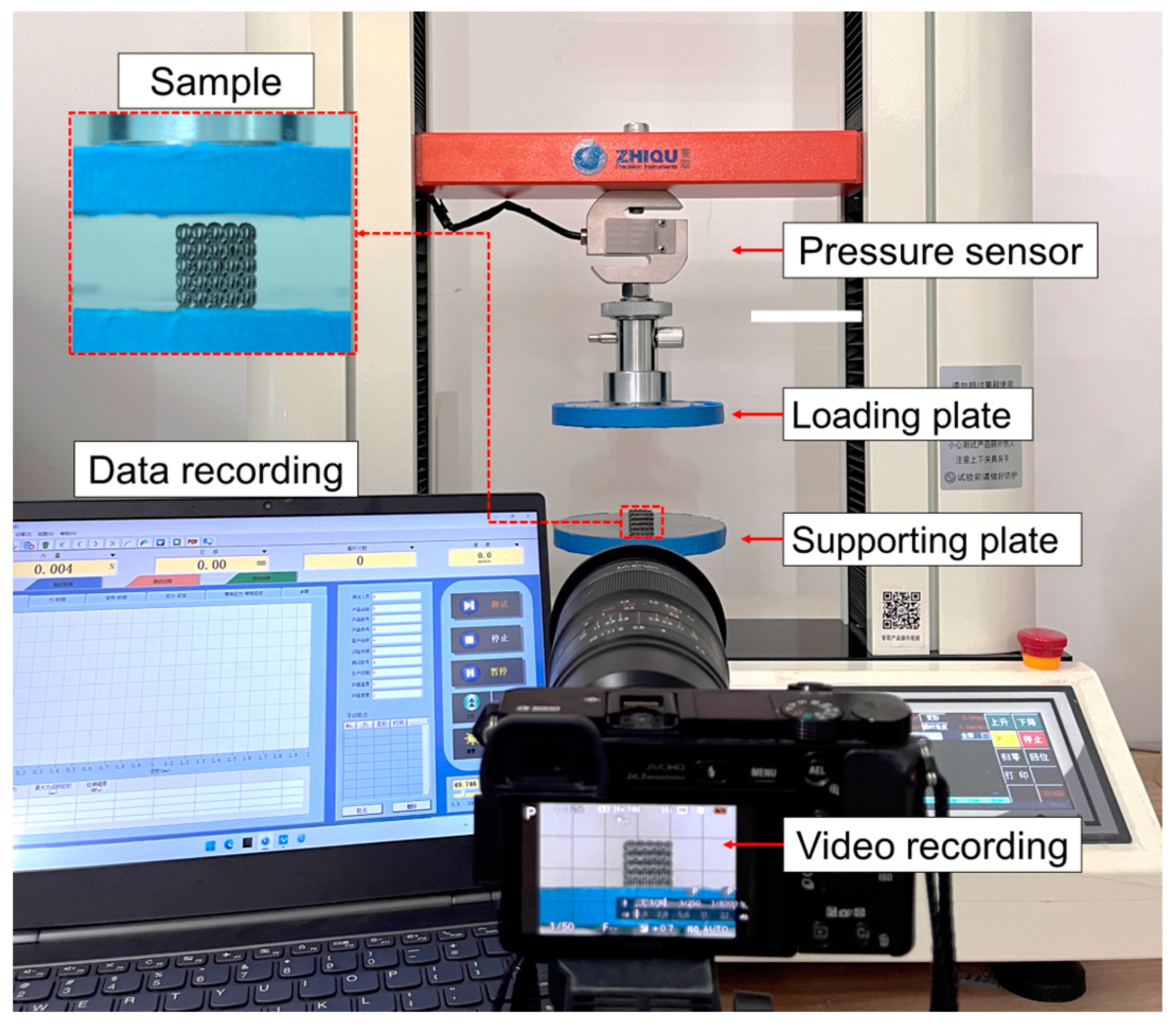
2.4. Compression Experiment
3. Results and Discussion
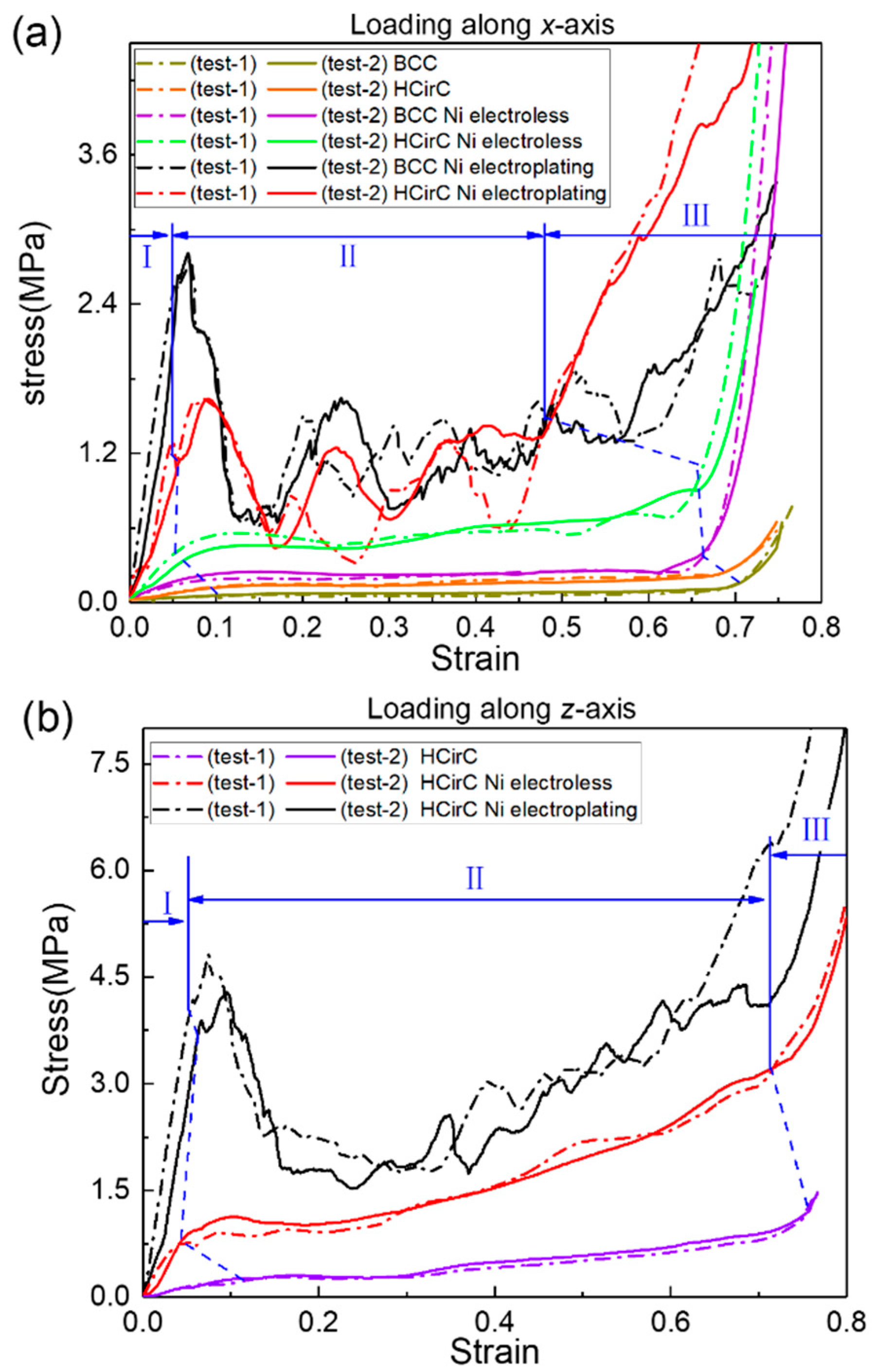
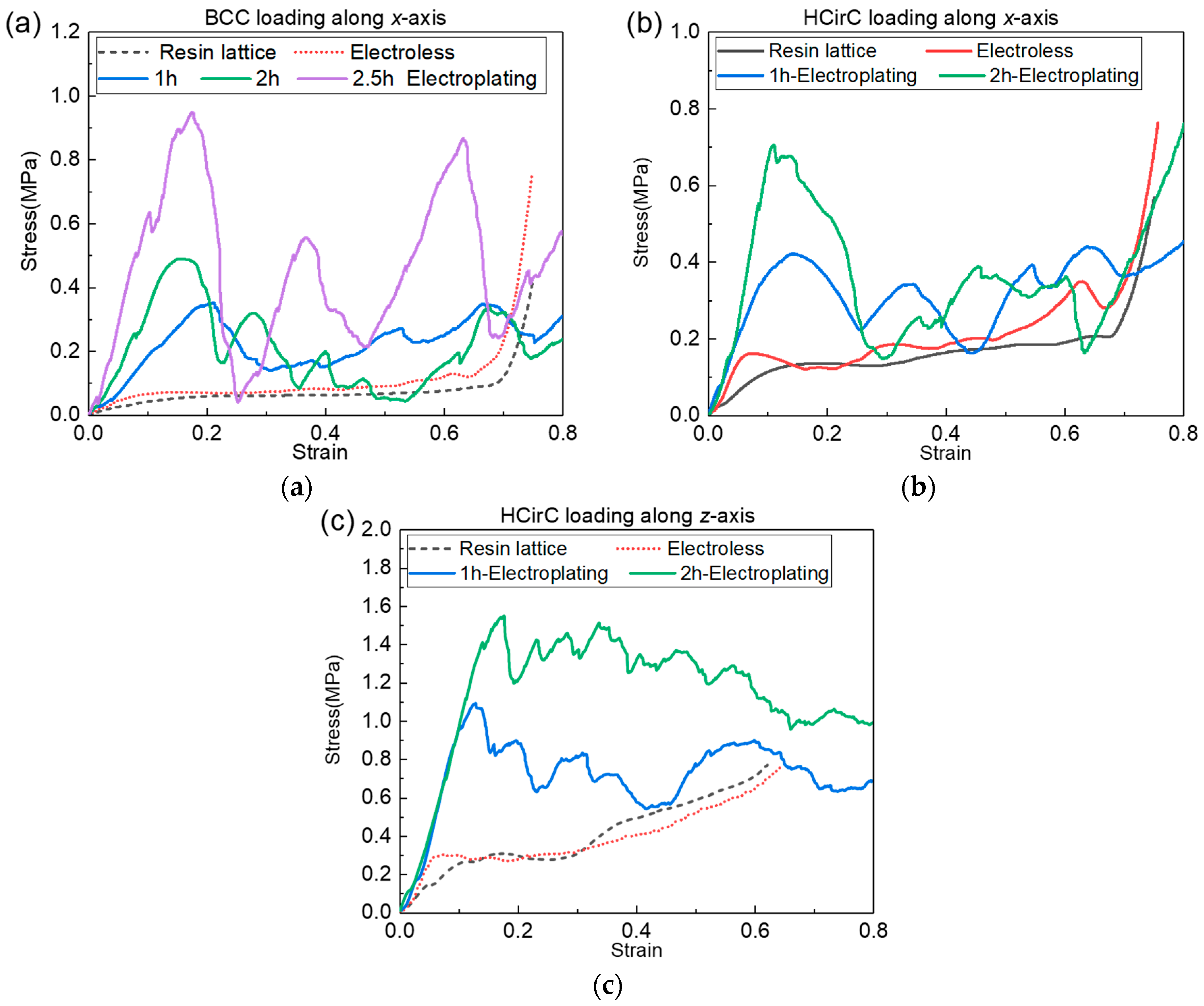
3.1. Compression Mechanical Properties of the Lattice Structures
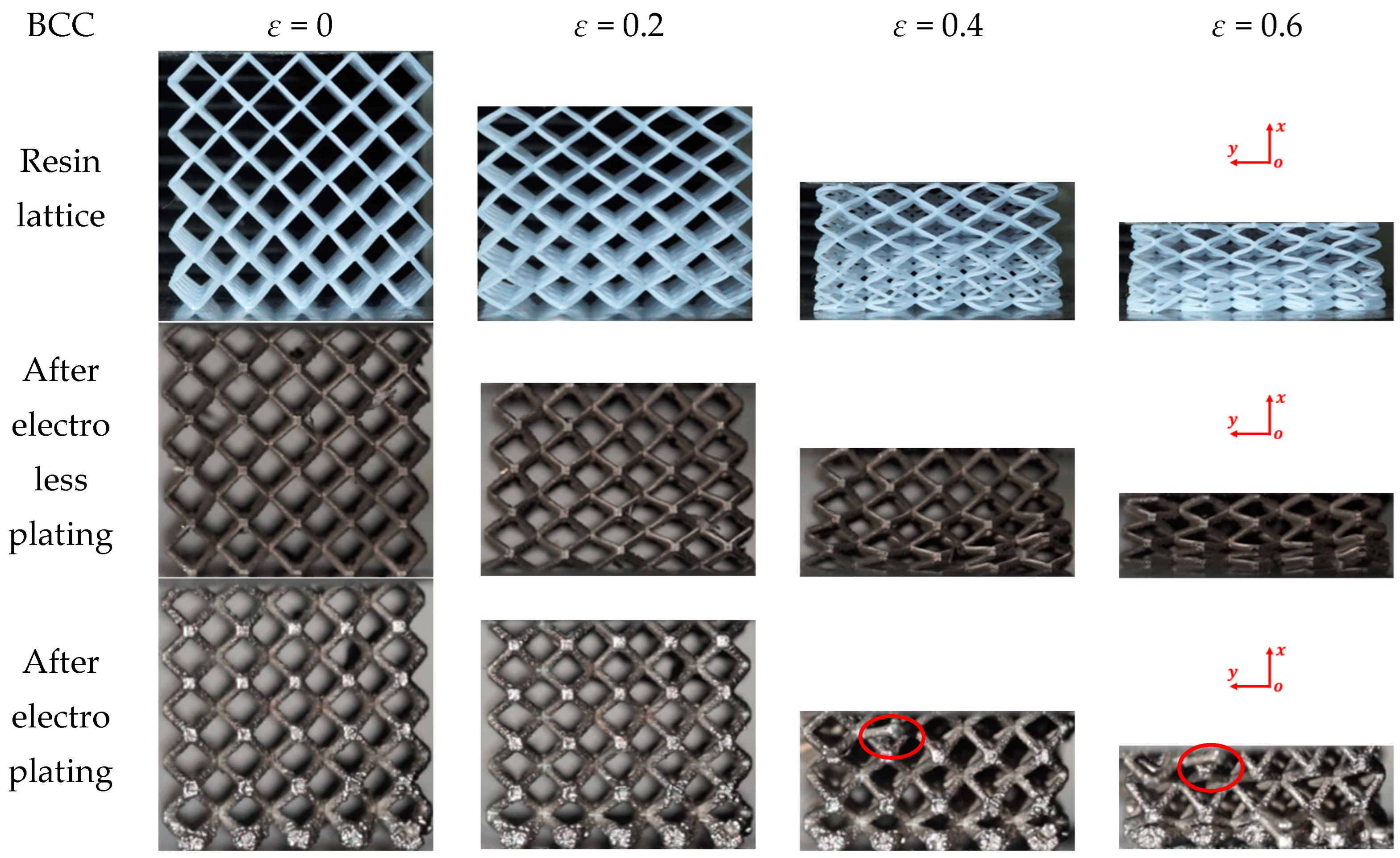
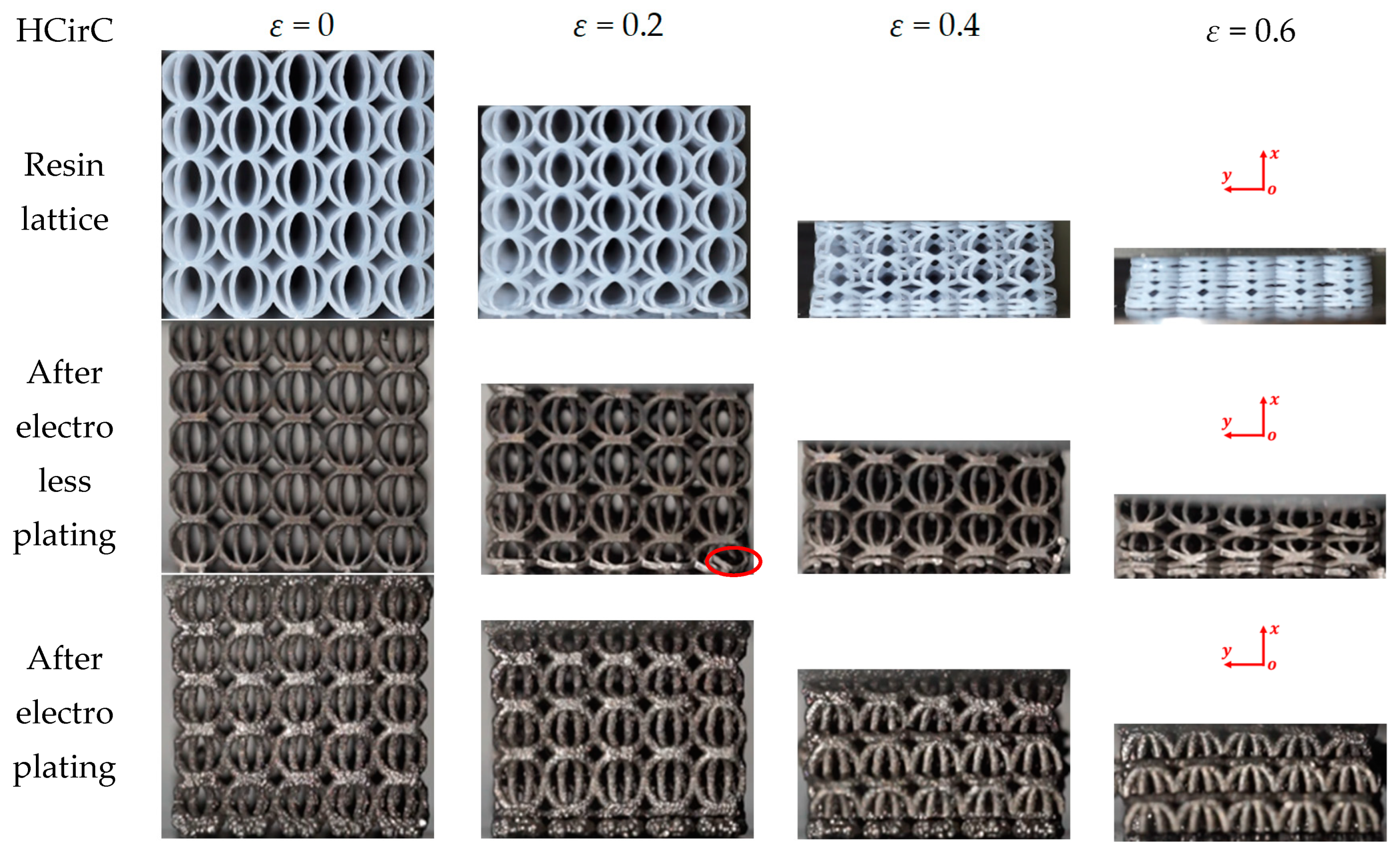
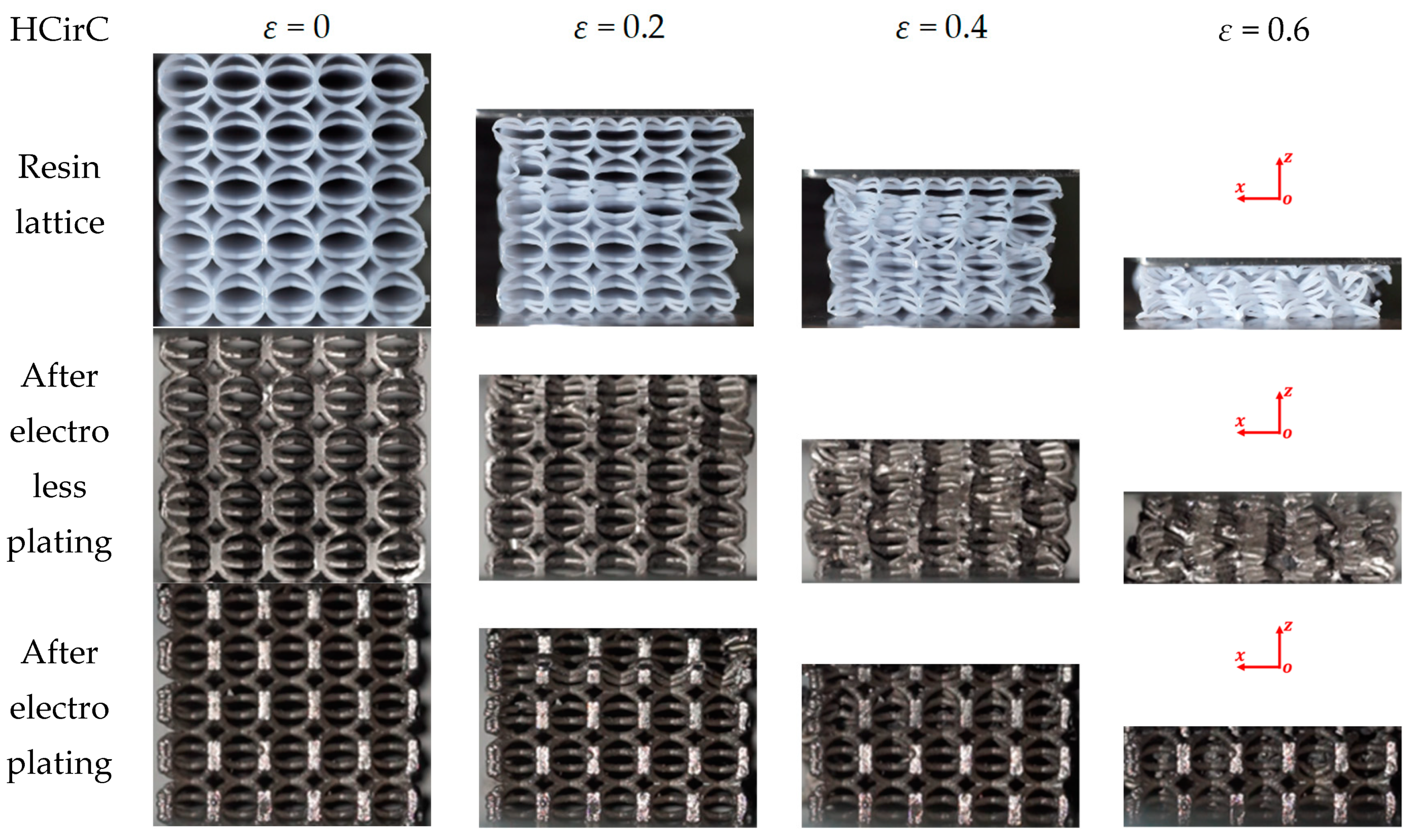
3.2. Deformation and Collapse Behaviors
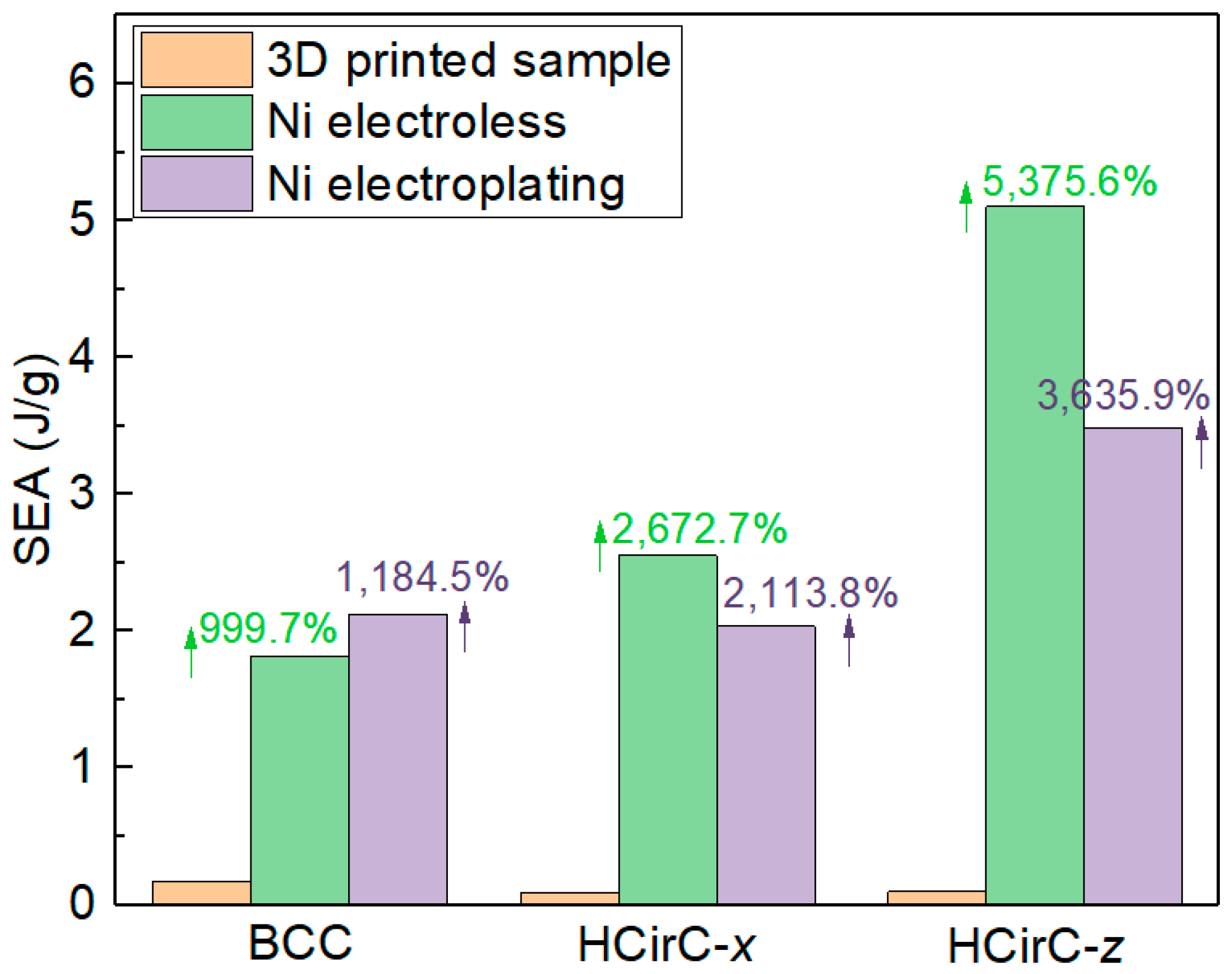
3.3. Energy Absorption Capacity
3.4. Effect of Electroplating Time on the Mechanical Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Fleck, N.A.; Deshpande, V.S.; Ashby, M.F. Micro-architectured materials: Past, present and future. Proc. R. Soc. A Math. Phys. Eng. Sci. 2010, 466, 2495–2516. [Google Scholar] [CrossRef]
- Izard, A.G.; Bauer, J.; Crook, C.; Turlo, V.; Valdevit, L. Ultrahigh Energy Absorption Multifunctional Spinodal Nanoarchitectures. Small 2019, 15, e1903834. [Google Scholar] [CrossRef]
- Zhang, L.; Bibi, F.; Hussain, I.; Sultan, M.; Arshad, A.; Hasnain, S.; Alarifi, I.M.; Alamir, M.A.; Sajjad, U. Evaluating the Stress-Strain Relationship of the Additively Manufactured Lattice Structures. Micromachines 2022, 14, 75. [Google Scholar] [CrossRef]
- Zhang, K.; Xie, X.; Wang, C.; Wang, H.; Xu, F.; Wang, H.; Zhang, X.; Guan, H.; Qu, H.; Zhang, J. Optomechanical Performances of Advanced Lightweight Mirrors Based on Additive Manufacturing. Micromachines 2022, 13, 1334. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Yu, X.; Zhao, M.; Li, Z.; Wang, Z.; Zhai, W. Multi-Level Bioinspired Microlattice with Broadband Sound-Absorption Capabilities and Deformation-Tolerant Compressive Response. Adv. Funct. Mater. 2022, 33, 2210160. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular solids: Structure and properties. In Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Meza, L.R.; Das, S.; Greer, J.R. Strong, lightweight, and recoverable three-dimensional ceramic nanolattices. Science 2014, 345, 1322–1326. [Google Scholar] [CrossRef]
- Qu, S.; Ding, J.; Song, X. Achieving Triply Periodic Minimal Surface Thin-Walled Structures by Micro Laser Powder Bed Fusion Process. Micromachines 2021, 12, 705. [Google Scholar] [CrossRef] [PubMed]
- Surjadi, J.U.; Gao, L.; Du, H.; Li, X.; Xiong, X.; Fang, N.X.; Lu, Y. Mechanical Metamaterials and Their Engineering Applications. Adv. Eng. Mater. 2019, 21, 1800864. [Google Scholar] [CrossRef]
- Su, R.; Chen, J.; Zhang, X.; Wang, W.; Li, Y.; He, R.; Fang, D. 3D-Printed Micro/Nano-Scaled Mechanical Metamaterials: Fundamentals, Technologies, Progress, Applications, and Challenges. Small 2023, 19, e2206391. [Google Scholar] [CrossRef]
- Li, L.; Yang, F.; Li, P.; Wu, W.; Wang, L. A novel hybrid lattice design of nested cell topology with enhanced energy absorption capability. Aerosp. Sci. Technol. 2022, 128, 107776. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, Y.; Ding, B.; Li, X. Design, Fabrication, and Mechanics of 3D Micro-/Nanolattices. Small 2020, 16, e1902842. [Google Scholar] [CrossRef]
- SakshiKokil, S.; Sur, A.; Darvekar, S.; Shah, M. Recent Advancements of Micro-Lattice Structures: Application, Manufacturing Methods, Mechanical Properties, Topologies and Challenges. Arab. J. Sci. Eng. 2021, 46, 11587–11600. [Google Scholar] [CrossRef]
- Saremian, R.; Badrossamay, M.; Foroozmehr, E.; Kadkhodaei, M.; Forooghi, F. Experimental and numerical investigation on lattice structures fabricated by selective laser melting process under quasi-static and dynamic loadings. Int. J. Adv. Manuf. Technol. 2021, 112, 2815–2836. [Google Scholar] [CrossRef]
- Teng, F.; Sun, Y.; Guo, S.; Gao, B.; Yu, G. Topological and Mechanical Properties of Different Lattice Structures Based on Additive Manufacturing. Micromachines 2022, 13, 1017. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Xia, R. Design of lightweight lattice meta-structures and approaches to manipulate their multi-functional mechanical properties. Adv. Mech. 2022, 52, 673–718. [Google Scholar]
- Zhang, Y.; Xu, X.; Wang, J.; Chen, T.; Wang, C.H. Crushing analysis for novel bio-inspired hierarchical circular structures subjected to axial load. Int. J. Mech. Sci. 2018, 140, 407–431. [Google Scholar] [CrossRef]
- Ha, N.S.; Pham, T.M.; Chen, W.; Hao, H. Energy absorption characteristics of bio-inspired hierarchical multi-cell bi-tubular tubes. Int. J. Mech. Sci. 2023, 251, 108260. [Google Scholar] [CrossRef]
- Mao, A.; Zhao, N.; Liang, Y.; Bai, H. Mechanically Efficient Cellular Materials Inspired by Cuttlebone. Adv. Mater. 2021, 33, e2007348. [Google Scholar] [CrossRef]
- Yang, T.; Jia, Z.; Chen, H.; Deng, Z.; Liu, W.; Chen, L.; Li, L. Mechanical design of the highly porous cuttlebone: A bioceramic hard buoyancy tank for cuttlefish. Proc. Natl. Acad. Sci. USA 2020, 117, 23450–23459. [Google Scholar] [CrossRef]
- Tung, C.-C.; Chen, Y.-S.; Chen, W.-F.; Chen, P.-Y. Bio-inspired, helically oriented tubular structures with tunable deformability and energy absorption performance under compression. Mater. Des. 2022, 222, 111076. [Google Scholar] [CrossRef]
- Yang, J.; Gu, D.; Lin, K.; Yuan, L.; Guo, M.; Zhang, H.; Liu, H. Laser powder bed fusion of mechanically efficient helicoidal structure inspired by mantis shrimp. Int. J. Mech. Sci. 2022, 231, 107573. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, Z.; Wang, Y.; Xu, D.; Zhao, Y. Butterfly inspired functional materials. Mater. Sci. Eng. R Rep. 2021, 144, 100605. [Google Scholar] [CrossRef]
- Gibson, L.J. Cellular Solids. MRS Bull. 2011, 28, 270–274. [Google Scholar] [CrossRef]
- Bauer, J.; Hengsbach, S.; Tesari, I.; Schwaiger, R.; Kraft, O. High-strength cellular ceramic composites with 3D microarchitecture. Proc. Natl. Acad. Sci. USA 2014, 111, 2453–2458. [Google Scholar] [CrossRef]
- Dong, L. Mechanical response of Ti–6Al–4V hierarchical architected metamaterials. Acta Mater. 2019, 175, 90–106. [Google Scholar] [CrossRef]
- Wang, P.; Yang, F.; Ru, D.; Zheng, B.; Fan, H. Additive-manufactured hierarchical multi-circular lattice structures for energy absorption application. Mater. Des. 2021, 210, 110116. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, J.; Wang, W.; Gao, L. Compression behaviors of the bio-inspired hierarchical lattice structure with improved mechanical properties and energy absorption capacity. J. Mater. Res. Technol. 2022, 17, 2755–2771. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, J.; Wang, W. Compression and Deformation Behaviors of Hierarchical Circular-Cell Lattice Structure with Enhanced Mechanical Properties and Energy Absorption Capacity. Aerospace 2022, 9, 786. [Google Scholar] [CrossRef]
- Labeas, G.N.; Sunaric, M.M. Investigation on the Static Response and Failure Process of Metallic Open Lattice Cellular Structures. Strain 2010, 46, 195–204. [Google Scholar] [CrossRef]
- Torrents, A.; Schaedler, T.A.; Jacobsen, A.J.; Carter, W.B.; Valdevit, L. Characterization of nickel-based microlattice materials with structural hierarchy from the nanometer to the millimeter scale. Acta Mater. 2012, 60, 3511–3523. [Google Scholar] [CrossRef]
- Shi, J.; Liu, L. Creating hollow microlattice materials reinforced by carbon nanotubes for improved mechanical properties. Mater. Lett. 2019, 240, 205–208. [Google Scholar] [CrossRef]
- Xu, C.; Gallant, B.M.; Wunderlich, P.U.; Lohmann, T.; Greer, J.R. Three-Dimensional Au Microlattices as Positive Electrodes for LiO2 Batteries. ACS Nano 2015, 9, 5876–5883. [Google Scholar] [CrossRef] [PubMed]
- Surjadi, J.U.; Feng, X.; Fan, R.; Lin, W.; Li, X.; Lu, Y. Hollow medium-entropy alloy nanolattices with ultrahigh energy absorption and resilience. NPG Asia Mater. 2021, 13, 36. [Google Scholar] [CrossRef]
- Sydorenko, T.; Durov, O.; Poluyanskaya, V.; Karpets, M. Wetting, Interfacial Interactions, and Vacuum Metallization of SnO2 Ceramics by Liquid Metals and Alloys. J. Mater. Eng. Perform. 2020, 29, 4922–4927. [Google Scholar] [CrossRef]
- Sun, Z.; Huang, J.; Wang, L.; Zhang, X.; Li, M.; Tang, B. Method for electroless nickel plating on poly(ethylene terephthalate) substrate modified with primer and self-assembled monolayer. J. Mater. Sci. Mater. Electron. 2015, 26, 10132–10137. [Google Scholar] [CrossRef]
- Schaedler, T.A.; Jacobsen, A.J.; Torrents, A.; Sorensen, A.E.; Lian, J.; Greer, J.R.; Valdevit, L.; Carter, W.B. Ultralight Metallic Microlattices. Science 2011, 334, 962–965. [Google Scholar] [CrossRef]
- Tsai, W.-H.; Tang, C.-H.; Cheng, I.C. The mechanical and catalytic behavior of nanoporous copper film on octet-truss lattice via magnetron sputtering. Thin Solid Film. 2021, 724, 138628. [Google Scholar] [CrossRef]
- Salari-Sharif, L.; Valdevit, L. Accurate Stiffness Measurement of Ultralight Hollow Metallic Microlattices by Laser Vibrometry. Exp. Mech. 2014, 54, 1491–1495. [Google Scholar] [CrossRef]
- Zheng, X.; Smith, W.; Jackson, J.; Moran, B.; Cui, H.; Chen, D.; Ye, J.; Fang, N.; Rodriguez, N.; Weisgraber, T.; et al. Multiscale metallic metamaterials. Nat. Mater. 2016, 15, 1100–1106. [Google Scholar] [CrossRef]
- Lee, S.W.; Jafary-Zadeh, M.; Chen, D.Z.; Zhang, Y.W.; Greer, J.R. Size Effect Suppresses Brittle Failure in Hollow Cu60Zr40 Metallic Glass Nanolattices Deformed at Cryogenic Temperatures. Nano Lett. 2015, 15, 5673–5681. [Google Scholar] [CrossRef]
- Surjadi, J.U.; Gao, L.; Cao, K.; Fan, R.; Lu, Y. Mechanical Enhancement of Core-Shell Microlattices through High-Entropy Alloy Coating. Sci. Rep. 2018, 8, 5442. [Google Scholar] [CrossRef] [PubMed]
- Gao, L.; Song, J.; Jiao, Z.; Liao, W.; Luan, J.; Surjadi, J.U.; Li, J.; Zhang, H.; Sun, D.; Liu, C.T.; et al. High-Entropy Alloy (HEA)-Coated Nanolattice Structures and Their Mechanical Properties. Adv. Eng. Mater. 2017, 20, 1700625. [Google Scholar] [CrossRef]
- Fan, Q.; Gao, Y.; Zhao, Y.; Yang, Q.; Guo, L.; Jiang, L. Fabrication of diamond-structured composite materials with Ni-P-diamond particles by electroless plating. Mater. Lett. 2018, 215, 242–245. [Google Scholar] [CrossRef]
- Zheng, X.; Guo, X.; Watanabe, I. A mathematically defined 3D auxetic metamaterial with tunable mechanical and conduction properties. Mater. Des. 2021, 198, 109313. [Google Scholar] [CrossRef]
- Xiao, R.; Feng, X.; Fan, R.; Chen, S.; Song, J.; Gao, L.; Lu, Y. 3D printing of titanium-coated gradient composite lattices for lightweight mandibular prosthesis. Compos. Part B Eng. 2020, 193, 108057. [Google Scholar] [CrossRef]
- Loto, C.A. Electroless Nickel Plating—A Review. Silicon 2016, 8, 177–186. [Google Scholar] [CrossRef]
- Ashassi-Sorkhabi, H.; Rafizadeh, S.H. Effect of coating time and heat treatment on structures and corrosion characteristics of electroless Ni–P alloy deposits. Surf. Coat. Technol. 2004, 176, 318–326. [Google Scholar] [CrossRef]
- Wang, Z.; Zhou, Y.; Wang, X.; Wei, K. Compression behavior of strut-reinforced hierarchical lattice—Experiment and simulation. Int. J. Mech. Sci. 2021, 210, 106749. [Google Scholar] [CrossRef]
- Lei, H.; Li, C.; Meng, J.; Zhou, H.; Liu, Y.; Zhang, X.; Wang, P.; Fang, D. Evaluation of compressive properties of SLM-fabricated multi-layer lattice structures by experimental test and μ-CT-based finite element analysis. Mater. Des. 2019, 169, 107685. [Google Scholar] [CrossRef]
- Li, P.; Yang, F.; Bian, Y.; Zhang, S.; Wang, L. Deformation pattern classification and energy absorption optimization of the eccentric body centered cubic lattice structures. Int. J. Mech. Sci. 2021, 212, 106813. [Google Scholar] [CrossRef]
- Xu, W.; Liu, L.; Chen, J.; Lv, X.; Yao, Y. A hollow microlattice based ultralight active thermal control device and its fabrication techniques and thermal performances. J. Micromech. Microeng. 2021, 32, 015010. [Google Scholar] [CrossRef]
- Valdevit, L.; Godfrey, S.W.; Schaedler, T.A.; Jacobsen, A.J.; Carter, W.B. Compressive strength of hollow microlattices: Experimental characterization, modeling, and optimal design. J. Mater. Res. 2013, 28, 2461–2473. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Lattice Structure | Resin Lattice | Electroless Plating Lattice | Electroplating Lattice |
|---|---|---|---|
| BCC | 0.416 | 0.593 | 2.180 |
| Mass of nickel (BCC) | - | 0.177 | 1.764 |
| HCirC | 0.737 | 1.003 | 2.865 |
| Mass of nickel (HCirC) | - | 0.266 | 2.128 |
| Stiffness (Mpa) | Yield Strength (Mpa) | Specific Stiffness (Mpa∙cm3/g) | Specific Strength (Mpa∙cm3/g) | |
|---|---|---|---|---|
| BCC | ||||
| Resin sample | 0.325 | 0.060 | 3.203 | 0.592 |
| Electroless plating | 3.025 | 0.210 | 20.895 | 1.448 |
| Electroplating | 50.314 | 2.694 | 94.534 | 5.063 |
| HcirC-x (Loading along x-axis) | ||||
| Resin sample | 1.256 | 0.126 | 6.981 | 0.698 |
| Electroless plating | 7.420 | 0.515 | 30.331 | 2.105 |
| Electroplating | 31.587 | 1.077 | 45.159 | 1.540 |
| HcirC-z (Loading along z-axis) | ||||
| Resin sample | 2.916 | 0.262 | 16.207 | 1.458 |
| Electroless plating | 22.071 | 2.435 | 90.222 | 9.952 |
| Electroplating | 77.896 | 4.528 | 111.365 | 6.474 |
| Resin Lattice | After Electro Less Plating | After Electro Plating | |
|---|---|---|---|
| BCC | 0.165 | 1.818 | 2.123 |
| HCirC (x-axis) | 0.092 | 2.551 | 2.037 |
| HCirC (z-axis) | 0.093 | 5.103 | 3.482 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, X.; Wang, M.; Hou, B. Experiment Investigation of the Compression Behaviors of Nickel-Coated Hybrid Lattice Structure with Enhanced Mechanical Properties. Micromachines 2023, 14, 1959. https://doi.org/10.3390/mi14101959
Geng X, Wang M, Hou B. Experiment Investigation of the Compression Behaviors of Nickel-Coated Hybrid Lattice Structure with Enhanced Mechanical Properties. Micromachines. 2023; 14(10):1959. https://doi.org/10.3390/mi14101959
Chicago/Turabian StyleGeng, Xiuxia, Mingzhi Wang, and Bingyu Hou. 2023. "Experiment Investigation of the Compression Behaviors of Nickel-Coated Hybrid Lattice Structure with Enhanced Mechanical Properties" Micromachines 14, no. 10: 1959. https://doi.org/10.3390/mi14101959
APA StyleGeng, X., Wang, M., & Hou, B. (2023). Experiment Investigation of the Compression Behaviors of Nickel-Coated Hybrid Lattice Structure with Enhanced Mechanical Properties. Micromachines, 14(10), 1959. https://doi.org/10.3390/mi14101959