Metal-Assisted Chemical Etching and Electroless Deposition for Fabrication of Hard X-ray Pd/Si Zone Plates

 ,
,
Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
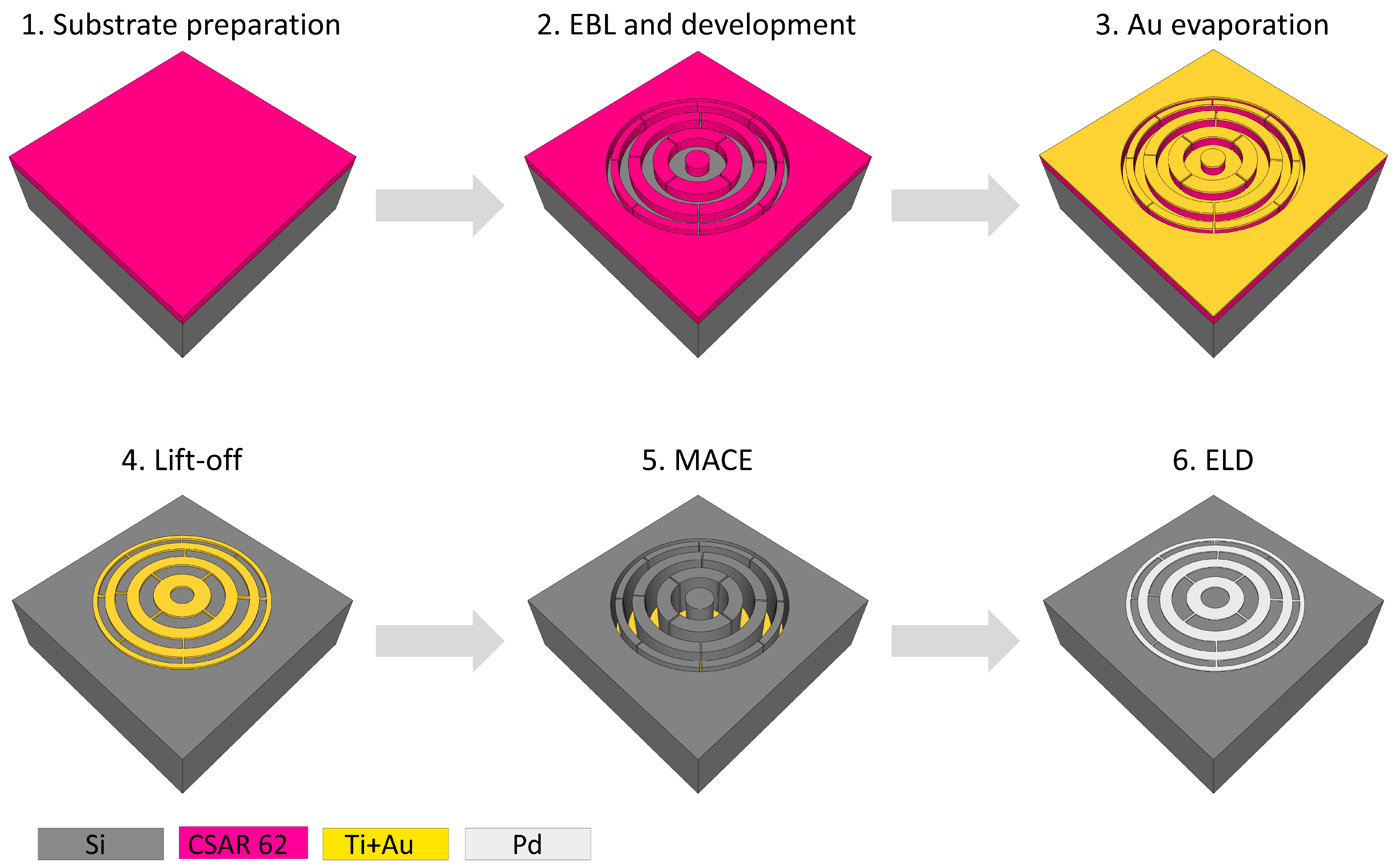
2.2. Zone Plate Patterning Using Electron Beam Lithography (EBL)
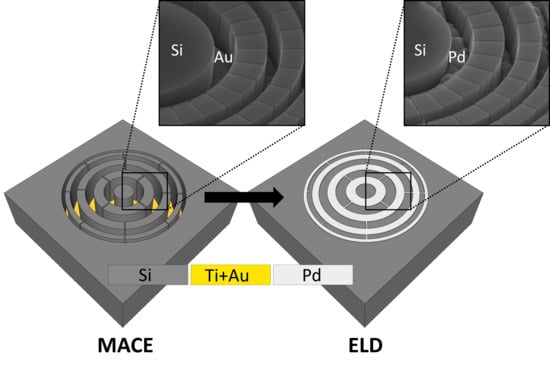
2.3. MACE Processing of Si Zone Plate Molds
2.4. Pd ELD Metallization of Zone Plates
2.5. Characterization
3. Results and Discussion
3.1. Zone Plate Fabrication
3.2. Pd Density
3.3. Focusing Performance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Abbreviations
| MACE | Metal-assisted chemical etching |
| ALD | Atomic layer deposition |
| ED | Electrodeposition |
| ELD | Electroless deposition |
| EBL | Electron beam lithography |
| DI | Deionized |
| SEM | Scanning electron microscopy |
| FIB | Focused ion beam |
| OSA | Order sorting aperture |
References
- Sakdinawat, A.; Attwood, D. Nanoscale X-ray imaging. Nat. Photonics 2010, 4, 840–848. [Google Scholar] [CrossRef]
- Ice, G.E.; Budai, J.D.; Pang, J.W.L. The Race to X-ray Microbeam and Nanobeam Science. Science 2011, 334, 1234–1239. [Google Scholar] [CrossRef] [PubMed]
- Soret, J.L. Ueber die durch Kreisgitter erzeugten Diffractionsphänomene. Ann. Der Phys. 1875, 232, 99–113. [Google Scholar] [CrossRef]
- Attwood, D.; Sakdinawat, A. X-rays and Extreme Ultraviolet Radiation; Cambridge University Press: Cambridge, UK, 2016. [Google Scholar] [CrossRef]
- Wu, S.R.; Hwu, Y.; Margaritondo, G. Hard-X-ray Zone Plates: Recent progress. Materials 2012, 5, 1752–1773. [Google Scholar] [CrossRef]
- Lider, V.V. Zone Plates for X-Ray Focusing (Review). J. Surf. Investig. 2017, 11, 1113–1127. [Google Scholar] [CrossRef]
- Gorelick, S.; Vila-Comamala, J.; Guzenko, V.; Mokso, R.; Stampanoni, M.; David, C. Direct e-beam writing of high aspect ratio nanostructures in PMMA: A tool for diffractive X-ray optics fabrication. Microelectron. Eng. 2010, 87, 1052–1056. [Google Scholar] [CrossRef]
- Zhu, J.; Chen, Y.; Xie, S.; Zhang, L.; Wang, C.; Tai, R. Nanofabrication of 30 nm Au zone plates by e-beam lithography and pulse voltage electroplating for soft X-ray imaging. Microelectron. Eng. 2020, 225, 111254. [Google Scholar] [CrossRef]
- Vila-Comamala, J.; Jefimovs, K.; Raabe, J.; Pilvi, T.; Fink, R.H.; Senoner, M.; Maassdorf, A.; Ritala, M.; David, C. Advanced thin film technology for ultrahigh resolution X-ray microscopy. Ultramicroscopy 2009, 109, 1360–1364. [Google Scholar] [CrossRef]
- Vila-Comamala, J.; Gorelick, S.; Guzenko, V.; Färm, E.; Ritala, M.; David, C. Dense high aspect ratio hydrogen silsesquioxane nanostructures by 100 keV electron beam lithography. Nanotechnology 2010, 21, 285305. [Google Scholar] [CrossRef]
- Uhlén, F.; Lindqvist, S.; Nilsson, D.; Reinspach, J.; Vogt, U.; Hertz, H.M.; Holmberg, A.; Barrett, R. New diamond nanofabrication process for hard X-ray zone plates. J. Vac. Sci. Technol. B Nanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2011, 29, 06FG03. [Google Scholar] [CrossRef]
- Parfeniukas, K.; Rahomäki, J.; Giakoumidis, S.; Seiboth, F.; Wittwer, F.; Schroer, C.G.; Vogt, U. Improved tungsten nanofabrication for hard X-ray zone plates. Microelectron. Eng. 2016, 152, 6–9. [Google Scholar] [CrossRef]
- Feng, Y.; Feser, M.; Lyon, A.; Rishton, S.; Zeng, X.; Chen, S.; Sassolini, S.; Yun, W. Nanofabrication of high aspect ratio 24 nm X-ray zone plates for X-ray imaging applications. J. Vac. Sci. Technol. B: Microelectron. Nanometer Struct. 2007, 25, 2004–2007. [Google Scholar] [CrossRef]
- Gleber, S.C.; Wojcik, M.; Liu, J.; Roehrig, C.; Cummings, M.; Vila-Comamala, J.; Li, K.; Lai, B.; Shu, D.; Vogt, S. Fresnel zone plate stacking in the intermediate field for high efficiency focusing in the hard X-ray regime. Opt. Express 2014, 22, 28142. [Google Scholar] [CrossRef] [PubMed]
- Werner, S.; Rehbein, S.; Guttmann, P.; Heim, S.; Schneider, G. Towards high diffraction efficiency zone plates for X-ray microscopy. Microelectron. Eng. 2010, 87, 1557–1560. [Google Scholar] [CrossRef]
- Mohacsi, I.; Vartiainen, I.; Rösner, B.; Guizar-Sicairos, M.; Guzenko, V.A.; McNulty, I.; Winarski, R.; Holt, M.V.; David, C. Interlaced zone plate optics for hard X-ray imaging in the 10 nm range. Sci. Rep. 2017, 7, 1–10. [Google Scholar] [CrossRef]
- Chang, C.; Sakdinawat, A. Ultra-high aspect ratio high-resolution nanofabrication for hard X-ray diffractive optics. Nat. Commun. 2014, 5, 1–7. [Google Scholar] [CrossRef]
- Li, K.; Wojcik, M.J.; Divan, R.; Ocola, L.E.; Shi, B.; Rosenmann, D.; Jacobsen, C. Fabrication of hard X-ray zone plates with high aspect ratio using metal-assisted chemical etching. J. Vac. Sci. Technol. B Nanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2017, 35, 06G901. [Google Scholar] [CrossRef]
- Tiberio, R.C.; Rooks, M.J.; Chang, C.; Knollenberg, C.F.; Dobisz, E.A.; Sakdinawat, A. Vertical directionality-controlled metal-assisted chemical etching for ultrahigh aspect ratio nanoscale structures. J. Vac. Sci. Technol. B Nanotechnol. Microelectron. Mater. Process. Meas. Phenom. 2014, 32, 06FI01. [Google Scholar] [CrossRef]
- Akan, R.; Parfeniukas, K.; Vogt, C.; Toprak, M.S.; Vogt, U. Reaction control of metal-assisted chemical etching for silicon-based zone plate nanostructures. RSC Adv. 2018, 8, 12628–12634. [Google Scholar] [CrossRef]
- Huang, Z.; Geyer, N.; Werner, P.; De Boor, J.; Gösele, U. Metal-assisted chemical etching of silicon: A review. Adv. Mater. 2011, 23, 285–308. [Google Scholar] [CrossRef]
- Li, X. Metal assisted chemical etching for high aspect ratio nanostructures: A review of characteristics and applications in photovoltaics. Curr. Opin. Solid State Mater. Sci. 2012, 16, 71–81. [Google Scholar] [CrossRef]
- Han, H.; Huang, Z.; Lee, W. Metal-assisted chemical etching of silicon and nanotechnology applications. Nano Today 2014, 9, 271–304. [Google Scholar] [CrossRef]
- Chartier, C.; Bastide, S.; Lévy-Clément, C. Metal-assisted chemical etching of silicon in HF-H2O2. Electrochim. Acta 2008, 53, 5509–5516. [Google Scholar] [CrossRef]
- Peng, K.; Lu, A.; Zhang, R.; Lee, S.T. Motility of metal nanoparticles in silicon and induced anisotropic silicon etching. Adv. Funct. Mater. 2008, 18, 3026–3035. [Google Scholar] [CrossRef]
- Bicelli, L.P.; Bozzini, B.; Mele, C.; D’Urzo, L. A review of nanostructural aspects of metal electrodeposition. Int. J. Electrochem. Sci. 2008, 3, 356–408. [Google Scholar]
- den Exter, M.J. The Use of Electroless Plating as a Deposition Technology in the Fabrication of Palladium-Based Membranes; Woodhead Publishing Limited: Cambridge, UK, 2014; pp. 43–67. [Google Scholar] [CrossRef]
- Deckert, C.A. Electroless copper plating. A review: Part I. Plat. Surf. Finish. 1995, 82, 58–64. [Google Scholar]
- Johansson, U.; Vogt, U.; Mikkelsen, A. NanoMAX: A hard X-ray nanoprobe beamline at MAX IV. X-ray Nanoimaging Instrum. Methods 2013, 8851, 88510L. [Google Scholar] [CrossRef]
- Wilkinson, P. Understanding gold plating. Gold Bull. 1986, 19, 75–81. [Google Scholar] [CrossRef]





© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akan, R.; Frisk, T.; Lundberg, F.; Ohlin, H.; Johansson, U.; Li, K.; Sakdinawat, A.; Vogt, U. Metal-Assisted Chemical Etching and Electroless Deposition for Fabrication of Hard X-ray Pd/Si Zone Plates. Micromachines 2020, 11, 301. https://doi.org/10.3390/mi11030301
Akan R, Frisk T, Lundberg F, Ohlin H, Johansson U, Li K, Sakdinawat A, Vogt U. Metal-Assisted Chemical Etching and Electroless Deposition for Fabrication of Hard X-ray Pd/Si Zone Plates. Micromachines. 2020; 11(3):301. https://doi.org/10.3390/mi11030301
Chicago/Turabian StyleAkan, Rabia, Thomas Frisk, Fabian Lundberg, Hanna Ohlin, Ulf Johansson, Kenan Li, Anne Sakdinawat, and Ulrich Vogt. 2020. "Metal-Assisted Chemical Etching and Electroless Deposition for Fabrication of Hard X-ray Pd/Si Zone Plates" Micromachines 11, no. 3: 301. https://doi.org/10.3390/mi11030301
APA StyleAkan, R., Frisk, T., Lundberg, F., Ohlin, H., Johansson, U., Li, K., Sakdinawat, A., & Vogt, U. (2020). Metal-Assisted Chemical Etching and Electroless Deposition for Fabrication of Hard X-ray Pd/Si Zone Plates. Micromachines, 11(3), 301. https://doi.org/10.3390/mi11030301