Internal Cylindrical Grinding Process of INCONEL® Alloy 600 Using Grinding Wheels with Sol–Gel Alumina and a Synthetic Organosilicon Polymer-Based Impregnate

 ,
,  ,
,  ,
,  ,
,  , and
, and 
Abstract
1. Introduction
- non-metallic elements and their derivatives (e.g., sulfur, graphite, amorphous carbon);
- metallic elements (e.g., cooper, bismuth alloy);
- organic chemical compound (e.g., wax, paraffin);
- inorganic chemical compound (e.g., aluminum oxide, hexagonal boron nitride);
- solids nanoparticles (e.g., molybdenum disulfide, graphene, diamond);
- organosilicon compounds (e.g., silicone);
- polymer compounds (e.g., epoxy resin).
- thermal and oxidation resistance over a wide temperature range;
- resistance to weathering, ultraviolet (UV) radiation;
- chemical resistance (except for strong acids/alkalis and certain organic solvents);
- poor electrical conductivity;
- low free surface energy and surface tension;
- small variation of physical properties over a wide temperature range.
2. Materials and Methods
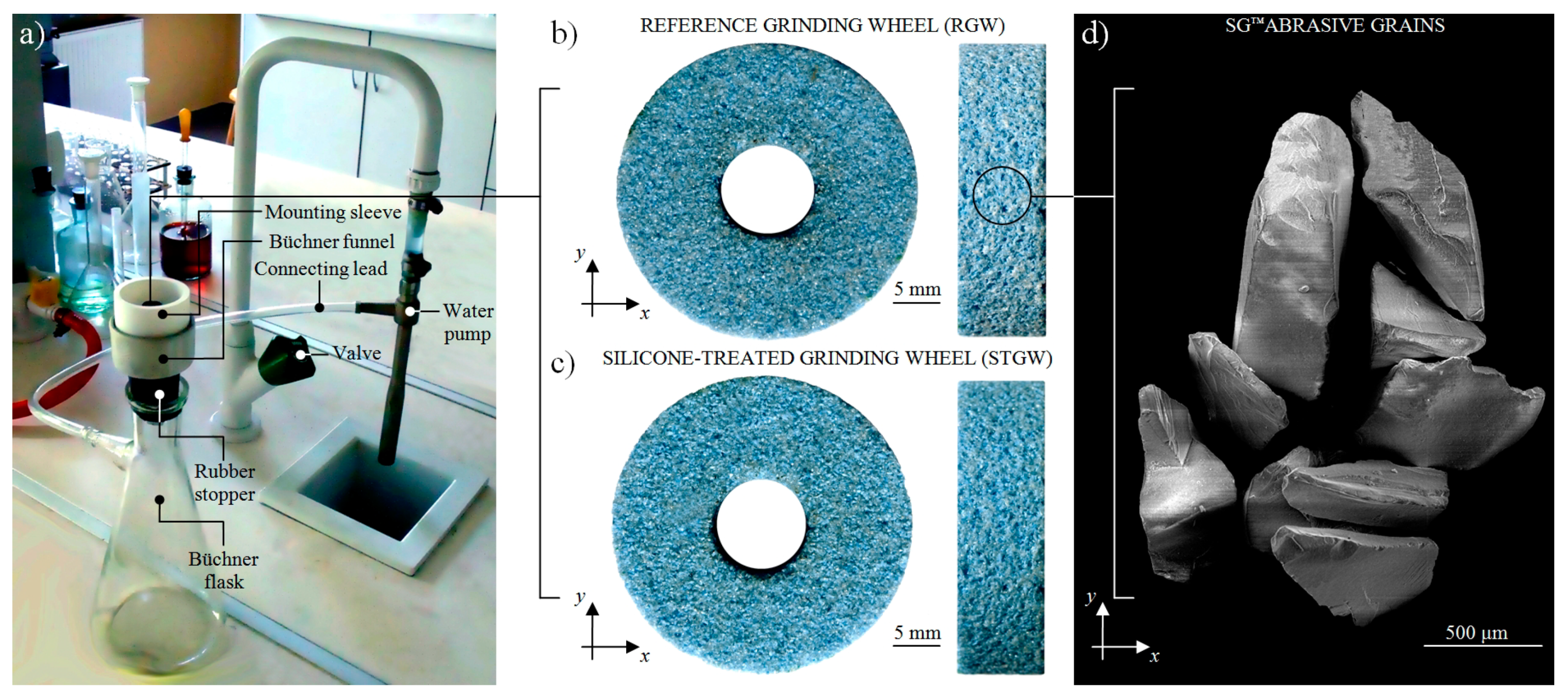
2.1. Characteristics of the Abrasive Tools
2.2. Characteristics of the Workpiece Material
3. Impregnation Process of the Abrasive Tools and Its Verification
3.1. Impregnation Process of the Abrasive Tools by Colloidal Silicone
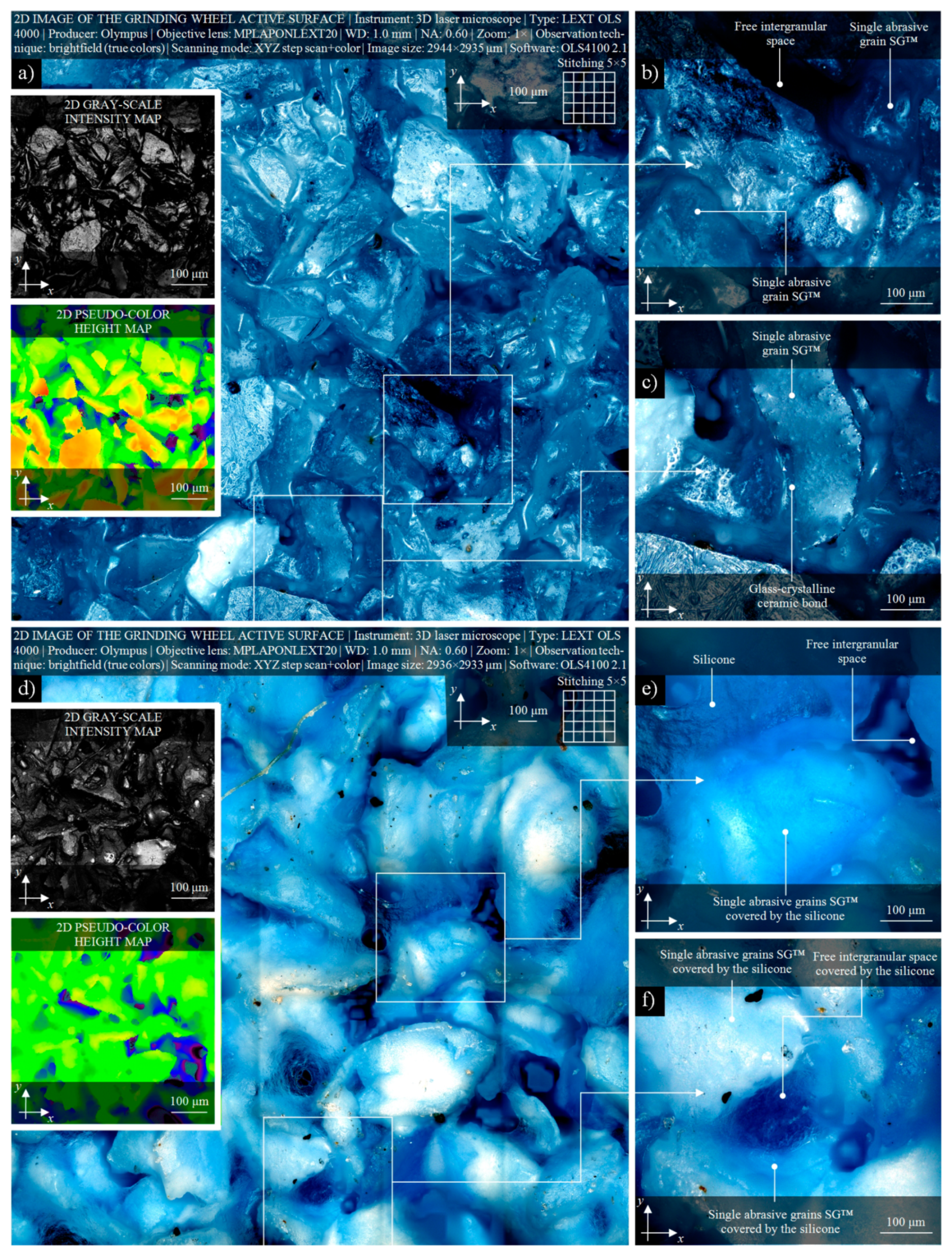
3.2. CLSM-based Analysis of Correctness of Introduction the Impregnating Substance into the GWAS
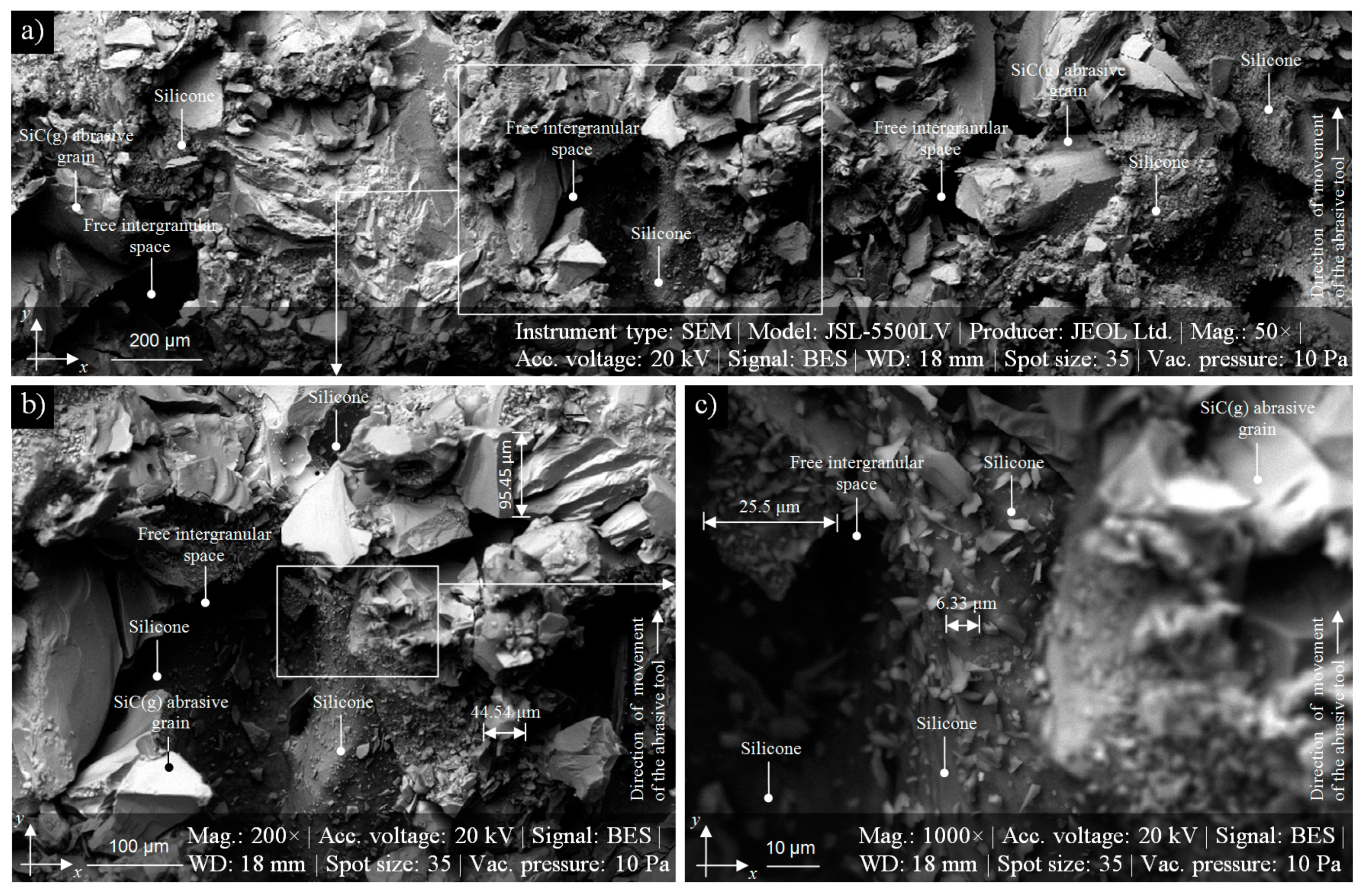
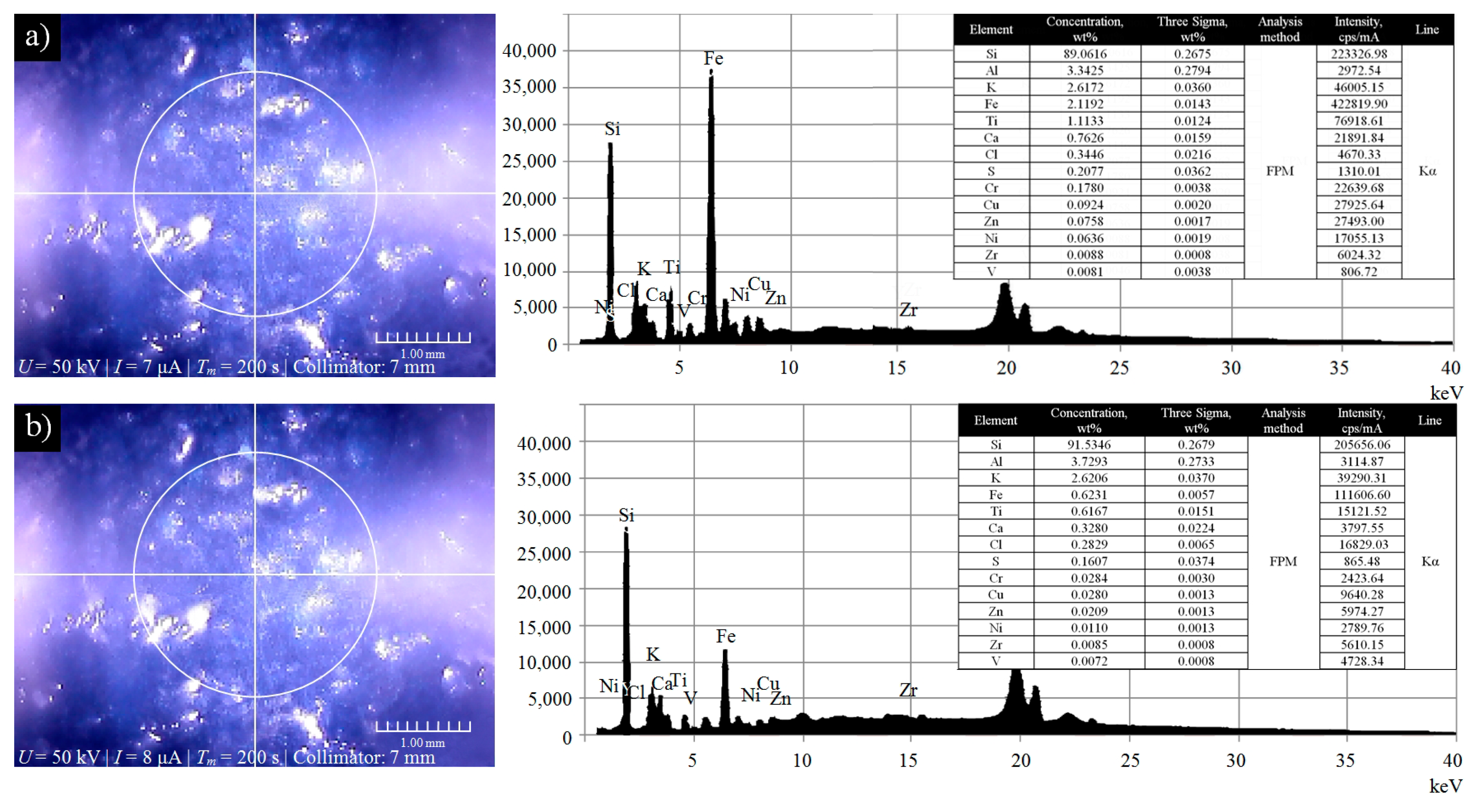
3.3. EDXRF-Based Microanalysis of Elemental Distribution of the GWAS after the Impregnation Process
4. Internal Cylindrical Grinding of INCONEL® Alloy 600 by STGW
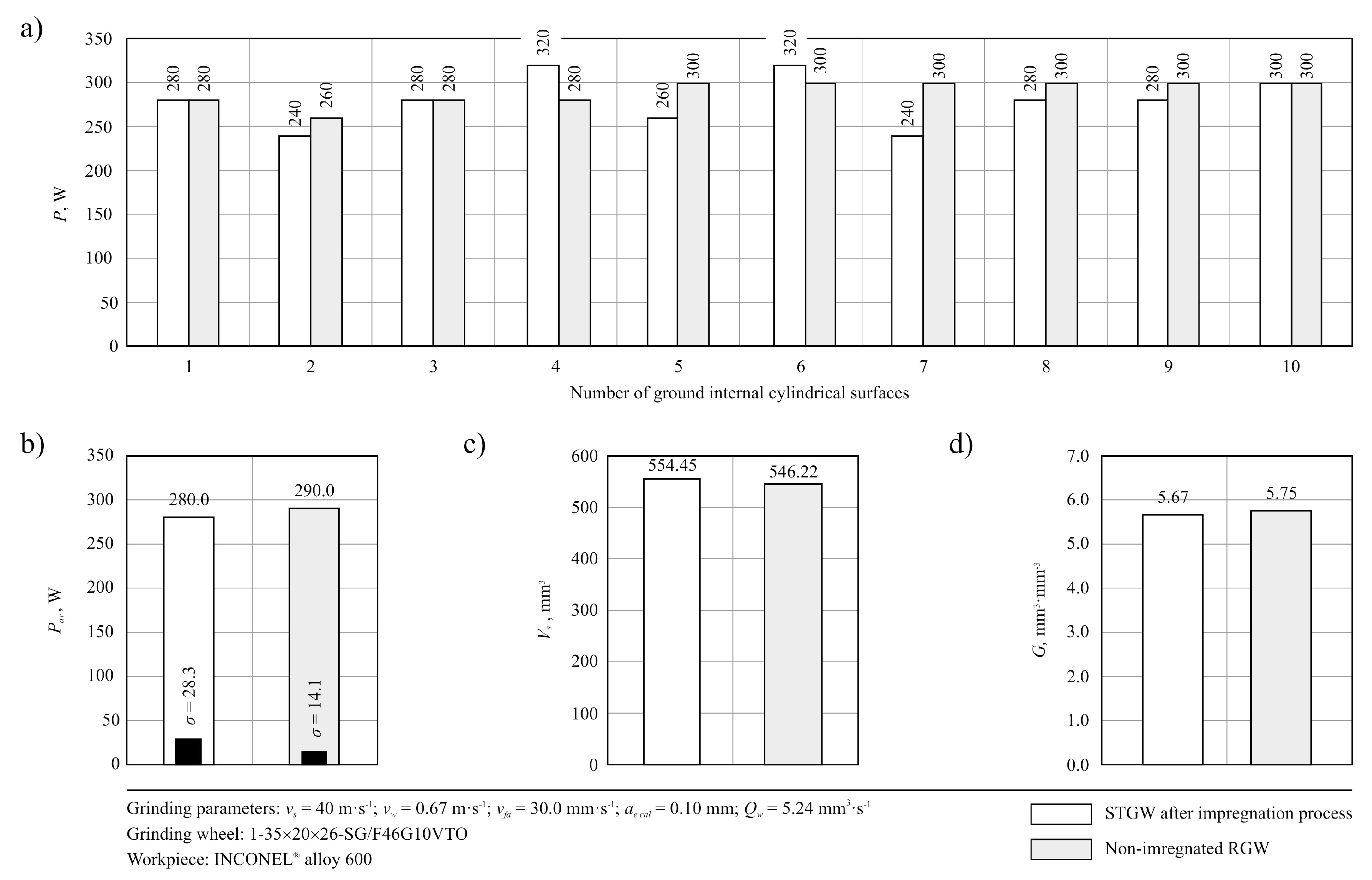
4.1. Methodology of Experimental Studies
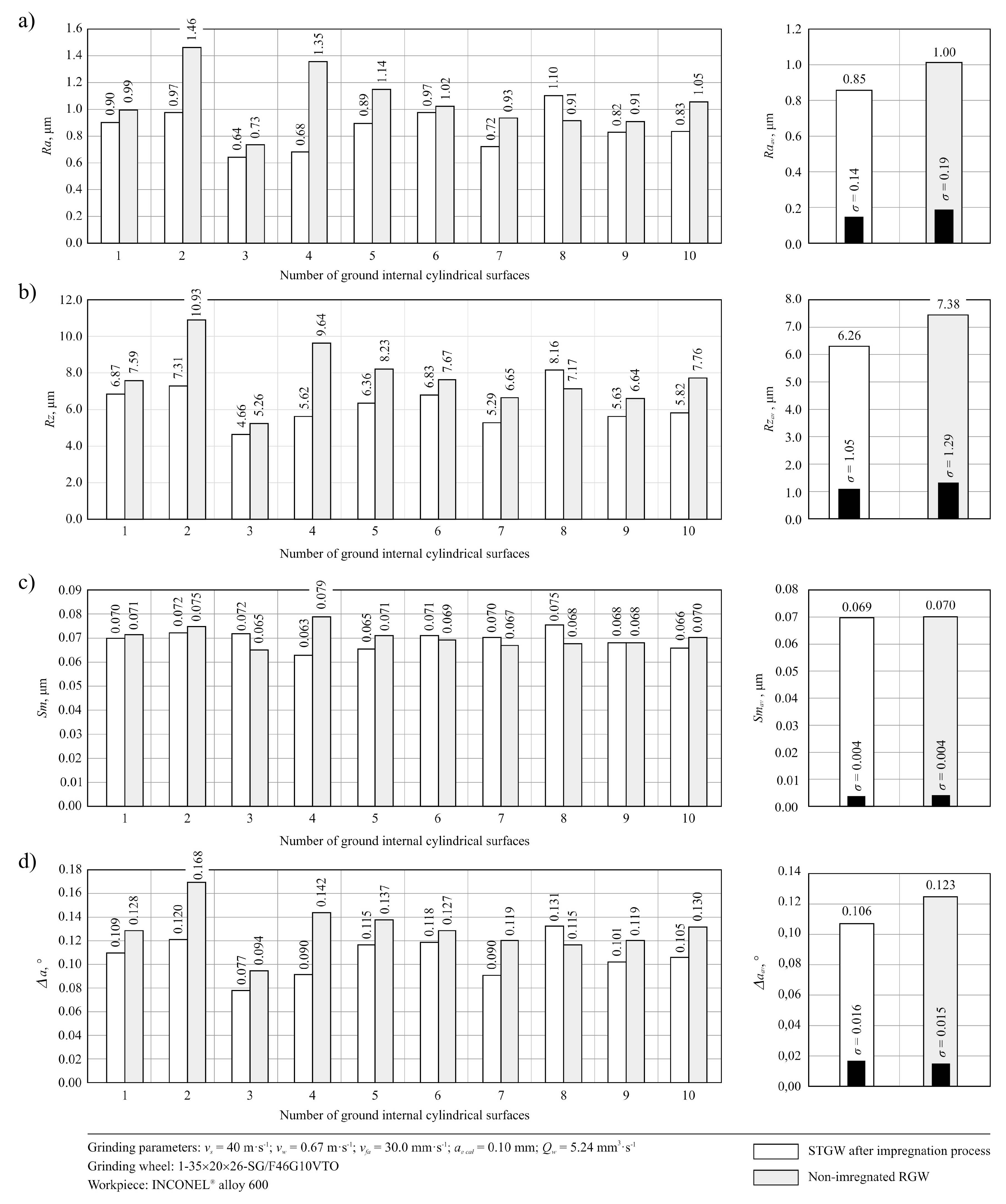
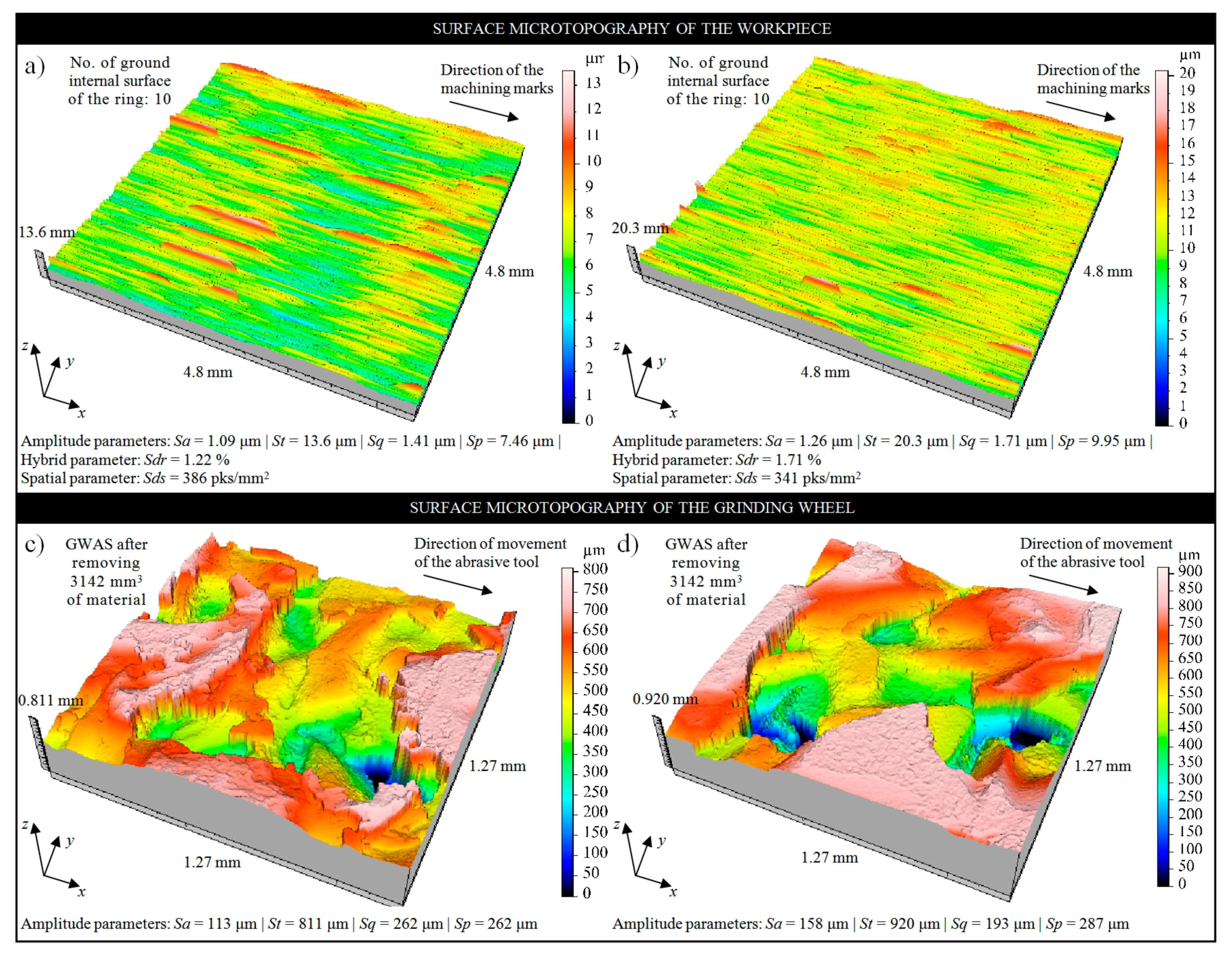
4.2. Stylus Profilomery and CLSM-Based Analysis of the Surface Microgeometry
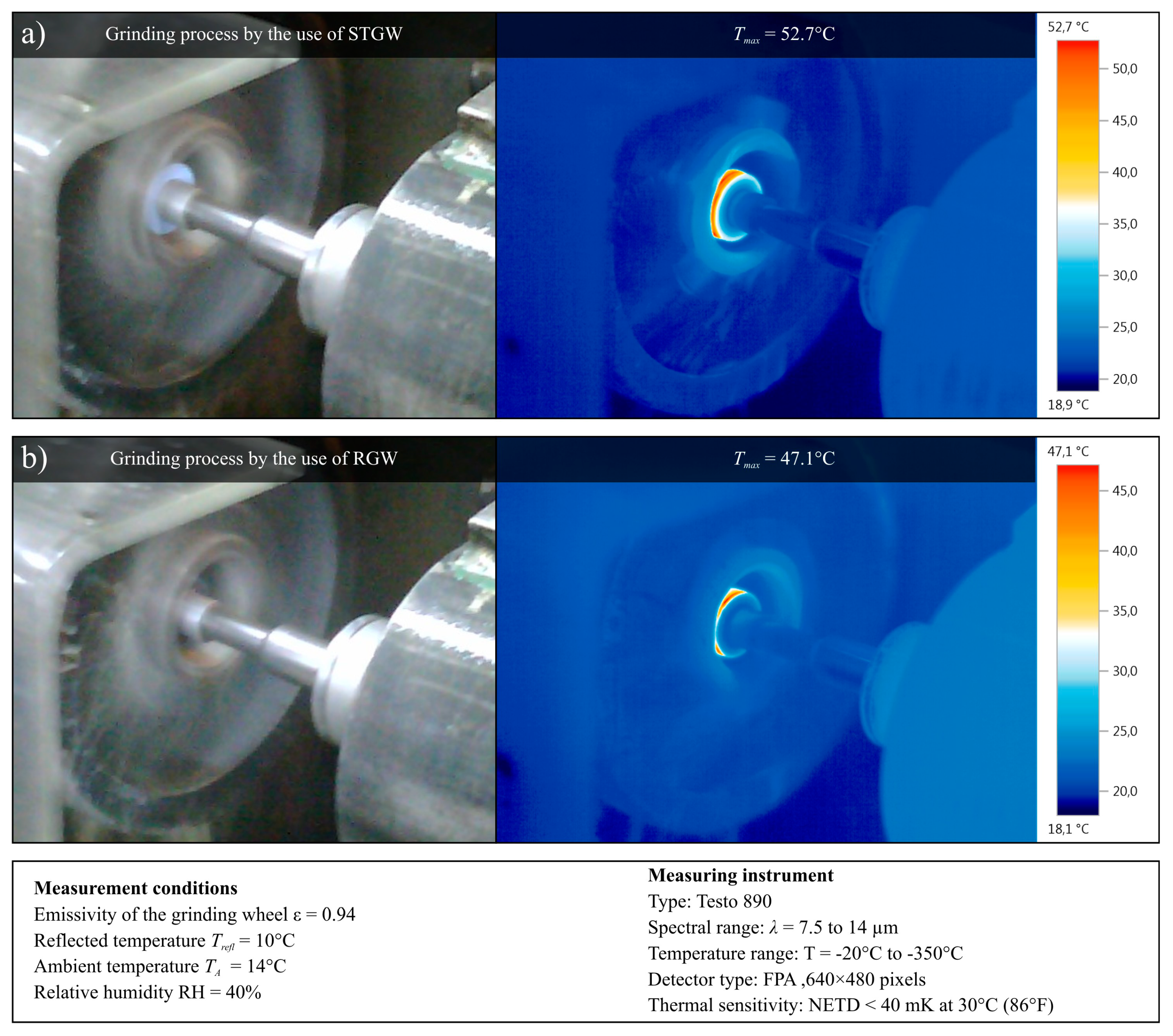
4.3. IRT-Based Analysis of Influence of Impregnation Process on Grinding Process Temperature
5. Conclusions
- The need for effective, fast and relatively cheaper introduction of anti-adhesive and lubricating substances into the free intergranular spaces of ceramic bonded grinding wheels has led to the development of several innovative impregnation methods used as an impregnate many type of a non-toxic substances (Section 1).
- One of them is developed by the authors method of directly introducing an impregnating substance into the structure of the abrasive tool (Section 3.1). This method is characterized by the possibility of adjusting the amount of impregnating substance introduced into the grinding wheel (which is extremely important from the point of view of maintaining the ability of the GWAS to transport GF to the GZ and receiving grinding process products from it) and relatively low costs of implementation into industrial practice.
- The impregnation process realized with the use of synthetic organosilicon polymer-based impregnate (silicone) (Section 3.1) was intended to have a positive effect on the course and results of the grinding process of nickel alloy, in particular it was expected to achieve the effect of reducing the adhesion between the GWAS and grinding process products, including mainly chips of the workpiece.
- Obtained results of the experimental studies incline to formulate the hypothesis about the possibility of a beneficial effect of impregnating substance on reducing the height of irregularities of the machined surface (Section 4.2 and Section 4.3), resulting from the thermal decomposition of this compound during the grinding process with the release of high hardness silicon dioxide, which as a loose abrasive can effectively smoothen the ground surface.
- Presented results of experimental studies can be treated as a basis for developing guidelines for the selection of the grinding wheel structure and the selection of grinding conditions for nickel superalloys to increase the use of the potential of STGWs.
- In further works, a more comprehensive analysis of the material resulting from the decomposition of silicone to determine the variety of silica and its microstructure, is necessary. Advanced electron microscopy methods (SEM) and various variations of methods using X-ray spectroscopy (EDS, EDXRF) can be extremely helpful in this case.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| AOI | Area of interest |
| BES | Backscattered electron mode |
| CLSM | Confocal laser scanning microscopy |
| EDS | Energy dispersive X-ray spectroscopy |
| EDXRF | Energy dispersive X-ray fluorescence |
| FPA | Focal-plane array |
| FPM | Fundamental parameters method |
| GF | Grinding fluid |
| GWAS | Grinding wheel active surface |
| GZ | Grinding zone |
| IRT | Infrared thermography |
| RGW | Reference grinding wheel (non-treated) |
| NA | Numerical aperture |
| NETD | Noise equivalent temperature difference |
| SEM | Scanning Electron Microscopy |
| SG™ | Trade name of submicrocrystalline alumina abrasive grains produced by Saint-Gobain Abrasives (Courbevoie, France) using Seeded Gel technology |
| STGW | Silicone-treated grinding wheel |
| TFE | Tetrafluoroethylene |
| WD | Working distance, mm |
| ad | Dressing allowance, mm |
| ae | Working engagement (machining allowance), mm |
| ae tot | Total working engagement (machining allowance), mm |
| bs | Width (grinding wheel), mm |
| bw | Width (workpiece), mm |
| ds | External diameter (grinding wheel), mm |
| dw | Internal diameter (workpiece), mm |
| hs | Internal diameter (grinding wheel), mm |
| id | Number of dressing passes, – |
| m1 | Mass of the grinding wheel before impregnation process, g |
| m2 | Mass of the grinding wheel after impregnation process, g |
| nsd | Grinding wheel rotational speed while dressing, min−1 |
| tg tot | Total grinding time, s |
| vfa | Axial table feed speed, mm·s−1 |
| vfd | Axial table feed speed while dressing, mm·s−1 |
| vs | Grinding wheel peripheral speed, m·s−1 |
| vw | Workpiece peripheral speed, m·s−1 |
| C | Concentration, wt.% |
| G | Grinding ratio, mm3/mm3 |
| I | Current, μA |
| If | Fluorescence intensity, cps/mA |
| P | Grinding power, W |
| Qd | Diamond dresser mass, kt |
| QGF | Grinding fluid flow rate, L·min−1 |
| Qw | Material removal rate, mm3/s |
| Ra | Arithmetical mean deviation of the roughness profile, μm |
| Rz | Maximum height of the profile within a sampling length, μm |
| Sa | Arithmetic mean deviation of the surface, μm |
| Sdr | Developed interfacial area ratio, % |
| Sds | Density of summits of the surface, pks/mm2 |
| Sm | Mean spacing of profile irregularities, μm |
| Sp | Maximum peak height, µm |
| Sq | Root mean square deviation of the surface, µm |
| St | Total height of the surface, μm |
| Tm | Measurement time, s |
| U | Voltage, kV |
| Vb | Volume of bond, % |
| Vg | Volume of grains, % |
| Vp | Volume of pores, % |
| Vs | Volumetric wear of the grinding wheel, mm3 |
| Vw | Volume of material removed, mm3 |
| σ | Standard deviation |
| Δa | Average absolute slope, ° |
References
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2008. [Google Scholar]
- Geddes, B.; Leon, H.; Huang, X. Superalloys: Alloying and Performance; ASM International: Materials Park, OH, USA, 2010. [Google Scholar]
- Sharma, P.; Chakradhar, D.; Narendranath, S. Analysis and optimization of WEDM performance characteristics of Inconel 706 for aerospace application. Silicon 2018, 10, 921–930. [Google Scholar] [CrossRef]
- Pashmforoush, F.; Bagherinia, R.D. Influence of water-based copper nanofluid on wheel loading and surface roughness during grinding of Inconel 738 superalloy. J. Clean. Prod. 2018, 178, 363–372. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The machinability of nickel-base alloys: A review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Denkena, B.; Fischer, R. Theoretical and experimental determination of geometry deviation in continuous path controlled OD grinding processes. Adv. Mater. Res. 2011, 223, 784–793. [Google Scholar] [CrossRef]
- Dai, C.; Ding, W.; Xu, J.; Xu, X.; Fu, D. Effects of undeformed chip thickness on grinding temperature and burn-out in high-efficiency deep grinding of Inconel 718 superalloys. Int. J. Adv. Manuf. Tech. 2017, 89, 1841–1852. [Google Scholar] [CrossRef]
- Marinescu, I.D.; Hitchiner, M.; Uhlmann, E.; Rowe, W.B.; Inasaki, I. Handbook of Machining with Grinding Wheels; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Chirkov, G.V. Characteristics of the grinding wheel impregnation processes. Russ. Eng. Res. 2007, 27, 387–389. [Google Scholar] [CrossRef]
- Stevents, C. Environmental fate and effects of silicone from coatings. In Proceedings of the 2nd Conference in Series High Performance Coating Materials: Silicones in Coatings, Brussels, Belgium, 29–31 January 1996. [Google Scholar]
- Harmann, M.L. Abrasive Article. U.S. Patent 1,615,271, 25 January 1927. [Google Scholar]
- Sakuma, K.; Tado, T. Characteristics of coated grinding wheels in creep feed grinding: Effect of coated wheel with high thermal conductivity metal (nickel). Bull. JSME 1983, 26, 468–475. [Google Scholar] [CrossRef]
- Jones, H.H. Composition for Impregnating Grinding Wheels. U.S. Patent 2,240,302, 29 April 1941. [Google Scholar]
- Younis, M.A.; Alawi, H. Effects of impregnation of grinding wheel on grinding hardened tool steel. Trans. Can. Soc. Mech. Eng. 1985, 9, 39–44. [Google Scholar] [CrossRef]
- Jackson, L.P. Filled Abrasive Article and Filler for the Same. U.S. Patent 2,333,480, 2 November 1943. [Google Scholar]
- Salmon, S.C. The effects of hard lubricant coatings on the performance of electro-plated superabrasive grinding wheels. Key Eng. Mater. 2003, 238–239, 283–288. [Google Scholar] [CrossRef]
- Coes, L., Jr. Composition for Filling the Pores of Grinding Wheels and Wheels Filled Therewith. U.S. Patent 2,544,641A, 13 March 1951. [Google Scholar]
- Holesovsky, F.; Hrala, M. Integrity of ground cylindrical surface. J. Mater. Process Technol. 2004, 153, 714–721. [Google Scholar] [CrossRef]
- Gallagher, T.P. Process for Impregnating Porous Bodies with a Solid Fusible Substance. U.S. Patent 3,341,355, 12 September 1967. [Google Scholar]
- Rudometov, Y.I. Abrasive tools steeped in special suspensions. Russ. Eng. Res. 2013, 33, 381–383. [Google Scholar] [CrossRef]
- Krueger, M.K.; Yoon, S.C.; Forney, K.G.; Turchin, H.; Smits, C.A. Impregnated Grinding Wheel. U.S. Patent 6,500,220, 31 December 2002. [Google Scholar]
- Nadolny, K.; Sienicki, W.; Wojtewicz, M. The effect upon the grinding wheel active surface condition when impregnating with non-metallic elements during internal cylindrical grinding of titanium. Arch. Civ. Mech. Eng. 2015, 15, 71–86. [Google Scholar] [CrossRef]
- Hunsberger, J.F.; Tucker, D.J. Method of Impregnating Lubricant into Abrasive Wheels. U.S. Patent 3,321,287A, 23 May 1967. [Google Scholar]
- Shaji, S.; Radhakrishnan, V. Application of solid lubricants in grinding: Investigations on graphite sandwiched grinding wheels. Mach. Sci. Technol. 2003, 7, 137–155. [Google Scholar] [CrossRef]
- Irani, R.A.; Bauer, R.J.; Warkentin, A. A review of cutting fluid application in the grinding process. Int. J. Mach. Tools Manuf. 2005, 45, 1696–1705. [Google Scholar] [CrossRef]
- Sioui, R.H.; Cohen, H.M. Resin Bonded Metal-coated Diamond or Cubic Boron Nitride Abrasive Tools Containing an Inorganic Crystalline Filler and Graphite. U.S. Patent 3,664,819A, 23 May 1972. [Google Scholar]
- Alberts, M.; Kalaitzidou, K.; Melkote, S. An investigation of graphite nanoplatelets as lubricant in grinding. Int. J. Mach. Tools Manuf. 2009, 49, 966–970. [Google Scholar] [CrossRef]
- Tsai, M.Y.; Jian, S.X. Development of a micro-graphite impregnated grinding wheel. Int. J. Mach. Tools Manuf. 2012, 56, 94–101. [Google Scholar] [CrossRef]
- Sienicki, W.; Wojtewicz, M.; Nadolny, K. Method of Modifying Ceramic Abrasive Tools by Impregnation. PL Patent P. 395,441, 27 June 2011. [Google Scholar]
- Nadolny, K.; Wojtewicz, M.; Sienicki, W.; Herman, D. An analysis of centrifugal MQL supply system potential in the internal cylindrical grinding process. Arch. Civ. Mech. Eng. 2015, 15, 639–649. [Google Scholar] [CrossRef]
- Nadolny, K.; Kapłonek, W.; Wojtewicz, M.; Sienicki, W. Effects of sulfurization of grinding wheels on internal cylindrical grinding of Titanium Grade 2®. Indian J. Eng. Mater. S. 2013, 20, 108–124. [Google Scholar]
- Meyer, R.S. Bismuth Alloy Impregnated Grinding Wheel. U.S. Patent 3,520,666, 14 July 1970. [Google Scholar]
- Kunimasa, O. Wax Treated Grindstone. U.S. Patent 4,190,986A, 4 March 1980. [Google Scholar]
- Weeks, J.E.; Osborne, J.M. Precision Grinding of Diallyl Phthalate Thermosetting Plastic (No. MLM-1620 (LD)); Mound Plant: Miamisburg, OH, USA, 1969; pp. 1–17. [Google Scholar]
- Rossetti, G.A., Jr.; Fox, S.E.; Tricard, M.J.M. Bonded Abrasive Articles Filled with Oil/Wax Mixture. WO Patent 1,999,051,400A1, 14 October 1999. [Google Scholar]
- Rossetti, G.A., Jr.; Fox, S.E.; Tricard, M.J.M. Bonded Abrasive Articles Filled with Oil/Wax Mixture. U.S. Patent 6,086,648A, 11 July 2000. [Google Scholar]
- Rossetti, G.A., Jr.; Fox, S.E.; Tricard, M.J.M. Bonded Abrasive Articles Filled with Oil/Wax Mixture. CA Patent 2,325,491C, 25 May 2004. [Google Scholar]
- Ackermann, R.A., Jr. Amide Impregnated Grinding Wheels. U.S. Patent 3,471,277A, 7 October 1969. [Google Scholar]
- Svekrov, V.M. Increasing the wear resistance of abrasive wheels. Metallurgist 1971, 15, 323–324. [Google Scholar] [CrossRef]
- Mathewson, J.W.F.; Owens, R.S. Lubricating Composition Applied to Boron Nitride Grinding Wheels. U.S. Patent 3,528,789A, 15 September 1970. [Google Scholar]
- Wojtewicz, M. Original methods of ceramic grinding wheels impregnation. J. Mech. Energy Eng. 2017, 1, 45–50. [Google Scholar]
- Serdyuk, V.V.; Kutsenok, B.; Stepanov, A.B.; Ashkinazi, L.A. Impregnator for Grinding Wheel. RU Patent RU2,047,476C1, 10 November 1995. [Google Scholar]
- Zhang, Y.; Li, C.; Jia, D.; Li, B.; Wang, Y.; Yang, M.; Hou, Y.; Zhang, X. Experimental study on the effect of nanoparticle concentration on the lubricating property of nanofluids for MQL grinding of Ni-based alloy. J. Mater. Process. Tech. 2016, 232, 100–115. [Google Scholar] [CrossRef]
- Hashimoto, M.; Iketani, H. Vitrified Grinding Wheel, and Method for Manufacturing the Same. JAP Patent JP 2,010,105,126A, 30 April 2010. [Google Scholar]
- Bo, Z.; Wei, L.; Qianjun, T. Impregnant for Impregnated Grinding Wheels and Application Thereof in Preparing Impregnated Grinding Wheels. CN Patent CN101,791,786B, 27 June 2012. [Google Scholar]
- Kapłonek, W.; Nadolny, K.; Sutowska, M.; Mia, M.; Pimenov, D.Y.; Gupta, M.K. Experimental studies on MoS2-treated grinding wheel active surface condition after high-efficiency internal cylindrical grinding process of INCONEL® alloy 718. Micromachines 2019, 10, 255. [Google Scholar] [CrossRef]
- Zhiqi, W.; Wei, Y.; Xueren, L.; Penghui, S. A Kind of Method of Emery Wheel Infiltration System and Infiltration Grinding Wheel. CN Patent CN105,397,654B, 8 December 2015. [Google Scholar]
- Ravuri, B.P.; Goriparthi, B.K.; Revuru, R.S.; Anne, V.G. Performance evaluation of grinding wheels impregnated with graphene nanoplatelets. Int. J. Adv. Manuf. Technol. 2016, 85, 2235–2245. [Google Scholar] [CrossRef]
- Pavan, R.B.; Gopal, A.V.; Amrita, M.; Goriparthi, B.K. Experimental investigation of graphene nanoplatelets–based minimum quantity lubrication in grinding Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 400–410. [Google Scholar] [CrossRef]
- Li, M.; Sun, Y.H.; Dong, B.; Wu, H.D.; Gao, K. Study on effects of CNTs on the properties of WC-based impregnated diamond matrix composites. Mater. Res. Innov. 2015, 19, 5–59. [Google Scholar] [CrossRef]
- Maeda, S.; Yamaoka, T.; Tachibana, N.; Sakurai, M.; Aoki, Y. Artificial Grinding Wheel, and Its Manufacturing Method. JP Patent JP2,001,293,660A, 23 May 2001. [Google Scholar]
- Kapłonek, W.; Nadolny, K.; Ungureanu, M.; Pimenov, D.Y.; Zieliński, B. SEM-based observations and analysis of the green silicon carbide (SiCg) grinding wheel active surfaces after the graphite and silicone impregnation process. Int. J. Surf. Sci. Eng. 2019, 13, 181–200. [Google Scholar] [CrossRef]
- Nadolny, K.; Kapłonek, W.; Niemczewska-Wójcik, M.; Ungureanu, M. Microscopic analysis of the Sol-Gel alumina grinding wheel after the introduction a synthetic organosilicon polymer-based impregnate dedicated for near dry grinding processes. Int. J. Surf. Sci. Eng. 2019, 13, 110–132. [Google Scholar] [CrossRef]
- Hudson, C.J. Grinding Wheel. U.S. Patent 2,178,835A, 7 November 1939. [Google Scholar]
- Mulla, M.A.; Krstic, V.D. Mechanical properties of β-SiC pressureless sintered with Al2O3 additions. Acta Metall. Mater. 1994, 42, 303–308. [Google Scholar] [CrossRef]
- Amero, J.J. Vitrified Bonded Wheel for Electrochemical Grinding Containing Conductive Metal and a Thermoset Polymer Filler. U.S. Patent 3,535,832A, 27 October 1970. [Google Scholar]
- DIN53504. Testing of Rubber—Determination of Tensile Strength at Break, Tensile Stress at Yield, Elongation at Break and Stress Values in a Tensile Test; German Institute for Standardization: Berlin, Germany, 2017. [Google Scholar]
- Nadolny, K.; Kapłonek, W. SEM-based morphological analysis of the new generation AlON-based abrasive grains (Abral®) with reference to Al2O3/SiC/cBN abrasives. Acta Microsc. 2015, 24, 64–78. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Impregnating Substance | References | ||||
|---|---|---|---|---|---|
| Group | Name | Year | Patent | Year | Paper |
| Non-metallic elements and their derivatives | Sulfur | 1927 | Harmann [11] | 1983 | Sakuma and Tado [12] |
| 1941 | Jones [13] | 1985 | Younis and Alawi [14] | ||
| 1943 | Jackson [15] | 2003 | Salmon [16] | ||
| 1951 | Coes [17] | 2004 | Holesovsky and Hrala [18] | ||
| 1967 | Gallagher [19] | 2013 | Rudometov [20] | ||
| 2002 | Krueger et al. [21] | 2015 | Nadolny et al. [22] | ||
| Graphite | 1967 | Hunsberger and Tucker [23] | 2003 | Shaji and Radhakrishnan [24] | |
| 2005 | Irani et al. [25] | ||||
| 1972 | Sioui and Cohen [26] | 2009 | Alberts et al. [27] | ||
| 2012 | Tsai and Jian [28] | ||||
| 2013 | Rudometov [20] | ||||
| Amorphous carbon | 2011 | Sienicki et al. [29] | 2015 | Nadolny et al. [30,31] | |
| Metallic elements | Bismuth alloy | 1970 | Meyer [32] | – | – |
| Organic chemical compounds | Wax | 1980 | Kunimasa [33] | 1969 | Weeks and Osborne [34] |
| Wax + Oil | 1999–2004 | Rossetti Jr. et al. [35,36,37] | |||
| (Wax) + Paraffin | 1969 | Ackermann Jr. et al. [38] | 1971 | Svekrov [39] | |
| 2007 | Chirkov [9] | ||||
| Inorganic chemical compounds | Hexagonal boron nitride | 1970 | Mathewson and Owens [40] | 2017 | Wojtewicz [41] |
| Solids nanoparticles | Molybdenum disulfide | 1995 | Serdyuk et al. [42] | 2016 | Zhang et al. [43] |
| 2010 | Hashimoto and Iketani [44] | 2017 | Wojtewicz [41] | ||
| 2012 | Bo et al. [45] | 2019 | Kapłonek et al. [46] | ||
| 2015 | Zhiqi et al. [47] | ||||
| Graphene | – | – | 2016 | Ravuri et al. [48] | |
| 2019 | Paven et al. [49] | ||||
| Carbon nano-tubes | – | – | 2015 | Li et al. [50] | |
| Organosilicon compounds | Silicone | 2001 | Maeda et al. [51] | 2019 | Kapłonek et al. [52] |
| 2019 | Nadolny et al. [53] | ||||
| Polymer compounds | Epoxy resin | 1939 | Hudson [54] | 1994 | Mulla and Krstic [55] |
| 1970 | Amero [56] | ||||
| Technical Designation | 1-35×10×10-SG/F46G10VTO | ||
|---|---|---|---|
| Producer | Subject Group of Fundamental of Materials Science and Technical Ceramics, Faculty of Technology and Education, Koszalin University of Technology, Koszalin, Poland | ||
| Grinding wheel type | 1—flat grinding wheel | ||
| Dimensions | ds = 35 mm, bs = 10 mm, hs = 10 mm | ||
| Abrasive grain type | Microcrystalline sintered corundum SG™ (Norton, Worcester, MA, USA) | ||
| Abrasive grain fracture No. | 46 | ||
| Hardness class | G | ||
| Structure No. | 10 | ||
| Bond | Special vitrified (V) bond with glass-crystalline microstructure | ||
| Volume of grains (Vg) | 42.0% | ||
| Volume of bond (Vb) | 11.5% | ||
| Volume of pores (Vp) | 46.5% | ||
| Experimental studies | Designation | Surface Condition | Pieces |
| RGW-x (Reference grinding wheel) | Non-impregnated | 2 | |
| STGW-x (Silicone-treated grinding wheel) | Impregnated | 8 | |
| Element | Concentration (%) | Physical Properties | |||
|---|---|---|---|---|---|
| Ni + Co | 72.00 min | Parameter | Value | Unit | |
| Cr | 14.00–17.00 | Density | 8.47 | g/cm3 | |
| Fe | 6.00–10.00 | Melting range | 1354–1413 b | °C | |
| C | 0.15 max. | Modulus of | rigidity | 75.6 | kN/mm2 |
| Mn | 1.00 max. | elasticity | 206 | kN/mm2 | |
| Si | 0.50 max. | Mechanical Properties | |||
| S | 0.015 max. | Elongation at break | 45 | % | |
| Cu | 0.50 max. | Hardness (Brinell) | ≤185 | kg/mm2 | |
| Material No. | Yield strength | 340 | MPa | ||
| 2.4816 | Tensile strength | 550 | MPa | ||
| Standard | Common Trade Name | Thermal Properties | |||
| UNS N06600 | INCONEL® alloy 600 (Special Metals Corp.) | Coefficient of thermal expansion | 11.5–13.3 c | μm/m | |
| ASTM B167 | Thermal conductivity | 14.8–15.9 d | W/m·°C | ||
| ATI 600™ (Allegheny Technologies Inc.) | Curie temperature | −194 e | °C | ||
| ASME SB167 | Specific heat | 444 d | J/kg·°C | ||
| Property | Test Method | Feature/Value |
|---|---|---|
| Basis | Polysiloxane | |
| Consistency | Stable paste | |
| Curing system | Polymerization with involving of moisture | |
| Type of curing | Acid (acetoxy) | |
| Skin formation | at 20 °C (68 °F), 65% RH a | ~20 min |
| Curing speed | at 20 °C (68 °F), 65% RH a | ~2 mm/24 h |
| Hardness | Shore A | 20 ± 5 |
| Specific weight | 0.95 g/cm3 | |
| Density | ~1.03 g/mL | |
| Maximum allowed distortion | 25% | |
| Max. tension | DIN 53504 [57] | 1.35 N/mm² |
| Elasticity modulus | DIN 53504 [57] | 0.23 N/mm² |
| Elongation at break | DIN 53504 [57] | 800% |
| Application temperature | From 5 °C (41 °F) to 35 °C (95 °F) |
| Grinding process | Variety: Reciprocal peripheral internal cylindrical grinding |
| Grinding machine | Universal grinding machine: RUP 28P produced by Tarnów Mechanical Works S.A. (Tarnów, Poland) |
| Grinding wheel | Grinding wheel: Small-sized sol–gel alumina 1-35×10×10-SG/F46G10VTO Number of pieces: 2 (non-impregnated RGWs), 8 (STGWs after impregnation process) |
| Grinding wheel dressing parameters | Dresser: single grain diamond dresser with mass: Qd = 1.25 kt, Grinding wheel rotational speed while dressing: nsd = 12,000 min−1 Dressing allowance: ad = 0.0125 mm Axial table feed speed while dressing: vfd = 10 mm·s−1 Number of dressing passes: id = 12 |
| Grinding process parameters | Grinding wheel peripheral speed: vs = 40 m·s−1 Axial table feed speed: vfa = 30 m·s−1 Working engagement (machining allowance): ae = 0.0075 mm Total working engagement (machining allowance): ae tot = 0.10 mm Workpiece peripheral speed: vw = 0.67 m·s−1 Total grinding time tg tot = 80 s |
| Grinding fluid | Grinding fluid: 5% water solution of Syntilo RHS oil produced by Castrol Ltd. (Liverpool, Great Britain), delivered using flood method Grinding fluid flow rate: QGF = 4.70 L·min−1 |
| Workpiece | Form of the sample: ring (internal diameter: dw = 45 mm, width: bw = 20 mm) Machined surface: internal cylindrical surface of ring Material: INCONEL® alloy 600 Number of pieces: 10 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kapłonek, W.; Nadolny, K.; Rokosz, K.; Marciano, J.; Mia, M.; Pimenov, D.Y.; Kulik, O.; Gupta, M.K. Internal Cylindrical Grinding Process of INCONEL® Alloy 600 Using Grinding Wheels with Sol–Gel Alumina and a Synthetic Organosilicon Polymer-Based Impregnate. Micromachines 2020, 11, 115. https://doi.org/10.3390/mi11020115
Kapłonek W, Nadolny K, Rokosz K, Marciano J, Mia M, Pimenov DY, Kulik O, Gupta MK. Internal Cylindrical Grinding Process of INCONEL® Alloy 600 Using Grinding Wheels with Sol–Gel Alumina and a Synthetic Organosilicon Polymer-Based Impregnate. Micromachines. 2020; 11(2):115. https://doi.org/10.3390/mi11020115
Chicago/Turabian StyleKapłonek, Wojciech, Krzysztof Nadolny, Krzysztof Rokosz, Jocelyne Marciano, Mozammel Mia, Danil Yurievich Pimenov, Olga Kulik, and Munish Kumar Gupta. 2020. "Internal Cylindrical Grinding Process of INCONEL® Alloy 600 Using Grinding Wheels with Sol–Gel Alumina and a Synthetic Organosilicon Polymer-Based Impregnate" Micromachines 11, no. 2: 115. https://doi.org/10.3390/mi11020115
APA StyleKapłonek, W., Nadolny, K., Rokosz, K., Marciano, J., Mia, M., Pimenov, D. Y., Kulik, O., & Gupta, M. K. (2020). Internal Cylindrical Grinding Process of INCONEL® Alloy 600 Using Grinding Wheels with Sol–Gel Alumina and a Synthetic Organosilicon Polymer-Based Impregnate. Micromachines, 11(2), 115. https://doi.org/10.3390/mi11020115