Application of Eco-Design and Life Cycle Assessment Standards for Environmental Impact Reduction of an Industrial Product



Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
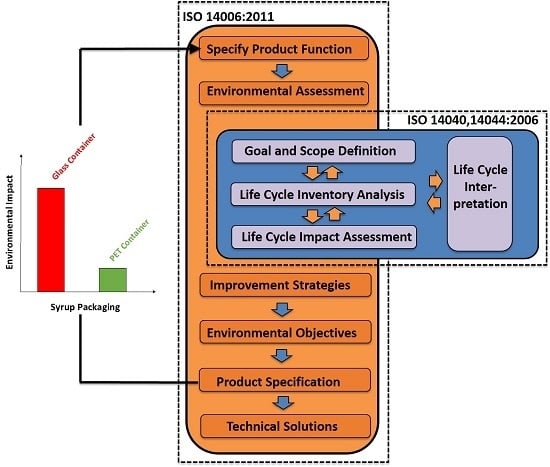
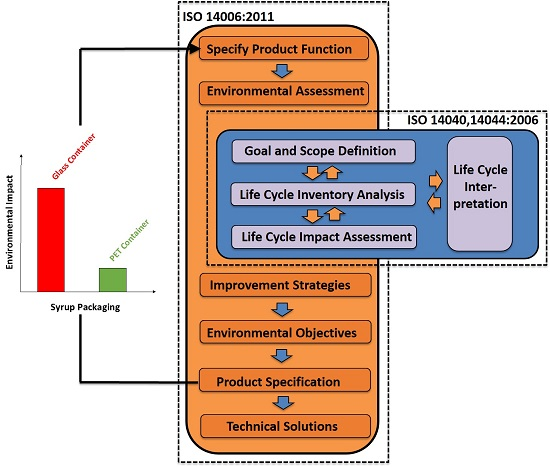
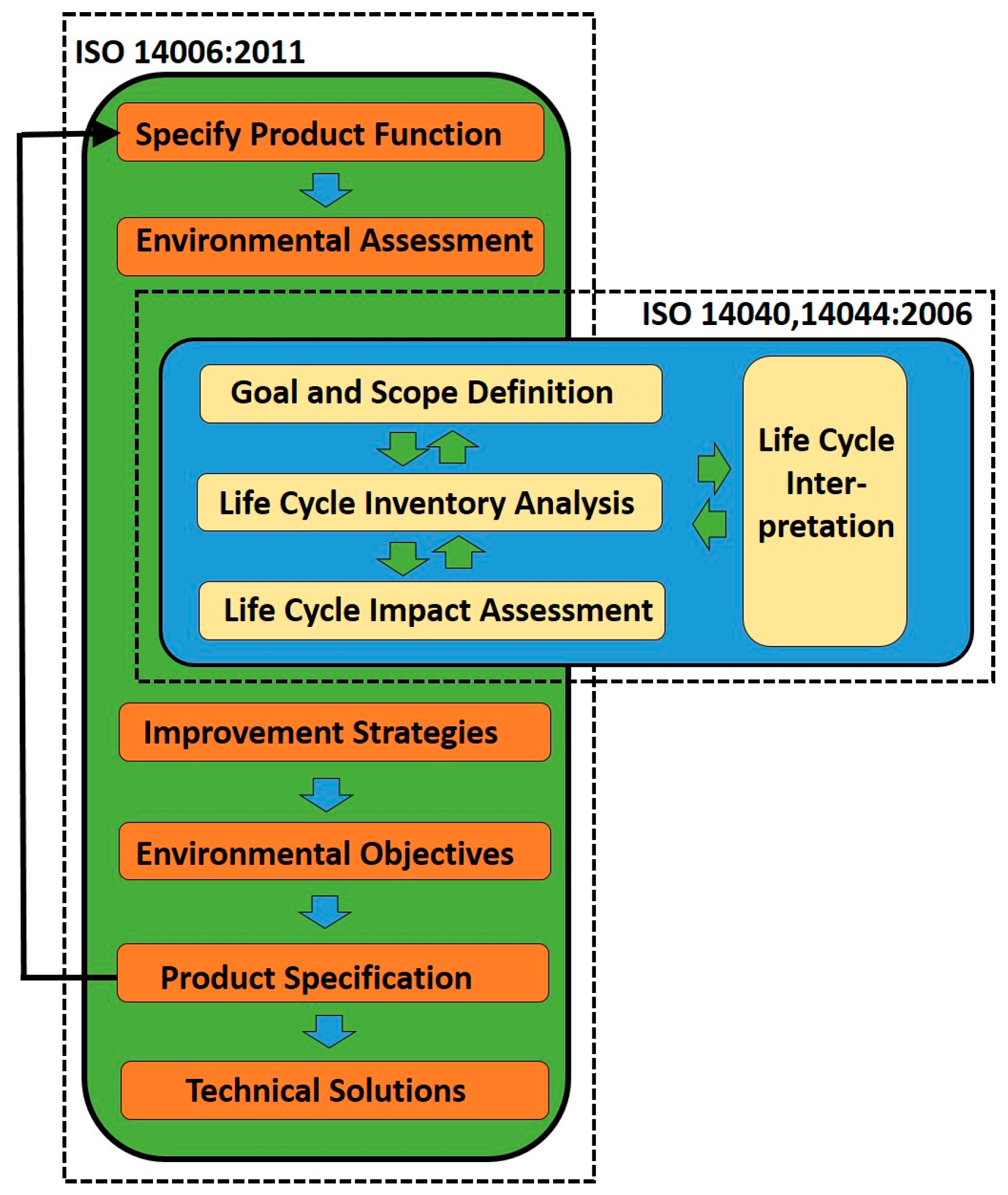
2. Eco-Design of a Syrup Product Container
2.1. Specify Product Functions
2.2. Environmental Assessment
2.2.1. Goal and Scope Definition
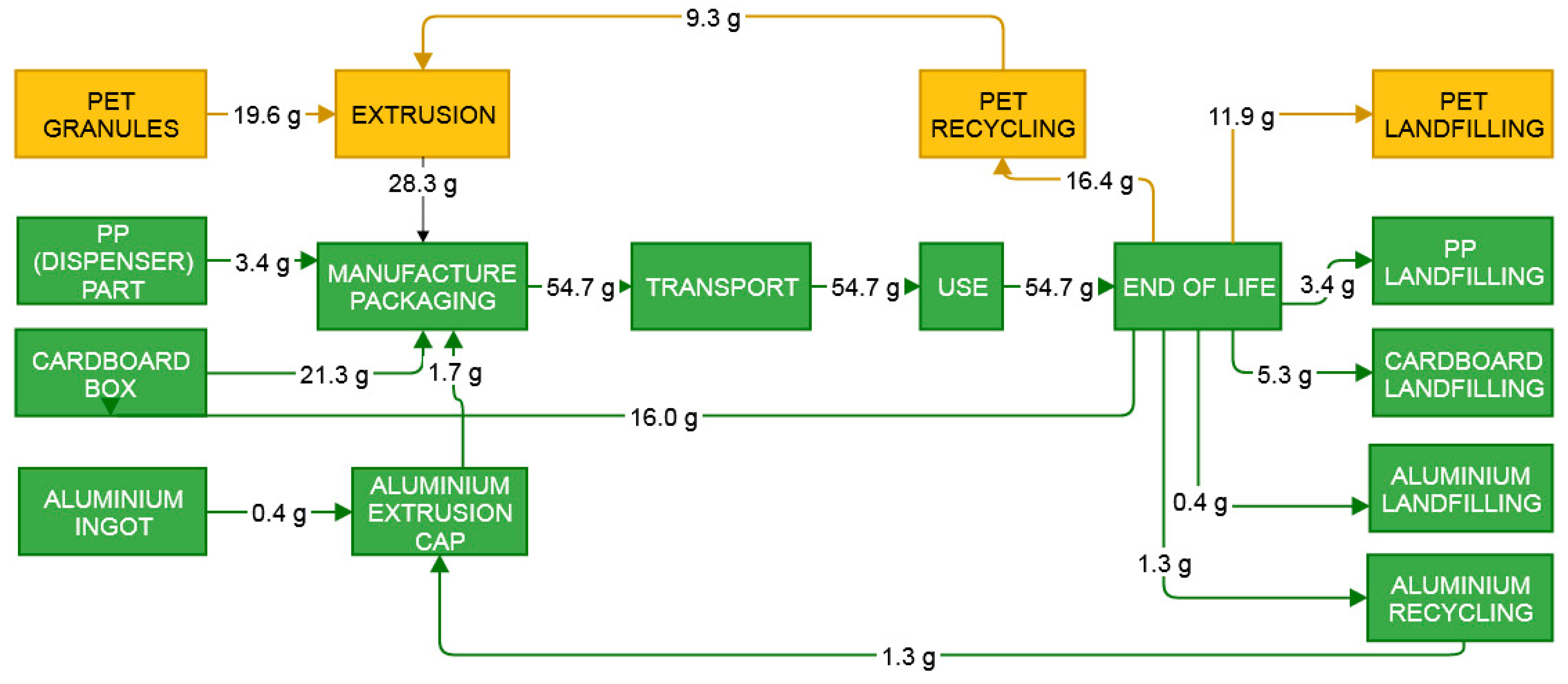
2.2.2. Life Cycle Inventory Analysis
Assumptions
- (1)
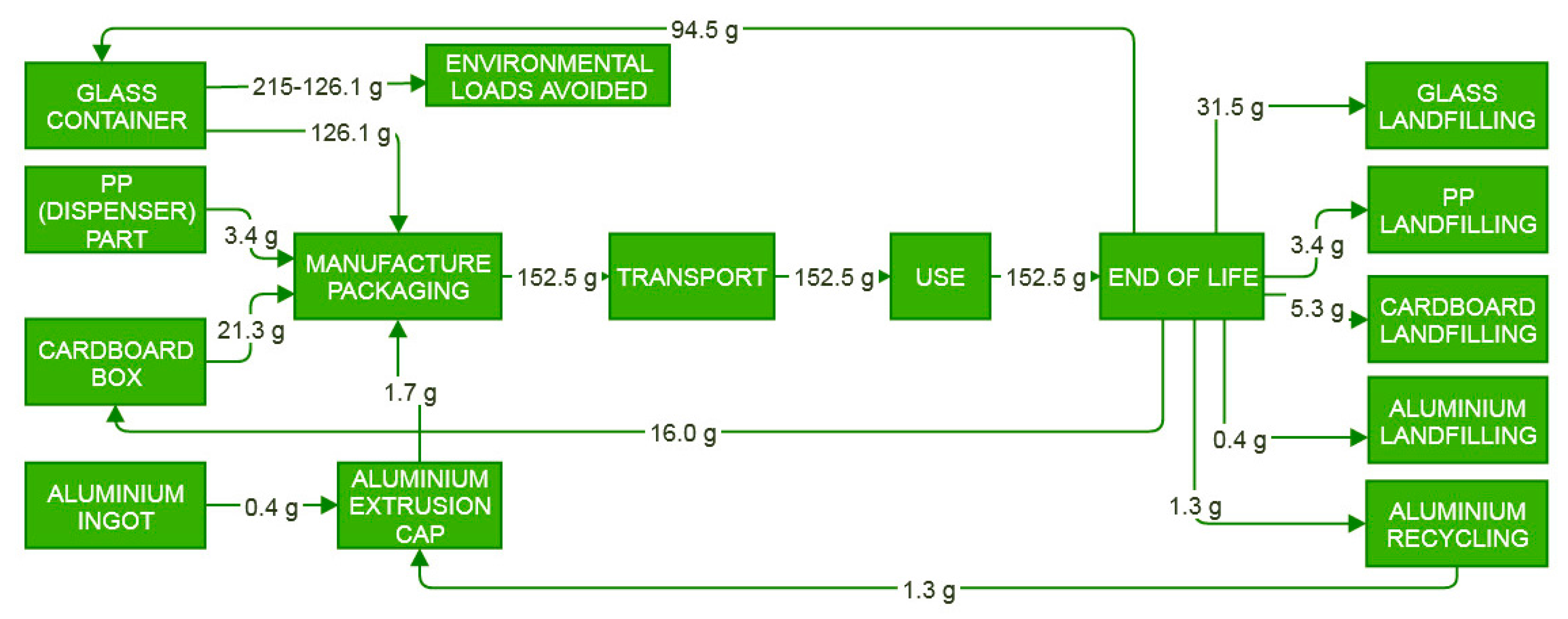
- According to the GaBi® 6.0. Pro. software database [30], the production of 1 kg of glass containers involves 0.44 kg of recycled glass. The process also takes into account the recycling inputs and outputs (recovery, transport, classification, and crushing). An amber colour is obtained by the addition of iron salts that are also included as raw material.
- (2)
- (3)
- The weight of the patient information leaflet is very small, so it has been added to the cardboard box weight.
- (4)
- Transport was carried out by diesel truck for an average distance of 100 km from the pharmaceutical industry to the selling points.
- (5)
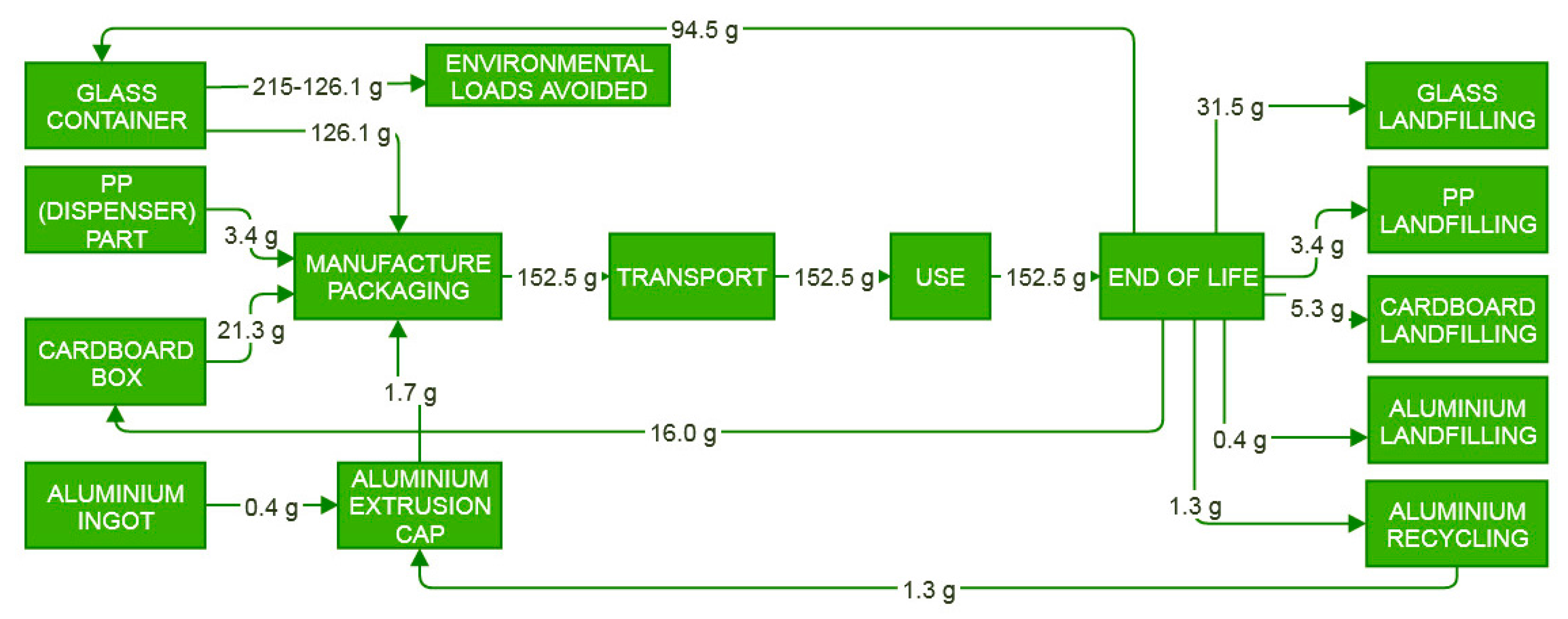
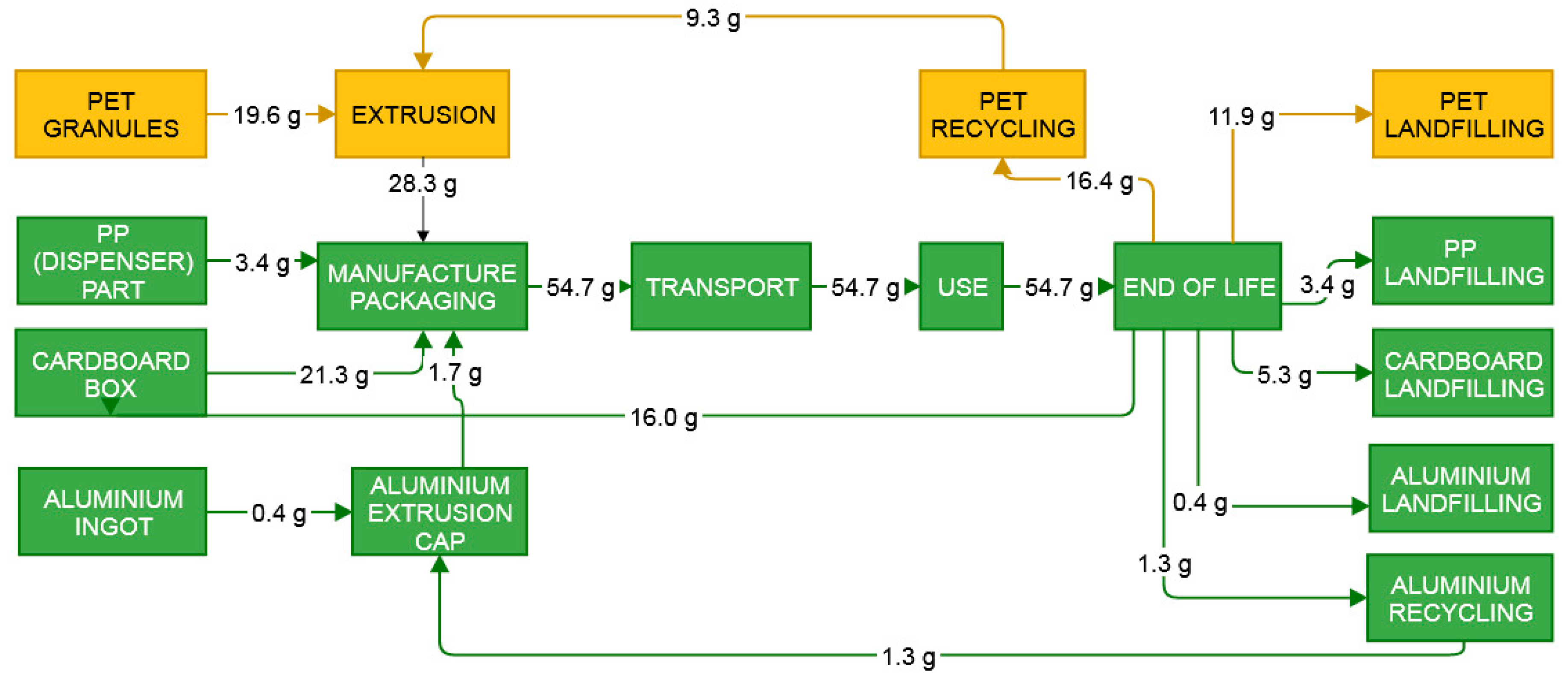
- Regarding the end of life, a closed loop allocation procedure has been applied for glass, cardboard, and aluminium recycling. In this case, the need for allocation is avoided because the use of secondary material displaces the use of virgin (primary) materials [21]. Although cough syrup packaging is a pharmaceutical material and should be treated as a special recycling material, the syrup itself cannot be considered a toxic compound and these collecting and cleaning special processes have not been considered in this study; recycling glass, aluminium, cardboard, and PET rates are the same as standard commercial rates. Following the recycling rates for these materials that currently exist in Spain [33,34], it has been assumed that 75% of the cardboard and glass waste materials were recycled whereas the rest of these wastes were landfilled. However, LCA software only allows introducing 0.44 kg of recycled glass per kg of glass container produced. If 75% of the glass container is recycled (94.5 g in Figure 2), GaBi® Glass Container process will produce 215 g of glass container. To avoid the environmental impacts of producing 215 g of glass container instead of the 126.1 g that in truth are used, an “Environmental Loads Avoided” process is introduced. This process subtracts environmental impacts of producing 88.9 g (215–126.1) of glass container. In the case the Corrugated Board production process, these operations are avoided because LCA software allows producing cardboard with almost all the raw materials being recycled cardboard.In the case of the PET bottles, the current recycling rate in Spain for PET wastes is 57% [35]. Since there is no PET recycling process in the GaBi® Database, inventory data from two different PET recycling processes found in the literature were used [36,37]. Data from Arena et al. [37] were used in the study, and sensitivity analysis was performed with Perugini et al. [36] data in order to analyse their influence on the final results. Tables S1 and S2 in Supplementary Material (SM) include the data that was used.
- (6)
- Unlike glass containers and cardboard boxes, there is no process for aluminium parts manufacturing in GaBi® 6.0. Pro. that takes into account the percentage of recycled aluminium as input. For the aluminium, it was considered that 78% of the aluminium waste would be recycled. However, the software can simulate the procedure for obtaining an aluminium ingot from aluminium scraps. This is the process included in Figure 2 as “Recycling Aluminium”. With an input of 1.3 g of aluminium scraps (78% of the aluminium waste generated), this process generates 1.26 g of aluminium ingot. This ingot is reintroduced into the system as input in the aluminium extrusion profile manufacturing process.
- (7)
- It is considered that the polypropylene dispenser was sent to the landfill.
- (8)
- The environmental impacts, associated to printing ink on the cardboard box and the patient information leaflet, have not been taking into account because their importance is considered to be minor.
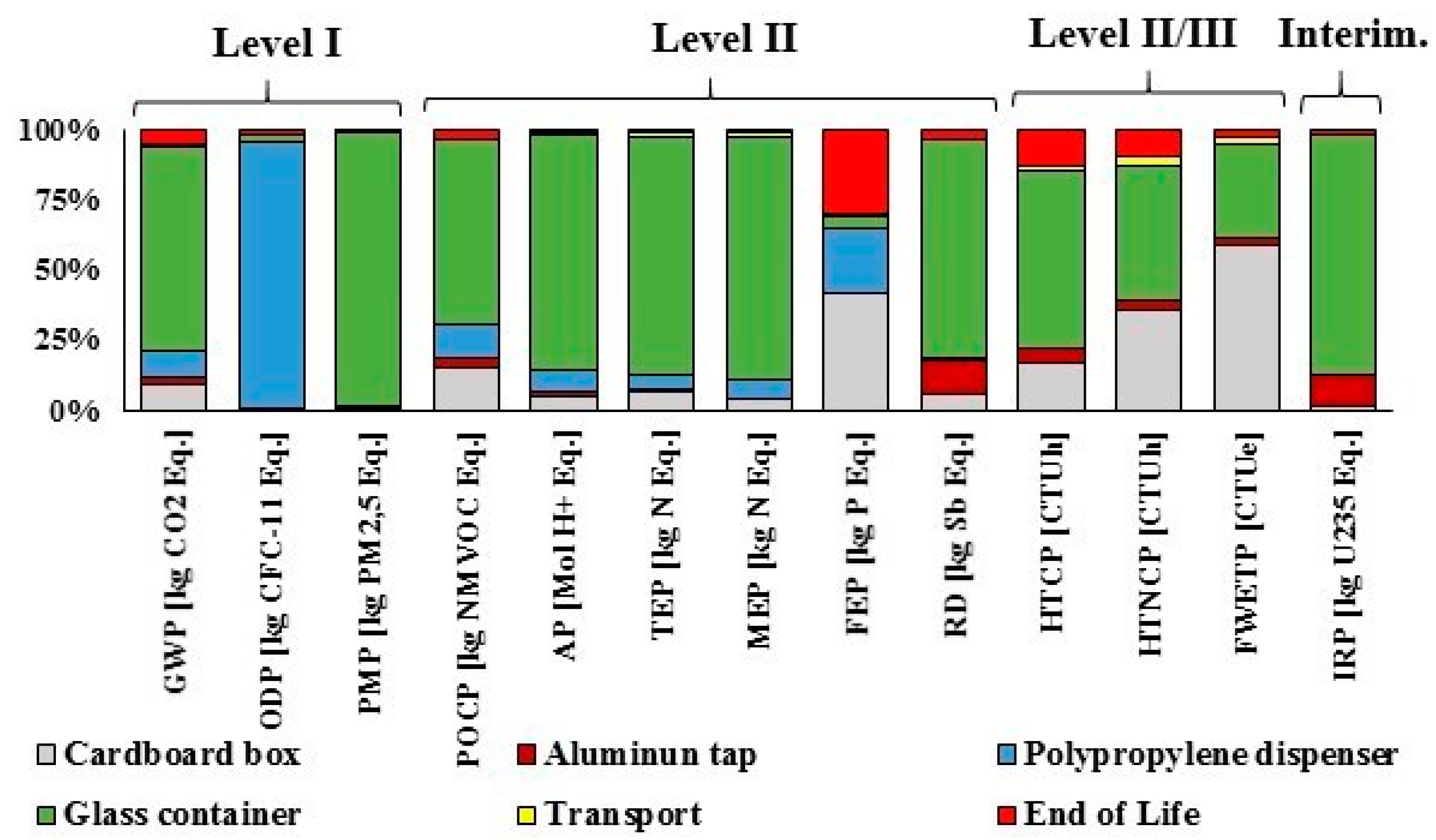
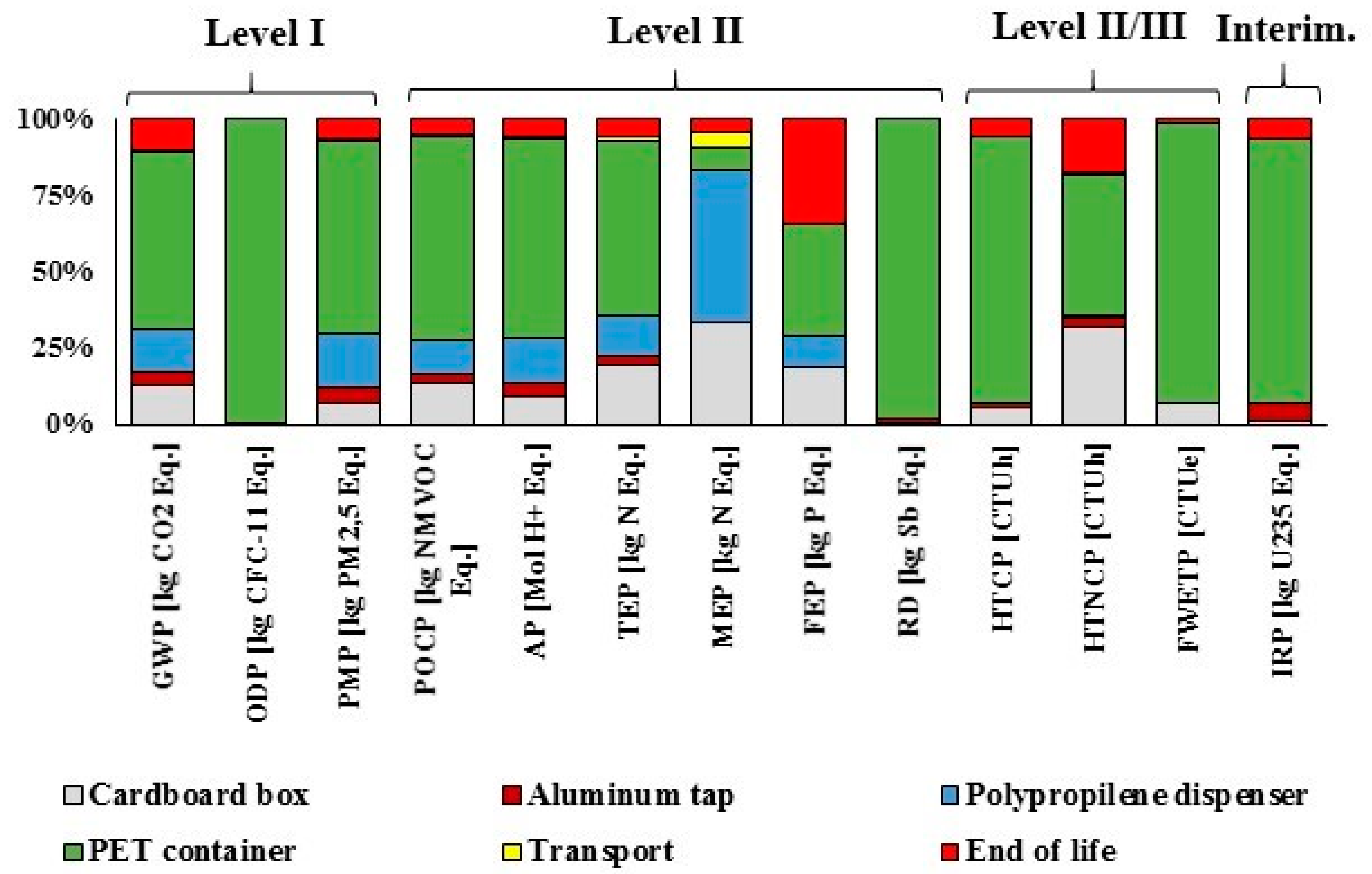
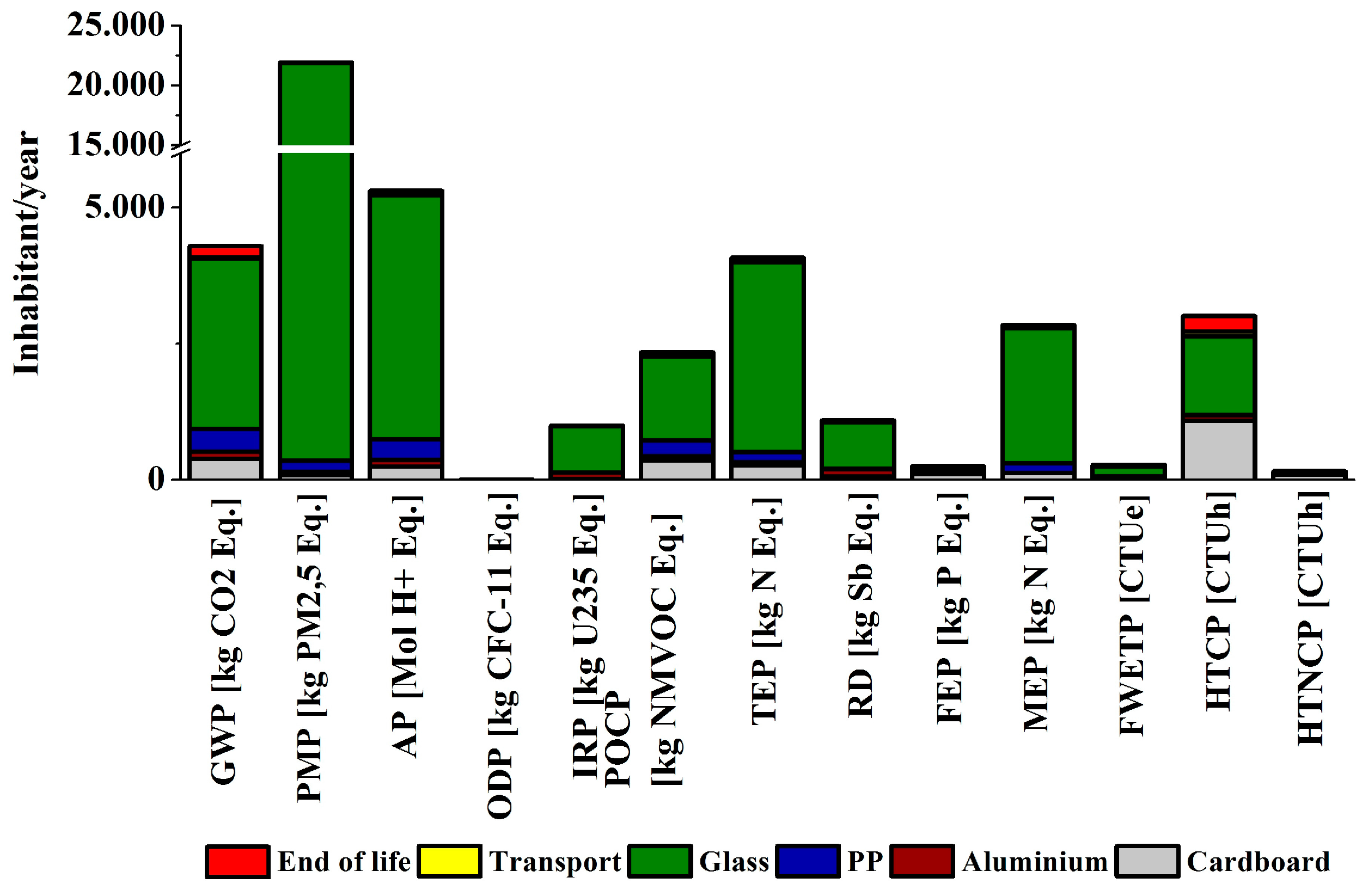
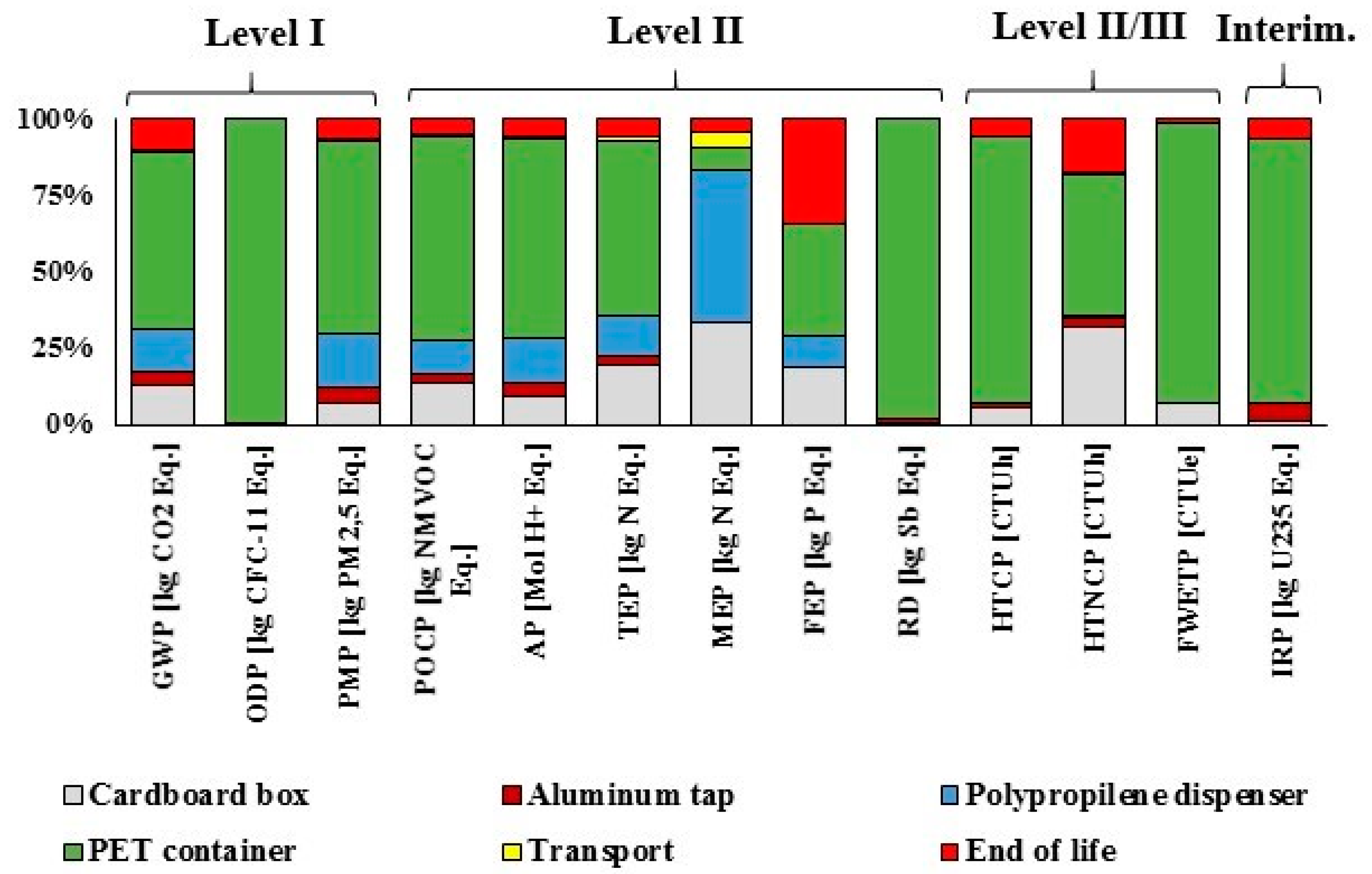
2.2.3. Life Cycle Impact Assessment (LCIA)
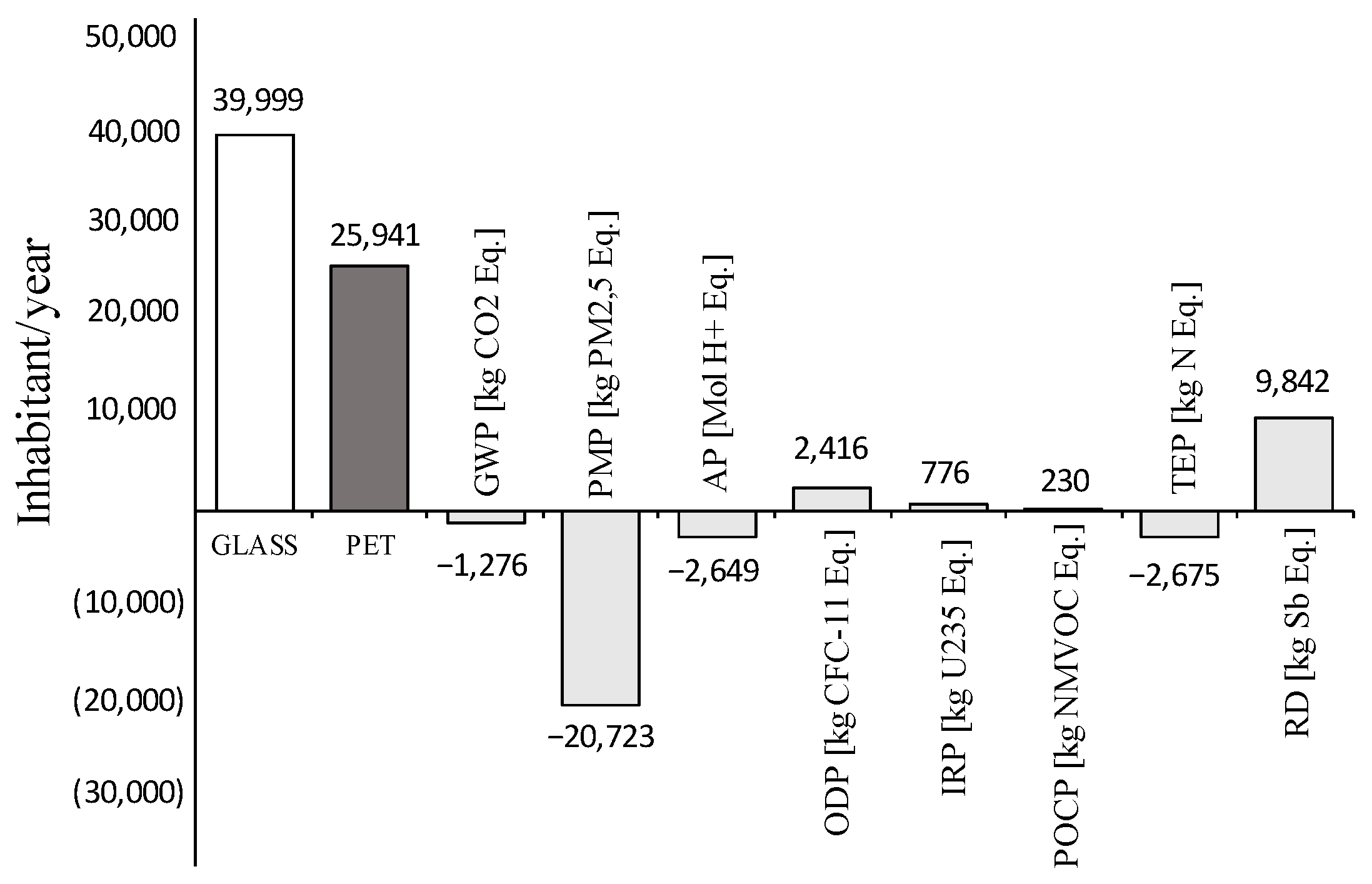
2.2.4. Life Cycle Interpretation
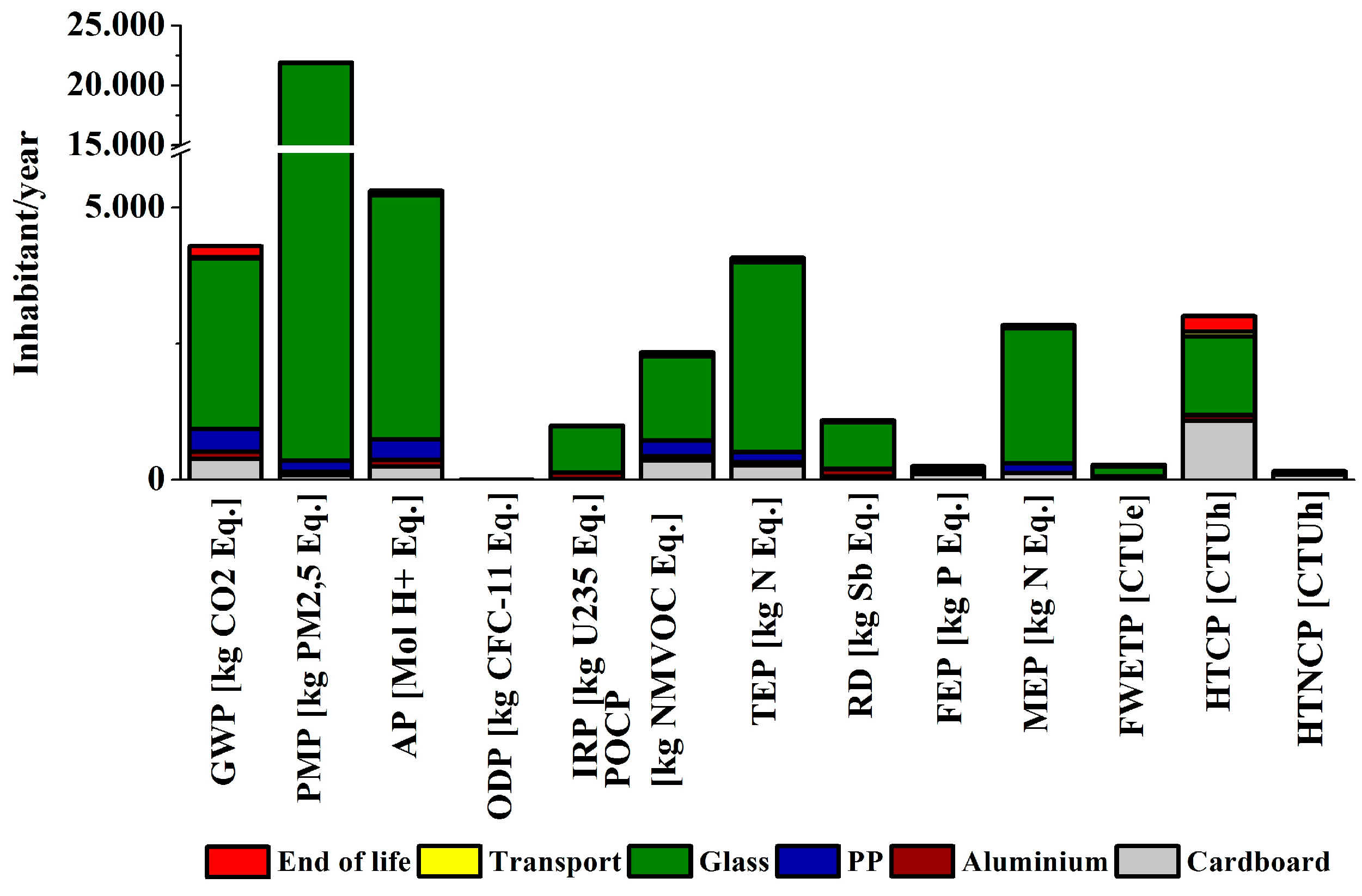
Normalisation
2.3. Strategies of Improvement
- 1
- reduction of the number of different materials and selection of the most appropriate ones;
- 2
- reduction of environmental impact in the production phase;
- 3
- optimisation of the distribution phase;
- 4
- reduction of environmental impact on the use phase;
- 5
- extension of the product’s useful life span;
- 6
- simplification of product disassembly (design for disassembly);
- 7
- design for reuse;
- 8
- design for recycling.
2.4. Environmental Objectives, Product Specification, and Technical Solutions
3. Limitations and Applicability of This Method
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ihobe. Manual Práctico de Ecodiseño. Operativa de Implantación en 7 Pasos; Ihobe: Bilbao, Spain, 2000. [Google Scholar]
- Poudelet, V.; Chayer, J.; Margni, M.; Pellerin, R.; Samson, R. A Process-Based Approach to Operationalize Life Cycle Assessment through the Development of an Eco-Design Decision-Support System. J. Clean. Prod. 2012, 33, 192–201. [Google Scholar] [CrossRef]
- Asociación Española de Normalización y Certificación (AENOR). UNE 150301:2003—Gestión Ambiental del Proceso de Diseño y Desarrollo. Ecodiseño; AENOR: Madrid, Spain, 2003. [Google Scholar]
- International Organization for Standarization. ISO Technical Report ISO/TR 14062—Environmental Management—Integrating Environmental Aspects into Product Design and Development; International Organization for Standarization: Geneva, Switzerland, 2002. [Google Scholar]
- Arana-Landin, G.; Heras-Saizarbitoria, I. Paving the Way for the ISO 14006 Ecodesign Standard: An Exploratory Study in Spanish Companies. J. Clean. Prod. 2011, 19, 1007–1015. [Google Scholar] [CrossRef]
- International Organization for Standarization. ISO 14006:2011 Environmental Management Systems—Guidelines for Incorporating Ecodesign; International Organization for Standarization: Geneva, Switzerland, 2011. [Google Scholar]
- Gehin, A.; Zwolinski, P.; Brissaud, D. A Tool to Implement Sustainable End-of-Life Strategies in the Product Development Phase. J. Clean. Prod. 2008, 16, 566–576. [Google Scholar] [CrossRef]
- Cerdan, C.; Gazulla, C.; Raugei, M.; Martinez, E.; Fullana-i-Palmer, P. Proposal for New Quantitative Eco-Design Indicators: A First Case Study. J. Clean. Prod. 2009, 17, 1638–1643. [Google Scholar] [CrossRef]
- Vinodh, S.; Rathod, G. Integration of ECQFD and LCA for Sustainable Product Design. J. Clean. Prod. 2010, 18, 833–842. [Google Scholar] [CrossRef]
- Lewandowska, A.; Matuszak-Flejszman, A. Eco-Design as a Normative Element of Environmental Management Systems—the Context of the Revised ISO 14001:2015. Int. J. Life Cycle Assess. 2014, 19, 1794–1798. [Google Scholar] [CrossRef]
- Van Hemel, C.; Cramer, J. Barriers and Stimuli for Ecodesign in SMEs. J. Clean. Prod. 2002, 10, 439–453. [Google Scholar] [CrossRef]
- Le Pochat, S.; Bertoluci, G.; Froelich, D. Integrating Ecodesign by Conducting Changes in SMEs. J. Clean. Prod. 2007, 15, 671–680. [Google Scholar] [CrossRef]
- Arana-Landin, G.; Heras-Saizarbitoria, I.; Cilleruelo-Carrasco, E. A Case Study of the Adoption of a Reference Standard for ISO 14006 in the Lift Industry. Clean Technol. Environ. Policy 2012, 14, 641–649. [Google Scholar] [CrossRef]
- Landeta, B.; Arana-Landin, G.; De Arbulo, P.R.; Diaz De Basurto, P. A Case Study of the Adoption of the ISO 14006 in the Capital Equipment Sector. In Proceedings of the WOBI 2015—2015 International Work Conference on Bio-Inspired Intelligence: Intelligent Systems for Biodiversity Conservation, Donostia-San Sebastián, Spain, 9–12 June 2015; pp. 39–42. [Google Scholar]
- Brones, F.; De Carvalho, M.M.; De Senzi Zancul, E. Ecodesign in Project Management: A Missing Link for the Integration of Sustainability in Product Development? J. Clean. Prod. 2014, 80, 106–118. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, H.-P.; Zhang, C. Green QFD-II: A Life Cycle Approach for Environmentally Conscious Manufacturing by Integrating LCA and LCC into QFD Matrices. Int. J. Prod. Res. 1999, 37, 1075–1091. [Google Scholar] [CrossRef]
- Senthil, K.D.; Ong, S.K.; Nee, A.Y.C.; Tan, R.B.H. A Proposed Tool to Integrate Environmental and Economical Assessments of Products. Environ. Impact Assess. Rev. 2003, 23, 51–72. [Google Scholar] [CrossRef]
- Adhitya, A.; Halim, I.; Srinivasan, R. Decision Support for Green Supply Chain Operations by Integrating Dynamic Simulation and LCA Indicators: Diaper Case Study. Environ. Sci. Technol. 2011, 45, 10178–10185. [Google Scholar] [CrossRef] [PubMed]
- Prendeville, S.; Niemczyk, M.; Sanders, C.; Lafond, E.; Elgorriaga, A.; Mayer, S.; Kane, D. Envisioning Ecodesign: Definitions, Case Studies and Best Practice; European Network of Ecodesign Centres (ENEC): Cardiff, UK, 2014. [Google Scholar]
- International Organization for Standarization. ISO 14040:2006 Environmental Management-Life Cycle Assessment-Principles and Framework; International Organization for Standarization: Geneva, Switzerland, 2006. [Google Scholar]
- International Organization for Standarization. ISO 14044:2006 Environmental Management, Life Cycle Assessment, Requirements and Guidelines; International Organization for Standarization: Geneva, Switzerland, 2006. [Google Scholar]
- Bevilacqua, M.; Ciarapica, F.E.; Giacchetta, G. Integration of Design for Environmental Concepts in Product Life Cycle. In Design for Environment as a Tool for the Development of a Sustainable Supply Chain; Bevilacqua, M., Ciarapica, F.E., Giacchetta, G., Eds.; Springer: London, UK, 2012. [Google Scholar]
- Kobayashi, H. Strategic Evolution of Eco-Products: A Product Life Cycle Planning Methodology. Res. Eng. Des. 2005, 16, 1–16. [Google Scholar] [CrossRef]
- Bovea, M.D.; Wang, B. Identifying Environmental Improvement Options by Combining Life Cycle Assessment and Fuzzy Set Theory. Int. J. Prod. Res. 2003, 41, 593–609. [Google Scholar] [CrossRef]
- Lewandowska, A.; Kurczewski, P. ISO 14062 in Theory and Practice-Ecodesign Procedure. Part 1: Structure and Theory. Int. J. Life Cycle Assess 2010, 15, 769–776. [Google Scholar] [CrossRef]
- González-García, S.; Salinas-Mafias, L.; Garria-Lozano, R.; Gabarrell, X.; Rieradevall, J.; Feijoo, G.; Moreira, M.T. Application of Ecodesign Methodology in SMEs Run According to Lean Management: The Case of a Furniture Publishing Company. Environ. Eng. Manag. J. 2014, 13, 2977–2988. [Google Scholar]
- Hunkeler, D.; Vanakari, E. Ecodesign and LCA: Survey of Current Uses of Environmental Attributes in Product and Process Development. Int. J. Life Cycle Assess. 2000, 5, 145–151. [Google Scholar] [CrossRef]
- European Committee for Standardization. Standard CR 12340:1996 “Packaging. Recommendations for Conducting Life-Cycle Inventory Analysis of Packaging Systems”; European Committee for Standardization: Geneva, Switzerland, 1996. [Google Scholar]
- Navajas, A.; Bernarte, A.; Arzamendi, G.; Gandía, L.M. Ecodesign of PVC Packing Tape using Life Cycle Assessment. Int. J. Life Cycle Assess. 2014, 19, 218–230. [Google Scholar] [CrossRef]
- PE International. Process Data Set: Container Glass; Technology Mix; Production Mix, at Plant. 2013. Available online: http://gabi-documentation-2016.gabi-software.com/xml-data/processes/d7bbec20-f8d8-4a8a-9a99-c7cdafaaa77d.xml (accessed on 12 February 2016).
- PE International. Process Data Set: Corrugated Board Boxes; Technology Mix; Production Mix, at Plant. 2013. Available online: http://gabi-dataset-documentation.gabi-software.com/xml_data/processes/3fc467e6-280d-4de0-a426-a036b6a30c99_01.00.000.xml (accessed on 12 February 2016).
- European Federation of Corrugated Board Manufacturers (FEFCO). European Database for Corrugated Board Life Cycle Studies 2012; FEFCO: Brussels, Belgium, 2012. [Google Scholar]
- ECOEMBES. Reciclaje Envases España. 2014. Available online: https://www.ecoembes.com/es/ciudadanos/envases-y-proceso-reciclaje/reciclaje-en-datos (accessed on 12 February 2016).
- The European Container Glass Federation. 2013. Available online: http://www.feve.org/index.php?option=com_content&view=article&id=10&Itemid=11 (accessed on 12 February 2016).
- Asociación Nacional del Envase de PET. PET Y Medio Ambiente. 2014. Available online: http://anep-pet.com/index.php/conociendo-el-pet/pet-y-medio-ambiente (accessed on 12 February 2016).
- Perugini, F.; Mastellone, M.L.; Arena, U. A Life Cycle Assessment of Mechanical and Feedstock Recycling Options for Management of Plastic Packaging Wastes. Environ. Prog. 2005, 24, 137–154. [Google Scholar] [CrossRef]
- Arena, U.; Mastellone, M.L.; Perugini, F. Life Cycle Assessment of a Plastic Packaging Recycling System. Int. J. Life Cycle Assess. 2003, 8, 92–98. [Google Scholar] [CrossRef]
- Guinée, J. Handbook on Life Cycle Assessment; Kluwer: Alphen aan den Rijn, The Netherlands, 2002. [Google Scholar]
- Wimmer, W.; Züst, R.; Lee, K.M. Ecodesign Implementation; Springer: Berlin, Germany, 2004. [Google Scholar]
- Finkbeiner, M. Gap Analysis for the Life Cycle Assessment of Container Packaging; Fédération Européenne du Verre d’Emballage (FEVE): Brussels, Belgium, 2012. [Google Scholar]
- Flanigan, L.; Frischknecht, R.; Montalbo, T. An Analysis of Life Cycle Assessment in Packaging for Food & Beverage Applications; UNEP/SETAC Life Cycle Initiative: Paris, France, 2013. [Google Scholar]
- Dreyer, L.C.; Niemann, A.L.; Hauschild, M.Z. Comparison of Three Different LCIA Methods: EDIP97, CML2001 and Eco-Indicator 99: Does it Matter which One You Choose? Int. J. Life Cycle Assess. 2003, 8, 191–200. [Google Scholar] [CrossRef]
- Owsianiak, M.; Laurent, A.; Bjørn, A.; Hauschild, M.Z. IMPACT 2002+, ReCiPe 2008 and ILCD’s Recommended Practice for Characterization Modelling in Life Cycle Impact Assessment: A Case Study-Based Comparison. Int. J. Life Cycle Assess. 2014, 19, 1007–1021. [Google Scholar] [CrossRef]
- Ferreira, C.; Freire, F.; Ribeiro, J. Life-Cycle Assessment of a Civil Explosive. J. Clean. Prod. 2015, 89, 159–164. [Google Scholar] [CrossRef]
- Laurent, A.; Clavreul, J.; Bernstad, A.; Bakas, I.; Niero, M.; Gentil, E.; Christensen, T.H.; Hauschild, M.Z. Review of LCA Studies of Solid Waste Management Systems—Part II: Methodological Guidance for a Better Practice. Waste Manag. 2014, 34, 589–606. [Google Scholar] [CrossRef] [PubMed]
- European Commission-Joint Research Centre (EC-JRC). Characterization Factors of the ILCD Recommended Life Cycle Impact Assessment Methods; EC-JRC: Brussels, Belgium, 2012. [Google Scholar]
- European Commission-Joint Research Centre (EC-JRC). Normalisation Method and Data for Environmental Footprints; EC-JRC: Brussels, Belgium, 2014. [Google Scholar]
- Hauschild, M.Z.; Goedkoop, M.; Guinée, J.; Heijungs, R.; Huijbregts, M.; Jolliet, O.; Margni, M.; De Schryver, A.; Humbert, S.; Laurent, A.; et al. Identifying Best Existing Practice for Characterization Modeling in Life Cycle Impact Assessment. Int. J. Life Cycle Assess. 2013, 18, 683–697. [Google Scholar] [CrossRef]
- European Commission-Joint Research Centre (EC-JRC). Recommendations Based on Existing Environmental Impact Assessment Models and Factors for Life Cycle Assessment in European Context; EC-JRC: Brussels, Belgium, 2012. [Google Scholar]
- Agency for Toxic Substances and Disease Registry (ATSDR). Toxicological Profile for Fluorides, Hydrogen Fluoride and Fluorine. ATSDR, Public Health Service, US Department of Health and Human Services; Agency for Toxic Substances and Disease Registry (ATSDR): Atlanta, GA, USA, 2005. [Google Scholar]
- Suthar, S.; Sajwan, P.; Kumar, K. Vermiremediation of Heavy Metals in Wastewater Sludge from Paper and Pulp Industry using Earthworm Eisenia Fetida. Ecotoxicol. Environ. Saf. 2014, 109, 177–184. [Google Scholar] [CrossRef] [PubMed]
- Van Hoof, G.; Vieira, M.; Gausman, M.; Weisbrod, A. Indicator Selection in Life Cycle Assessment to Enable Decision Making: Issues and Solutions. Int. J. Life Cycle Assess. 2013, 18, 1568–1580. [Google Scholar] [CrossRef]
- Slapnik, M.; Istenic, D.; Pintar, M.; Udovc, A. Extending Life Cycle Assessment Normalization Factors and use of Machine Learning—A Slovenian Case Study. Ecol. Ind. 2015, 50, 161–172. [Google Scholar] [CrossRef]
- Seppälä, J.; Posch, M.; Johansson, M.; Hettelingh, J.-P. Country-Dependent Characterisation Factors for Acidification and Terrestrial Eutrophication Based on Accumulated Exceedance as an Impact Category Indicator. Int. J. Life Cycle Assess. 2006, 11, 403–416. [Google Scholar] [CrossRef]
- Myllyviita, T.; Leskinen, P.; Seppälä, J. Impact of Normalisation, Elicitation Technique and Background Information on Panel Weighting Results in Life Cycle Assessment. Int. J. Life Cycle Assess. 2014, 19, 377–386. [Google Scholar] [CrossRef]
- Klöpffer, W.; Grahl, B. Life Cycle Assessment. A Guide to Best Practice; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- SIGRE. Iniciativas del Sector Farmaceutico en la Prevencios de Residuos de Envases; SIGRE: Madrid, Spain, 2013. [Google Scholar]
- United Nations Environment Programme. Design for Sustainability. A Step-by-Step Approach; United Nations Environment Prgramme: Nairobi, Kenya, 2009. [Google Scholar]
- Tomás, R.A.F.; Bordado, J.C.M.; Gomes, J.F.P. P-Xylene Oxidation to Terephthalic Acid: A Literature Review Oriented Toward Process Optimization and Development. Chem. Rev. 2013, 113, 7421–7469. [Google Scholar]
- Poly-Ethyleneterephthalate (PET). Bottle Grade. 2008. Available online: http://www.plasticseurope.org/Documents/Document/20100312112214-FINAL_EPD_PET_BottleGrade_270409-20081215-016-EN-v1.pdf (accessed on 12 February 2016).
- Linic, S.; Christopher, P.; Ingram, D.B. Plasmonic-Metal Nanostructures for Efficient Conversion of Solar to Chemical Energy. Nat. Mater. 2011, 10, 911–921. [Google Scholar] [CrossRef] [PubMed]
- Westerhoff, P.; Prapaipong, P.; Shock, E.; Hillaireau, A. Antimony Leaching from Polyethylene Terephthalate (PET) Plastic used for Bottled Drinking Water. Water Res. 2008, 42, 551–556. [Google Scholar] [CrossRef] [PubMed]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Navajas, A.; Uriarte, L.; Gandía, L.M. Application of Eco-Design and Life Cycle Assessment Standards for Environmental Impact Reduction of an Industrial Product. Sustainability 2017, 9, 1724. https://doi.org/10.3390/su9101724
Navajas A, Uriarte L, Gandía LM. Application of Eco-Design and Life Cycle Assessment Standards for Environmental Impact Reduction of an Industrial Product. Sustainability. 2017; 9(10):1724. https://doi.org/10.3390/su9101724
Chicago/Turabian StyleNavajas, Alberto, Leire Uriarte, and Luis M. Gandía. 2017. "Application of Eco-Design and Life Cycle Assessment Standards for Environmental Impact Reduction of an Industrial Product" Sustainability 9, no. 10: 1724. https://doi.org/10.3390/su9101724
APA StyleNavajas, A., Uriarte, L., & Gandía, L. M. (2017). Application of Eco-Design and Life Cycle Assessment Standards for Environmental Impact Reduction of an Industrial Product. Sustainability, 9(10), 1724. https://doi.org/10.3390/su9101724