1. Introduction
The entral idea of the mass customisation approach is to deliver products that have some degree of customisation while striving to meet the standards of efficiency, cost, and quality of mass production [
1]. Therefore, it seeks to simultaneously achieve two seemingly conflicting goals, high product variety and high volume, by delivering products that fulfil the specific requirements of different customers through flexible processes and organizational structures [
2]. In house building, mass customisation has been linked to environmental and social sustainability, as it can potentially eliminate waste resulting from changes carried out by occupants after moving in, and provide an opportunity for increasing their sense of identity and ownership.
Product modularity (or modular architecture) is one of the key elements of mass customisation strategies. It concerns the use of a limited set of modules to create several product variants [
3]. The mixing and matching of modules in different combinations leads to high product variety, whereas high volume is achieved by using a limited number of modules across a large number of product variants [
2].
The use of a set of interchangeable components sub-assemblies (modules) to build a wide range of dwellings has been pointed out as one of the necessary strategies to improve the performance of the house-building industry [
4,
5]. In this context, much of the design effort goes into designing modules that can be combined to produce a wide range of solutions [
6]. This determines, to a large extent, the degree of customisation of dwellings and the level of efficiency that can be achieved in production [
4,
7,
8]. Despite the potential benefits of product modularity, there are two main difficulties in the dissemination of this concept in the house-building sector.
The first difficulty relates to the lack of consensus on the conceptualization of product modularity. A large number of perspectives, languages and definitions are presented in the literature, from different fields of knowledge, such as engineering management, management science, and operations management [
9]. According to Gershenson
et al. [
3], there is neither a clear measure of product modularity nor a widely adopted systematic method to help designers to increase the degree of product modularity. Such a diversity of definitions constitutes a major barrier to the advancement of scientific knowledge [
9]. It hampers the creation of valid measures, which are necessary for empirical testing and theory building [
9,
10].
The second difficulty relates to the differences between the construction and manufacturing industries, as existing product modularity conceptualizations do not consider the peculiarities of construction, such as on-site production, temporary supply chains, and buildings as one-off-products [
11]. In fact, previous studies investigated product modularity in construction, reinforcing the relevance of this topic in this sector. For instance, Voordijk
et al. [
5] explored the idea of aligning product, process and supply chain architecture, while Halman
et al. [
6] and Veentra
et al. [
12] investigated the development of product platform architectures for the house-building industry. Moreover, the concept of product modularity has a strong connection with the open building approach, which focuses on the introduction of different levels of decision making in the building process, and the possibility of decoupling building parts with different life cycles [
13]. However, none of those studies have proposed a conceptual framework for product modularity for building products, addressing differences between manufacturing and construction.
This research aims to address that gap by adapting the conceptualization of product modularity so that it can effectively be used in the house-building industry. The research also proposes two operational tools, named the module combination matrix and module interactions matrix, which can support decision-making in the development of house-building products. Therefore, this study has a prescriptive character, as its main contribution focuses on understanding product modularity in this specific context to support the design of customised house-building projects. This investigation was part of broader research work whose main outcome was a conceptual framework for defining customisation strategies in house building [
14].
2. Product Architecture and Modularity
Product architecture is a conceptual representation of the physical components used for making a product and the interactions between them, which affect the functioning of that product [
15]. Any product has a product architecture regardless whether it was deliberately devised or not [
16]. According to Salvador [
9], the conceptualisation of product modularity does not point to a single concept, but it encompasses a number of different and interrelated concepts.
Ulrich [
17] suggests that a product architecture is defined by three main decisions: (i) the arrangement of functional elements; (ii) the mapping from functional elements to physical components; and (iii) the specification of the interfaces among interacting physical components. The most common distinction made in the typology of product architecture is between a modular architecture and an integral architecture, although most products cannot be classified strictly as modular or integral [
17]. There is rather a continuum, in which a product design can assume different architectures.
Functional elements define what a product does, whereas physical components are the chunks designed to fulfil these functions [
17,
18]. Clearly, there is a relationship between the functional elements and chunks of a product, termed as function-component allocation scheme [
10]. Allocation schemes can be one-to-one, many-to-one, one-to-many, or many-to-many [
17], depending on the design solution. In modular architecture, there is a one-to-one allocation scheme, in which each chunk (a sub-assembly of components) is physically independent and performs only one function [
17]. Those chunks are termed modules [
19] and can be mixed and matched in distinct combinations. By contrast, in integral architecture, there is a complex mapping (not one-to-one) from functional elements into physical components, and coupled interfaces [
17]. This means that two or more physical components perform more than one function, or conversely two or more functions are performed by a single component.
The functional elements and components that form a product can be organized into hierarchical levels [
9,
19,
20]. At the highest level, a function is provided by the whole product, whereas at the lowest level a very specific function might be provided by a single component [
10]. Clearly, the level of interest when designing a product architecture is to define a set of sub-functions somewhere between these extremes [
10], so that each function is close to client requirements, and the modules devised to fulfil these functions can be combined to meet distinct requirements.
Indeed, in mass customisation, product variants are often the result of different module combinations, which should be able to meet different client orders. Thus, it is important to devise modules that fulfil as many requirements as possible but that can also be used in a large number of product variants [
10]. Pine II [
2] described the main benefits of modular architecture as (i) economies of scale, which are achieved through the production of high volumes of standardised components rather than standardised products; (ii) economies of scope, which are achieved by using the modules over and over again in several product variants; and (iii) customisation being provided by using a limited number of modules to provide several product variants.
Platform is a concept closely related to modular architecture. A platform can be described as a basic common module that is used in several variants of a product family [
21]. In other words, it is a specific module that encompass a larger chunk of physical parts than the other modules and that is used in every product variant that can be generated in a particular system [
9].
A one-to-one allocation scheme is a necessary (although not a sufficient) condition for modular architecture [
10]. In addition, the specification of interfaces needs to be appropriately established for modules to be interchangeably used across combinations [
17]. The degree to which the interfaces among interacting modules follow a standard defines the compatibility among modules [
22]. In other words, if two modules have the same interface standard it means that they can be combined. Using only one interface standard enables more modules combinations to be created than using several interface standards. Indeed, Salvador [
9] points out that the highest level of combinability is achieved when all possible combinations of all available modules can be made. This can only occur when all modules have only one interface standard, as in sectional architecture [
17]. However, such level of combinability might not be possible or desirable, and often there is more than one interface standard in a product architecture.
The number of different interface standards is a key issue when designing a product for mass customisation, as it determines the possible combinations between modules and, consequently, the product variants that can be created. The terms decoupled [
17] or loosely coupled [
12,
23] are often used to describe modules that have the same interface standard and thus can be interchangeably used across different combinations. The terms coupled or tightly coupled refer to modules that cannot be easily combined either because of ambiguous allocation schemes or different interface standards [
17].
The definition of interfaces between modules depends on the type of interaction that should exist between them. Pimmler and Eppinger [
24] proposed a set of categories for interactions: (i) spatial interactions (
i.e., need for adjacency or orientation between two or more modules), energy interactions (
i.e., need for energy transfer between two modules), information interactions (
i.e., need for information exchange between two modules) and material interactions (
i.e., need for material exchange between two modules). Tsai and Wang [
25] proposed a similar taxonomy of interaction types, adding another category, named geometric interactions, which refers to the fitting of two modules in relation to geometric parameters such as shape, size, and tolerance.
From a broader perspective, several decisions related to product design and production system design are required in the product development process. Consequently, other factors have a strong influence on whether products are delivered as a set of modules, which can be classified into three different domains: product, process, and supply chain [
5,
10]. For instance, Pahl
et al. [
26] make a distinction between function modules,
i.e., portions of the product implementing technical functions, and production modules,
i.e., portions of the product defined based on production considerations alone. Therefore, the product architecture is not fully defined by the design; it is also dependent on how a product is delivered.
3. Product Modularity in Construction
Voordijk
et al. [
5] pointed out the importance of analysing modularity in the construction industry from three perspectives: product, process and supply chain. These perspectives can be used to discuss the differences between construction and manufacturing that affect the adoption of product modularity in the delivery of buildings.
The main difference between manufacturing and construction from the product perspective relates to the nature of the parts that form the product itself. Most manufacturing products are simply divided into components, which have a central role in the definition of the product architecture. In this context, components are needed to perform specific functions that contribute to the function of the product at the highest level. For example, to enable a computer to perform its functions at the higher level, several sub-assemblies (e.g., monitor, keyboard, central processing unit, mouse) are needed. In contrast, the focus on components only is not appropriate for a building because buildings need to be considered as a mix of components and spatial voids. In fact, the main function of buildings, at the highest level, is not provided by components, but by the provision of spatial voids for people.
From the process perspective, the notion of modules as mechanically stable sub-assemblies, often involving a “glue-component” that keeps the parts attached [
9], is another underlying notion of product modularity that is not completely applicable to buildings. In manufacturing, suppliers are able to deliver complex modules that are simply assembled by the main manufacturer [
27], making this process simple. However, in most construction projects it is difficult to use this type of modules. Although mechanically stable modules can be applied in some highly industrialised projects, or in the production of some building subsystems in regular projects, much of the work in house-building is usually performed on site, using traditional technologies. This is strongly related to the unique character and immobility of buildings [
11]. Therefore, much of the work still has to be performed on site, such as at the excavation and foundation stages. In addition, the finishing stages are often postponed and completed on site just prior to project delivery, in order to avoid damages in the finished product, which may be caused by the production activities that are taking place inside the building. As suggested by Voordijk
et al. [
5], in traditional building techniques, process architecture is dispersed in time but tight in space.
Finally, the unique and temporary nature of construction projects is another barrier to the design and production of modules as stable sub-assemblies. Construction project supply chains are essentially temporary multi-organizations that are set up with the specific purpose of delivering a construction project. Such supply chains arise at the start of the project, develop, and finally disband as the end of it [
28]. In contrast with manufacturing, there is often limited incentive for suppliers to design and produce modules for a large number of projects. This is also related to the fact that building projects are one-of-a-kind, which means that the modules developed for a project are unlikely to be suitable for other projects [
4].
Table 1 summarizes the differences between construction and manufacturing to be considered in product modularity.
Table 1.
Differences between construction and manufacturing relevant for product modularity.
Table 1.
Differences between construction and manufacturing relevant for product modularity.
| Perspectives | Manufacturing | Construction |
|---|
| Product | Components have a central role in the definition of the product architecture | Buildings combine components and spatial voids, which perform the most important product functions |
| Process | Suppliers deliver complex modules that are simply assembled by the main manufacturer | Much work is usually performed on site, using traditional technologies |
| Supply chain | The supply chain gets involved in the design and production of modules for a large number of products | Temporary supply chains usually have limited incentives to produce the same module for a large number of projects |
4. Research Method
The methodological approach adopted for the development of the framework was design science research, which is a form of scientific knowledge production that involves the development of innovative constructions, intended to solve problems faced in the real world, and simultaneously makes a prescriptive scientific contribution [
29]. An important outcome of this type of research is an artifact that solves a domain problem, also known as solution concept, which must be assessed against criteria of value or utility [
30]. Even though this approach was developed originally in the area of Information Systems, a number of authors, such as Voordijk [
31] and AlSehaime
et al. [
32], suggest that design science research should be used to produce appropriate multidisciplinary solution concepts for solving complex and relevant problems in the Built Environment.
In this research, the proposed artifact is a set of constructs that provide an understanding of product modularity in house-building. This set of concepts emerged from two case studies carried out in different house-building companies, through several cycles of development, testing and refinement, until a suitable version was produced. Both companies were chosen because they delivered customised housing units, and also due to their willingness to participate in this investigation. One of them used a highly industrialised building system (Company B), and the other adopted fairly traditional construction technologies (Company A).
Company A is a Brazilian contractor that develops and builds apartment buildings for high-end clients. Most of the construction methods adopted by this company involve activities that are carried out on site, such as cast in place concrete structure, masonry walls, and plastering. Data from one specific project, a high-rise residential project, named Project J, was analysed in this investigation.
Company B is a British firm that builds residential schemes for social housing using a prefabricated system. The system consists of a set of timber-framed pods produced in a factory. Each pod includes a set of rooms that is fully fitted, with windows and doors in place. After the pods are delivered to the site, the external finishing and roof are assembled, completing the units.
The aim of carrying out multiple case studies was to assess the utility of the set of concepts in two very different contexts. In each case, an assessment of the building design process in terms of product modularity was developed, and improvement opportunities were identified. Such assessment is in line with the design science research approach, which requires the appraisal of the practical contribution of the solution [
33,
34].
Multiple sources of evidence and a causal chain of evidence were used to create valid constructs, and a case study protocol was adopted to ensure the reliability of data collection, as suggested by Yin [
35]. However, differently from descriptive research strategies from social sciences (like case studies), the focus of this investigation was the development of an artefact, the conceptualization of which is presented in
Section 5. Thus, the role of the case studies was to test the utility of the set of concepts that have been proposed, as opposed to pattern matching, which should be used if the research strategy was multiple case studies.
Table 2 describes the sources of evidence used in this research study. Based on the data collection, the following information was produced for each company: (a) description of the business model, competitive criteria, and the profile of its main clients; (b) an overall map of the design and construction process; (c) identification of existing customization practices, especially those related to product modularity; and (d) description of the main products delivered and customisation options.
Table 2.
Sources of evidence and focus of data collection in Case Studies A and B.
Table 2.
Sources of evidence and focus of data collection in Case Studies A and B.
| Case study A | Case study B |
|---|
- -
13 semi-structured interviews with staff involved in the design and construction processes - -
Analysis of design documents, including strategic plans, architectural drawings and commercial leaflets - -
Participant observation in two meetings involving top and middle management - -
Direct observation of the construction process on site
| - -
8 semi-structured interviews with staff involved in the design and construction processes - -
Analysis of design documents, including architectural drawings and commercial leaflets - -
Direct observation of the construction process in the manufacturing plant - -
One meeting with top and middle management to discuss the outcomes of the research
|
5. Proposed Conceptualisation of Product Modularity in House-Building
The proposed conceptualisation includes three elements: (i) product architecture perspectives; (ii) interfaces among interacting modules; and (iii) operational tools to support decision-making. Each part is described as follows.
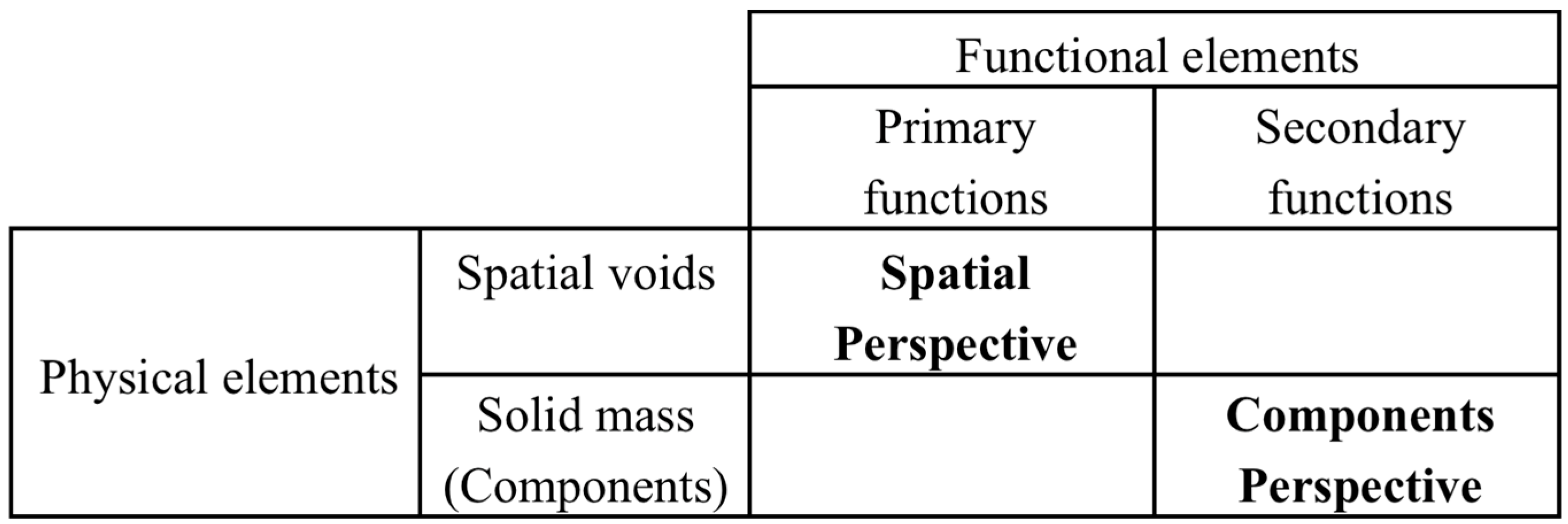
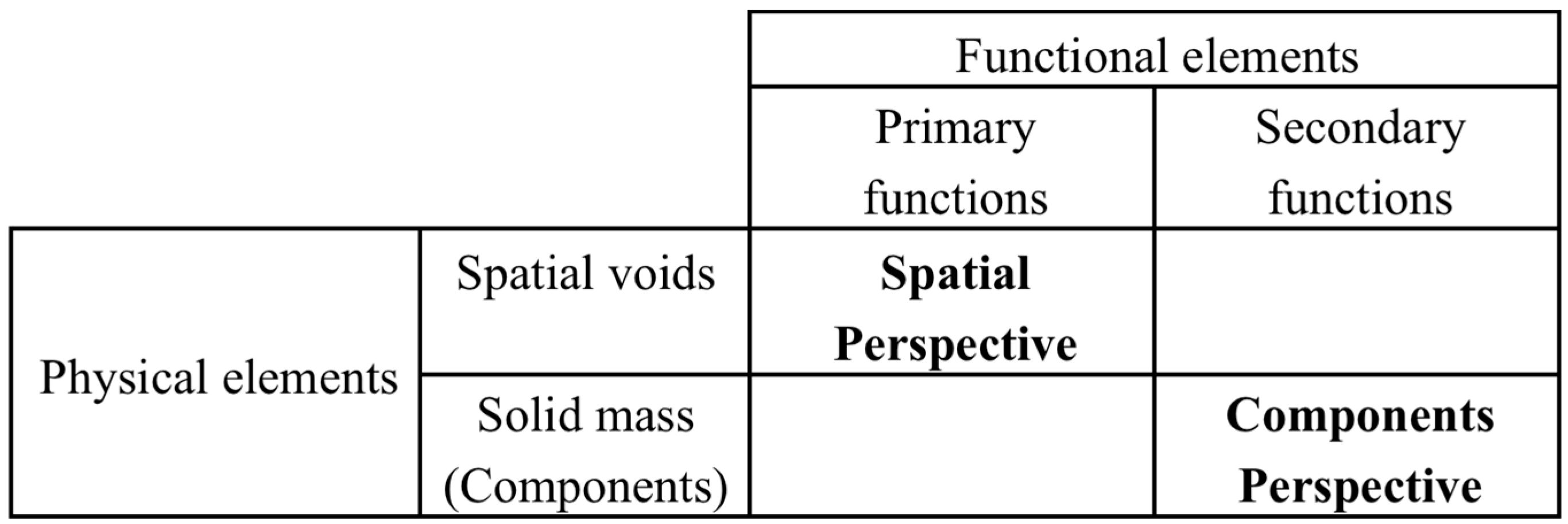
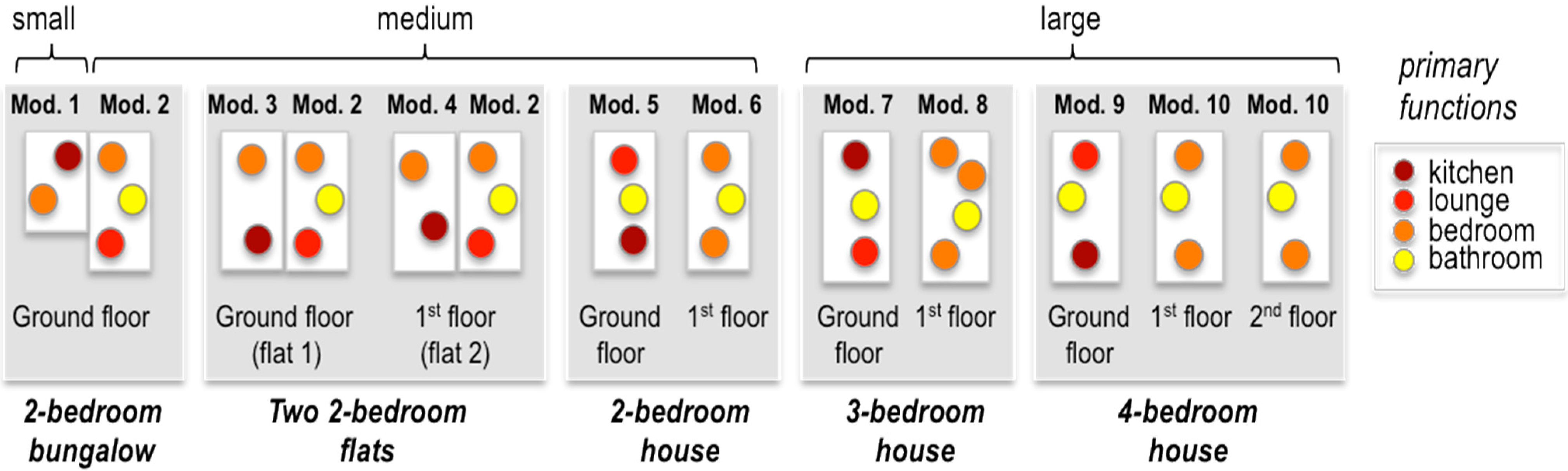
Regarding the product architecture perspectives, there are two fundamental types of functional elements (primary and secondary functions) and physical components (spatial voids and solid mass) in buildings. The terms “spatial voids” and “solid mass” are borrowed from Ching [
36] who uses them to explain architectural forms. Primary functions (e.g., reading, sleeping, eating, and working) are performed by people in spatial voids. Secondary functions (e.g., load support, enclosure, roof, and finishings) are performed by the solid mass of a building. Spatial voids and solid mass are the fundamental parts of any building. Therefore, the solid mass components of a building have two main roles: (i) to create the spatial voids; and (ii) to enable the primary functions to be comfortably carried out by people.
Some building components fulfil only one of these roles, whereas others fulfil both of them. For example, components forming the structural system essentially create the spatial voids. Building services, such as water, electricity, and heating, do not create the spatial voids but support primary functions. Other building parts such as the enclosure system fulfil both roles as they create the spatial voids and also protect these spatial voids from the weather.
Although spatial voids and solid mass are complementary, the product architecture could be conceived in terms of solid mass (components perspective) or spatial voids (spatial perspective). In fact, each of these perspectives embodies a different type of allocation scheme. From a spatial perspective, the focus is on the primary functions performed by people in the spatial voids (
Figure 1). However, these functions still need to be allocated to some extent into solid mass, as these are needed to create the spatial voids. In a components perspective, the focus is on the allocation of secondary functions into solid mass (
Figure 1).
Figure 1.
Two perspectives on the product architecture of buildings.
Figure 1.
Two perspectives on the product architecture of buildings.
The components perspective is implicit in the product architecture design of most manufactured products, as product components, rather than people, perform most functions. For example, Stone
et al. [
37] proposed a method to identify modules in manufactured products, in which classes of functions are essentially performed by components. Clearly, the spatial perspective can be adopted for other products that involve spatial voids such as ships and airplanes, and even for cars. However, the network of spatial voids in some of those products is likely to be simpler than the one found in buildings, as the size and number of spatial voids tends to be much smaller.
In terms of interactions among modules, the categories proposed by Pimmler and Eppinger [
24] and Tsai and Wang [
25], described in
Section 2, are applicable to buildings. However, it seems that spatial interactions and geometric interactions play a key role. This is because the spatial voids and solid mass forming a building need to be geometrically and spatially coordinated to enable the primary functions to be appropriately carried out. A geometrical interaction involves the physical fitting between two modules. For example, the sink piping and the drain should have a particular geometry so that they can be connected. A spatial interaction involves the spatial coordination between two modules. For example, a sink should be positioned at a particular height in relation to the floor.
The other types of interactions discussed by Pimmler and Eppinger [
24] and Tsai and Wang [
25] apply only to some building components. For example, there are load exchanges (energy transfer) among modules that form the structural system, and water exchanges (material flow) among modules that form the water and sewage system. However, most spatial and geometric interactions also apply to them and in fact are needed to support the other interactions. In the sink example, the geometric interaction between the sink piping and the drain need to be appropriately established for the water to flow. Similarly, the beams and columns need to be geometrically and spatially coordinated for the load to be adequately transferred.
Two fairly simple tools have been devised to analyse product architecture in house buildings: (a) the module combinations matrix; (b) the module interactions matrix.
The module combinations matrix clearly describes the modules used across diverse product variants in a visual format, as shown in
Table 3. The matrix also incorporates a metric, called the module use index (MUI) to assess the degree of module usage, which is a proxy of commonalities across product variants: a high MUI means that many modules are common to several product variants. The higher the MUI, the larger the economy of scope, as it represents greater module usage. This, in turn, leads to a simplified production process. The MUI can be used to assist designers to evaluate and compare the economies of scope for different design solutions.
Table 3.
Module Combinations Matrix of a hypothetical product architecture
Table 3.
Module Combinations Matrix of a hypothetical product architecture
| | Product variant A | Product variant B | Product variant C | Number of uses |
|---|
| Module 1 | 2 | | 1 | 3 |
| Module 2 | | 1 | 2 | 3 |
| Module 3 | 1 | | | 1 |
| Module 4 | | 1 | 1 | 2 |
| | | | MUI | 2.25 (9/4) |
The MUI can also be used to assess whether a delayed product differentiation could be adopted for a particular product design. Postponing product differentiation until the last possible moment enables organisations to operate with efficiency and to quickly meet clients’ orders with minimum amount of stock [
38]. With such an approach, product variants are designed using common platforms and modules and are assembled only when a client order is received [
39]. Commonality, in turn, dictates to a large extent the success of a delayed product differentiation approach [
40]. If a small number of modules is used across several product variants, the modules can potentially be produced based on forecast since they will probably be used in any upcoming order. This is particularly important if there is an off-site manufacturing system that provides modules (e.g., pods, components) to different construction sites.
The module interactions matrix displays the interfaces that exist between modules in each of the product variants (e.g., A, B, C in
Table 4). It indicates the number of interactions between modules in a product family. This matrix can be used to identify the need for improving interfaces between modules. Both matrices indicate whether any of the modules can be considered as a platform. A platform module is found in all product variants, and must be able to interact with any other modules.
Table 4.
Module interactions matrix of a hypothetical product architecture.
Table 4.
Module interactions matrix of a hypothetical product architecture.
| | Module 1 | Module 2 | Module 3 | Module 4 |
|---|
| Module 1 | A | | | |
| Module 2 | C | | | |
| Module 3 | A | | | |
| Module 4 | | B, C | | |
The application of these concepts and tools in the case studies is described below.
7. Conclusions
The adoption of product modularity in house-building design can contribute to the implementation of the mass customisation approach in this industry, despite the differences between manufacturing and construction. The main theoretical contribution of this investigation is the adoption of two different perspectives on product architecture that should be considered in the design of house-building projects, namely the component perspective and the special perspective. While the first perspective is widely adopted in the manufacturing industry, the spatial perspective is necessary due to the fact that the primary functions of buildings are performed by people in spatial voids, rather than by solid mass.
This study also emphasized that spatial and geometric interactions play a key role in product modularity in house-building, because the spatial voids and solid mass forming a building need to be geometrically and spatially coordinated to enable the primary functions to be appropriately carried out. Moreover, spatial and geometric interactions are needed to support other interactions, such as load exchanges or water.
As a practical contribution, two tools for assessing product architecture of residential buildings have been devised, the module combinations matrix and the module interactions matrix. Based on the first one, a metric, called the module use index, can be used to evaluate and compare the economies of scope for different design solutions.
Case study A indicated that product modularity concepts can be beneficial even for companies that use mostly traditional construction technologies, often performed on site. The problems identified in that study are related to inappropriate design decisions concerning the modules and module interfaces and are thus unrelated to the construction method selected.
Case study B illustrated that the use of modules that are stable sub-assemblies, which facilitate the design of a one-to-one allocation scheme and decoupled interfaces, is not a sufficient condition to get full benefits from product modularity when a mass customisation approach is adopted. That study highlighted the importance of analysing module combinations when designing a product for mass customisation. This reinforces the usefulness of the module combination matrix and module interactions matrix, which were proposed in this investigation, as they can be used to assess different product families.
Regarding future studies, at least three topics can be explored. First, this paper has mainly focused on spatial and geometrical interactions among modules and it is therefore still necessary to explore other types of interaction and their incidence in buildings. Second, the characteristics of modules and products variants should be incorporated into upcoming reuse indexes. This is important to better assess the benefits yielded by module reuse (e.g., the reuse of large modules such as the platform in case study A are likely to yield more benefits than the reuse of small modules). Third, further studies should investigate the usefulness of the proposed concepts and tools in the development of new house-building projects.




{kind=link}
{kind=link}
{kind=link}