
Potential of and Current Challenges in Reusing Recycled Carbon Fibres in Concrete Construction Applications


Abstract
1. Introduction
2. Carbon Fibre Recycling
2.1. Mechanical Recycling
2.2. Thermal Recycling
2.3. Chemical Recycling
2.4. Properties of Recycled Carbon Fibre
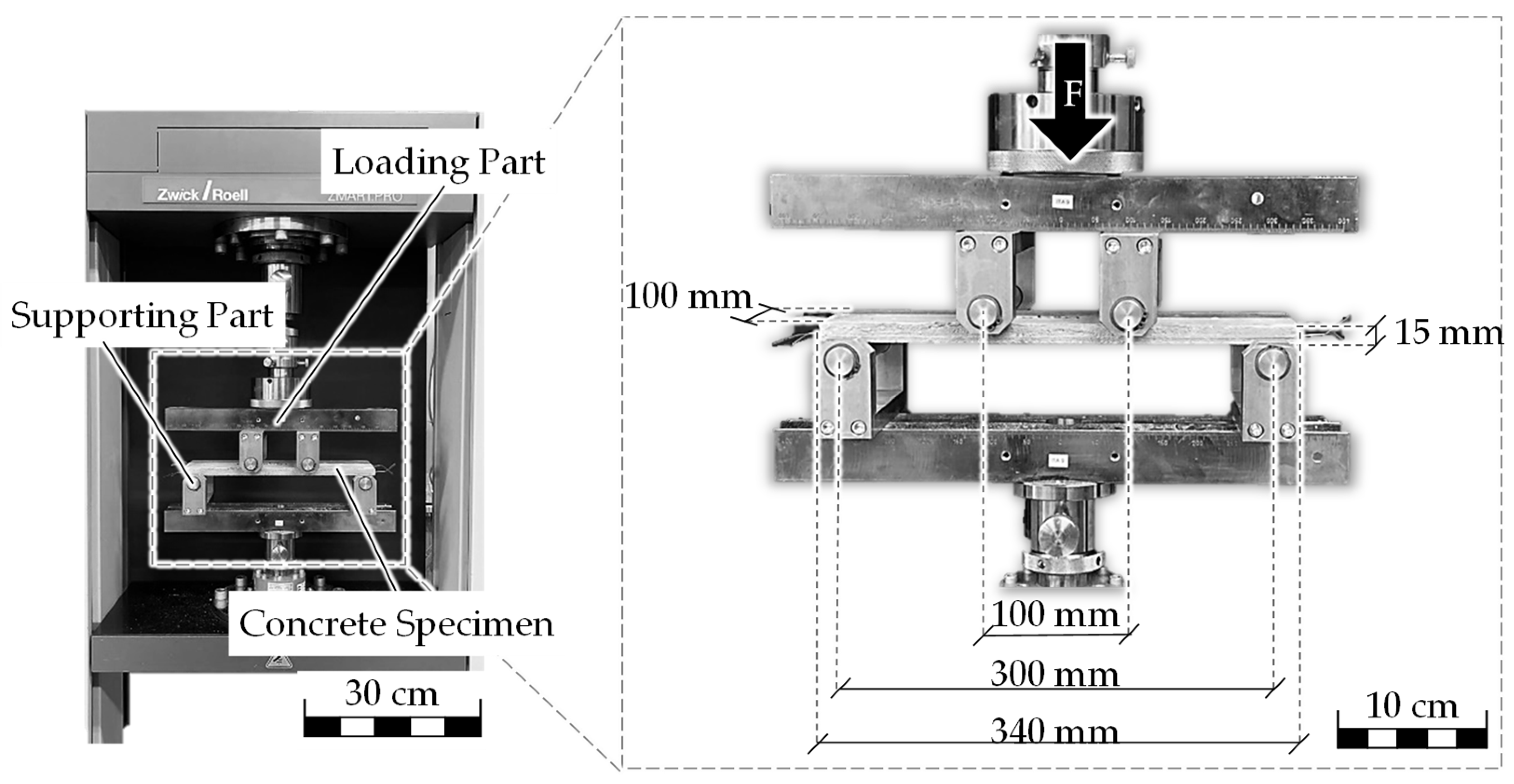
3. Materials and Methods
4. Application of Recycled Carbon Fibre in the Construction Industry
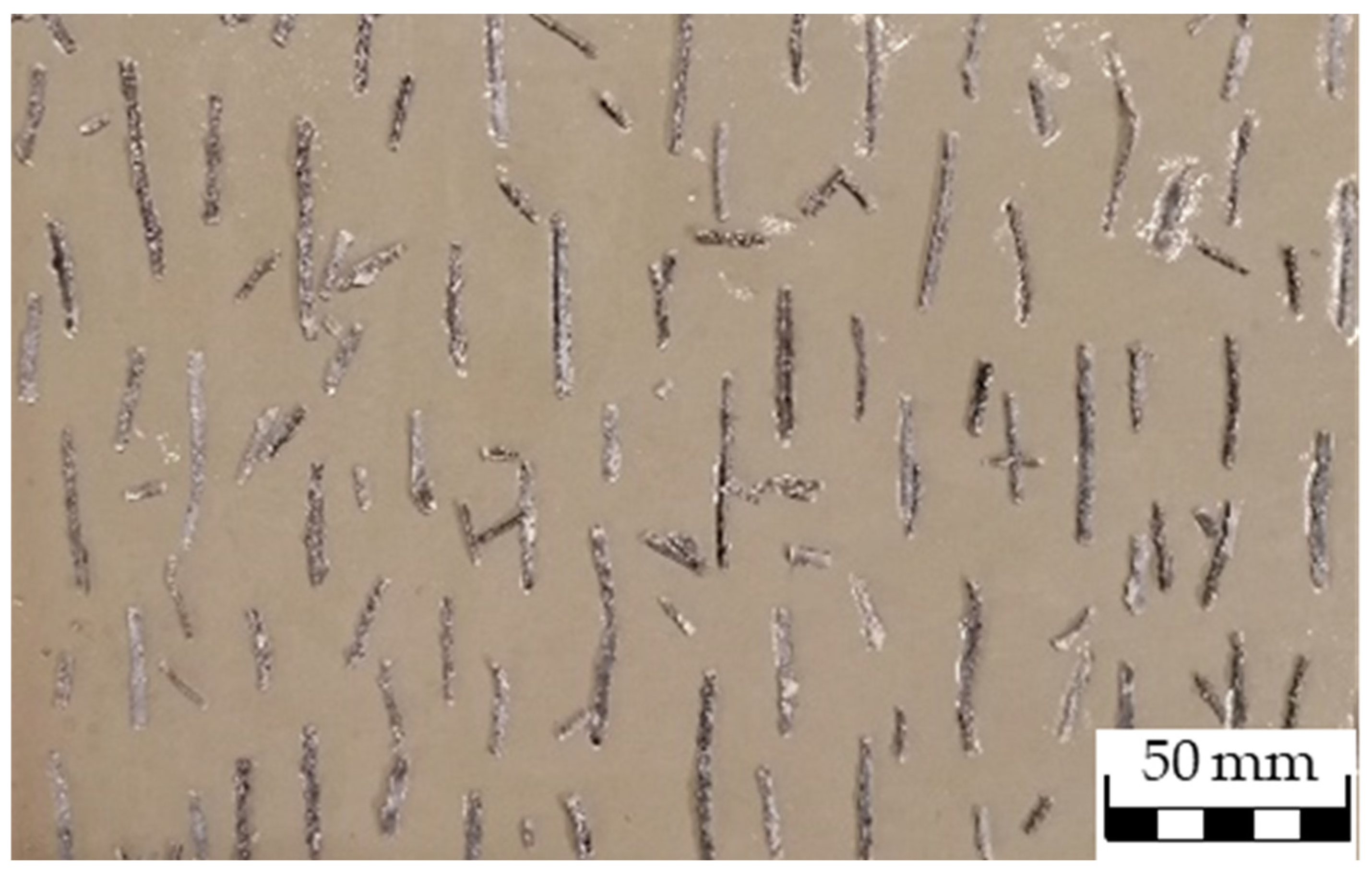
4.1. Fibre Reinforcement
- Increase in tensile and compressive strength
- Increase in impact resistance
- Increase in ductility
- Avoidance of shrinkage and shrinkage cracks during setting
- Avoidance of cracking in use/reduction of crack widths
- Increased weather-tightness
- Increased fire safety
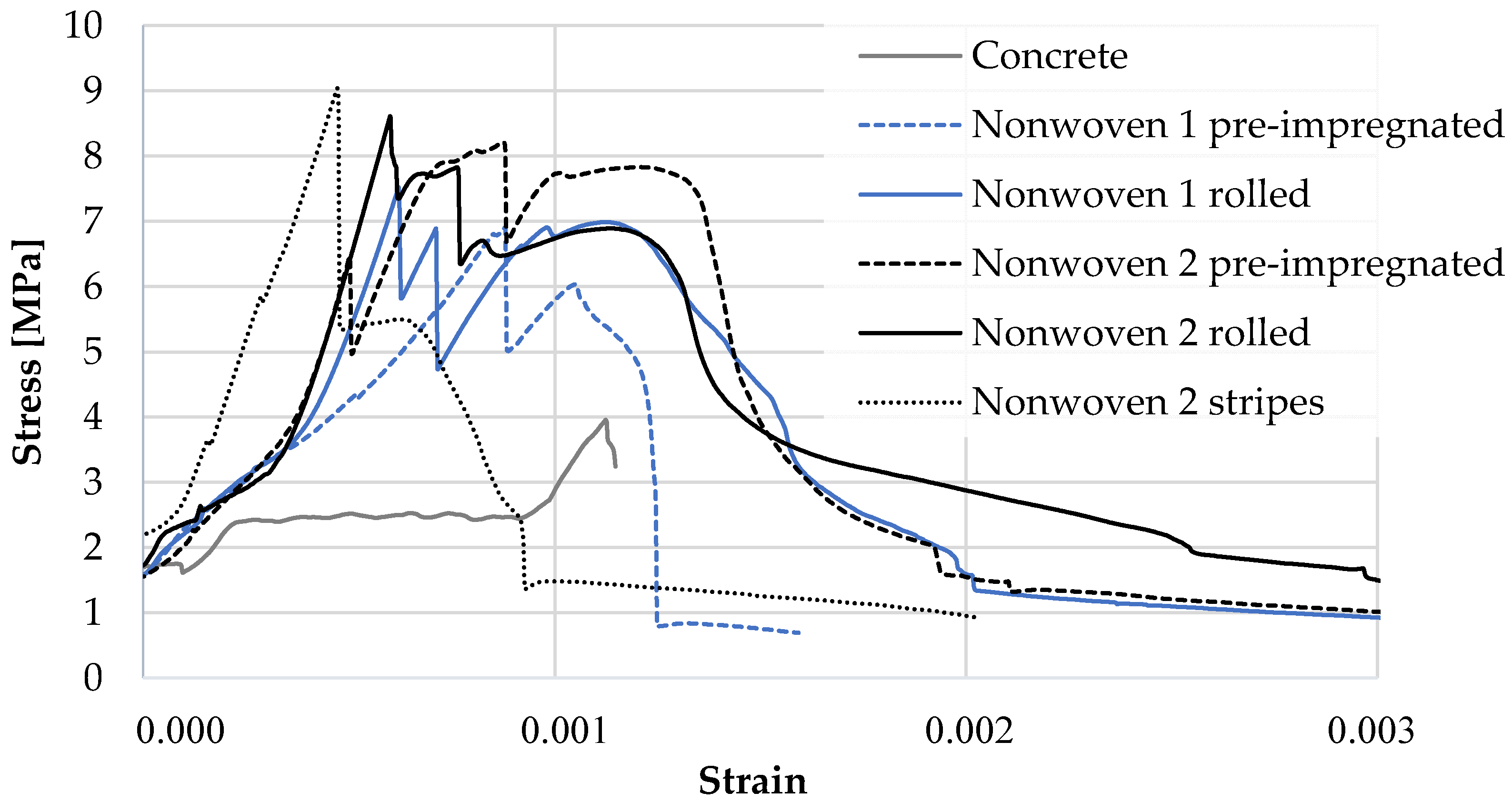
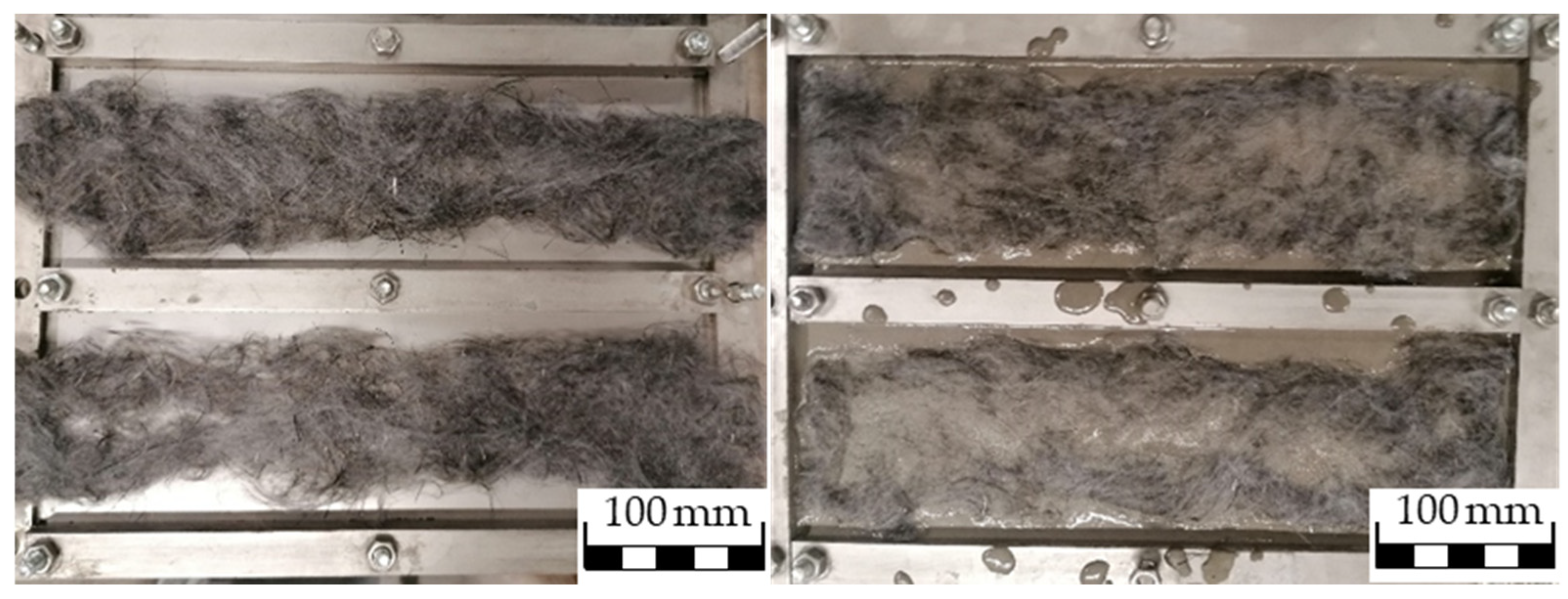
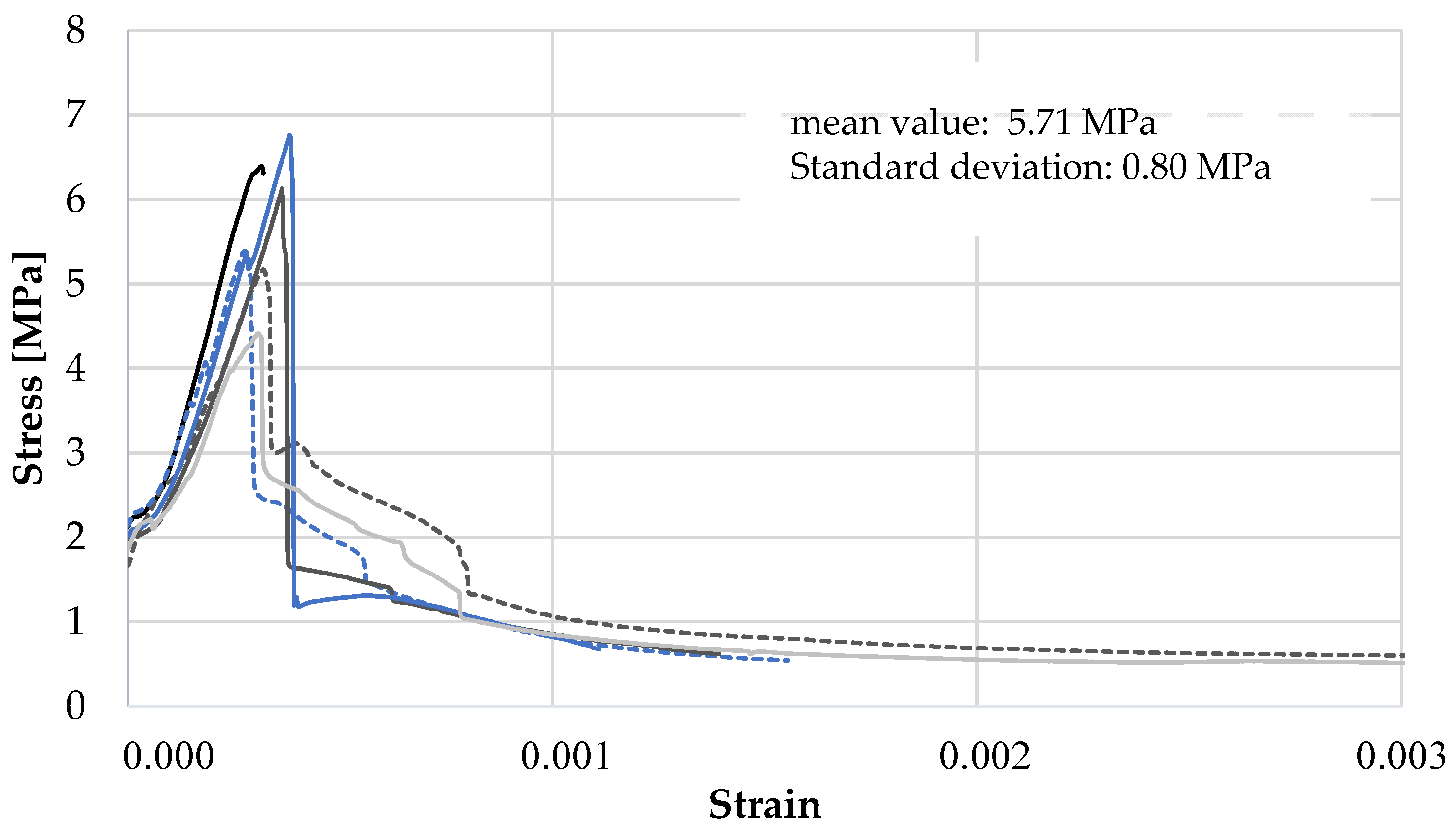
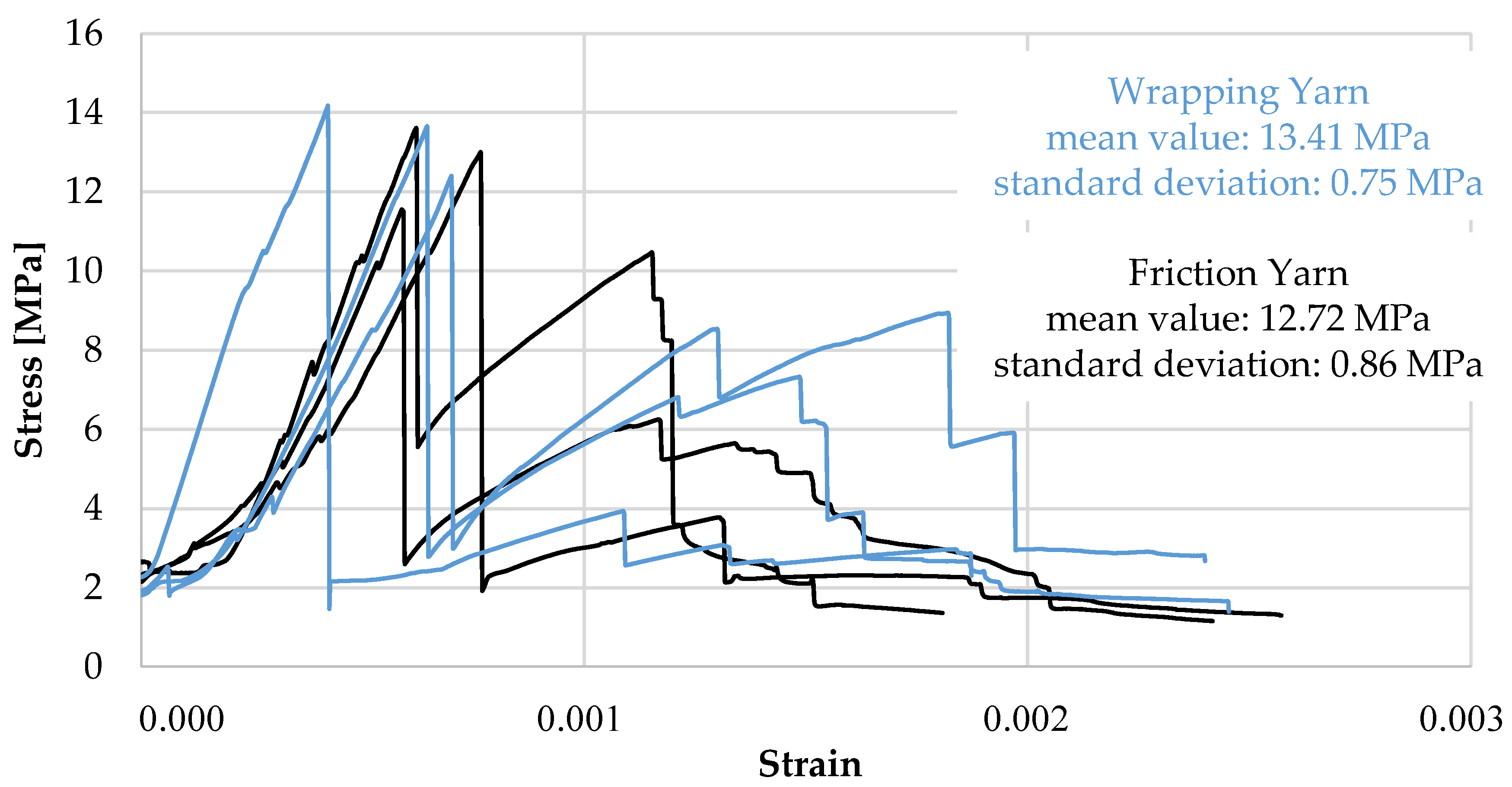
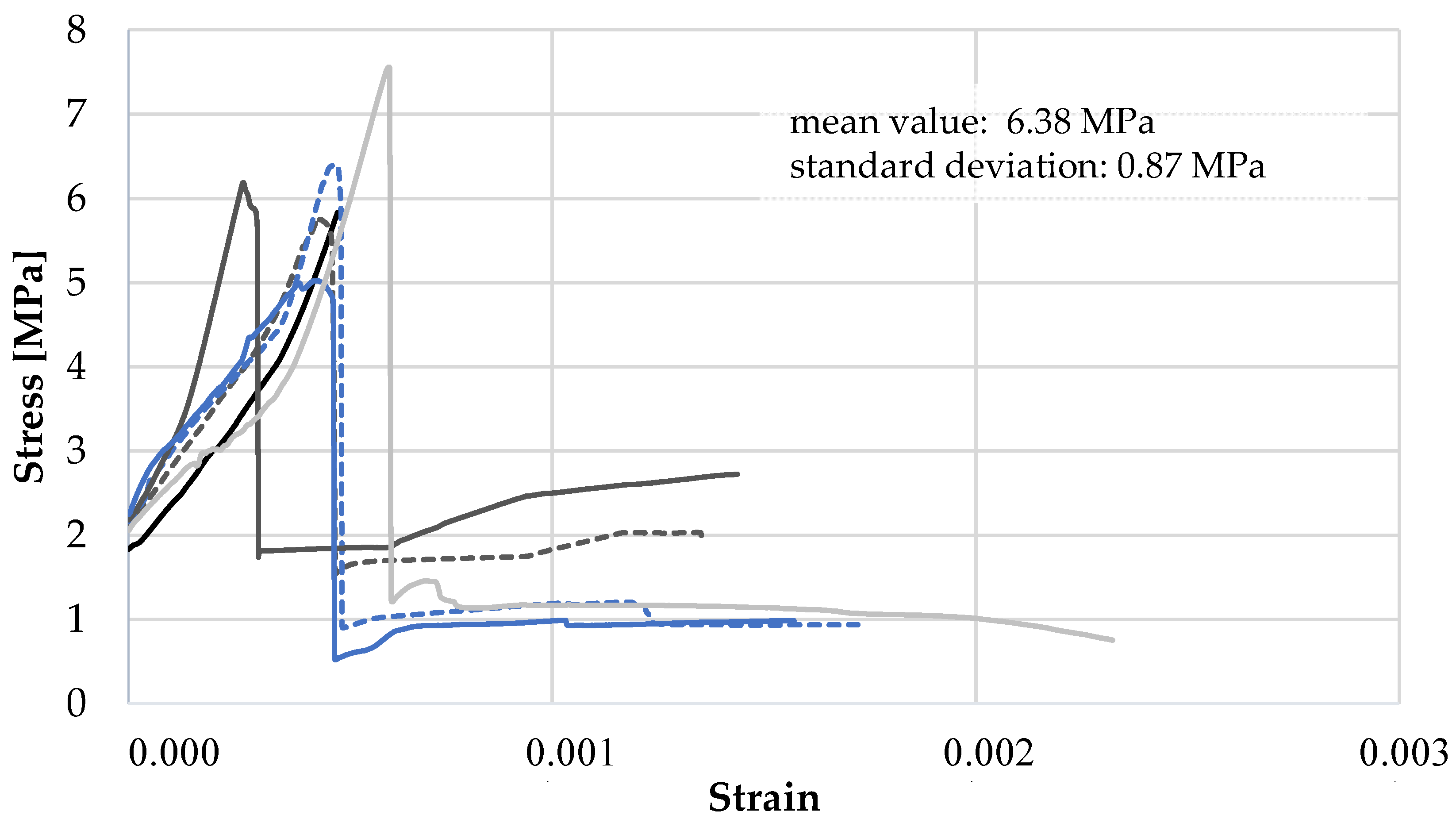
4.2. Textile Reinforcement
5. End of Life of CFRC
6. Discussion
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- United Nations Environment Programme. Global Resources Outlook 2019: Natural Resources for the Future We Want; United Nations: New York, NY, USA, 2020; ISBN 978-92-807-3741-7. [Google Scholar]
- United Nations Environment Programme. Building Materials and the Climate: Constructing a New Future; United Nations: New York, NY, USA, 2023; ISBN 978-92-807-4064-6. [Google Scholar]
- Hensen, F.; Kolbmüller, H.; Stahr, M.; Weber, J.; Wild, U. Beton- und Stahlbeton. In Bausanierung: Erkennen und Beheben von Bauschäden; mit 145 Tabellen, 4., vollst. überarb. und aktualisierte Aufl.; Stahr, M., Hensen, F., Eds.; Vieweg + Teubner: Wiesbaden, Germany, 2009; pp. 115–147. ISBN 978-3-8348-0246-0. [Google Scholar]
- WWF Deutschland. Klimaschutz in der Beton- und Zementindustrie Berlin (2019); WWF Deutschland: Berlin, Germany, 2019. [Google Scholar]
- United Nations Environment Programme. 2020 Global Status Report for Buildings and Construction Nairobi (Kenia) (2020); United Nations Environment Programme: Nairobi, Kenya, 2020. [Google Scholar]
- Intergovernmental Panel on Climate Change (IPCC) Global Warming of 1.5 °C.—(UK); Cambridge University Press: Cambridge, UK; New York, NY, USA, 2018.
- Friese, D.; Scheurer, M.; Hahn, L.; Gries, T.; Cherif, C. Textile reinforcement structures for concrete construction applications—A review. J. Compos. Mater. 2022, 56, 4041–4064. [Google Scholar] [CrossRef]
- Scheurer, M.; Friese, D.; Penzel, P.; Dittel, G.; Bhat, S.; Overhage, V.; Hahn, L.; Heins, K.; Cherif, C.; Gries, T. Current and Future Trends in Textiles for Concrete Construction Applications. Textiles 2023, 3, 408–437. [Google Scholar] [CrossRef]
- Porta, N.W. Sustainability and Flexural Behaviour of Textile Reinforced Concrete. Bachelor’s Thesis, Department of Civil and Environmental Engineering, Division of Structural Engineering, Concrete Structures, Chalmers University of Technology, Gothenburg, Sweden, 2012. [Google Scholar]
- Kimm, M.K. Ressourceneffizientes und Recyclinggerechtes Design von Faserverbundwerkstoffen im Bauwesen. Ph.D. Dissertation, Rheinisch-Westfälische Technische Hochschule Aachen, Aachen, Germany, 2021. [Google Scholar]
- Aschebrock, G.C. Textile Reinforced Concrete: A Review; Engineering School, Universidade Federal do Rio Grande do Sul (UFRGS): Porto Alegre, Brazil, 2022. [Google Scholar]
- Haist, M.; Bergmeister, K.; Curbach, M.; Forman, P.; Gaganelis, G.; Gerlach, J.; Mark, P.; Moffatt, J.; Müller, C.; Müller, H.S.; et al. Nachhaltigkeit, Digitalisierung, Instandhaltung; 111. Jahrgang; Ernst & Sohn a Wiley Brand: Berlin, Germany, 2022. [Google Scholar]
- Seifert, W.; Lieboldt, M. Ressourcenverbrauch im globalen Stahlbetonbau und Potenziale der Carbonbetonbauweise. Beton Stahlbetonbau 2020, 115, 469–478. [Google Scholar] [CrossRef]
- Li, H.; Yang, J.; Yang, D.; Zhang, N.; Nazar, S.; Wang, L. Fiber-reinforced polymer waste in the construction industry: A review. Environ. Chem. Lett. 2024, 22, 2777–2844. [Google Scholar] [CrossRef]
- Meng, F.; McKechnie, J.; Turner, T.A.; Pickering, S.J. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A Appl. Sci. Manuf. 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Meiners, D.; Eversmann, B. Recycling von Carbonfasern. In Recycling und Rohstoffe; TK-Verl.: Neuruppin, Germany, 2014; ISBN 978-3-944310-09-1. [Google Scholar]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- Qureshi, J. A Review of Recycling Methods for Fibre Reinforced Polymer Composites. Sustainability 2022, 14, 16855. [Google Scholar] [CrossRef]
- Gharde, S.; Kandasubramanian, B. Mechanothermal and chemical recycling methodologies for the Fibre Reinforced Plastic (FRP). Environ. Technol. Innov. 2019, 14, 100311. [Google Scholar] [CrossRef]
- Karuppannan Gopalraj, S.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef]
- Baumgaertel, E.; Marx, S. The Recycling of Carbon Components and the Reuse of Carbon Fibers for Concrete Reinforcements. Appl. Sci. 2023, 13, 7091. [Google Scholar] [CrossRef]
- Imbert, M.; Hahn, P.; Jung, M.; Balle, F.; May, M. Mechanical laminae separation at room temperature as a high-quality recycling process for laminated composites. Mater. Lett. 2022, 306, 130964. [Google Scholar] [CrossRef]
- Quicker, P.; Stockschläder, J. Möglichkeiten und Grenzen der Entsorgung Carbonfaserverstärkter Kunststoffabfälle in Thermischen Prozessen: Abschlussbericht; Umweltbundesamt: Dessau-Roßlau, Germany, 2021. [Google Scholar]
- Einführung in die Kreislaufwirtschaft: Planung-Recht-Verfahren; Kranert, M., Ed.; 5. Auflage; Springer Vieweg: Wiesbaden/Heidelberg, Germany, 2017; ISBN 3834818372. [Google Scholar]
- Horstmann, V. Vergleichende Untersuchungen zur Mechanischen Aufbereitung von Carbonbeton. Master’s Thesis, Bauhaus-Universität Weimar, Weimar, Germany, 2018. [Google Scholar]
- Isa, A.; Nosbi, N.; Che Ismail, M.; Md Akil, H.; Wan Ali, W.F.F.; Omar, M.F. A Review on Recycling of Carbon Fibres: Methods to Reinforce and Expected Fibre Composite Degradations. Materials 2022, 15, 4991. [Google Scholar] [CrossRef] [PubMed]
- Rabe, D.; Häntzsche, E.; Cherif, C. Recycling of Carbon Fibres and Subsequent Upcycling for the Production of 3D-CFRP Parts. Materials 2022, 15, 5052. [Google Scholar] [CrossRef] [PubMed]
- Benka, C. Systematische Untersuchung Thermischer Prozesse für das Recycling von Kohlenstofffaserverstärkten Kunststoffen. Bachelor’s Thesis, University of Applied Sciences, Augsburg, Germany, 2015. [Google Scholar]
- Almushaikeh, A.M.; Alaswad, S.O.; Alsuhybani, M.S.; AlOtaibi, B.M.; Alarifi, I.M.; Alqahtani, N.B.; Aldosari, S.M.; Alsaleh, S.S.; Haidyrah, A.S.; Alolyan, A.A.; et al. Manufacturing of carbon fiber reinforced thermoplastics and its recovery of carbon fiber: A review. Polym. Test. 2023, 122, 108029. [Google Scholar] [CrossRef]
- Onwudili, J.A.; Miskolczi, N.; Nagy, T.; Lipóczi, G. Recovery of glass fibre and carbon fibres from reinforced thermosets by batch pyrolysis and investigation of fibre re-using as reinforcement in LDPE matrix. Compos. Part B Eng. 2016, 91, 154–161. [Google Scholar] [CrossRef]
- Kim, K.-W.; Lee, H.-M.; An, J.-H.; Chung, D.-C.; An, K.-H.; Kim, B.-J. Recycling and characterization of carbon fibers from carbon fiber reinforced epoxy matrix composites by a novel super-heated-steam method. J. Environ. Manag. 2017, 203, 872–879. [Google Scholar] [CrossRef]
- Liu, Y.; Meng, L.; Huang, Y.; Du, J. Recycling of carbon/epoxy composites. J. Appl. Polym. Sci. 2004, 94, 1912–1916. [Google Scholar] [CrossRef]
- Feraboli, P.; Kawakami, H.; Wade, B.; Gasco, F.; DeOto, L.; Masini, A. Recyclability and reutilization of carbon fiber fabric/epoxy composites. J. Compos. Mater. 2012, 46, 1459–1473. [Google Scholar] [CrossRef]
- Mitsubishi Chemical Advanced Materials GmbH. Produktdatenblatt CarboNXT Chopped NP 5; Mitsubishi Chemical Advanced Materials GmbH: Lotte, Germany, 2019. [Google Scholar]
- Mitsubishi Chemical Advanced Materials GmbH. Produktdatenblatt CarboNXT Chopped PURE; Mitsubishi Chemical Advanced Materials GmbH: Lotte, Germany, 2021. [Google Scholar]
- Teijin Carbon Europe GmbH. Produkttadenblatt (EU): Tenax Filament Yarn: Version 1.2; Teijin Carbon Europe GmbH: Wuppertal, Germany, 2020. [Google Scholar]
- Kortmann, J. Verfahrenstechnische Untersuchungen Zur Recyclingfähigkeit Von Carbonbeton; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 2020; ISBN 9783658301255. [Google Scholar]
- Veit, D. Fasern: Geschichte, Erzeugung, Eigenschaften, Markt; Springer Vieweg: Berlin/Heidelberg, Germany, 2023; ISBN 978-3-662-64468-3. [Google Scholar]
- Gries, T.; Veit, D.; Wulfhorst, B. Textile Fertigungsverfahren; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018. [Google Scholar]
- Overhage, V.; Gries, T. Use of Recycled Carbon Fibres in Textile Reinforced Concrete for the Construction Industry. In Proceedings of the International RILEM Conference on Synergising Expertise Towards Sustainability and Robustness of Cement-Based Materials and Concrete Structures: SynerCrete’23—Volume 1, 1st ed., Milos, Greece, 14–16 June 2023; Jędrzejewska, A., Kanavaris, F., Azenha, M., Benboudjema, F., Schlicke, D., Eds.; Springer Nature Switzerland, Imprint Springer: Cham, Switzerland, 2023; pp. 540–551. ISBN 978-3-031-33210-4. [Google Scholar]
- DIN EN 1170-5; Precast Concrete Products—Test Method for Glass-Fibre Reinforced Cement—Part 5: Measuring Bending Strength by the ‘Complete Bending Test’ Method. Deutsches Institut für Normung: Berlin, Germany, 1997.
- Brockmann, T. Mechanical and Fracture Mechanical Properties of Fine Grained Concrete for Textile Reinforced Composites; Verlag Günter Mainz: Mainz, Germany, 2006; ISBN 3-86130-631-X. [Google Scholar]
- Kimm, M.; Bhat, S.; Gries, T. Recycling von Textilbeton; Thomé-Kozmiensky Verlag GmbH: Neuruppin, Germany, 2020. [Google Scholar]
- Cuntze, R. Fachbegriffe Für Kompositbauteile—Technical Terms for Composite Parts: Glossar Für Bauwesen und Maschinenbau—Glossary for Civil- and Mechanical Engineering; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 2019; ISBN 9783658256357. [Google Scholar]
- Wietek, B. Beton—Stahlbeton—Faserbeton: Eigenschaften und Unterschiede; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 2019; ISBN 9783658277079. [Google Scholar]
- Wietek, B. Faserbeton: Im Bauwesen, 3rd ed.; Springer Fachmedien Wiesbaden GmbH: Wiesbaden, Germany, 2020; ISBN 9783658308759. [Google Scholar]
- Kimm, M.; Overhage, V.; Gries, T.; Sodagar, M. Recycled carbon fibers with improved surface characteristics as reinforcing material for fiber concrete. In Proceedings of the 2021 Optical Fiber Communications Conference and Exhibition (OFC), San Francisco, CA, USA, 6–11 June 2021. [Google Scholar]
- Overhage, V.; Heins, K.; Kimm, M.; Ryu, G.-S.; You, Y.-J.; Kim, H.-Y.; Gries, T. Investigation of pull-out and mechanical performance of fibre reinforced concrete with recycled carbon fibres. Mater. Struct. 2024, 57, 184. [Google Scholar] [CrossRef]
- Textilnorm, Fachnormenausschuß Textil- und Textilmaschinenindustrie im Deutschen Normenausschuß. In Textilien: Grundbegriffe; Deutsche Normen: Berlin, Germany, 1969.
- Bayram, B.; Overhage, V.; Löwen, M.; Terörde, K.; Raulf, K.; Greiff, K.; Gries, T. Recycling potential of carbon fibres in the construction industry: From a technical and ecological perspective. Waste Manag. Res. 2024, 42, 726–737. [Google Scholar] [CrossRef]
- Kimm, M.; Gerstein, N.; Schmitz, P.; Simons, M.; Gries, T. On the separation and recycling behaviour of textile reinforced concrete: An experimental study. Mater. Struct. 2018, 51, 122. [Google Scholar] [CrossRef]
- Luthin, A.; Crawford, R.H.; Traverso, M. Demonstrating circular life cycle sustainability assessment—A case study of recycled carbon concrete. J. Clean. Prod. 2023, 433, 139853. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Recycling Method | Advantages | Disadvantages | Characteristics |
|---|---|---|---|
| Mechanical recycling |
|
|
|
| Thermal Recycling |
|
| |
| Chemical Recycling |
|
|
| Fibre Type | Tensile Strength [N/mm2] | E-Modulus [kN/mm2] | Length | Diameter [μm] |
|---|---|---|---|---|
| Carbon fibre | 4300 | 240–250 | Endless or cut to a defined length | 7 |
| Recycled carbon fibre | >3500 | 230 | Milled–short fibre | 6 (±1) |
| Maintaining quality after recycling [%] | >81% | 92–96% | - | 98.5 |
| Fibre Type | Length [mm] | Application |
|---|---|---|
| Milled | <0.5 | Filler |
| Short-fibre | <40 | Wet laid tape, FRC |
| Long-fibre | >60 | Yarn, dry-laid nonwoven |
| Component | Quantity [kg/m3] | Quantity [Vol.%] | |
|---|---|---|---|
| solid | Cement CEM I 42.5 R | 490 | 22 |
| Fly ash | 175 | 8 | |
| Silica fume | 35 | 3 | |
| Quartz powder | 500 | 23 | |
| Sand (aggregate size 0.2–0.6 mm) | 713 | 32 | |
| liquid | Water | 280 | 11 |
| Superplasticiser | 7 | 0.3 |
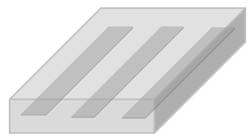
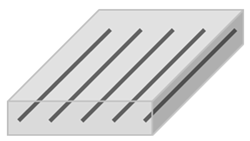
| Short Fibre | Nonwoven | Wrapping Yarn |
|---|---|---|
| Fibre reinforcement | Nonwoven as stripes as textile reinforcement | Yarn as 1D as textile reinforcement |
 |  |  |
 |  |  |
| Nonwoven 1 | Nonwoven 2 | ||||
|---|---|---|---|---|---|
| Pre-Impregnated | Rolled | Pre-Impregnated | Rolled | Stripes | |
| Mean value [MPa] | 5.97 | 7.95 | 8.10 | 8.79 | 9.59 |
| Standard deviation [MPa] | 0.87 | 0.50 | 0.44 | 1.21 | 0.45 |
| Fracture energy [J/m2] | 1299 | 941 | 1484 | 874 | 1023 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Overhage, V.; Gries, T. Potential of and Current Challenges in Reusing Recycled Carbon Fibres in Concrete Construction Applications. Sustainability 2025, 17, 2779. https://doi.org/10.3390/su17062779
Overhage V, Gries T. Potential of and Current Challenges in Reusing Recycled Carbon Fibres in Concrete Construction Applications. Sustainability. 2025; 17(6):2779. https://doi.org/10.3390/su17062779
Chicago/Turabian StyleOverhage, Vanessa, and Thomas Gries. 2025. "Potential of and Current Challenges in Reusing Recycled Carbon Fibres in Concrete Construction Applications" Sustainability 17, no. 6: 2779. https://doi.org/10.3390/su17062779
APA StyleOverhage, V., & Gries, T. (2025). Potential of and Current Challenges in Reusing Recycled Carbon Fibres in Concrete Construction Applications. Sustainability, 17(6), 2779. https://doi.org/10.3390/su17062779