
Sustainable Development of Grade 2 Listed Dwellings: A Wall Replication Method with Slim Wheat Straw Panels for Heritage Retrofitting



Abstract
1. Introduction and Context
2. Material Substrate and Binders
3. Manufacturing and Evaluation of Panel Assemblies
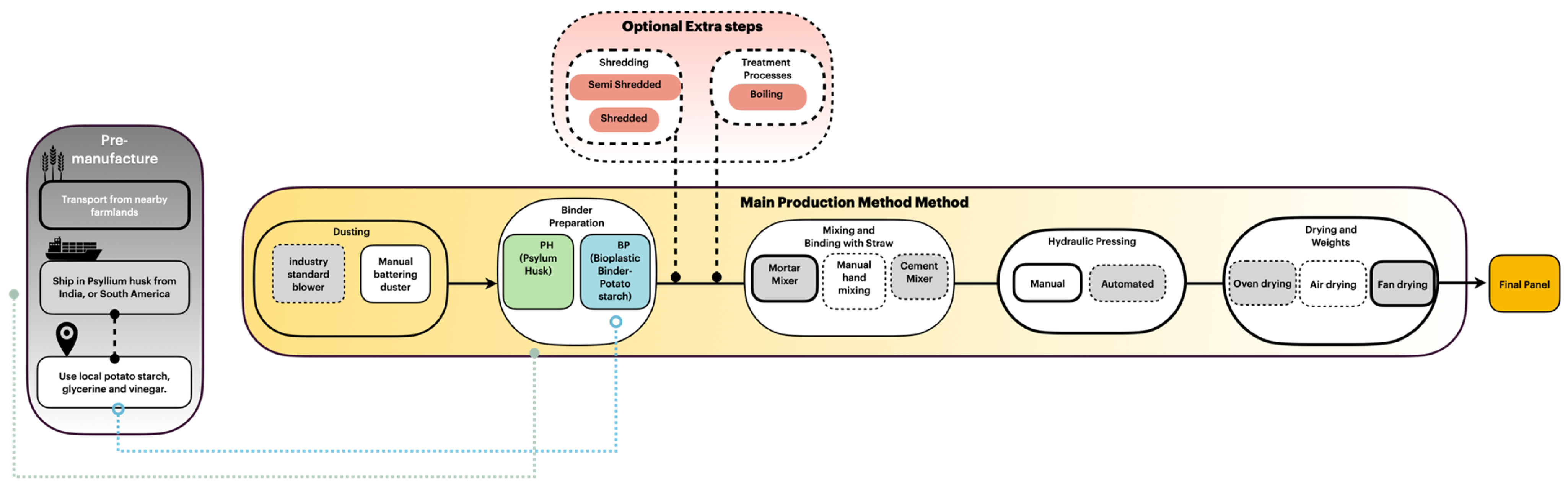
Hybrid Production Process
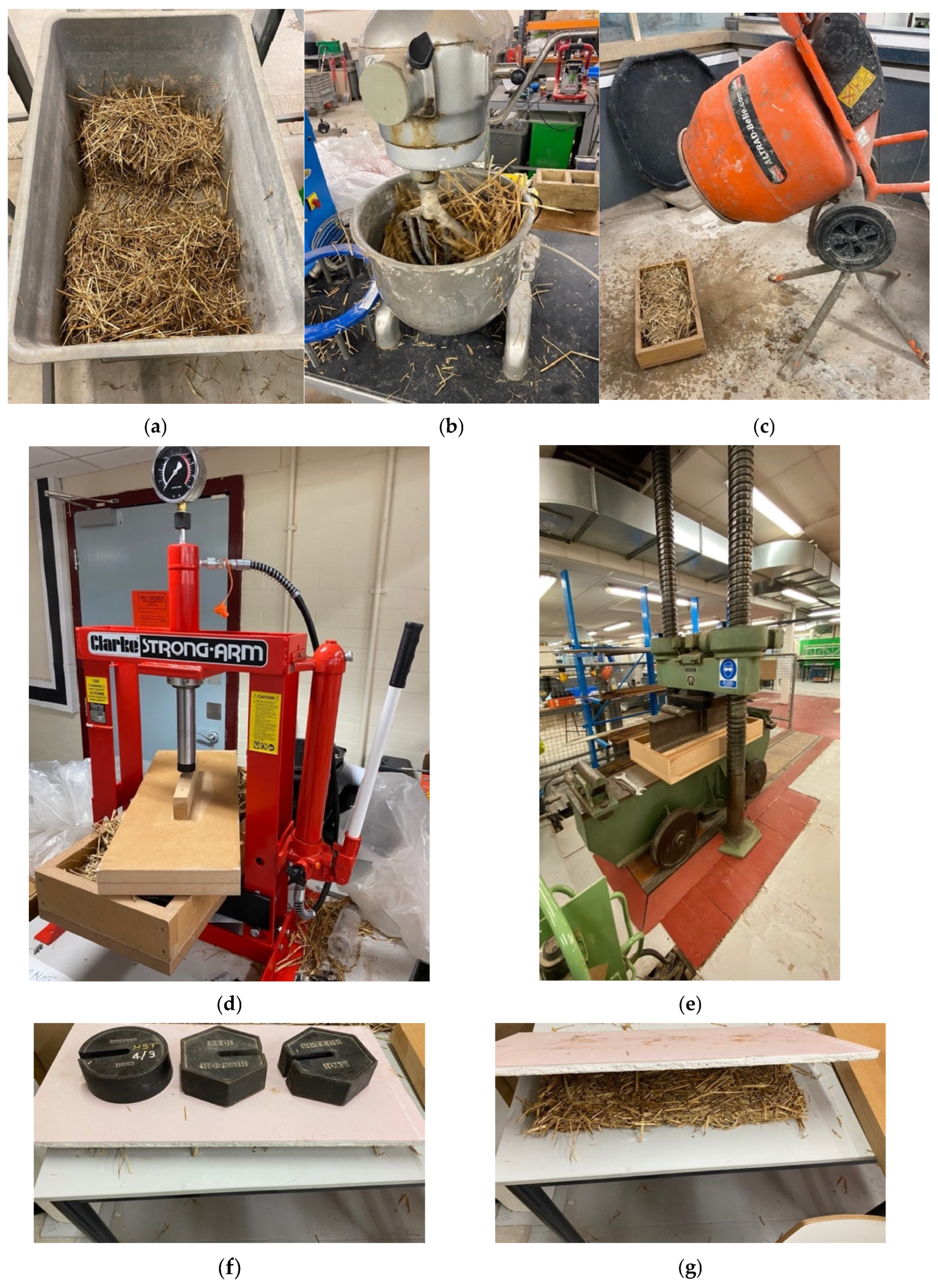
- Purification Process of Wheat Straw Biomass: Initially, wheat straws are cleaned using a conventional industry-standard blower to eliminate dust particles. During the cleaning process of wheat straw biomass, approximately 2–5% of the initial mass is removed as dust particles. For the manual method, a traditional outdoor beating process is employed. In this case, 1.5 m2 square plots are marked on the ground, and the batches of straws are periodically moved after 30 s of dusting. This evaluation helps determine the optimal dusting duration.
- Contingent Thermal Treatment (Boiling) Procedure: This step is optional since boiling or steaming has proven to improve the surface matrices adhesion of wheat straw, releasing lipophilic extractives by 41–53% [28]. It involves boiling the wheat straw at temperatures of 80 °C, 100 °C, and 120 °C in a medium of distilled water in an autoclave. The treatment duration at boiling temperatures is approximately 2 min. Boiling enhances the structure and pore volume of the straws, facilitating better binding with the natural binder.
- Mixing with Natural Binder: The composition of the bioplastic mixture used as a natural binder is detailed as follows: 7 parts water, 1 part starch, 2/3 part vinegar (5% acidity), and 2/3 part glycerine (also known as glycerol). This mixture was prepared by combining the ingredients and heating them over a boiling cast, with the potato-based mix stirred for 4 min to achieve a uniform consistency suitable for binding the wheat straw panels. The wheat straw is mixed with the chosen natural binder (either PH (psyllium husk) or BP (bioplastic potato starch binder)) and warm water. Mixing is carried out in an EC (European Community) standards-compliant laboratory concrete mixer C100, equipped with telescopic handles for ease of mobility. Approximately 3 min of mixing time is required. A manual mixing attempt was also made, which took approximately 2.7 times longer than the concrete blender. After mixing in the concrete mixer, the composite is carefully reviewed to eliminate any irregular coagulations, ensuring uniformity.
- Compression Moulding: The wheat straw and binder mixture is subjected to compression moulding. Both automated and manual methods were employed to assess the force in Newtons and timeframes required for compression. For practical experimental purposes, MDF moulds were used instead of steel moulds to accommodate various sample sizes that align with industry-standard panel dimensions. The slim compostable wheat straw panels were designed for interior refurbishment of Grade 2 listed buildings and constructed using 60 × 30 cm MDF moulds with thicknesses of 2.5, 5, 7.5, and 10 cm. Compression was achieved either manually or using an electrically operated hydraulic machine, with applied forces varying based on panel thickness: 2 tonnes for the 2.5 cm and 5 cm panels, 4 tonnes for the 7.5 cm panels, and 2 tonnes again for the 10 cm panels. The compression time was consistent at 120 s across all cases.
- Weight Application: To prevent expansion, sample panels are placed under the influence of weights. Various time intervals and weights were employed to expedite the process and significantly reduce panel thickness. The primary research objective is to produce, monitor, and test a novel slim wheat straw insulation panel that does not compromise the interior space of Grade 2 listed homes while preserving their facades. The weight applied was 30 kg for 24 h for each panel.
- Drying Methods: The subsequent phase involves drying the panels using one of three methods: oven drying at 35 °C, industrial fan drying, or air drying at room temperature of 25 °C. Each method varies in terms of its impact on panel thickness and structural integrity. Oven drying, for instance, may cause swelling and occasional cracking, while fan and air drying methods are more conducive to maintaining thickness and structural integrity. Industrial drying typically takes 24 h, while air drying requires 2.5 to 4 days, depending on panel thickness.
4. Results and Discussion
4.1. Heat Flow Meters (Used Method)
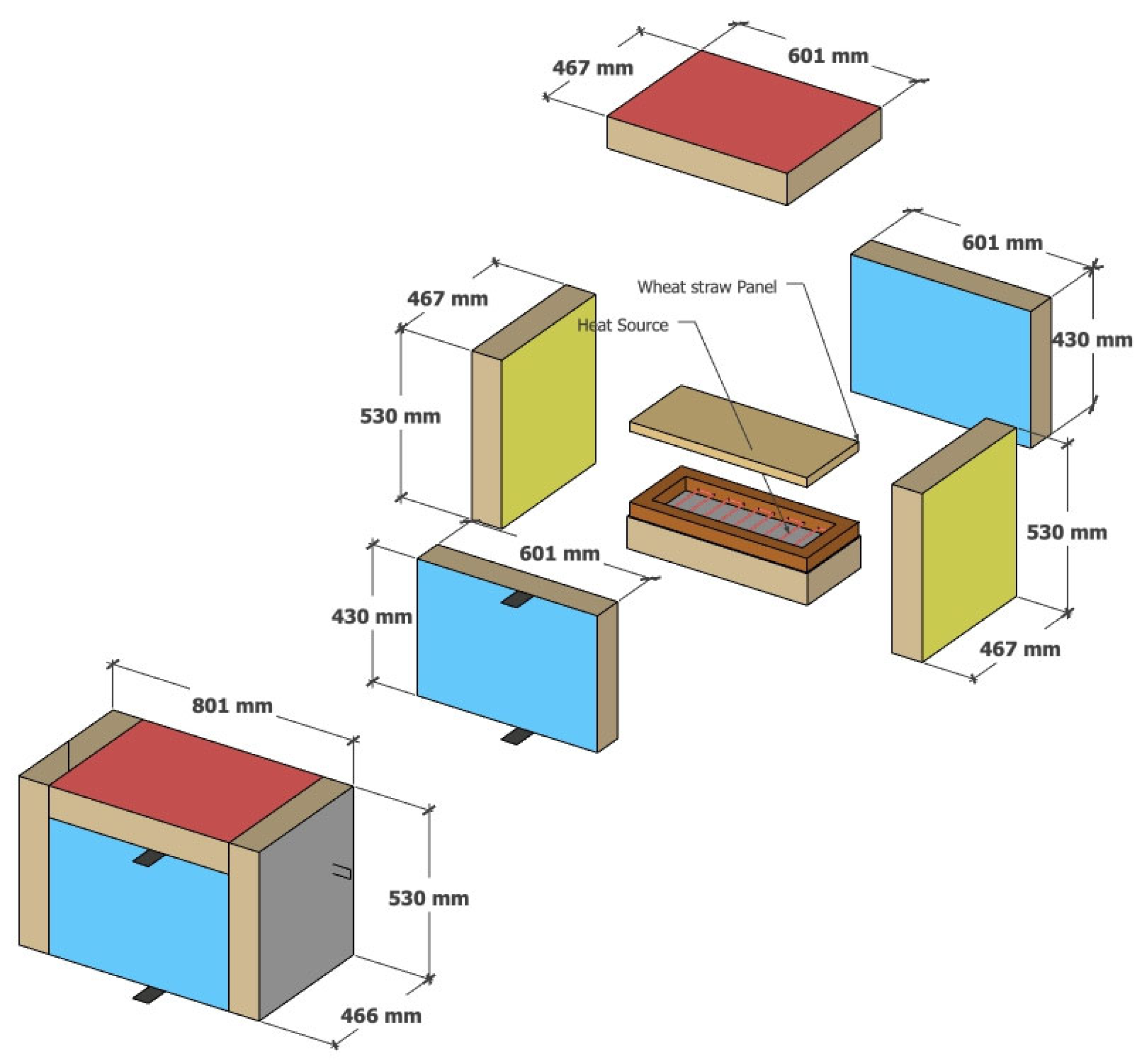
4.2. Calibrated Hotbox Design
4.3. Results of Pilot Test: Hotbox
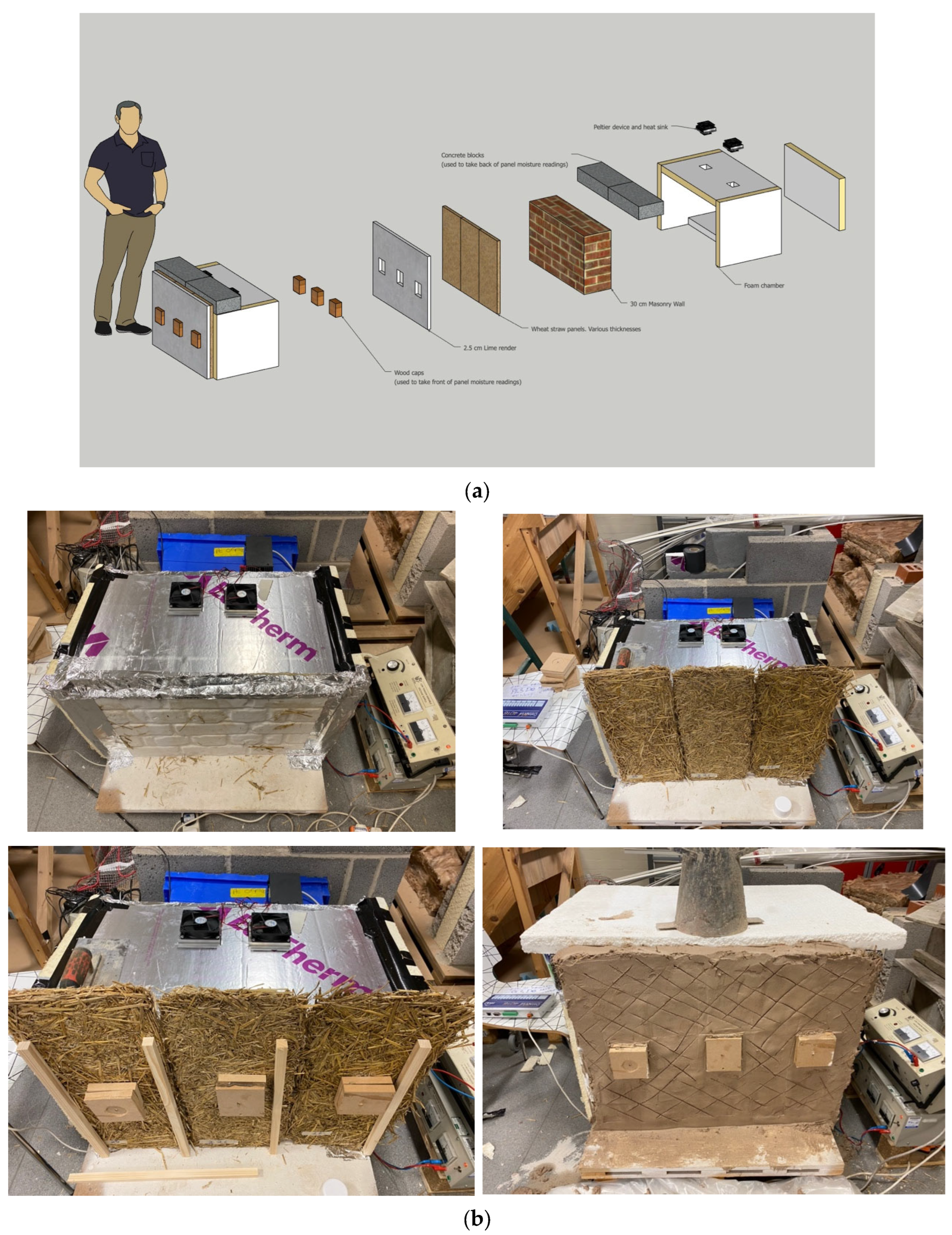
4.4. Actual Wall Replication Method: Accurate Thermal Conductivity
Design and Build of the AWRM
4.5. Replication of Site Conditions
4.6. AWRM: Preliminary Results
4.7. Final AWRM Thermal Conductivity
4.8. Resistance to Moisture
5. Discussion
Significance of This Study
6. Conclusions
6.1. Main Contributions and Impact
- Innovative Materials: This research established wheat straw, an abundant agricultural waste product, as a viable substrate for insulation, offering an eco-friendly alternative to non-renewable materials.
- Novel Methodologies: By developing the Actual Wall Replication Method (AWRM), this study set a precedent for more realistic performance evaluation of insulation panels, addressing the shortcomings of conventional testing techniques.
- Heritage Compatibility: The proposed solution bridges the gap between environmental sustainability and the strict conservation requirements of heritage properties.
6.2. Limitations and Future Directions
6.3. Recommendations
- Enhancing Production Efficiency: Refining the hybrid production process for greater scalability and uniformity across manufacturing setups.
- Policy and Incentives: Engaging stakeholders to establish regulatory support, training, and subsidies for heritage retrofitting projects using sustainable materials.
- Material Optimisation: Exploring alternative binders with higher thermal and moisture performance while maintaining compostability and local availability.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. 2011. Available online: http://eur-lex.europa.eu/LexUriServ/LexUriServ.do?uri=CELEX:52012DC0673:EN:NOT (accessed on 4 February 2025).
- Elnokaly, A.; Keeling, I. An empirical study investigating the impact of micro-algal technologies and their application within intelligent building fabrics. Procedia-Soc. Behav. Sci. 2016, 216, 712–723. [Google Scholar] [CrossRef]
- Pacheco-Torgal, F. Eco-efficient construction and building materials research under the EU Framework Programme Horizon 2020. Constr. Build. Mater. 2014, 51, 151–162. [Google Scholar] [CrossRef]
- Alqadi, S.; Elnokaly, A. An Empirical Study of a Residential Building. In Proceedings of the 20th International Conference on Sustainable Energy Technologies, Nottingham, UK, 15–17 August 2023; p. 158. [Google Scholar]
- Ahmadian, E.; Sodagar, B.; Bingham, C.; Elnokaly, A.; Mills, G. Effect of urban built form and density on building energy performance in temperate climates. Energy Build. 2021, 236. [Google Scholar] [CrossRef]
- Zhou, Y.; Trabelsi, A.; El Mankibi, M. A review on the properties of straw insulation for buildings. Constr. Build. Mater. 2022, 330, 127215. [Google Scholar] [CrossRef]
- Govaerts, Y.; Hayen, R.; de Bouw, M.; Verdonck, A.; Meulebroeck, W.; Mertens, S.; Grégoire, Y. Performance of a lime-based insulating render for heritage buildings. Constr. Build. Mater. 2018, 159, 376–389. [Google Scholar] [CrossRef]
- Tangjuank, S. Thermal insulation and physical properties of particleboards from pineapple leaves. Int. J. Phys. Sci. 2011, 6, 4528–4532. [Google Scholar]
- Chougan, M.; Ghaffar, S.H.; Al-Kheetan, M.J.; Gecevicius, M. Wheat straw pre-treatments using eco-friendly strategies for enhancing the tensile properties of bio-based polylactic acid composites. Ind. Crops Prod. 2020, 155, 112836. [Google Scholar] [CrossRef]
- Carfrae, J.; De Wilde, P.; Goodhew, S.; Walker, P. Detailing the effective use of rain-screens to protect walls made from straw bales in combination with hygroscopic, breathable finishes. (Intelligent Sustainable Cities) View project The relationship between quality management and the thermal. In Proceedings of the Detail Design in Architecture 8—Translating Sustainable Design into Sustainable Construction, Cardiff, UK, 4–8 September 2009. [Google Scholar]
- Ashour, T.; Wieland, H.; Georg, H.; Bockisch, F.J.; Wu, W. The influence of natural reinforcement fibres on insulation values of earth plaster for straw bale buildings. Mater. Des. 2010, 31, 4676–4685. [Google Scholar] [CrossRef]
- Palladino, D.; Scrucca, F.; Calabrese, N.; Barberio, G.; Ingrao, C. Durum-Wheat Straw Bales for Thermal Insulation of Buildings: Findings from a Comparative Energy Analysis of a Set of Wall-Composition Samples on the Building Scale. Energies 2021, 14, 5508. [Google Scholar] [CrossRef]
- ASTM D635; Rate of Burning and/or Extent and Time of Burning of Plastics in a Horizontal Position 1. American Society for Testing and Materials Standards: West Conshohocken, PA, USA, 2003; pp. 1–7.
- Kumfu, S.; Jintakosol, T. Thermal insulation produced from pineapple leaf fiber and natural rubber latex. Adv. Mater. Res. 2012, 506, 453–456. [Google Scholar] [CrossRef]
- Lechtenböhmer, S.; Schüring, A. The potential for large-scale savings from insulating residential buildings in the EU. Energy Effic. 2011, 4, 257–270. [Google Scholar] [CrossRef]
- Sañudo, R.; Dell’Olio, L.; Casado, J.A.; Carrascal, I.A.; Diego, S. Track transitions in railways: A review. Constr. Build. Mater. 2016, 112, 140–157. [Google Scholar] [CrossRef]
- Herrera-Avellanosa, D.; Rose, J.; Thomsen, K.E.; Haas, F.; Leijonhufvud, G.; Brostrom, T.; Troi, A. Evaluating the Implementation of Energy Retrofits in Historic Buildings: A Demonstration of the Energy Conservation Potential and Lessons Learned for Upscaling. Heritage 2024, 7, 997–1013. [Google Scholar] [CrossRef]
- Menconi, M.; Painting, N.; Piroozfar, P. Simulated Results of a Passive Energy Retrofit Approach for Traditional Listed Dwellings in the UK. Energies 2025, 18, 850. [Google Scholar] [CrossRef]
- Historic England. “Greening” Historic Homes Could Save up to 84% in Carbon Emissions. Hist. Engl. 2021, 1–6. [Google Scholar]
- Elnokaly, A.; Ayoub, M.; Elseragy, A. Parametric investigation of traditional vaulted roofs in hot-arid climates. Renew. Energy 2019, 138, 250–262. [Google Scholar] [CrossRef]
- Potton, E.; Hinson, S. Housing and Net Zero. 2020. Available online: https://www.thinkhouse.org.uk/site/assets/files/2010/hoc0320c.pdf (accessed on 4 February 2025).
- Salonen, T.; Fischer, H.; Korjenic, A. Chopped Straw as an Insulation Material: The Influence of Different Blow-In Technologies and Flame Retardants on Hygrothermal Properties. Buildings 2023, 13, 2555. [Google Scholar] [CrossRef]
- Elnokaly, A.; Elseragy, A. Sustainable urban regeneration of historic city centres: Lessons learnt. In Proceedings of the World Sustainable Building Conference, Helsinki, Finland, 18–21 October 2011. [Google Scholar]
- Lopez Hurtado, P.; Rouilly, A.; Vandenbossche, V.; Raynaud, C. A review on the properties of cellulose fibre insulation. Build. Environ. 2016, 96, 170–177. [Google Scholar] [CrossRef]
- Evon, P.; Vandenbossche, V.; Pontalier, P.-Y.; Rigal, L. New thermal insulation fiberboards from cake generated during biorefinery of sunflower whole plant in a twin-screw extruder. Ind. Crops Prod. 2014, 52, 354–362. [Google Scholar] [CrossRef]
- Masood, R.; Miraftab, M. Psyllium: Current and Future Applications. In Medical and Healthcare Textiles; Anand, S.C., Kennedy, J.F., Miraftab, M., Rajendran, S., Eds.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Sawston, UK, 2010; pp. 244–253. ISBN 978-1-84569-224-7. [Google Scholar]
- Palumbo, M.; Navarro, A.; Avellaneda, J.; Lacasta, A.M. Characterization of thermal insulation materials developed with crop wastes and natural binders. WSB14 World Sustain. Build. Conf. 2014, 28, 188-1-188-10. [Google Scholar]
- Soto, M.; Rojas, C.; Cárdenas-Ramírez, J.P. Characterization of a Thermal Insulating Material Based on a Wheat Straw and Recycled Paper Cellulose to Be Applied in Buildings by Blowing Method. Sustainability 2023, 15, 58. [Google Scholar] [CrossRef]
- Mohammed, A.M.; Elnokaly, A.; Aly, A.M.M. Empirical investigation to explore potential gains from the amalgamation of phase changing materials (PCMs) and wood shavings. Energy Built Environ. 2021, 2, 315–326. [Google Scholar] [CrossRef]
- Costes, J.-P.; Evrard, A.; Biot, B.; Keutgen, G.; Daras, A.; Dubois, S.; Lebeau, F.; Courard, L. Thermal conductivity of straw bales: Full size measurements considering the direction of the heat flow. Buildings 2017, 7, 11. [Google Scholar] [CrossRef]
- Pendlebury, J. Conservation values, the authorised heritage discourse and the conservation-planning assemblage. Int. J. Herit. Stud. 2013, 19, 709–727. [Google Scholar] [CrossRef]
- Historic England. Energy efficiency and historic buildings: Insulating Solid Walls. Hist. Engl. 2016, 29, 16–17. [Google Scholar]
- Romero Quidel, G.; Soto Acuña, M.J.; Rojas Herrera, C.J.; Rodríguez Neira, K.; Cárdenas-Ramírez, J.P. Assessment of Modular Construction System Made with Low Environmental Impact Construction Materials for Achieving Sustainable Housing Projects. Sustainability 2023, 15, 8386. [Google Scholar] [CrossRef]
- Sheweka, S.M.; Elnokaly, A. Waste management and material recycle as a potential of sustainable building envelope for low income housing. In Proceedings of the 41st IAHS World Congress Sustainabilit y and Innovation for the Future, Albufeira, Portugal, 13–16 September 2016. [Google Scholar]
- Peters, B.; Sharag-Eldin, A.; Callaghan, B. Development of a simple hot box to determine the thermal characteristics of three-dimensional printed bricks. In Proceedings of the ARCC 2017 Conference—Architecture of Complexity, Salt Lake City, UT, USA, 14–17 June 2017; pp. 457–466. [Google Scholar]
- Sun, R.C.; Salisbury, D.; Tomkinson, J. Chemical composition of lipophilic extractives released during the hot water treatment of wheat straw. Bioresour. Technol. 2003, 88, 95–101. [Google Scholar] [CrossRef]
- ISO 9869:1994(en); Thermal Insulation—Building Elements—In-Situ Measurement of Thermal Resistance and Thermal Transmittance. ISO: Geneva, Switzerland, 1994.
- Smith, S. Development of the Modified Hot Box: A Convective Heat Transfer Device for Measuring the Steady State and Transient Thermal Properties of Non-homogenous Building Materials. Master’s Thesis, Clemson University, Clemson, SC, USA, 2016. [Google Scholar]
- Alhawari, A.; Mukhopadhyaya, P. Construction and Calibration of a Unique Hot Box Apparatus. Energies 2022, 15, 4677. [Google Scholar] [CrossRef]
- GreenTEG Instruction Manual for gSKIN® U-Value Kit. 2020, pp. 1–7. Available online: https://www.greenteg.com/de/uploads/g_SKIN_U_Value_KIT_Manual_Version2_42_847416a0ae.pdf (accessed on 4 February 2025).
- Binici, H.; Eken, M.; Dolaz, M.; Aksogan, O.; Kara, M. An environmentally friendly thermal insulation material from sunflower stalk, textile waste and stubble fibres. Constr. Build. Mater. 2014, 51, 24–33. [Google Scholar] [CrossRef]
- Mohammed, A.M.; Elnokaly, A.; Aly, A.M.; Mahmoud, M.H. Enhanced thermal performance of closed-cell rigid Polyurethane (PU) foam panels using phase change materials (PCMs). J. Adv. Eng. Trends 2022, 41, 135–145. [Google Scholar] [CrossRef]
- Jones, M.; Mautner, A.; Luenco, S.; Bismarck, A.; John, S. Engineered mycelium composite construction materials from fungal biorefineries: A critical review. Mater. Des. 2020, 187, 108397. [Google Scholar] [CrossRef]
- Ranefjärd, O.; Strandberg-de Bruijn, P.B.; Wadsö, L. Hygrothermal Properties and Performance of Bio-Based Insulation Materials Locally Sourced in Sweden. Materials 2024, 17, 2021. [Google Scholar] [CrossRef] [PubMed]
- BS ISO 8990:1994; Thermal Insulation—Determination of Steady-State Thermal Transmission Properties—Calibrated and Guarded Hot Box. ISO: Geneva, Switzerland, 2019.
- Almusaed, A.; Almssad, A.; Alasadi, A.; Yitmen, I.; Al-Samaraee, S. Assessing the Role and Efficiency of Thermal Insulation by the “BIO-GREEN PANEL” in Enhancing Sustainability in a Built Environment. Sustainability 2023, 15, 10418. [Google Scholar] [CrossRef]
- CIBSE. Guide A Environmental Design (2015, Updated 2021); CIBSE: London, UK, 2015. [Google Scholar]
- Asdrubali, F.; D’Alessandro, F.; Schiavoni, S. A review of unconventional sustainable building insulation materials. Sustain. Mater. Technol. 2015, 4, 1–17. [Google Scholar] [CrossRef]
- Council Oxford City. Keeping Your Home Free from Damp; Council Oxford City: Oxfrod, UK, 2022. [Google Scholar]
- Climate Data. Climate in Nottingham, UK; Climate Data: Nottingham, UK, 2022. [Google Scholar]
- Goodhew, S.; Griffiths, R. Sustainable earth walls to meet the building regulations. Energy Build. 2005, 37, 451–459. [Google Scholar] [CrossRef]
- Pruteanu, M. Investigations regarding the thermal conductivity of straw. Bul. Institutului Politeh. Din Lasi. Sect. Constr. Arhit. 2010, 56, 9. [Google Scholar]
- Milutiene, E.; Staniškis, J.K.; Kručius, A.; Auguliene, V.; Ardickas, D. Increase in buildings sustainability by using renewable materials and energy. Clean Technol. Environ. Policy 2012, 14, 1075–1084. [Google Scholar] [CrossRef]
- Grilo, J.; Faria, P.; Veiga, R.; Santos Silva, A.; Silva, V.; Velosa, A. New natural hydraulic lime mortars—Physical and microstructural properties in different curing conditions. Constr. Build. Mater. 2014, 54, 378–384. [Google Scholar] [CrossRef]
- Bovo, M.; Giani, N.; Barbaresi, A.; Mazzocchetti, L.; Barbaresi, L.; Giorgini, L.; Torreggiani, D.; Tassinari, P. Contribution to thermal and acoustic characterization of corn cob for bio-based building insulation applications. Energy Build. 2022, 262, 111994. [Google Scholar] [CrossRef]
- Moncada, L.G.G.; Asdrubali, F.; Rotili, A. Influence of new fac tors on global energy prospects in the medium term: Comparison among the 2010, 2011 and 2012 editions of the IEA’s World Energy Outlook reports. Econ. Policy Energy Environ. 2013, 2013, 67–89. [Google Scholar]
- Williamson, A.; Finnegan, S. Sustainability in heritage buildings: Can we improve the sustainable development of existing buildings under approved document L? Sustainability 2021, 13, 3620. [Google Scholar] [CrossRef]
- Ji, Y.; Fitton, R.; Swan, W.; Webster, P. Assessing overheating of the UK existing dwellings—A case study of replica Victorian end terrace house. Build. Environ. 2014, 77, 1–11. [Google Scholar] [CrossRef]
- Dore, C.; Murrells, T.; Passant, N.; Hobson, M.; Thistlethwaite, G.; Wagner, R.A.; Li, Y.; Bush, T.; King, K.; Norris, J.; et al. UK emissions of air pollutants 1970 to 2006. AEA Energy 2008, 194. [Google Scholar]
- Nardi, I.; Paoletti, D.; Ambrosini, D.; De Rubeis, T.; Sfarra, S. Validation of quantitative IR thermography for estimating the U-value by a hot box apparatus. J. Phys. Conf. Ser. 2015, 655, 012006. [Google Scholar] [CrossRef]
- Cesaratto, P.G.; De Carli, M.; Marinetti, S. Effect of different parameters on the in situ thermal conductance evaluation. Energy Build. 2011, 43, 1792–1801. [Google Scholar] [CrossRef]
- Met Office. Climate in Nottingham 2017–2022; Met Office: London, UK, 2022. [Google Scholar]
- Straube, J. Moisture Properties of Plaster and Stucco for Straw Bale Buildings. In Report for CMHC, Ottawa; EBNet: Schwerin, Germany, 2000; p. 4. [Google Scholar]
- Robinson, J.A. Quantifying and Evaluating the Risk Posed to Straw Bale Constructions from Moisture. Ph.D. Thesis, Nottingham Trent University, Nottingham, UK, 2014; pp. 35–44. [Google Scholar]
- Ali, A.; Issa, A.; Elshaer, A. A Comprehensive Review and Recent Trends in Thermal Insulation Materials for Energy Conservation in Buildings. Sustainability 2024, 16, 8782. [Google Scholar] [CrossRef]
- Czajkowski, Ł.; Kocewicz, R.; Weres, J.; Olek, W. Estimation of Thermal Properties of Straw-Based Insulating Panels. Materials 2022, 15, 1073. [Google Scholar] [CrossRef]
- Abu-Bakar, H.; Charnley, F. Developing a Strategic Methodology for Circular Economy Roadmapping: A Theoretical Framework. Sustainability 2024, 16, 6682. [Google Scholar] [CrossRef]
- Asdrubali, F.; Baldinelli, G. Thermal transmittance measurements with the hot box method: Calibration, experimental procedures, and uncertainty analyses of three different approaches. Energy Build. 2011, 43, 1618–1626. [Google Scholar] [CrossRef]
- Lawrence, M.; Heath, A.; Walker, P. The impact of external finishes on the weather resistance of straw bale walls. In Proceedings of the 11th International Conference on Non-Conventional Materials and Technologies, NOCMAT, Bath, UK, 6–9 September 2009. [Google Scholar]
- Aviram, D.P.; Fried, A.N.; Roberts, J.J. Thermal properties of a variable cavity wall. Build. Environ. 2001, 36, 1057–1072. [Google Scholar] [CrossRef]
- Kus, H.; Özkan, E.; Göcer, Ö.; Edis, E. Hot box measurements of pumice aggregate concrete hollow block walls. Constr. Build. Mater. 2013, 38, 837–845. [Google Scholar] [CrossRef]
- Sala, J.M.; Urresti, A.; Martin, K.; Flores, I.; Apaolaza, A. Static and dynamic thermal characterisation of a hollow brick wall: Tests and numerical analysis. Energy Build. 2008, 40, 1513–1520. [Google Scholar] [CrossRef]
- Peng, C.; Wu, Z. In situ measuring and evaluating the thermal resistance of building construction. Energy Build. 2008, 40, 2076–2082. [Google Scholar] [CrossRef]
- Ahmad, A.; Maslehuddin, M.; Al-Hadhrami, L.M. In situ measurement of thermal transmittance and thermal resistance of hollow reinforced precast concrete walls. Energy Build. 2014, 84, 132–141. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hotbox Method | |||
|---|---|---|---|
| PH Binder Panels (Psyllium Husk) | |||
| Wheat Straw Panel Thickness (cm) | Panel Thermal Conductivity, Hotbox (W/mK) | Manually Calculated Total Wall Thermal Conductivity from Hotbox Obtained Hotbox Values (W/mK) | Density (kg/m3) |
| 2.5 | 0.6 | 1.036 | 133 |
| 5 | 0.55 | 0.986 | 186 |
| 7.5 | 0.52 | 0.937 | 270 |
| 10 | 0.5 | 0.89 | 385 |
| Insulation Material Type | Product Density (kg/m3) | Thermal Conductivity (W/mK) | Reference |
|---|---|---|---|
| Cellulose fibre | 50 | 0.04 | (Lopez Hurtado et al., 2016) [24] |
| Pineapple leaves | 178–232 | 0.035–0.045 | (Tangjuank, 2011) [8] |
| Sunflower, sunflower stalks, and cotton textile waste | 200 | 0.1642 | (Binici et al., 2014) [41] |
| Sunflower, rape straw, sunflower bark, sunflower pith, and a mix of sunflower pith and bark | 235–714 | 0.055–0.156 | (Jones et al., 2020) [43] |
| Straw bales | 120 | 0.155 | (Palladino et al., 2021) [12] |
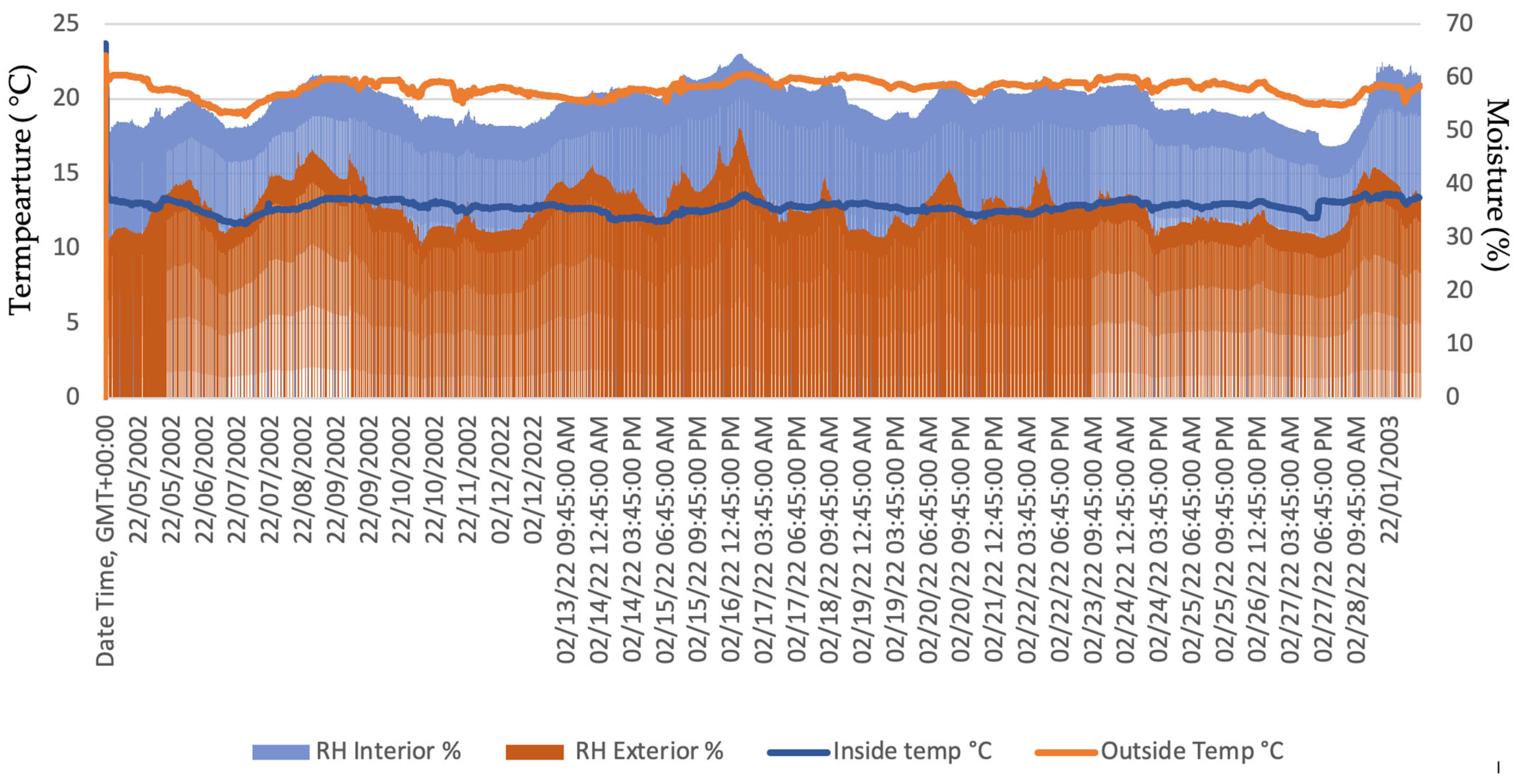
| Temperature Cold Chamber (Outdoor Conditions) °C | Temperature (Indoor Conditions) % | RH Cold Chamber (Outdoor Conditions) % | RH Lab (Indoor Conditions) % | |
|---|---|---|---|---|
| Standard deviations | 0.5 | 0.6 | 3.7 | 4.2 |
| Maximum | 23.7 | 22.9 | 64.6 | 50.6 |
| Minimum | 11.6 | 18.9 | 29.8 | 28.4 |
| Averages | 12.8 | 20.7 | 55.6 | 36.2 |
| Hotbox Method | Actual Wall Replication | |||||||
|---|---|---|---|---|---|---|---|---|
| PH Binder Panels (Psyllium Husk) | BP Binder Panels (Bioplastic) | |||||||
| Wheat Straw Panel Thickness (cm) | Manually Calculated Total Wall Thermal Conductivity from Hotbox Obtained Hotbox Values (W/mK) | Panel Thermal Conductivity, Hotbox (W/mK) | Manually Calculated Total Wall Thermal Conductivity from Actual Wall Replication Method (W/mK) | Panel Thermal Conductivity from Actual Wall Replication Method (W/mK) | Density (Kg/m3) | Potato Wall Thermal Conductivity (W/mK) | Assumed Potato Panel Thermal Conductivity (W/mK) | Density (Kg/m3) |
| 2.5 | 1.036 | 0.6 | 0.57 | 0.025 | 133 | 0.66 | 0.033 | 146 |
| 5 | 0.986 | 0.55 | 0.27 | 0.017 | 186 | 0.31 | 0.0215 | 218 |
| 7.5 | 0.937 | 0.52 | 0.24 | 0.023 | 270 | 0.225 | 0.021 | 324 |
| 10 | 0.89 | 0.5 | 0.22 | 0.028 | 385 | 0.23 | 0.026 | 470 |
| PH Binder Panels (Psyllium husk) | BP Binder Panels (Bioplastic) | |||||
|---|---|---|---|---|---|---|
| Wheat Straw Panel Thickness (cm) | Assumed Wall Hotbox Panel Thermal Conductivity (W/mK) | Wall Thermal Conductivity, Actual Wall Replication Method (W/mK) | Ratio of Hotbox to AWRM Experiment | Assumed Wall Hotbox Panel Thermal Conductivity (W/mK) | Potato Wall Thermal Conductivity (W/mK) | Ratio of Hotbox to AWRM Experiment |
| 2.5 | 1.036 | 0.57 | 1.82 | 1.036 | 0.66 | 1.57 |
| 5 | 0.986 | 0.27 | 3.65 | 0.986 | 0.31 | 3.18 |
| 7.5 | 0.937 | 0.24 | 3.90 | 0.937 | 0.225 | 4.16 |
| 10 | 0.89 | 0.22 | 4.05 | 0.89 | 0.23 | 3.87 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yasser, F.; Klalib, H.A.; Elnokaly, A.; Ianakiev, A. Sustainable Development of Grade 2 Listed Dwellings: A Wall Replication Method with Slim Wheat Straw Panels for Heritage Retrofitting. Sustainability 2025, 17, 2735. https://doi.org/10.3390/su17062735
Yasser F, Klalib HA, Elnokaly A, Ianakiev A. Sustainable Development of Grade 2 Listed Dwellings: A Wall Replication Method with Slim Wheat Straw Panels for Heritage Retrofitting. Sustainability. 2025; 17(6):2735. https://doi.org/10.3390/su17062735
Chicago/Turabian StyleYasser, Farres, Hynda Aoun Klalib, Amira Elnokaly, and Anton Ianakiev. 2025. "Sustainable Development of Grade 2 Listed Dwellings: A Wall Replication Method with Slim Wheat Straw Panels for Heritage Retrofitting" Sustainability 17, no. 6: 2735. https://doi.org/10.3390/su17062735
APA StyleYasser, F., Klalib, H. A., Elnokaly, A., & Ianakiev, A. (2025). Sustainable Development of Grade 2 Listed Dwellings: A Wall Replication Method with Slim Wheat Straw Panels for Heritage Retrofitting. Sustainability, 17(6), 2735. https://doi.org/10.3390/su17062735