Abstract
The olive oil sector constitutes a fundamental pillar in the Mediterranean region from socio-economic and cultural perspectives. Nonetheless, it produces significant amounts of waste, leading to numerous environmental issues. These waste streams contain valuable compounds that can be recovered and utilized as inputs for various applications. This study introduces a novel value chain for olive wastes, focused on extracting lignin from olive pomace by ionic liquids and polyphenols from olive mill wastewater, which are then incorporated as hybrid nanoparticles in the formulation of an innovative starch-based biofertilizer. This biofertilizer, obtained by using residual wastewater as a source of soluble nitrogen, acting at the same time as a plasticizer for the biopolymer, was demonstrated to surpass traditional NPK biofertilizers’ efficiency, allowing for root growth and foliage in drought conditions. In order to recognize the environmental impact due to its production and align it with the technical output, the circularity and environmental performance of the proposed system were innovatively evaluated through a combination of Life Cycle Assessment (LCA) and the Material Circularity Indicator (MCI). LCA results indicated that the initial upcycling process was potentially characterized by significant hot spots, primarily related to energy consumption (>0.70 kWh/kg of water) during the early processing stages. As a result, the LCA score of this preliminary version of the biofertilizer may be higher than that of conventional commercial products, due to reliance on thermal processes for water removal and the substantial contribution (56%) of lignin/polyphenol precursors to the total LCA score. Replacing energy-intensive thermal treatments with more efficient alternatives represents a critical area for improvement. The MCI value of 0.84 indicates limited potential for further enhancement.
1. Introduction
Agri-food supply chains, encompassing agricultural production through domestic consumption, generate significant amounts of waste, leading to the pollution of soil, water, and air. These pollutants, combined with the use of various inputs, substantially contribute to the environmental impact of the food chain, which is further exacerbated when considering food waste throughout the chain [1]. In this regard, the development of sustainable and circular supply chains for agri-food products is deemed a priority. A key aspect in enhancing the circularity of agri-food supply chains is the valorization of by-products. The ability to reuse a by-product rather than disposing of it as waste represents one of the fundamental principles of the Circular Economy (CE). CE is an economic model characterized by the complete recirculation of resources, whereby the value of products, materials, and resources is preserved for as long as possible.
In this scenario, the olive oil sector, which is an essential pillar in the Mediterranean region, has high potential to improve and become more resilient; indeed, the by-products and waste generated during the pressing phase can lead to important environmental issues, because they contain highly valuable components that can also be phytotoxic [2]. Conversely, these by-products are abundant in valuable compounds that can be utilized directly after extraction or employed as ingredients for various applications. Indeed, the application of pomace and olive mill wastewater (OMWW) as soil conditioners is an established practice in several countries [3]. Additionally, polyphenols extracted from OMWW are used for their antioxidant properties in the cosmetics industry [4], and olive stones are exploited for energy recovery purposes [5]. In recent years, numerous studies have concentrated on the potential use of olive oil by-products within the agri-food sector from a Circular Economy perspective. For example, De Bruno et al. [6] incorporated polyphenols extracted from OMWW into basil pesto to extend its shelf life, while Roila et al. [7] applied a similar approach to minced meat products. Furthermore, Conte et al. [8] observed a reduction in hardness and brittleness in baked goods due to the addition of polyphenol extracts. Lignin extracted from pomace was applied to maize plants by Tolisano et al. [9], resulting in enhanced physiological and biochemical responses, whereas Cedola et al. [10] examined the effects of olive oil by-products on the chemical and sensory characteristics of bread and pasta.
Given the strategic importance of the olive oil sector, it is necessary to discover new effective solutions aimed at both transforming olive oil waste into resources [11] and have an appropriate evaluation tool to assess the progress of the transition for a more resilient and circular supply chain [12]. Ascertaining the current degree of circularity is an essential step in the future decision-making processes [13]. In this context, as Pires and Martinho illustrated in their study about measuring waste hierarchy, indicators assume a key role to assess the implementation of practice and guide decisions to achieve the objective of the Circular Economy [14]. Circularity can be assessed at different levels, micro (i.e., enterprise level), meso (i.e., industrial district), and macro (regional/national level) [15,16]. This has led to the development of numerous so-called “circular indicators” available, as Sassanelli et al., highlighted in their systematic literature review of the most used method for assessing circularity performance [16]. However, in recent years, many indices have been developed, but their aim is not always clear. This ambiguity results in the difficult choice of the most suitable index for a specific context because of the lack of a general taxonomy [17]. Additionally, the use of circularity metrics based only on the material recirculation degree provides a partial view of the environmental performance of a system, failing to capture an eventual increase in energy consumption and/or polluting emissions as Corona et al. clearly highlighted [18]. Furthermore, as Haupt & Zschokke Illustrated by referring to the 63rd discussion forum on life cycle assessment [19], the most circular solution is not ever the best environmental choice. A consolidated way to overcome these issues is the combined use of Life Cycle Assessment (LCA) and circular indicators. LCA (ISO 14040 and 14044 [20,21]) is a widely used methodology to assess the environmental performance of products, services, and systems and to compare different processes according to their environmental impacts by accounting for their entire life cycle. In short, through LCA it is possible to identify opportunities for the recovery of materials, energy saving, and emission reduction [22]. Regarding circular indicators, the most used is the Material Circularity Indicator (MCI) [23]. MCI—developed by the Ellen MacArthur Foundation—EMF and Granta Design, is an indicator that assesses the level of restoration for produced material flows. According to Rufí-Salís et al. [24], MCI finds its methodological complement in LCA; it is focused on material flows and does not indicate sustainability [25], while LCA assesses this aspect but approaches raw materials and resources with linear economy principles [26]. Their concurrent application is also favored by the fact that some input data for LCA is the same for MCI. In agri-food analysis, many studies applied this combination [27,28,29], and, in recent years, it started to be used in olive oil supply chain [30]. However, most of the available studies considered the main chain (linear or circular models for Extra Virgin Olive Oil (EVOO) production) [25,31,32], and a limited number of studies dealt with LCA/MCI applied to biofertilizers [33].
In this context, the following study is aimed at evaluating the circularity and environmental performance of waste exploitation (upcycling) strategies for the olive oil sector, by means of both MCI and LCA. In particular, the extraction of lignin and polyphenols from pomace and olive mill wastewater, respectively, to produce an innovative biofertilizer is investigated. After the description of the product (case study), LCA, and its goal, scope definition, and methodology, MCI and its methodology for application in the agri-food sector are described, with both also discussed in terms of uncertainty and sensitivity. Results of the two indicators are then proposed and discussed.
2. Materials and Methods
2.1. Case Study
In the current case study, the production of the biofertilizer can be contextualized within the European project 4BIOLIVE (www.4biolive.eu, accessed on 2 June 2025). The activities and procedures described in this work were developed over the course of the project by numerous partners, each of whom focused on a different area of expertise. The optimal outcomes chosen from various trials and experimental tests are represented by each activity. By-products of olive oil, such as vegetation waters and olive pomace oil (or husk), can be regarded as the bio-sources or feedstock of the diverse materials and extracts created within the scope of the project in question. They can be regarded as the initial component of the biofertilizer value chain and are produced by the production of olive oil, which is performed by various producers located throughout the Mediterranean region (i.e., Spain, Italy, Tunisia, and Algeria), using various methods of oil extraction. The most popular ones are based on two- and three-phase decanters; the former is recommended because it uses less water and has a smaller prospective environmental impact. This requirement has been brought up because, even when waste is utilized as a starting point, it loses its inherent status as a low-value product and turns into feedstock. As a result, the environmental problems associated with the production of olive oil cannot be solely attributed to the oil. On the other hand, their use allows for diversion from the end-of-life route. This theme is more thoroughly presented in the section dedicated to the LCA. Lignin, polyphenols, and starch are the main active components of the biofertilizer. Starch is a commercial product, while lignin and polyphenols are produced through the above-mentioned waste value chain—respectively, olive pomace (OH) and olive milling wastewater (OMWW) (the initial characterization of OH and OMWW is reported as Table S1 in the Supporting Information).
After drying, milling, and sieving, OH was then treated with a solution of triethylammonium hydrogen sulfate ([Et3NH][HSO4]) and water (ratio 80:20) at 120 °C for 4 h (OH: solution weight ratio 1:10). A cleaning stage in ethanol was also included, with the possibility to recover the solvents and eliminate the produced ligneous sediment (biowaste) through centrifugation. Lignin nanoparticles were obtained after dilution of the extract in an aqueous solution of formic acid (1%), followed by drying and milling. Solvents and chemicals employed were of analytical or MS grade and purchased from Merck KGaA (Darmstadt, Germany).
OMWW was subjected to defatting in hexane, centrifugation, and freeze-drying (lyophilizer Virtis B.T. 2K ES, ATS Life Sciences, Cambridge, Canada) to obtain a colloidal wet residue, which was subsequently treated in a solution of methanol/water/formic acid/methyl cyanide (1:1:8:5 in volume) and subjected to mechanical stirring, ultrasound treatment, and centrifugation. The extract rich in polyphenols was obtained after lyophilization. Lignin powder (5 wt% in weight of the starch) was added to deionized water, and the suspension was sonicated with an ultrasonic tip (Vibracell 75043, 750W, Bioblock Scientific, Illkirch-Graffenstaden, France) for 20 min. The phenolic extract was then added in liquid form (5% in weight with respect to the lignin) to the lignin nanoparticle suspension. The resulting system was subjected to a further lyophilization stage (lyophilizer Virtis B.T. 2K ES, ATS Life Sciences, Cambridge, Canada). Biofertilizer preparation was carried out starting from wastewater, containing about 345 mg/L of soluble nitrogen, used for starch gelification. Starch was cross-linked with citric acid (5% in weight of starch with respect to wastewater and 3% in weight of citric acid with respect to the starch). The lignin nanoparticle/polyphenol system was added to the gel, and the resulting solution was conditioned in a vacuum oven at 40 °C for three days and further dried in a static oven (40 °C for three days). The dry material was finally crushed. Solvents and chemicals employed were of analytical or MS grade and purchased from Merck KGaA (Darmstadt, Germany).
2.2. Life Cycle Assessment
In this work, the Life Cycle Analysis tool is applied to the scenario regarding the production of the biofertilizer from olive oil production wastes; in particular, the extraction of polyphenols from olive milling vegetation water and lignin from olive pomace were considered. This scenario is characterized by the production of solid residues, which can be potentially exploited to produce biogas and digestate, as useful by-products to be transformed into energy and soil improver. The approach used allows for evaluating the potential environmental impact related to the value chain of the above-mentioned products (lignin, polyphenols, and, consequently, the biofertilizer as well), also in a quantitative way. A hybrid approach, where lab scale practices are upscaled to an industrial size, is applied. Technologies and routes characterized by a good level of technical feasibility and reliability are selected for the products’ (from waste) extraction value chain. Each one is modeled and subjected to LCA with the aim of obtaining the potential environmental impact of the whole framework, as follows:
- -
- Lignin extraction from olive pomace (OH);
- -
- Polyphenol extraction from olive milling waste waters (OMWW);
- -
- Biofertilizer preparation;
- -
- Biogas production from solid residue anaerobic digestion and its use as an energy source (side product);
- -
- Digestate produced at the end of the residue’s anaerobic digestion (further side product).
The initial feedstock under consideration is OMWW and OH from a two-phase decanter process (production of olive oil). By using a parametric approach, models that can be implemented and updated continuously for every extracted material have been developed, enabling any future updates. Every procedure used to complete a particular production stage, as well as any material or auxiliary component used in extraction processes that are not present in software libraries or databases, have been subjected to the same methodology. There have been no problems with transportation, service life, or end of life because there is currently no trustworthy information available. Instead, a “cradle to gate” approach has been used.
2.3. Goal and Scope Definition
The goal concerns the assessment of the environmental impact of biofertilizer preparation and the identification of the most important hot spots or critical points within the related value chain to be improved for future industrial production. This approach highlights not only the role of any single manufacturing stage, which takes place in the whole supply chain, but also the role of each used material. This version of the study includes data related to potential treatments on hazardous species before emission or dismantling, as well as the internal recycling of important by-products, scraps, and waste. It must be pointed out that in this approach, batch-size operations were upscaled to an industrial size, when possible, or to pilot-scale size. In some cases, the replacement of processes carried out by means of lab/research devices with other industrial processes characterized by a more reliable framework (in terms of performance and data on energy consumption and produced waste) was proposed. About the system boundary definition, the corresponding technological/physical boundaries were considered for each manufacturing stage. A system expansion, aimed at including the treatments carried out over the produced residues (i.e., anaerobic digestion), was proposed. The topics of data quality, assumptions, limitations, etc., were considered in the section illustrating the inventory phase. Primary data were collected in the early stages to select the main processing technologies and the main materials used in input and obtained as output or emissions. Averaged (or secondary) data was used to correctly model the up-scaled/industrial processes involved in the value/supply chain. The main impact categories investigated in this analysis are related to material and resource consumption (fossil depletion) and emissions of greenhouse gases (climate changes), particulate matter formation, and human toxicity. A “cradle to gate” approach was considered, with no references to issues on product service and end of life. The inventories were implemented by means of the SimaPro 9.6.0 (Dataset Ecoinvent 3.9) software, and the ReCiPe 2016 tool (both mid-point and end point) were used to calculate the whole environmental impact.
2.4. Inventory Analysis
A preliminary model concerning the production of pomace and olive oil production wastewater was developed based on various sources in the literature [34]. Olive husks (OH) and olive mill wastewater (OMWW) are typically regarded as waste or low-value by-products to be exhausted prior to disposal. In this study, however, these materials could be utilized for the generation of valuable products through waste valorization. There is no universally accepted methodology for compiling an inventory of these co-products [35,36], nor a standardized criterion for allocating flows to their production during the olive oil manufacturing process [36,37]. Consequently, allocation was performed using an economic approach; a market value of 2.32%/kg was assigned to OH [38], while OMWW was valued at 10% of the OH price (0.232%/kg relative to olive oil). The model also incorporates an average transportation distance of olives from harvest sites to processing facilities, conservatively estimated at 100 km. Among the primary methods for olive oil extraction, the two-phase decanter system was selected [39]. The value chain encompasses defoliation, washing, milling, and malaxation of olives, followed by oil extraction and separation (Figure 1). Flow diagrams for olive oil and biofertilizer production, with mass balance included, are available as Figures S1 and S2 in the Supporting Information. Bottling operations are excluded from the system boundaries. The initial stage modeled in the olive oil supply chain involves defoliation and washing, which are characterized by water [40] and energy consumption, respectively. Specifically, 80 kg of water per 100 kg of olives is utilized and subsequently discharged as wastewater. Device characterized by a production rate between 700 kg/h and 1800 kg/h and a power input between 2 kW and 6 kW are used.
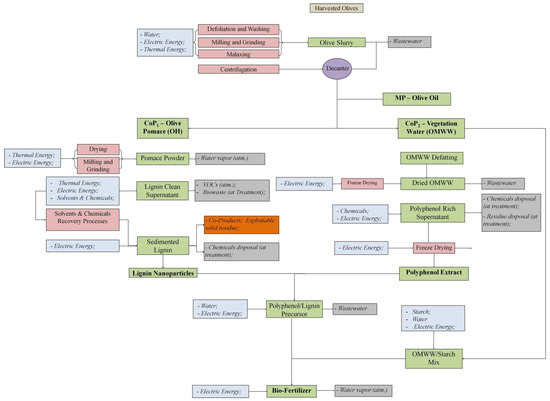
Figure 1.
Schematic flow chart of the biofertilizer production value chain.
The subsequent milling and grinding stage are conducted using equipment with an average capacity of 2250 kg/h and an average power consumption of 46 kW. Following these operations, the ground olive product undergoes malaxation at approximately 35 °C. The thermal energy input for this process (in MJ) is calculated using Equation (A1), as detailed in the Appendix, alongside all other equations required for the inventory. Additionally, a parametric model is developed to estimate the electrical energy consumed during the processing of the resulting slurry, based on its composition, as outlined in Equations (A2) and (A3). This phase involves water addition, with quantities dependent on olive quality; typically, 22.40 L of water per 100 kg of slurry is added to reduce mixture viscosity. The final stage consists of a two-phase decanter process (centrifugation at 1.50 kWh/m3) designed to separate the various products, followed by ultrafiltration (7 kWh/m3) [41].
Typically, the production of 1 ton of olives yields approximately 200 kg of olive oil, around 400 kg of pomace separated via ultrafiltration (Retentate), and about 100 kg of vegetation water. The remaining portion is discharged as wastewater. Consequently, 95.18% of the material flow and associated environmental impact are attributed to olive oil, 4.64% to olive pomace, and approximately 0.06% to vegetation water, based on a combination of weight ratio and economic value. Table A1 provides a summary of the inventory related to the production of olive oil and its co-products. The initial stage considers olive cultivation in the field, with production evenly split between Italy (50%) and Spain (50%). Generally, the water fraction in olive pomace constitutes (65 ± 4)% of its total weight, with dry weight comprising pulp (58.33% wt) and stone (41.47% wt). Both components consist primarily of lignin (37.00 ± 3.90)%, cellulose (17.00 ± 2.00)%, hemicellulose (4.40 ± 2.00)%, triglycerides, waxes, and other extractable valuable compounds (~40%), as well as ash content (~1%) [42]. The resulting wet pomace undergoes complete drying, with energy consumption calculated according to Equation (A4).
As previously outlined, olive pomace presents environmental challenges associated with olive oil production, albeit to a minimal extent. However, its utilization prevents disposal as biowaste through composting. This scenario has been modeled as a negative quantity of dry fraction subjected to composting treatment. The subsequent batch process involves the reaction of dry pomace with an ionic liquid solution composed of triethylammonium hydrogen sulfate ([Et3NH][HSO4]) in water at an 80:20 ratio, maintained at 120 °C for 4 h, using an olive husk powder to solution weight ratio of 1:10. Ethanol is introduced during this stage to remove cellulose residues (8 mL per 0.30 g of solution) and other extractable components, resulting in a sediment-based pulp constituting 36.50% of the dry powder mass. This residue can be directed to an anaerobic digestion facility for biogas production, facilitating closed-loop recycling aimed at meeting internal energy requirements. The product mixture undergoes centrifugation, which consumes electrical energy; thermal energy consumption during the reaction phase is calculated according to Equation (A1) (refer to Appendix A). The supernatant is further purified using ethanol, generating additional biowaste that is subsequently processed via anaerobic digestion. Ethanol and the ionic liquid system can be recovered by distillation with approximately 94% efficiency in industrial-scale operations, with minor losses to the atmosphere under worse-case conditions. The addition of water and centrifugation yields a lignin-rich sediment representing approximately 40% by weight of the initial dry material.
The residues obtained from lignin extraction closely resemble the exhaust husk produced at the conclusion of pomace oil manufacturing and can serve as a feedstock for anaerobic digestion and biogas generation. This residue is suitable for processing in a cogeneration plant to produce both thermal and electrical energy. Additionally, the resulting digestate can be utilized as a soil amendment [43]. The production of thermal and electrical energy through this process effectively reduces reliance on equivalent amounts of energy derived from natural gas and the electrical grid, respectively. Furthermore, the digestate used as a soil improver has the potential to substitute nitrogen-based organic fertilizers. An average transportation distance of 50 km for the husk was considered (average scenario). The lignin extract is combined with a 1% formic acid aqueous solution, followed by moisture removal and milling to produce lignin nanoparticles. Regarding polyphenol extraction, the initial step involves defatting vegetation water using hexane at a volume ratio of 2:1 relative to water; hexane is subsequently recovered via vacuum distillation at 94% by weight. The reaction proceeds at 20 °C over 48 h, after which centrifugation separates fatty components that are discarded as spent solvent mixtures. Freeze-drying yields a colloidal residue. According to the literature [44], the dry extract from vegetation water constitutes 8.94% of its total weight and comprises dry matter (59.90 g/kg), oils (5.67 g/kg), carbohydrates (15.59 g/kg), polyphenols (2.03 g/kg), and ashes (6.28 g/kg). The lyophilization process was modeled by means of the information collected from the literature [45], according to the thermal parameters set during real cycles (parametric approach) of industrial machinery.
The second phase involves the extraction of a polyphenol-rich material using a solvent mixture with a volume equivalent to that of the colloids. The solvent system consists of methanol, water, formic acid, and methyl cyanide in a ratio of 1:1:8:5. This mixture undergoes high-power ultrasound treatment for three hours, followed by centrifugation. Subsequent filtration separates the supernatant from bio-based residues, which are directed to anaerobic digestion alongside other residues. The resulting product contains approximately 43.50% polyphenols, with the remaining 56.50% being residual water that is recovered via rotary evaporation and reused. During each cycle, only 10% of the solvent mixture is lost; 7% is disposed of as solvent waste, and 3% evaporates into the atmosphere. This scenario represents the most unfavorable case observed during experimental trials.
The ultrasound treatment was conducted using a batch-scale device (Vibra Cell 750), with no available data on industrial-scale processes. Therefore, the model was developed based on the primary characteristics of the utilized equipment. The polyphenol mixture is obtained through lyophilization of the supernatant. As previously described, a polyphenols/lignin precursor was prepared separately at a weight ratio of 5%, dispersed in an aqueous solution via mechanical mixing, and subsequently freeze-dried. A vegetation water/(corn) starch mixture, containing 3% by weight of citric acid relative to the starch content, was prepared through mechanical mixing at 70 °C, followed by moisture evaporation. The starch mass fraction increased from 4.75% at the beginning of this stage to 16.30% upon completion. The vegetation water was pre-concentrated to enhance its nitrogen mass fraction through microfiltration and vacuum oven drying. Finally, the two components were combined, incorporating 8.31% by weight of the precursor relative to the starch, and gently dried under vacuum at 40 °C. Manufacturing technologies not covered in the Ecoinvent database were modeled as outlined earlier in this section, based on process energy consumption, potential emissions, and waste treatment methods.
As a functional unit, 1.00 kg of biofertilizer was considered at the end of the whole supply chain. The related inventory is summarized in Table A2, included in the Appendix A section. The ReCiPe 2016 method (end point) was used to calculate the whole environmental impact and focus on the main hot spots and critical aspects of the considered value chain. The ReCiPe 2016 mid-point allowed us to obtain a set of numerical values of the main impact (category) indicators.
2.5. Sensitivity Analysis
On the basis of the information obtained by the inventory analysis, it is expected that the most important contributions to the biofertilizer’s overall sustainability are given by the (thermal end electric) energy spent within the related supply chain. In particular, freeze-drying operations, characterized by very high energy use, represent the most important hot spot in the extraction of bioactive compounds from initial feedstock. In terms of thermal energy, the most important stages are those regarding vegetation water concentration, the OMWW/starch mix production, the last stage involved in biofertilizer production, and initial olive pomace drying. Therefore, both heat and electric energy in the above-mentioned stages is changed by ±20%. Despite the fact that the framework described can be considered merely conservative, an increase by 20% of the energy spent represents the worst scenario. On the other hand, a reduction by 20% in the energy used (best scenario) can be considered the initial goal to be achieved through value chain industrialization. The same approach was used in cases of other energy-based processes involved in the whole supply chain.
2.6. Material Circularity Index
Figure 2 presents all the equations required to calculate the MCI (MCI assesses the level of recovery of a product’s material flows, where “recovery” includes the recycling/reuse of the product or of any of its parts, after the use phase), with a detailed description provided in the Appendix (Equations (A5)–(A13)). The MCI is built upon two factors: the Linear Flow Index (LFI (LFI describes the proportion of material flowing linearly in relation to the total flow (restorative and linear))) and the Utility (X). LFI measures the linear part of the flow of a material, considering the masses of the product (M), of the virgin raw material (V (V is the amount of virgin raw materials used for making the product, which includes WF, WC, and W0)) and of non-recoverable waste (W (W is the total of non-recoverable waste associated with the product)) associated with production, and the waste derived from the upstream (WF (WF represents the waste generated by the recycling process to obtain new raw materials for the product (upstream))) and downstream (WC (WC indicates the waste generated by the recycling process of the product or of any parts, after the use phase (downstream))) recycling flows. Utility (X) measures how long a product is used (L) and how intensely it is used (U), compared to the average performance for the sector. The MCI is then calculated as the complement to 1 of the LFI weighted for the utility. Thus, the MCI has a range of values between 0 and 1, where 0 means linearity and 1 means circularity. The flow chart describing the mass balances for MCI elaboration is available as Figure S3 in the Supporting Information.
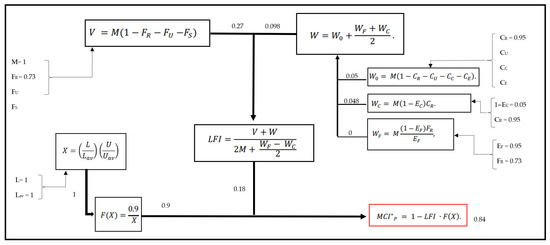
Figure 2.
Schematic flow chart regarding the Circularity Index calculation.
3. Results
As previously mentioned, the assessment was performed by considering the ReCiPe (end and mid-point) methodologies, and the models were constructed considering the worst framework. This is characterized by the highest level of energy and material consumption, as well as the highest amount of produced waste, where no reliable data regarding the related upscaling (to an industrial size) were found.
In comparison to a perfectly industrialized supply chain, the one considered should be characterized by potentially lower environmental performance. The assessment methodology used allowed us to calculate an LCA score (0.428 Pt) whose value is proportional to the biofertilizer’s potential environmental impact, as shown in Figure 3. The legend related to the process tree in Figure 3 is included as Table S2 in the Supporting information.
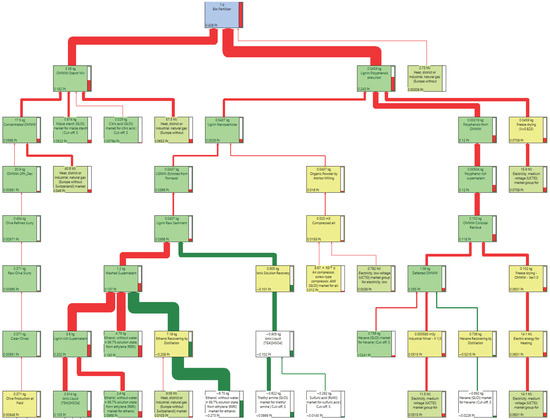
Figure 3.
Process tree and LCA score regarding the production of 1.00 kg of Biofertilizer. ReCiPe 2016 end point (H) tool; cut-off, 0.50%.
Although the biofertilizer’s mass fraction (approximately 95%) is primarily derived from the wastewater/starch mixture, its contribution to the Life Cycle Assessment (LCA) score only accounts for about 42.50% of the total value. Conversely, the lignin/polyphenols precursor contributes over 56% of the overall LCA score. Specifically, lignin nanoparticle production represents 12% of the total score, while polyphenol extract production accounts for 28%, despite its quantity being roughly one-tenth that of the nanoparticles. The freeze-drying stages, which produce the aforementioned dry extract, contribute an additional 16% to the system’s environmental impact due to their high energy consumption. The process chain associated with lignin nanoparticle and polyphenol extract production is complex and involves numerous energy-intensive operations. Additionally, substantial quantities of solvents and other chemicals are utilized, although a large proportion is recovered. Recovery processes such as distillation require energy proportional to factors including vaporization enthalpy, specific heat, and boiling temperature of the recovered species. The initial feedstock for the biofertilizer’s active components consists of wet pomace for lignin and olive milling residues for polyphenols; both contain significant moisture content that must be substantially reduced during early supply chain stages. Moreover, in the case of vegetation water, the polyphenol fraction represents a few percentage points of the dry mass, which represents, in itself, a few percentage points of the initial mass.
The necessity of water removal adversely impacts the environmental sustainability of the vegetation water/starch mixture, given that the water content exceeds that of starch. The sub-chains within the overall system were modeled independently, as each was developed by distinct industrial entities. Each entity supplied the relevant extracts or intermediates in a dry or frozen state to prevent potential degradation caused by moisture or chemical interactions with the environment.
This scenario is confirmed by the graphics represented in Figure 4, where the most important flows crossing the system are summarized.
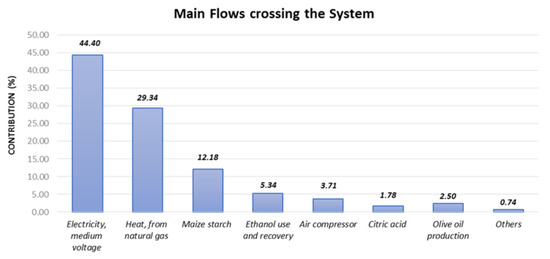
Figure 4.
Main flaws crossing the system related to the biofertilizer production.
These products are subjected to additional processes as a part of wider liquid systems, as well as in the final process, aimed at merely producing the biofertilizer. As a consequence, many process stages are carried out on a standalone basis. On the other hand, in a real system, where processes are often carried out by a single industrial entity, many stages could be considered redundant and neglected. This could lead to deep supply chain rationalization/optimization with a reduction in the resource’s exploitation. More than 73% of the total potential impact is due to energy exploitation; 44.40% is electric energy (UCTE grid: Union for the coordination of transmission of electricity, which is known also as the Continental Europe Synchronous Area), and the remaining 29.34% is thermal energy produced by natural gas.
It has to be pointed out that 69% of electric energy is spent as a result of the freeze-drying process. This could be the first issue to be analyzed by experts on extraction processes in order to find more sustainable routes to obtain the same results. A large part of the wet fraction of pomace and vegetation water is eliminated by thermodynamical routes. Also, the possibility of replacing these technologies with other ones, such as, for example, ultrafiltration, etc., whose energy contribution amounts to 7.00 kWh/m3 of the permeate [45], deserves to be investigated in order to decrease the whole supply chain’s environmental impact. Among the materials used, the most important one is starch, whose contribution is only 12% of the total. The environmental issues attributed/allocated to olive oil production (initial feedstock) contribute only 2.50% of the total score. In any case, the presented scenario indicates that a mere industrialization of the supply chain could lead to significant improvements in terms of sustainability, mainly as a consequence of the abatement of energy needs. It is worth pointing out that the LCA score of this material was obtained without any consideration of the related fertilizing performance. This is the reason for the choice of 1.00 kg of material as a functional unit. Figure 5 shows the most important impact categories involved in the production of the biofertilizer, which are potentially caused by the range of flows crossing the system, such as raw materials and energy use (resource exploitation), as well as by emissions in water, air, and soil.
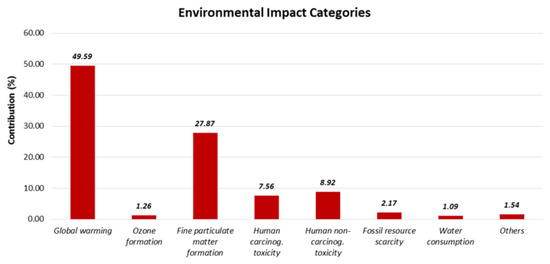
Figure 5.
Main impact categories related to biofertilizer production.
Nearly 50% of the environmental impact is due to the emission of greenhouses gases (global warming), while 27.87% is due to fine particulate matter formation. These are the most important impact categories and are also closely related to the evolution of combustion residues into the atmosphere during energy production, as the system’s (UCTE) average energy mix is widely based on non-renewable sources (average scenario). This is an additional demonstration of the critical issue regarding energy exploitation within the biofertilizer value chain, which has to be decreased. Alternatively, the use of energy sources based on renewable sources can significantly improve the proposed scenario. Other quite significant impact categories are human carcinogenic and non-carcinogenic toxicity, also related to the emissions of polluting species in this case.
The obtained result in terms of impact categories can be proposed in a quantitative version through the evaluation of impact indicators, as summarized in Table 1, where emissions of 13.08 kg of carbon dioxide (global impact) equivalents are indicated per kg of produced biofertilizer. Among the other important impacts, a potential formation of 11.40 g of fine particulate matter (local impact) per kg of biofertilizer is indicated.

Table 1.
Impact indicators regarding the production of biofertilizer.
About the environmental damage related to the system investigated, the most important contribution to environmental impact overall, as shown in Figure 6, is due to human health, which is responsible for 93.02% of the total LCA score. The ecosystem (quality as a result of loss of biodiversity) is the second issue in order of importance, despite it being responsible for only 4.08% of the total score. Only the remaining 2.18% is attributed to resource depletion. Also in this case, a quantitative analysis was carried out on the above-mentioned damage indicators, as summarized in Table 2.
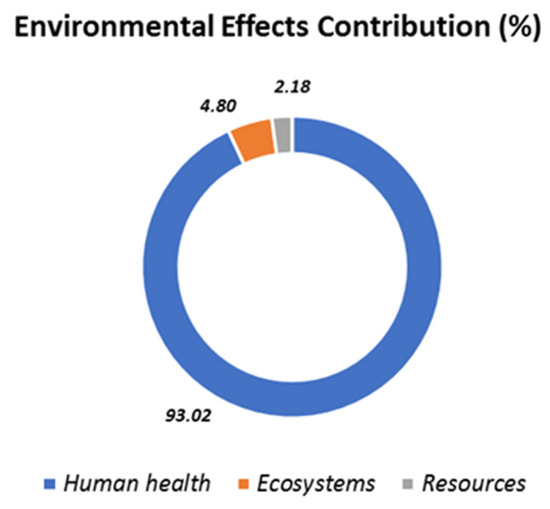
Figure 6.
Main environmental effects related to biofertilizer production.
Table 2.
Main environmental burdens regarding the production of biofertilizer.
Figure 7, Figure 8 and Figure 9 provide a summary of the sensitivity analysis results. These figures assess the impact of energy on the sustainability performance of the three scenarios, as well as on the associated impact indicators and environmental damages. As a result, the analysis was conducted with a ±20% variation in (electrical and thermal) energy use compared to the baseline scenario. Figure 7 shows that a 20% increase in energy use may also result in a 12.13% rise in the total environmental effect, whereas a 20% decrease in energy consumption may result in a 16.85% improvement in the scenario of potential sustainability.
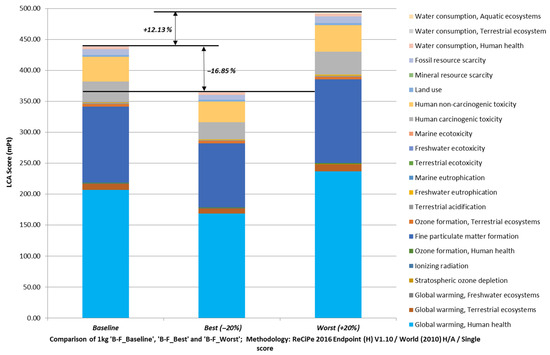
Figure 7.
Overall LCA score of the three investigated scenarios.
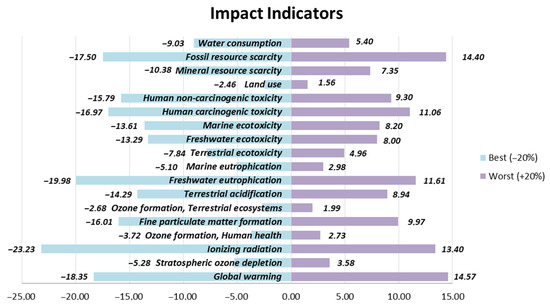
Figure 8.
Impact indicator variation compared to the baseline scenario.
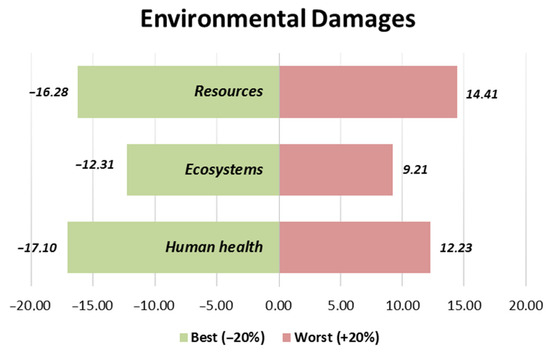
Figure 9.
Environmental burden variation compared to baseline scenario.
These modifications also seem to have a major impact on the impact indicators, which in turn affect the impact categories. Notably, even while other indicators are more impacted by the scenario under investigation, such as ionizing radiation and freshwater eutrophication, changes in energy consumption and fossil fuels have a major impact on global warming (GWP100) (Figure 8). Ionizing radiation and freshwater eutrophication, for example, may rise by 13.40% and 11.61%, respectively, with a 20% increase in energy consumption. It is possible to raise global warming by 14.57%. However, if energy consumption is reduced by the same amount, ionizing radiation and freshwater eutrophication may drop by 23.23% and 19.98%, respectively, while global warming may decrease by 18.35%. Lastly, Figure 9 illustrates how variations in energy use can also impact the environmental burden, as seen in the cases of human health and resource depletion. Although less important, changes in energy use can also have an impact on biodiversity and the ecosystem. This paradigm makes it evident that, in order to lower energy consumption and improve associated sustainability, the biofertilizer supply chain must be optimized. Except for freeze-drying, which is an electric energy-intensive operation, the most energy-intensive activities are thermal ones that are performed at the beginning and end of the supply chain.
The goal of deep industrialization and optimization is to lower this consumption, which can readily result in lower heat consumption in simple thermal processes. Because of the necessity of preventing any negative effects on the quality and performance of bio-active components, further research should be performed on the substitution of freeze-drying with techniques that exhibit superior energy performance.
Table 3 shows input data and results of the assessment of the Material Circularity Index.
Table 3.
Input data and results of MCI assessment.
For the assessment of utility (X), the length of the product’s life was considered, as already investigated by several studies in the agri-food sector [24,29,46,47]. In detail, the nutrient release time compared to that already on the market, with similar characteristics, was considered. Biofertilizers have a different effect but the same total nutrient release time; therefore, the value of the utility is equal to 1. A good MCI value (0.84) denotes that the production process of biofertilizers tends to be circular. The outcome is not surprising due to the high rate of reused/recycled materials and the low amount of waste generated. However, the circularity of the process could be further improved. For instance, the DI and decarbonized water used during the process could be derived from a recycled source. This would raise the share of reused/recycled material to over 95% of all the material used, also enhancing the MCI value.
Since all of the input data came from experiments, there is some degree of uncertainty in them. At the same time, the potential problems resulting from this were minimized by using standardized processes for every step. Utility (X) was the sole value among the others evaluated that was not based on experimental evidence. Consequently, a sensitivity analysis was conducted on this value; a drop in X indicates that the biofertilizer’s life is shorter than average (L/Lav), which raises F(X) values and, in turn, lowers overall circularity.
Table 4 demonstrates that altering utility had a less-than-proportional effect on the MCI and, thus, circularity. MCI values dropped by 2.4, 4.8, 7.1%, and 16.7% in accordance with the utility levels that were examined (10%, 25%, and 30% declines). The MCI value, however, stayed inside the circular value range (MCI > 0.50). Thus, we can confirm that the sensitivity analysis shown that, even in the case of a significantly reduced degree of biofertilizer performance, the MCI results are rather robust and the chain stays circular.
Table 4.
Variations in MCI assessment associated with variations in X.
4. Discussion
Olive mill wastewater currently represents something to be accurately treated before related disposal, as it contains, despite being diluted in large volumes, active species (antimicrobials and antioxidants), whose biodegradation is very difficult. The related end-of-life scenario is not completely understood, and it is carried out according to different approaches in different parts of Europe. This represents a problem, which encourages the use of wastewater as feedstock for the extraction of useful products but also as an opportunity (promising approach) from an environmental base point, and this deserves focus. Research works have already considered the environmental impact that the production of a biofertilizer derived from olive waste can bring; as an example, the recovery of polyphenolic compounds from OMWW by liquid/liquid solvent extraction was conducted by Kalogerakis et al. [48] with a laboratory-scale pilot unit. They found that different solvents (ethyl acetate and diethyl ether) had similar environmental impacts.
In particular, 13.3, 53.1, or 0.949 kg of CO2 equivalent would be released into the atmosphere for the production of 1 g of hydroxytyrosol, tyrosol, or TPh, respectively. However, the mixture of chloroform and isopropyl alcohol would have negative impacts on human health, ecosystems, and fossil fuel resources. They ultimately came to the conclusion that ethyl acetate is the best option from an environmental and technical standpoint because it produces minimal environmental effects and has a high antioxidant recovery yield. They discovered that the environmental effects of two distinct solvents—diethyl ether and ethyl acetate—were comparable. In particular, 13.3, 53.1, or 0.949 kg of CO2 equivalent would be released into the atmosphere for the production of 1 g of hydroxytyrosol, tyrosol, or TPh, respectively. However, the mixture of chloroform and isopropyl alcohol would have negative impacts on human health, ecosystems, and fossil fuel resources. They ultimately concluded that ethyl acetate is the best option from both a technical and environmental standpoint because it produces minimal environmental effects and has a high antioxidant recovery yield.
Batuecas et al., 2019 [49], compared the environmental impacts associated with two different scenarios for OMWW: anaerobic digestion and disposal on soil. Results from this study clearly showed that waste disposal on soil causes the worst environmental effects of all the impact categories, while important environmental benefits can be identified when anaerobic digestion is chosen as the final treatment. In our system, we demonstrated that the reuse of OMWW as plasticizer after polyphenol extraction represents a novel EoL opportunity for such waste. In the case of OH, Duman et al. [50] compared five different scenarios for the treatment and utilization of olive pomace (traditional, two-phase, three-phase oil production followed by biofuel pellet production, fodder additives from pomace, and composting). The results indicated that the first three scenarios had significantly lower impacts, and in many cases even impact credits for the system, while traditional olive oil production was found to have a lower overall impact compared to two-phase and three-phase production. For most of the impacts, operational processes and utilization emerged as the hot spots, as confirmed by our approach. However, the novel OH fractionation here proposed to have lignin nanoparticles by IL treatment was found to have a limited impact on the overall LCA score. In a frame similar to our methodology, the review from El Joumri et al. [51] demonstrated that treatment of olive oil byproducts to produce fertilizers or composting products is strongly related to three key parameters responsible for raising or decreasing the consumed volume of water: farming systems, the climate of the investigated region, and olive oil extraction technologies. Another review paper identified LCA methodological application hot spots towards the definition of consensual LCA methodological choices for biobased fertilizers, evidencing how their lack can indeed affect the proper use of the LCA tool by practitioners [33]. Overall, LCA methodologies can surely help to identify and quantify the effects that the use of natural resources can have on industrial processes for fertilizer production and, in parallel, can support the industry to find synergy between environmental and agronomic performance [52].
One important metric for assessing the circularity of the olive oil industry is the MCI [22]. A modification to make the MCI more appropriate for the agro-food industry, specifically the olive oil sector, was recently proposed by Rocchi et al. [46]. Nonetheless, the study’s applications concentrated on the primary product (i.e., olive oil) as opposed to the current work’s valorization of the co-products. Furthermore, that study did not examine other high-value options like biofertilizers; instead, the authors only looked at conventional valorization scenarios for OMWW and pomace within the parameters of the systems under investigation. Since the value obtained (0.84) is already very close to 1, there is little room for improving the MCI and, consequently, the degree of circularity. Enhancing water use is one of the options, as was previously mentioned. According to H-Hargitai and Somogyi [53], water is one of the elements included in the MCI assessment framework. Furthermore, the effectiveness of biofertilizers and their absorption were not considered in this application due to the lack of data.
5. Conclusions
The present work considered the development of a possible valorization of olive by-products in the supply chain through the synthesis of a biofertilizer. In general, the developed fertilizer formulation has potential for positive acceptance by farmers. Basically, if we consider the problems associated with the continuous reduction in arable land, loss of soil fertility, and increasing demand for agricultural products in line with population growth, the biofertilizer proposed here may represent one possible solution for farmers. This product was demonstrated to have, technically, a positive effect on the resistance of plants to water stress (unpublished results), allowing for root growth and foliage in drought conditions, so this significant economic spillover may also be stronger in countries where water supply is critical. Evaluation of economic and social impacts of this product, made in parallel with the LCA, also confirmed that adoption by farmers is well accepted. Policy makers, following these promising results, should design incentives and support actions to strengthen the use of such innovative products and replace existing practices and products with them to encourage the opening of relevant markets and help exploit the results at an industrial level.
On the other hand, there are sustainability hot spots that need to be addressed even though the product makes it possible to create a supply chain with a good degree of circularity. Since a high LCA score was determined primarily as a result of significant energy consumption, the preliminary model on the production of a biofertilizer based on lignin and polyphenols extracted from olive oil chain waste, which has been elaborated on here, is also characterized by significant hot spots. Routes involving high energy consumption are carried out from the very beginning (feedstock requires a significant amount of water to be eliminated). In any case, the high water content in wastewater must be eliminated and is a first crucial factor, even though the lab-scale processes utilized were up-scaled through the modeling of their industrial-size counterparts. Furthermore, this issue is not entirely resolved by choosing less energy-intensive thermal (vacuum assisted) processes, which are distinguished by a significant reduction in environmental impact. Also, the examined biofertilizer does not have the same environmental sustainability as many commercial products.
The goal of the present study was to give advice on the issue of how we should move to guarantee industrialization; energy consumption is the primary issue, which in turn could readily result in lower heat consumption in simple thermal processes. The crucial element might be the removal of the pertinent liquid fraction through filtering, being careful not to negatively impact the quality or rate of recovery of the active fraction. The literature (De Meester et al., 2013 [41]) states that the energy consumption of filtration varies from 2 kWh/m3 of permeate for a general medium technology process to 9 kWh/m3 for reverse osmosis (the range from microfiltration to nanofiltration is narrower (5–7 kWh/m3 of permeate)). However, using only thermodynamic principles, the removal of 1 m3 of water by thermal means should take more than 630 kWh. As a result of the high potential environmental impact, primarily due to the use of polyphenols more than their lignin counterpart, the lignin/polyphenol precursor contributes significantly to the potential impact of the biofertilizer’s production. However, this can be balanced by the release efficiency that has already been shown (unpublished results). This situation highlights the necessity of increasing the production of the two species from an environmental standpoint. This can be accomplished primarily by significantly reducing energy consumption and adding additional advantages in terms of environmental impact and energy savings. Accordingly, to scale up the proposed process to an industrial level, it would be necessary to consider some specific points mainly related to energy rationalization, in order to limit the effects of energy-intensive steps. Because of the necessity to prevent any negative effects on the quality and performance of the bioactive components, further research should be performed on the substitution of freeze-drying with techniques that exhibit superior energy performance. On the other hand, comprehensive scaling should cross various domains, including not only technical ones but even economic and societal factors.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/su17156779/s1, Table S1: Main chemical parameters of olive mill wastes. Table S2: Legend related to the process tree of Figure 3. Figure S1: Schematic flow chart of the olive oil production value chain—mass balances. Figure S2: Schematic flow chart of the biofertilizer value chain—mass balances. Figure S3: Schematic flow chart for Circularity Index calculation—mass balances.
Author Contributions
Conceptualization, D.P., R.P. and A.B.; methodology R.P. and G.M.; software, R.P. and G.M.; validation, R.P. and G.M.; data curation, R.P. and G.M.; writing—original draft preparation, R.P., G.M., L.R., L.P. and D.P.; writing—review and editing, R.P., G.M., L.R., L.P. and D.P.; supervision, D.P., L.R. and A.B.; project administration, D.P.; funding acquisition, D.P. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the PRIMA, Italy, 4BIOLIVE project: Production of Biostimulants, Biofertilizers, Biopolymers and Bioenergy from OLIVE-oil chain residues and by-products. The PRIMA program is supported by the European Union. This work has been funded by the European Union—NextGenerationEU under the Italian Ministry of University and Research (MUR) National Innovation Ecosystem grant ECS00000041-VITALITY.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| LCA | Life Cycle Assessment |
| MCI | Material Circularity Indicator |
| CE | Circular Economy |
| OMWW | Olive Mill Wastewater |
| EMF | Ellen MacArthur Foundation |
| OH | Pomace or Olive Husk |
| LFI | Linear Flow Index |
| UCTE | Union for the Coordination of Transmission of Electricity |
Appendix A
Appendix A.1. Additional Information for Processes—Inventory
Thermal energy contribution for the malaxing stage of the olive production supply chain (MJ) is calculated by the following relation (A1):
where m0 in the treated mass of material, and χi and CPi are, respectively, the mass fraction and the specific heat of the ith component in the slurry. For this purpose, the following components have been considered:
- -
- Pomace or Olive Husk: Concentration = 40%Wt − Cp = 1.345 kJ/kg*K − Density 1200 kg/m3;
- -
- Vegetation Water: Concentration = 40%Wt − Cp = 4.186 kJ/kg − Density 1000 kg/m3;
- -
- Olive Oil: Concentration = 20%Wt − Cp = 2.00 kJ/kg*K − Density 914 kg/m3;
- -
- Ionic Liquid: Cp = 1.89 kJ/kg*K;
- -
- Ethanol: Cp = 2.57 kJ/kg*K.
The electric energy spent to process the obtained slurry, on the basis of its composition, is accounted in the following relations (A2) and (A3):
where ρi indicates the density of the ith component, V0 indicates the total volume of the mixture, and the term E0 is the mechanical energy used to mix a given amount of mixture. The related value amounts to 0.75 kWh/m3 [39].
The energy spent in completely drying wet pomace is calculated in accordance with the following relation (A4):
where the term ΔHν is the water heat of vaporization (2.26 MJ/kg), and η is the process efficiency (0.75).
Table A1.
Inventory related to the production of olive oil and its co-products.
Table A1.
Inventory related to the production of olive oil and its co-products.
| Flow | Unit | Amount | Source |
|---|---|---|---|
| INPUT | |||
| Italian Olives | kg | 2.50 | Olive |{IT *}|, olive production|Cut-off, S |
| Spanish Olives | kg | 2.50 | Olive |{ES *}|, olive production|Cut-off, S |
| Tap Water | kg | 1.12 | Tap water |{RER}|, market group for tap water|Cut-off, S |
| Electric Energy | kWh | 0.221 | Electricity, medium voltage |{UCTE}|, market group for electricity, medium voltage|Cut-off, S |
| Thermal Energy | MJ | 0.593 | Heat, district or industrial, natural gas |{RER}|, Market group for heat, district or industrial, natural gas|Cut-off, S |
| EMISSIONS | |||
| At Treatment | |||
| Wastewater | m3 | 6.62 × 10−3 | Wastewater, average, |{Europe without Switzerland}|, market for wastewater, average|Cut-off, S |
| OUTPUT | |||
| Product | Unit | Amount | Allocation rate (%) |
| Olive Oil | kg | 1.00 | 95.24 |
| Olive Pomace (OH) | kg | 2.00 | 4.64 |
| Vegetation Water (OMVW) | kg | 0.50 | 0.12 |
* IT = Italy; ES = Spain.
Table A2.
Inventory related to the production of biofertilizer.
Table A2.
Inventory related to the production of biofertilizer.
| Flow | Unit | Amount | Name in Ecoinvent |
|---|---|---|---|
| INPUT | |||
| Vegetation Water | kg | 32.03 | As modeled |
| Olive Pomace | kg | 0.114 | As modeled |
| Compressed Air | m3 | 0.524 | Compressed air, 1200 kPa gauge |{RoW}|, compressed air production, 1200 kPa gauge, <30 kW, aver. generat.|Cut-off, S |
| Decarbonized water | kg | 9.11 | Water, decarbonized |{RoW}|, market for wat. dec.|Cut-off, S |
| Deionized Water | kg | 0.445 | Water, deionized |{Europe without Switzerland}|, market for deionized water|Cut-off, S |
| Tap Water | kg | 3.55 × 10−2 | Tap water |{RER}|, market group for tap water|Cut-off, S |
| Citric Acid | kg | 2.61 × 10−2 | Citric acid |{GLO}|, market for citric acid|Cut-off, S |
| Corn Starch | kg | 0.873 | Maize starch |{GLO}|, market for maize starch|Cut-off, S |
| Ethanol | kg | 0.44 | Ethanol, without water, in 99.7% solution state, from ethylene |{RoW}|, market for Ethanol, without water, in 99.7% solution state, from ethylene|Cut-off, S |
| Formic Acid | kg | 2.81 × 10−3 | Formic acid |{RoW}|, market for formic acid|Cut-off, S |
| Hexane | kg | 4.60 × 10−2 | Hexane |{GLO}|, market for hexane|Cut-off, S |
| Methanol | kg | 2.22 × 10−4 | Methanol |{GLO}|, market for Ethanol, without water, in 99.7% solution state, from ethylene|Cut-off, S |
| Methyl Cyanide | kg | 1.12 × 10−4 | Acetonitrile|{GLO}|, market for Acetonitrile|Cut-off, S |
| Sulfuric Acid | kg | 6.29 × 10−3 | Sulfuric acid |{RER}|, market for Sulfuric acid|Cut-off, S |
| Triethyl Amine | kg | 2.85 × 10−3 | Tryethyl amine |{GLO}|, market for tryethyl amine|Cut-off, S |
| Transport | Tkm | 1.15 × 10−2 | Transport, freight, lorry 7.5–16 metric ton, EURO6 |{RER}|, market for transport, freight, lorry 7.5–16 metric ton, EURO6 |
| Electric Energy | kWh | 11.99 | Electricity, medium voltage |{UCTE}|, market group for electricity, medium voltage|Cut-off, S |
| Thermal Energy | MJ | 112.27 | Heat, district or industrial, natural gas |{RER}|, Market group for heat, district or industrial, natural gas|Cut-off, S |
| EMISSIONS | |||
| Atmosphere | |||
| Formic Acid | kg | 8.00 × 10−4 | - |
| Water (Vapor) | kg | 30.13 | - |
| Hexane | kg | 4.76 × 10−2 | - |
| Carbon Dioxide, Biogenic | kg | 6.46 × 10−3 | - |
| Methane, Biogenic | kg | 2.63 × 10−4 | - |
| Ethanol | kg | 0.43 | - |
| Methanol | kg | 6.70 × 10−5 | - |
| Ammonia | kg | 3.36 × 10−4 | - |
| Dinitrogen Monoxide | kg | 4.74 × 10−5 | - |
| At Treatment | |||
| Wastewater | m3 | 9.67 × 10−3 | Wastewater, average, |{Europe without Switzerland}|, market for wastewater, average|Cut-off, S |
| Spent Solvent Mix | kg | 8.77 × 10−3 | Spent solvent mixture |{Europe without Switzerland}|, market for spent solvent mixture|Cut-off, S |
| AVOIDED PRODUCTS | |||
| Electric Energy | kWh | 4.93 × 10−2 | Electricity, medium voltage |{UCTE}|, market group for electricity, medium voltage|Cut-off, S |
| Thermal Energy | MJ | 0.195 | Heat, district or industrial, natural gas |{ RER}|, Market group for heat, district or industrial, natural gas|Cut-off, S |
| Organic, N-based Fertilizer | kg | 5.08 × 10−2 | Organic nitrogen fertilizer, as N |{GLO}|, market for organic nitrogen fertilizer|Cut-off, S |
| OUTPUT | |||
| Product | Unit | Amount | Allocation rate (%) |
| Biofertilizer | kg | 1.00 | 100 |
Appendix A.2. Calculation of MCI
The approach used to calculate the mass of virgin raw material used for production uses the following Equation (A5):
where M is the mass of the product (biofertilizer), and FR, FU, and FS are the fractions of raw material, respectively, derived by recycled sources (OMWW and pomace), by reused sources, and the fraction of biomaterials used from sustainable sources.
The approach used to calculate the mass of non-recoverable waste is attributed to the following product (W):
where W0 is the mass of non-recoverable waste from the landfilling, originated by the product after use or by the process (the part of biofertilizer that is lost as waste during soil distribution), WF is the unrecoverable waste generated in the upstream recycling process, needed for producing recycled feedstock, and WC is the mass of non-recoverable waste generated in the recycling process, which happens downstream of the product use (the mass of waste during the biofertilizer application).
The various types of C are the fractions of mass of the recycled product (CR), reused product (CU), composted product (CC), and product used for energetic valorization (CE). Moreover, EF is the efficiency of the recycling process used to produce recycled feedstock for a product. OMWW and pomace are used for the biofertilizer’s production. As they are co-products of olive oil transformation and not products of a specific process, an efficiency percentage of 100% is assumed.
The approach used to calculate the Linear Flow Index (Equation (A10)) is as follows:
The approach used to calculate the other fundamental element for the MCI value, as utility (X), length (L), and intensity (U), utilizes Equation (A11), as follows:
where Lav is the average lifetime waste stream of the selected sector, and Uav is the related average performance (the extent to which a product is used to its full capacity).
The approach used to calculate the variations in the utility components (Equation (A12)) and the Material Circularity Indicator (MCI) (Equation (A13)) uses the following:
References
- Gonçalves, M.L.M.B.B.; Maximo, G.J. Circular Economy in the Food Chain: Production, Processing and Waste Management. Circ. Econ. Sustain. 2023, 3, 1405–1423. [Google Scholar] [CrossRef] [PubMed]
- Berbel, J.; Posadillo, A. Review and analysis of alternatives for the valorisation of agro-industrial olive oil by-products. Sustainability 2018, 10, 237. [Google Scholar] [CrossRef]
- Proietti, P.; Nasini, L.; Ilarioni, L.; Salah, S.; Taticchi, A.; Sordini, B.; Servili, M. Utilizzazione agronomica delle sanse. In Utilizzazione e Valorizzazione Delle Sanse Vergini e Delle Acque di Vegetazione; Accademia Nazionale dell’ Olivo e dell’Olio: Spoleto, Italy, 2012; Volume XXII, pp. 5–6. [Google Scholar]
- Mallamaci, R.; Budriesi, R.; Clodoveo, M.L.; Biotti, G.; Micucci, M.; Ragusa, A.; Curci, F.; Muraglia, M.; Corbo, F.; Franchini, C. Olive tree in circular economy as a source of secondary metabolites active for human and animal health beyond oxidative stress and inflammation. Molecules 2021, 26, 1072. [Google Scholar] [CrossRef] [PubMed]
- García Martín, J.F.; Cuevas, M.; Feng, C.H.; Mateos, P.Á.; García, M.T.; Sánchez, S. Energetic Valorisation of Olive Biomass: Olive-Tree Pruning, Olive Stones and Pomaces. Processes 2020, 8, 511. [Google Scholar] [CrossRef]
- De Bruno, A.; Gattuso, A.; Romeo, R.; Santacaterina, S.; Piscopo, A. Functional and Sustainable Application of Natural Antioxidant Extract Recovered from Olive Mill Wastewater on Shelf-Life Extension of “Basil Pesto”. Appl. Sci. 2022, 12, 10965. [Google Scholar] [CrossRef]
- Roila, R.; Sordini, B.; Esposto, S.; Ranucci, D.; Primavilla, S.; Valiani, A.; Taticchi, A.; Branciari, R.; Servili, M. Effect of the Application of a Green Preservative Strategy on Minced Meat Products: Antimicrobial Efficacy of Olive Mill Wastewater Polyphenolic Extract in Improving Beef Burger Shelf-Life. Foods 2022, 11, 2447. [Google Scholar] [CrossRef] [PubMed]
- Conte, P.; Pulina, S.; Del Caro, A.; Fadda, C.; Urgeghe, P.P.; De Bruno, A.; Difonzo, G.; Caponio, F.; Romeo, R.; Piga, A. Gluten-free breadsticks fortified with phenolic-rich extracts from olive leaves and olive mill wastewater. Foods 2021, 10, 923. [Google Scholar] [CrossRef] [PubMed]
- Tolisano, C.; Luzi, F.; Regni, L.; Proietti, P.; Puglia, D.; Gigliotti, G.; Di Michele, A.; Priolo, D.; Del Buono, D. A way to valorize pomace from olive oil production: Lignin nanoparticles to biostimulate maize plants. Environ. Technol. Innov. 2023, 31, 103216. [Google Scholar] [CrossRef]
- Cedola, A.; Cardinali, A.; D’Antuono, I.; Conte, A.; Del Nobile, M.A. Cereal foods fortified with by-products from the olive oil industry. Food Biosci. 2020, 33, 100490. [Google Scholar] [CrossRef]
- Intonti, M.; Mola, D.; De Leonardis, M.; Starace, G. Enhancing Circular Practices in Olive Oil Production: The Role of Green Finance. Sustainability 2025, 17, 294. [Google Scholar] [CrossRef]
- Elia, V.; Gnoni, M.G.; Tornese, F. Measuring circular economy strategies through index methods: A critical analysis. J. Clean. Prod. 2017, 142, 2741–2751. [Google Scholar] [CrossRef]
- Donner, M.; Erraach, Y.; López-i-Gelats, F.; Manuel-i-Martin, J.; Yatribi, T.; Radić, I.; El Hadad-Gauthier, F. Circular bioeconomy for olive oil waste and by-product valorisation: Actors’ strategies and conditions in the Mediterranean area. J. Environ. Manag. 2022, 321, 115836. [Google Scholar] [CrossRef] [PubMed]
- Pires, A.; Martinho, G. Waste hierarchy index for circular economy in waste management. Waste Manag. 2019, 95, 298–305. [Google Scholar] [CrossRef] [PubMed]
- Pauliuk, S. Critical appraisal of the circular economy standard BS 8001:2017 and a dashboard of quantitative system indicators for its implementation in organizations. Resour. Conserv. Recycl. 2018, 129, 81–92. [Google Scholar] [CrossRef]
- Sassanelli, C.; Rossi, M.; Pezzotta, G.; de Jesus Pacheco, D.A.; Terzi, S. Defining lean product service systems features and research trends through a systematic literature review. Int. J. Prod. Lifecycle Manag. 2019, 12, 37–61. [Google Scholar] [CrossRef]
- Saidani, M.; Yannou, B.; Leroy, Y.; Cluzel, F.; Kendall, A. A taxonomy of circular economy indicators. J. Clean. Prod. 2019, 207, 542–559. [Google Scholar] [CrossRef]
- Corona, B.; Shen, L.; Reike, D.; Rosales Carreón, J.; Worrell, E. Towards sustainable development through the circular economy—A review and critical assessment on current circularity metrics. Resour. Conserv. Recycl. 2019, 151, 104498. [Google Scholar] [CrossRef]
- Haupt, M.; Zschokke, M. How can LCA support the circular economy?—63rd discussion forum on life cycle assessment, Zurich, Switzerland, November 30, 2016. Int. J. Life Cycle Assess. 2017, 22, 832–837. [Google Scholar] [CrossRef]
- ISO14040; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2020.
- ISO14044; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. ISO: Geneva, Switzerland, 2020.
- Spina, D.; Carbone, R.; Pulvirenti, A.; Rizzo, M.; D’Amico, M.; Di Vita, G. What Gets Measured Gets Managed-Circular Economy Indicators for the Valorization of By-Products in the Olive Oil Supply Chain: A Systematic Review. Agronomy 2024, 14, 2879. [Google Scholar] [CrossRef]
- Gallo, F.; Manzardo, A.; Camana, D.; Fedele, A.; Scipioni, A. Integration of a circular economy metric with life cycle assessment: Methodological proposal of compared agri-food products. Int. J. Life Cycle Assess. 2024, 29, 1359–1379. [Google Scholar] [CrossRef]
- Rufí-Salís, M.; Petit-Boix, A.; Villalba, G.; Gabarrell, X.; Leipold, S. Combining LCA and circularity assessments in complex production systems: The case of urban agriculture. Resour. Conserv. Recycl. 2021, 166, 105359. [Google Scholar] [CrossRef]
- Spada, E.; Carlucci, D.; Cembalo, L.; Chinnici, G.; D’Amico, M.; Falcone, G.; Giannoccaro, G.; Gulisano, G.; Iofrida, N.; Stempfle, S.; et al. Evaluating Circular Strategies for the Resilience of Agri-Food Business: Evidence from the Olive Oil Supply Chain. Bus. Strategy Environ. 2025, 34, 2748–2764. [Google Scholar] [CrossRef]
- Rigamonti, L.; Mancini, E. Life cycle assessment and circularity indicators. Int. J. Life Cycle Assess. 2021, 26, 1937–1942. [Google Scholar] [CrossRef]
- Niero, M.; Kalbar, P.P. Coupling material circularity indicators and life cycle based indicators: A proposal to advance the assessment of circular economy strategies at the product level. Resour. Conserv. Recycl. 2019, 140, 305–312. [Google Scholar] [CrossRef]
- Pauer, E.; Wohner, B.; Heinrich, V.; Tacker, M. Assessing the environmental sustainability of food packaging: An extended life cycle assessment including packaging-related food losses and waste and circularity assessment. Sustainability 2019, 11, 925. [Google Scholar] [CrossRef]
- Rocchi, L.; Paolotti, L.; Cortina, C.; Fagioli, F.F.; Boggia, A. Measuring circularity: An application of modified Material Circularity Indicator to agricultural systems. Agric. Food Econ. 2021, 9, 9. [Google Scholar] [CrossRef]
- Falcone, G.; Stillitano, T.; Iofrida, N.; Spada, E.; Bernardi, B.; Gulisano, G.; De Luca, A.I. Life cycle and circularity metrics to measure the sustainability of closed-loop agri-food pathways. Front. Sustain. Food Syst. 2022, 6, 1014228. [Google Scholar] [CrossRef]
- Ncube, A.; Fiorentino, G.; Panfilo, C. De Falco, M.; Ulgiati, S. Circular economy paths in the olive oil industry: A Life Cycle Assessment look into environmental performance and benefits. Int. J. Life Cycle Assess. 2024, 29, 1541–1561. [Google Scholar] [CrossRef]
- Stillitano, T.; Falcone, G.; Iofrida, N.; Spada, E.; Gulisano, G.; De Luca, A.I. A customized multi-cycle model for measuring the sustainability of circular pathways in agri-food supply chains. Sci. Total Environ. 2022, 844, 157229. [Google Scholar] [CrossRef] [PubMed]
- Egas, D.; Azarkamand, S.; Casals, C.; Ponsá, S.; Llenas, L.; Colón, J. Life cycle assessment of bio-based fertilizers production systems: Where are we and where should we be heading? Int. J. Life Cycle Assess. 2023, 28, 626–650. [Google Scholar] [CrossRef]
- Salomone, R.; Cappelletti, G.M.; Malandrino, O.; Mistretta, M.; Neri, E.; Nicoletti, G.M.; Notarnicola, B.; Pattara, C.; Russo, C.; Saija, G. Life Cycle Assessment in the olive oil sector. In Life Cycle Assessment in the Agri-Food Sector—Case Studies, Methodological Issues and Best Practices; Springer: Berlin/Heidelberg, Germany, 2015; pp. 57–122. [Google Scholar] [CrossRef]
- Parascanu, M.M.; Puig Gamero, M.; Sanchez, P.; Soreanu, G.; Valverde, J.L.; Sanchez-Silva, L. Life cycle assessment of olive pomace valorisation through pyrolysis. Renew. Energy 2018, 122, 589–601. [Google Scholar] [CrossRef]
- Espadas-Aldana, G.; Vialle, C.; Belaud, J.-P.; Vaca-Garcia, C.; Sablayrolles, C. Analysis and trends for Life Cycle Assessment of olive oil production. Sustain. Prod. Consum. 2019, 19, 216–230. [Google Scholar] [CrossRef]
- Cossu, A.; Degl’Innocenti, S.; Agnolucci, M.; Cristani, C.; Bedini, S.; Nuti, M. Assessment of the Life Cycle Environmental Impact of the Olive Oil Extraction Solid Wastes in the European Union. Open Waste Manag. J. 2013, 6, 12–20. [Google Scholar] [CrossRef]
- Caputo, A.C.; Scacchia, F.; Pelagagge, P.M. Disposal of by-products in olive oil industry: Waste-to-energy solutions. Appl. Therm. Eng. 2003, 23, 197–214. [Google Scholar] [CrossRef]
- Guarino, F.; Falcone, G.; Stillitano, T.; De Luca, A.I.; Gulisano, G.; Mistretta, M.; Strano, A. Life cycle assessment of olive oil: A case study in southern Italy. J. Environ. Manag. 2019, 238, 396–407. [Google Scholar] [CrossRef] [PubMed]
- Brunori, A.; Dini, F.; Perugini, L.; Chiriacò, M.V.; Evangelisti, N.; Regni, L. Climate Changes Mitigation Through a Sustainable Supply Chain for the Olive Oil Sector—Handbook for a Sustainable Management of the Olive Groves. Project Olive4Climate. Contract Number: LIFE15 CCM/IT/000141 (01/07/2016–31/12/2019). Available online: https://olive4climate.eu/wp-content/uploads/Annex_C5.1-List-of-the-sustainable-practices_ENG-def-1.pdf (accessed on 2 June 2025).
- De Meester, S.; Dewulf, J.; Roes, L.; Patel, M.; Hellweg, S. Prospective Sustainability Assessment of Technologies: Development of Basic Engineering Modules for Prospective Estimations of the Material Flows and Energy Requirements. Ghent, 10 June 2013. Available online: https://backend.orbit.dtu.dk/ws/portalfiles/portal/155571940/01_64_PROSUITE_HANDBOOK_update_FINAL_11dec2013.pdf (accessed on 2 June 2025).
- Cequier, E.; Aguilera, J.; Balcells, M.; Canela-Garayoa, R. Extraction and characterization of lignin from olive pomace: A comparison study among ionic liquid, sulfuric acid, and alkaline treatments. Biomass Convers. Biorefin. 2019, 9, 241–252. [Google Scholar] [CrossRef]
- Alonso-Fariñas, B.; Oliva, A.; Rodríguez-Galán, M.; Esposito, G.; García-Martín, J.F.; Rodríguez-Gutiérrez, G.; Serrano, A.; Fermoso, F.G. Environmental Assessment of Olive Mill Solid Waste Valorization via Anaerobic Digestion Versus Olive Pomace Oil Extraction. Processes 2020, 8, 626. [Google Scholar] [CrossRef]
- De Luca, P.; Sicilia, V.; Candamano, S.; Macario, A. Olive vegetation waters (OVWs): Characteristics, treatments and environmental problems. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1251, 012011. [Google Scholar] [CrossRef]
- Stratta, L.; Capozzi, L.C.; Franzino, S.; Pisano, R. Economic Analysis of a Freeze-Drying Cycle. Processes 2020, 8, 1399. [Google Scholar] [CrossRef]
- Rocchi, L.; Menegaldo, G.; Paolotti, L.; Boggia, A. Assessment of circularity in the agri-food sector: Adapting the material circularity index to the olive oil production. J. Clean. Prod. 2025, 496, 145112. [Google Scholar] [CrossRef]
- Tetteh, H.; Balcells, M.; Bala, A.; Fullana-i-Palmer, P.; Margallo, M.; Aldaco, R.; Puig, R. Assessing agri-food products circularity by using the material circularity and circular flow indices. Sustain. Prod. Consum. 2025, 57, 246–261. [Google Scholar] [CrossRef]
- Kalogerakis, N.; Politi, M.; Foteinis, S.; Chatzisymeon, E.; Mantzavinos, D. Recovery of antioxidants from olive mill wastewaters: A viable solution that promotes their overall sustainable management. J. Environ. Manag. 2013, 128, 749–758. [Google Scholar] [CrossRef] [PubMed]
- Batuecas, E.; Tommasi, T.; Battista, F.; Negro, V.; Sonetti, G.; Viotti, P.; Fino, D.; Mancini, G. Life Cycle Assessment of waste disposal from olive oil production: Anaerobic digestion and conventional disposal on soil. J. Environ. Manag. 2019, 237, 94–102. [Google Scholar] [CrossRef] [PubMed]
- Duman, A.K.; Özgen, G.Ö.; Üçtuğ, F.G. Environmental life cycle assessment of olive pomace utilization in Turkey. Sustain. Prod. Consum. 2020, 22, 126–137. [Google Scholar] [CrossRef]
- El Joumri, L.; Labjar, N.; Dalimi, M.; Harti, S.; Dhiba, D.; El Messaoudi, N.; Bonnefille, S.; El Hajjaji, S. Life cycle assessment (LCA) in the olive oil value chain: A descriptive review. Environ. Dev. 2023, 45, 100800. [Google Scholar] [CrossRef]
- El Chami, D.; Santagata, R.; Moretti, S.; Moreschi, L.; Del Borghi, A.; Gallo, M. A Life Cycle Assessment to Evaluate the Environmental Benefits of Applying the Circular Economy Model to the Fertiliser Sector. Sustainability 2023, 15, 15468. [Google Scholar] [CrossRef]
- H-Hargitai, R.; Somogyi, V. Impact of water as raw material on material circularity—A case study from the Hungarian food sector. Heliyon 2023, 9, 17587. [Google Scholar] [CrossRef] [PubMed]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).