
Auto-Routing Systems (ARSs) with 3D Piping for Sustainable Plant Projects Based on Artificial Intelligence (AI) and Digitalization of 2D Drawings and Specifications




Abstract
1. Introduction
1.1. Industrial Trend of Plant Engineering
1.2. Role of Piping Design in EPC Projects
- Step 1. Piping routing calculation (or analysis): by collaborating with a process de-sign team, the piping design team receives documents on piping information, such as a piping and instrument diagram (P&ID), piping material specification, and piping material class, to prepare a piping list.
- Step 2. Equipment layout setting and plot plan writing: after identifying the process flow through P&ID and approximately understanding the piping route, a plot plan is drafted by receiving the size and location information for the equipment and structure from the process design team.
- Step 3. 3D modeling implementation: the 3D modeling of piping proceeded based on P&ID and the line list, while other facilities and devices were also modeled in 3D through the plot plan mentioned in step 2. More than 90% of piping design drawings are completed using 3D modeling tools.
- Step 4. Preparing isometric drawings: piping drawings prepared according to the installation unit length or piping manufacturing are called isometric (ISO) drawings. ISO drawings encompass pipe, pipe welding, and connection assembly information; piping installation thus proceeds according to ISO drawings as they contain all relevant information about the piping line.
- Step 5. Setting pipe priority: priorities are determined on drawings according to the installation sequence for determining the priorities of the piping installation process. The points for integrating newly installed piping with pre-existing piping are determined based on location information received from the project at the initial design stage. These points are incorporated into the design to establish the priorities of the piping design process.
- Step 6. Writing a bill of materials (BoM): all materials and parts required for a project are listed in a BoM through which the quantity and type of materials can be systematically managed.
1.3. Problem Statement and Research Objectives
- To develop a system that automates the accurate design of piping routes, which traditionally has been a manual task performed by engineers. This system aims to replace the manual process with an automated approach for piping route design.
- To contribute to DT within the engineering sector by providing a solution that addresses the swiftly evolving external technological environment.
2. Literature Review
2.1. Digital Image Processing
2.2. Three-Dimensional Modeling Layout for Plant Project
2.3. Auto-Routing System for Engineering Design
2.4. Limitation of Previous Research
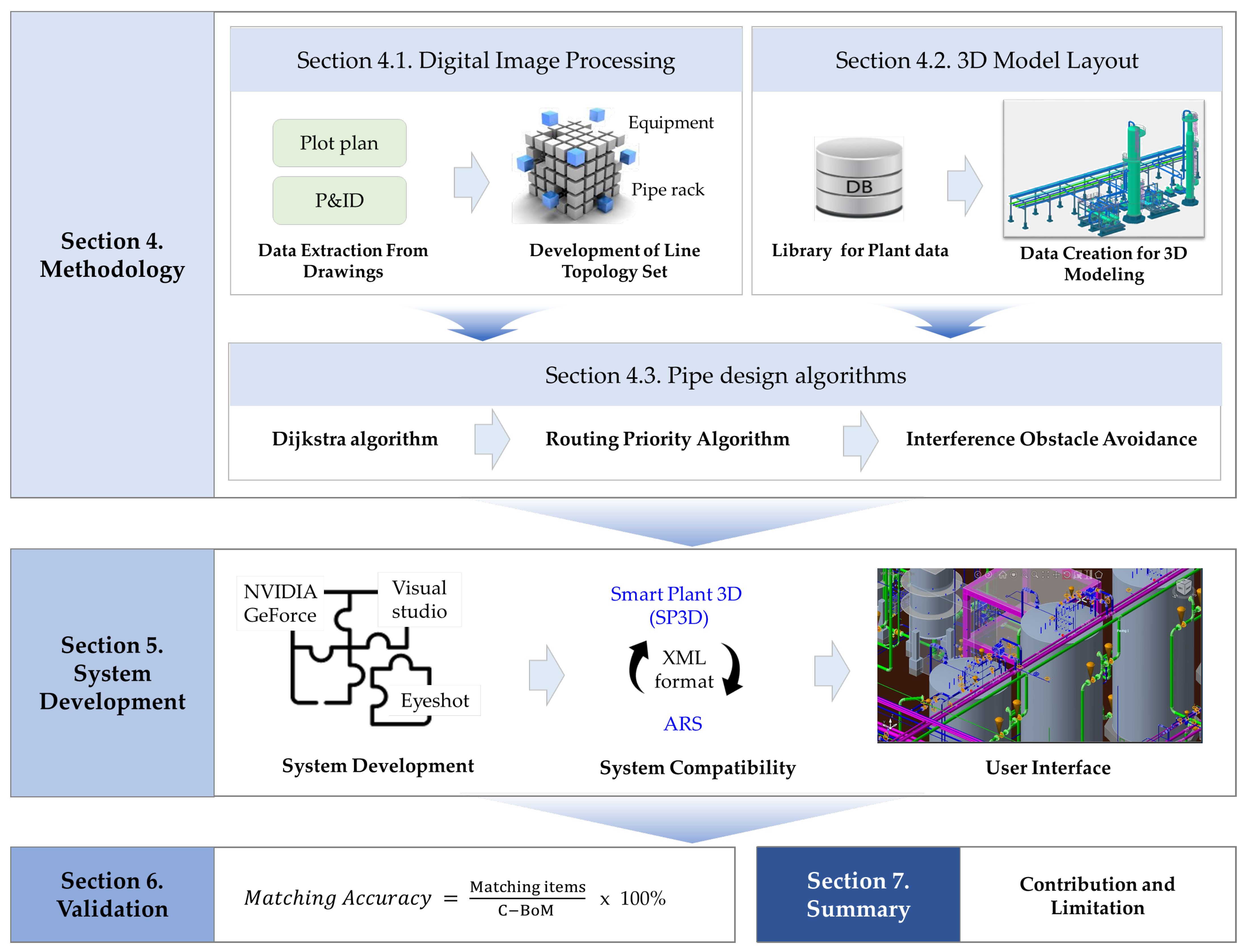
3. Research Framework
4. Methodology
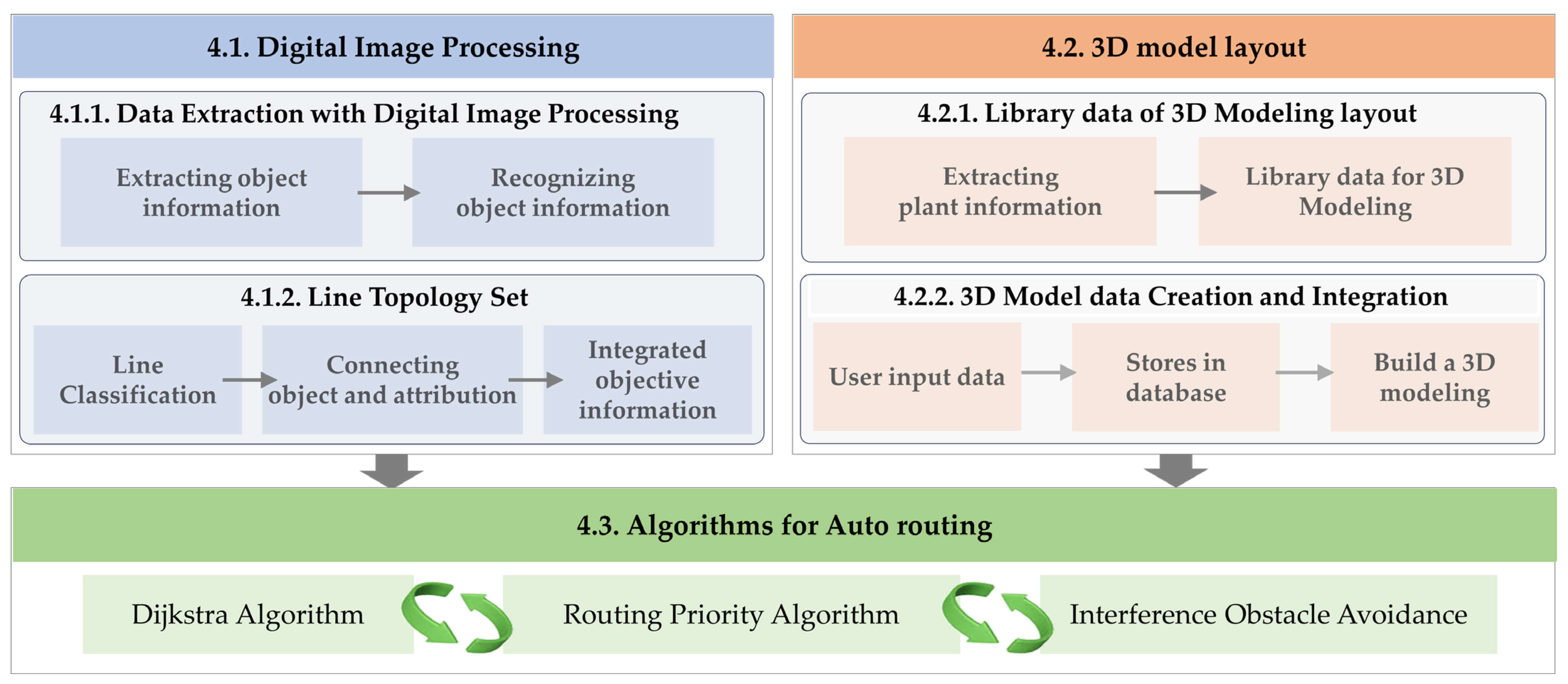
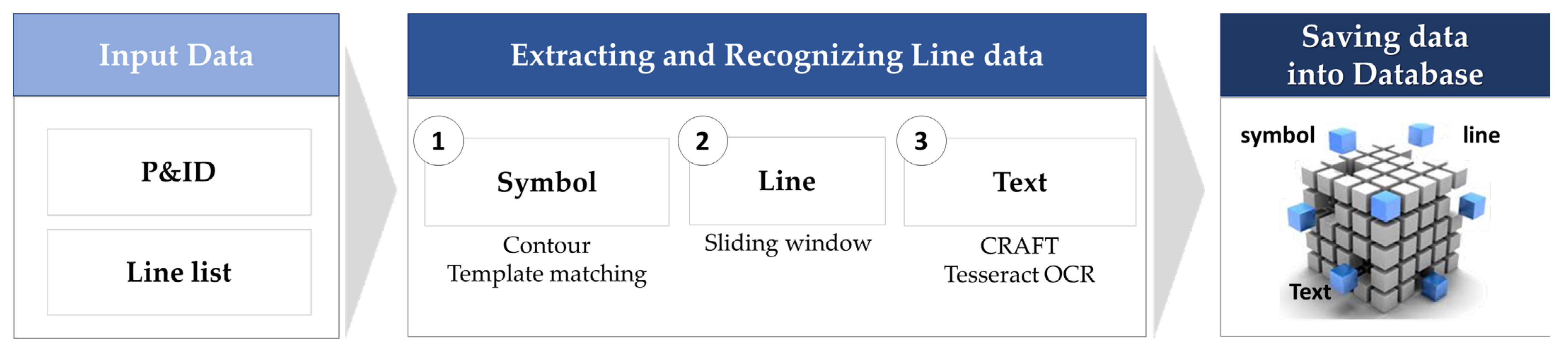
4.1. Digital Image Processing on Piping Drawings
4.1.1. Data Extraction with Digital Image Processing
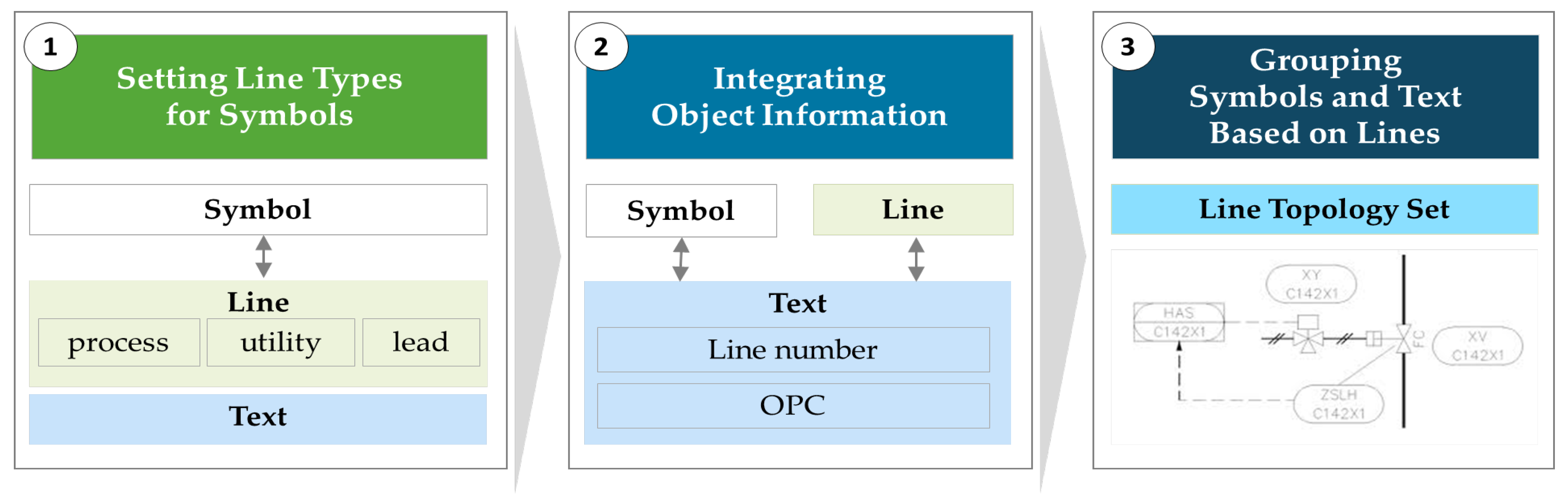
- Process line: piping for processing or delivering fluid (liquid or gas) in a process, often used in production, chemical processing, and manufacturing.
- Utility line: piping used for supporting auxiliary facilities of a plant or for maintenance, often carrying steam, coolant, and air.
- Lead line: auxiliary line explaining equipment, instrumentation, or lines in a P&ID and not representing actual piping.
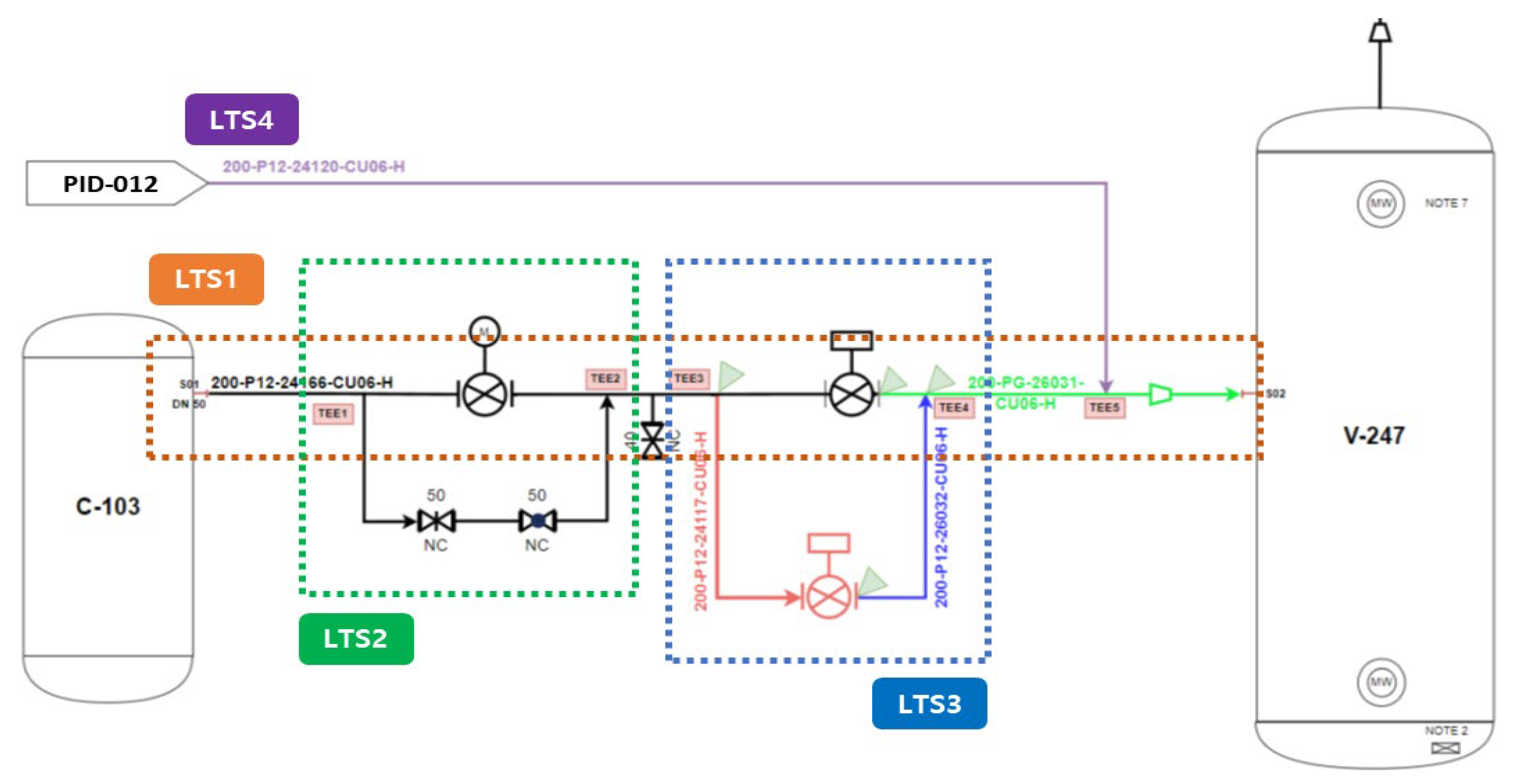
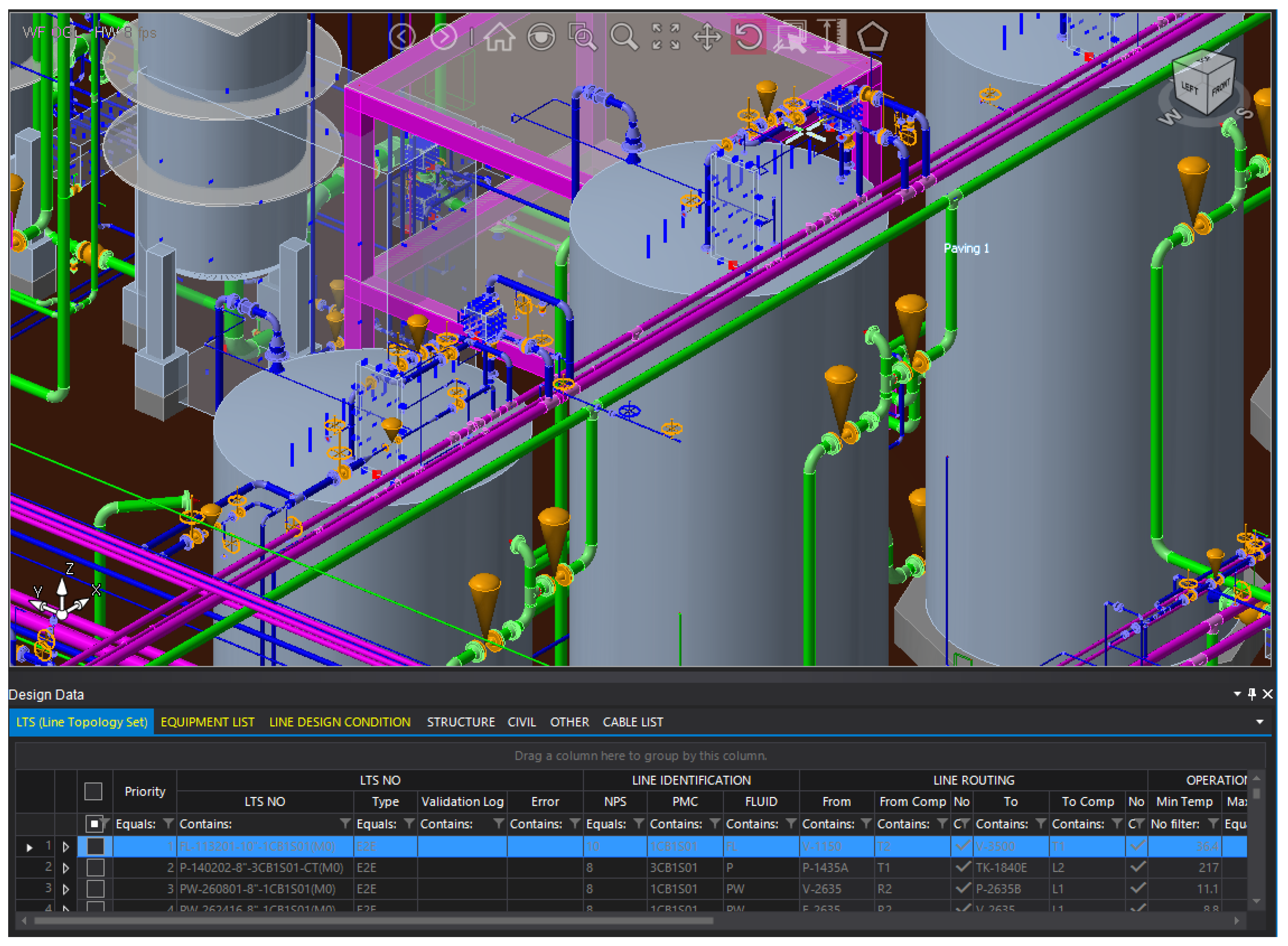
4.1.2. Line Topology Set
4.2. Three-Dimensional Model Layout for Plant Facility
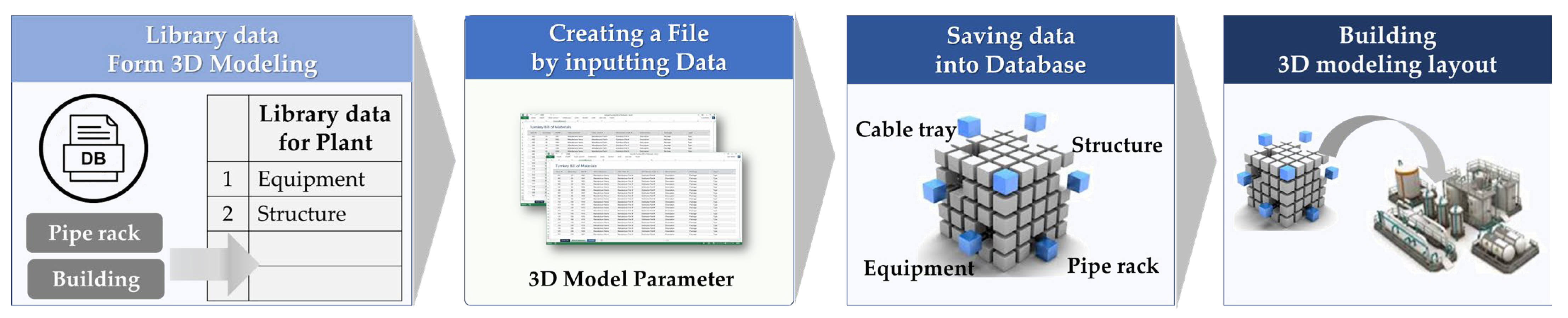
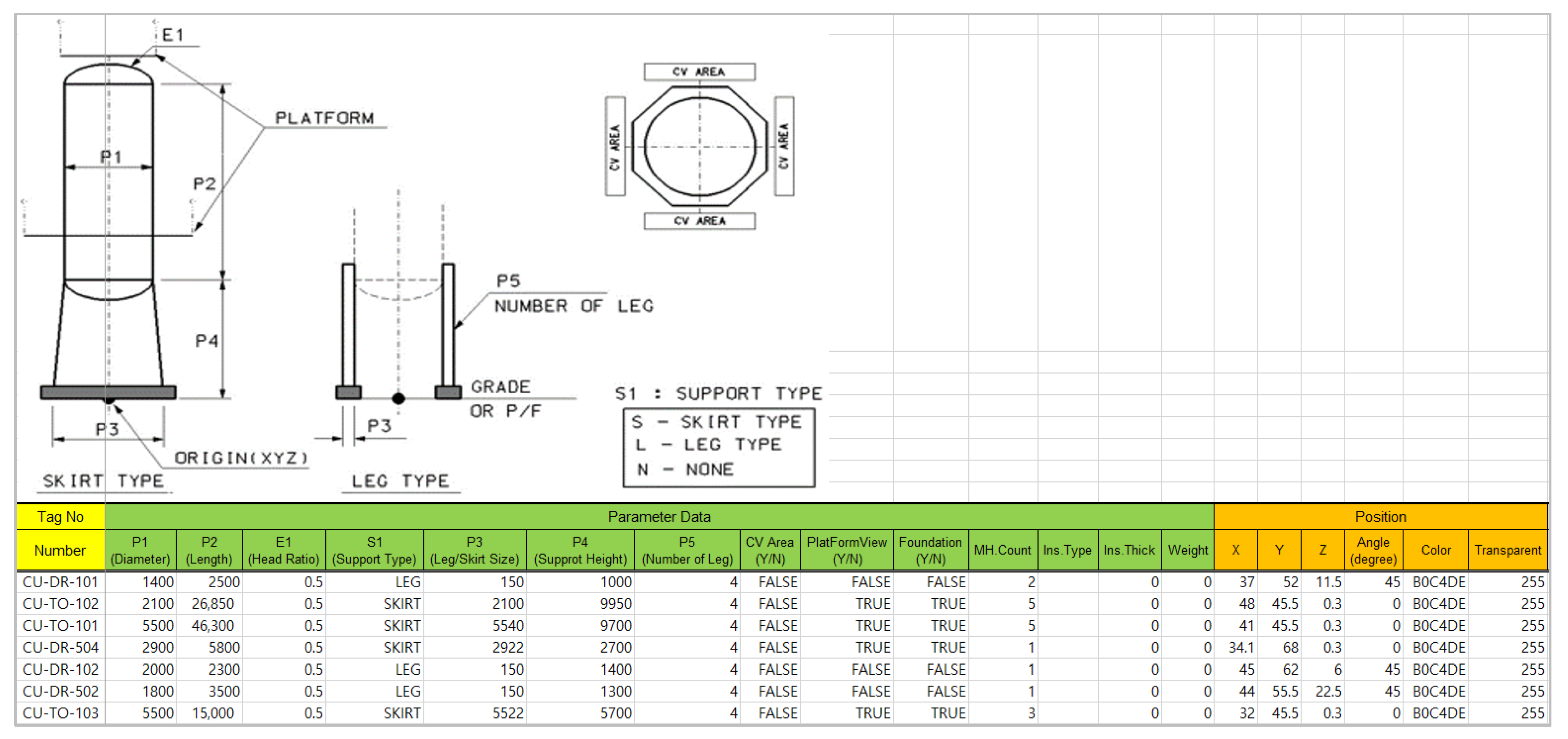
4.2.1. Library Data for 3D Modeling
4.2.2. Data Creation and Integration for 3D Modeling
4.3. Piping Design Algorithms for Optimal Route Automation
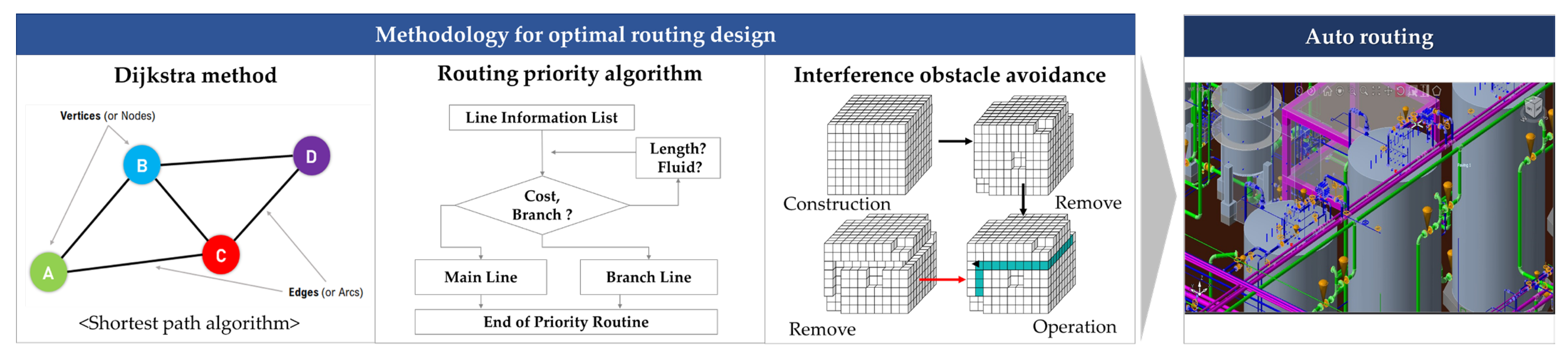
4.3.1. Dijkstra Algorithm
- Initialization: a starting node is designated and the distance of the starting node is set to 0; groups are then formed with other nodes leading toward the destination.
- Iteration: an unvisited node with the lowest weight is selected and moved from the starting node. The algorithm calculates the shortest distance for neighboring nodes of the currently selected node based on the weight factor and then chooses the closest node to be moved. The selected node is marked as visited.
- Termination: if the current node is identical to the target node, then the process is terminated; otherwise, steps 3 and 4 are repeated.
- where k represents the iteration number.
- Lk(a,v) is the length of the shortest path from node a to node v after k iterations.
- Lk−1(a,v) is the length of the shortest path from node a to node v after k−1 iterations.
- Lk−1(a,u) is the length of the shortest path from node a to node u after k−1 iterations, where u is a neighbor of node v.
- w({u,v}) is the weight of the edge between nodes u and v.
| Algorithm 1. Dijkstra. |
| Path Dijkstra(Node[] G, Node From, Node To) { Path path = new Path(); foreach(var node in G) { if(node in Obstacle) node.Walkable = False } var node = From; path.Add(From); while(node! = To) { Node next = null; double cost = 0; var adjacents = AdjacentNodes(G, node); foreach(var adjacent in adjacents) { if(adjacent.Walkable == False) contine; cost = CostFunc(node, adjacent); if(cost > adjacent.Cost) continue; next = adjacent; } if(next! = null) { node = next; node.Cost = cost; path.Add(node); } } return path; } |
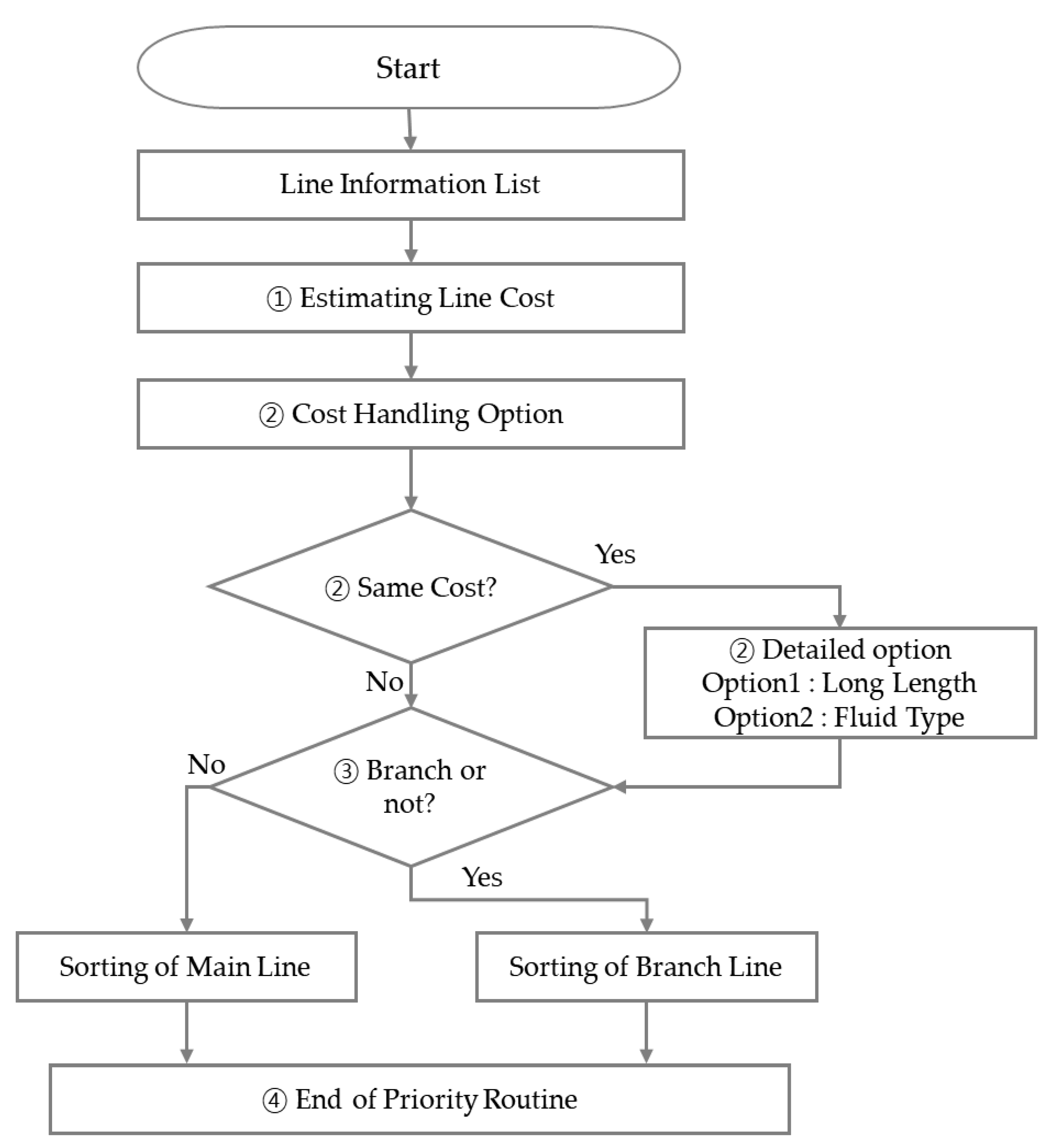
4.3.2. Routing Priority Algorithm
- ①
- Line information from the line list in the database is imported. The imported information includes weight, material, size, and specification data which are used to calculate the line cost. Equation (2) is used for calculating the line cost.Cost = pipe weight × material ratio
- ②
- If the line cost value is identical, then alternative options can be specified to establish routing priority. Detailed priority is assigned based on piping length and fluid information. Generally, longer piping segments incur higher costs and possess greater importance. Furthermore, priority can be determined by the fluid type. A fluid process is given higher priority owing to its greater importance, whereas a utility process is assigned lower priority.
- ③
- A pipeline is categorized into a main line and a branch line based on its function. The main line serves as the conduit for the fluid in the piping system and typically constitutes a core element in piping design. The branch line refers to the part connected to a specific point branching off from the main line. As small segments branching off from the main line, they provide fluid or utility required for specific regions or equipment. Hence, the main line is positioned first, with the branch lines following suit. Even if the branch line has a high cost, its priority is established after the main line is arranged. If the main line is arranged in a specific area, the branch line is set to be arranged after the main line by establishing the cost and options through the routing priority algorithm.
- ④
- As the ARS features a routing priority editor, an individual can modify the priority of specific lines by configuring constraint options for priority.
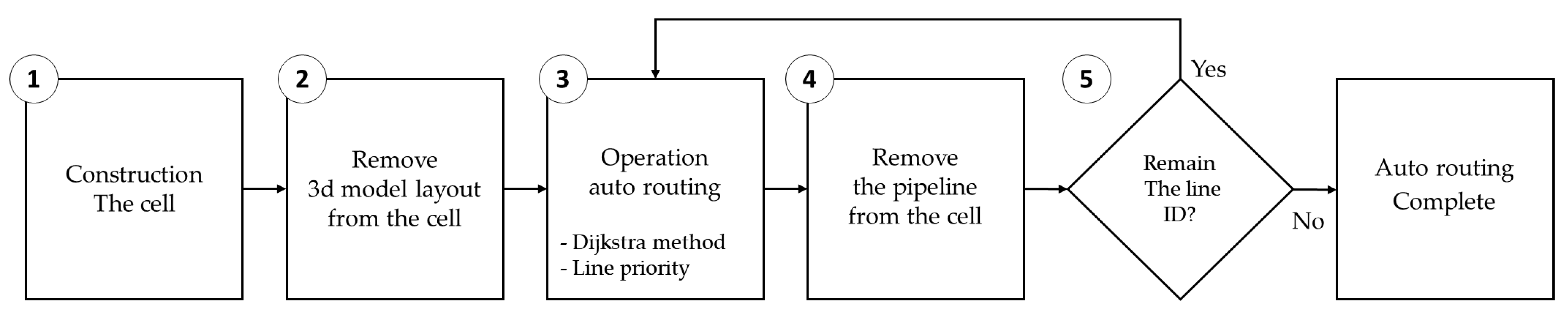
4.3.3. Interference Obstacle Avoidance
- ①
- Similar to the space factor in the Dijkstra algorithm, a virtual 3D space is first configured in cell-unit blocks.
- ②
- A 3D model is generated using a plot plan, and the corresponding cells are removed.
- ③
- An optimal path is set by applying the Dijkstra algorithm and the line priority algorithm, which are then applied to the corresponding cell blocks. As mentioned earlier, the space factor was applied to calculate the weight factor, which is a core element in the Dijkstra algorithm. The space factor for cells subjected to the optimal routing algorithm is designated as 0, while the space factor for neighboring cells is adjusted to vary the weight factor, effectively preventing interference.
- ④
- The cells applied with the Dijkstra and line priority algorithms are removed.
- ⑤
- The arranged LTS is iteratively implemented through the line priority algorithm and the Dijkstra algorithm is employed to determine the optimal path for cell blocks. Once applied, these cell blocks are subsequently eliminated. This process is repeated until the LTS is all consumed in the system.
5. System Development
5.1. System Development Environment
5.2. System Compatibility
5.3. User Interface
6. Validation through Case Studies
6.1. Comparison of Conventional Piping Design Process and ARS Design Process
6.2. Test Set-up for Auto-Routing System
6.3. Performance Evaluation Results and Discussion
6.3.1. Case 1—Petrochemical Project
6.3.2. Case 2—Refinery Project
6.4. Comparison of Human Design and the ARS
7. Summary
7.1. Conclusions and Contributions
7.2. Limitation and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Correction Statement
Abbreviations
| 3D | Three Dimensions |
| API | Application Programming Interface |
| ARS | Auto-Routing Systems |
| AI | Artificial Intelligence |
| BIM | Building Information Modeling |
| BoM | Bill of Material |
| BP | Bypass Line |
| B2B | Branch to Branch |
| CAGR | Compound Annual Growth Rate |
| CAPEX | Capital Expenditure |
| CAD | Computer Aided Design |
| CLN | Cross-domain Learning Network |
| CNN | Convolutional Neural Network |
| CRAFT | Character Region Awareness for Text Detection |
| CSV | Comma-Separated Values |
| CWS | Chilled Water Supply |
| CWR | Chilled Water Return |
| DB | Database |
| DBMS | Data Base Management Systems |
| DDECS | Differential Evolution and Cuckoo Search |
| DEXPI | Data Exchange in The Process Industry |
| DT | Digital Transformation |
| DWG | Drawing |
| DW | Distilled Water |
| E2E | Equipment to Equipment |
| EPC | Engineering Procurement and Construction |
| IR | Information Retrieval |
| IT | Information Technology |
| IPA | Independent Project Analysis |
| ISO | Isometric |
| IDE | Integrated Development Environment |
| JPS | Jump Point Search |
| LTS | Line Topology Set |
| LD | Liquidated Damages |
| LWDP | Local Word Direction Pattern |
| MDBM | Maximal Disjoint Ball De-composition |
| MIR | Mathematical Information Retrieval |
| MOO | Multi-Objective Optimization |
| MRF | Markov Random Field |
| MRO | Maintenance, Repair and Operation |
| MSER | Maximally Stable Extreme Region |
| P&ID | Piping and Instrument Diagram |
| PREMA | Part-based Recurrent Multi-view Aggregation Network |
| P | Process |
| SMEs | Subject Matter Experts |
| SCH | Schedule |
| TK | Tank |
| THK | Thickness |
| UI | User Interface |
| U | Utility |
| WBS | Work Breakdown Structure |
| X2B | OPC to Branch |
References
- KPMG. Russia and Ukraine Conflict: Economic Implications. Available online: https://kpmg.com/xx/en/home/insights/2022/03/russia-and-ukraine-conflict-chief-economist-team.html (accessed on 9 December 2023).
- Market Research. Oil and Gas EPC Market–Growth, Trends, COVID-19 Impact, and Forecasts (2022–2027). Available online: https://www.marketresearch.com/Mordor-Intelligence-LLP-v4018/Oil-Gas-EPC-Growth-Trends-32021354/ (accessed on 9 December 2023).
- Market Research. Oil and Gas EPC. Available online: https://www.marketresearch.com/Global-Industry-Analysts-v1039/Oil-Gas-EPC-33869288/ (accessed on 9 December 2023).
- Zaoui, F.; Souissi, N. Roadmap for digital transformation: A literature review. Procedia Comput. Sci. 2020, 175, 621–628. [Google Scholar] [CrossRef]
- McKinsey Digital. McKinsey Technology Trend Outlook 2023. Available online: https://www.mckinsey.com/capabilities/mckinsey-digital/our-insights/the-top-trends-in-tech (accessed on 21 September 2023).
- Digital Transformation Skills. Effective of Engineering Business Model Transformation. Available online: https://digitaltransformationskills.com/engineering-business-model-transformation/ (accessed on 9 December 2023).
- Muhammad Andry Rezky, A. Engineering–Procurement–Construction (EPC) mega project: Analysis of the dominant cost factors and viable solutions. In Proceedings of the 5th Sebelas Maret International Conference on Business, Economics and Social Sciences (SMICBES 2018), Bali, Indonesia, 17–19 July 2018; pp. 493–506. [Google Scholar]
- Caldas, C.; Gupta, A. Critical factors impacting the performance of mega-projects. Eng. Constr. Archit. Manag. 2017, 24, 920–934. [Google Scholar] [CrossRef]
- EY. Spotlight on Oil and Gas Megaprojects. Available online: https://aegex.com/images/uploads/white_papers/EY-spotlight-on-oil-and-gas-megaprojects.pdf (accessed on 9 December 2023).
- Kim, M.-H.; Lee, E.-B.; Choi, H.-S. Detail engineering completion rating index system (DECRIS) for optimal initiation of construction works to improve contractors’ schedule-cost performance for offshore oil and gas EPC projects. Sustainability 2018, 10, 2469. [Google Scholar] [CrossRef]
- Lee, J.Y. The Effect of EPC Firms on Employment and Policy of Engineering Industry. KENCA 2023, 24, 59–66. [Google Scholar] [CrossRef]
- Siddiqui, T. Evaluating Percentage Cost Volume of Engineering, Procurement & Construction to Add Value in EPC Petrochemical Projects. In Proceedings of the Abu Dhabi International Petroleum Exhibition and Conference, Abu Dhabi, United Arab Emirates, 9–12 November 2020; p. D011S024R003. [Google Scholar]
- Kim, M.-S.; Lee, E.-B.; Jung, I.-H.; Alleman, D. Risk assessment and mitigation model for overseas steel-plant project investment with analytic hierarchy process—Fuzzy inference system. Sustainability 2018, 10, 4780. [Google Scholar] [CrossRef]
- Texvyn. Piping Engineering Design. Available online: https://www.texvyn.in/post/introduction-piping-engineering-design (accessed on 9 December 2023).
- Brown, D.; Reddi, K.; Elgowainy, A. The development of natural gas and hydrogen pipeline capital cost estimating equations. Int. J. Hydrog. Energy 2022, 47, 33813–33826. [Google Scholar] [CrossRef]
- POSCO EnC. Indonesia Integrated Steel Mill Project. Available online: https://www.poscoenc.com/en/business_areas/project.aspx?brpt=151 (accessed on 9 December 2023).
- RISHABH Engineering. Advantages of 3D CAD Modeling in Engineering. Available online: https://www.rishabheng.com/blog/importance-of-3d-cad-modeling (accessed on 21 September 2023).
- Henke, M.; Gladilin, E. Virtual Laser Scanning Approach to Assessing Impact of Geometric Inaccuracy on 3D Plant Traits. Remote Sens. 2022, 14, 4727. [Google Scholar] [CrossRef]
- Indeed. Piping Designer Salary in the United States. Available online: https://www.indeed.com/career/piping-designer/salaries (accessed on 9 December 2023).
- KCMI. The Impact Demographic Changes on Long-Term Macroeconomic Prospects, 22–26, 2022. Available online: https://www.kcmi.re.kr/en/publications/pub_detail_view?syear=2023&zcd=002001017&zno=1752&cno=6217 (accessed on 11 December 2023).
- Ghobakhloo, M.; Iranmanesh, M. Digital transformation success under Industry 4.0: A strategic guideline for manufacturing SMEs. J. Manuf. Technol. Manag. 2021, 32, 1533–1556. [Google Scholar] [CrossRef]
- BAU. Digitization of the Construction Industry: Digital Transformation Takes Hold. Glass on Web, 6 February 2023. Available online: https://www.glassonweb.com/news/digitization-construction-industry-digital-transformation-takes-hold (accessed on 13 December 2023).
- CED Engineering.com. Process Piping Fundamentals, Codes and Standards. Available online: https://www.cedengineering.com/userfiles/Process%20Piping%20Fundamentals,%20Codes%20and%20Standards%20%20-%20Module%201.pdf (accessed on 18 December 2023).
- Cordella, L.P.; Vento, M. Symbol recognition in documents: A collection of techniques? Int. J. Doc. Anal. Recognit. 2000, 3, 73–88. [Google Scholar] [CrossRef]
- Nazemi, A.; Murray, I.; McMeekin, D.A. Mathematical information retrieval (MIR) from scanned pdf documents and MathML conversion. IPSJ Trans. Comput. Vis. Appl. 2014, 6, 132–142. [Google Scholar] [CrossRef]
- Saabni, R.; Asi, A.; El-Sana, J. Text line extraction for historical document images. Pattern Recognit. Lett. 2014, 35, 23–33. [Google Scholar] [CrossRef]
- Pham, T.-A.; Delalandre, M.; Barrat, S.; Ramel, J.-Y. Accurate junction detection and characterization in line-drawing images. Pattern Recognit. 2014, 47, 282–295. [Google Scholar] [CrossRef]
- Yan, J.; Gao, X. Detection and recognition of text superimposed in images base on layered method. Neurocomputing 2014, 134, 3–14. [Google Scholar] [CrossRef]
- Shi, C.; Wang, C.; Xiao, B.; Gao, S.; Hu, J. End-to-end scene text recognition using tree-structured models. Pattern Recognit. 2014, 47, 2853–2866. [Google Scholar] [CrossRef]
- Kulkarni, C.R.; Barbadekar, A.B. Text detection and recognition: A review. Int. Res. J. Eng. Technol. IRJET 2017, 4, 179–185. [Google Scholar] [CrossRef]
- Mittal, A.; Roy, P.P.; Singh, P.; Raman, B. Rotation and script independent text detection from video frames using sub pixel mapping. J. Vis. Commun. Image Represent. 2017, 46, 187–198. [Google Scholar] [CrossRef]
- Elyan, E.; Garcia, C.M.; Jayne, C. Symbols classification in engineering drawings. In Proceedings of the 2018 International Joint Conference on Neural Networks (IJCNN), Rio de Janeiro, Brazil, 8–13 July 2018; pp. 1–8. [Google Scholar]
- Kang, S.-O.; Lee, E.-B.; Baek, H.-K. A digitization and conversion tool for imaged drawings to intelligent piping and instrumentation diagrams (P&ID). Energies 2019, 12, 2593. [Google Scholar] [CrossRef]
- Yu, E.-S.; Cha, J.-M.; Lee, T.; Kim, J.; Mun, D. Features recognition from piping and instrumentation diagrams in image format using a deep learning network. Energies 2019, 12, 4425. [Google Scholar] [CrossRef]
- Elyan, E.; Jamieson, L.; Ali-Gombe, A. Deep learning for symbols detection and classification in engineering drawings. Neural Netw. 2020, 129, 91–102. [Google Scholar] [CrossRef]
- Guo, M.; Bei, W.; Huang, Y.; Chen, Z.; Zhao, X. Deep learning framework for geological symbol detection on geological maps. Comput. Geosci. 2021, 157, 104943. [Google Scholar] [CrossRef]
- Renton, G.; Balcilar, M.; Héroux, P.; Gaüzère, B.; Honeine, P.; Adam, S. Symbols detection and classification using graph neural networks. Pattern Recognit. Lett. 2021, 152, 391–397. [Google Scholar] [CrossRef]
- Naiemi, F.; Ghods, V.; Khalesi, H. A novel pipeline framework for multi oriented scene text image detection and recognition. Expert Syst. Appl. 2021, 170, 114549. [Google Scholar] [CrossRef]
- Kim, H.; Lee, W.; Kim, M.; Moon, Y.; Lee, T.; Cho, M.; Mun, D. Deep-learning-based recognition of symbols and texts at an industrially applicable level from images of high-density piping and instrumentation diagrams. Expert Syst. Appl. 2021, 183, 115337. [Google Scholar] [CrossRef]
- Xie, L.; Lu, Y.; Furuhata, T.; Yamakawa, S.; Zhang, W.; Regmi, A.; Kara, L.; Shimada, K. Graph neural network-enabled manufacturing method classification from engineering drawings. Comput. Ind. 2022, 142, 103697. [Google Scholar] [CrossRef]
- Tong, G.; Dong, M.; Sun, X.; Song, Y. Natural scene text detection and recognition based on saturation-incorporated multi-channel MSER. Knowl. Based Syst. 2022, 250, 109040. [Google Scholar] [CrossRef]
- Kohli, H.; Agarwal, J.; Kumar, M. An improved method for text detection using Adam optimization algorithm. Glob. Transit. Proc. 2022, 3, 230–234. [Google Scholar] [CrossRef]
- Liu, C.; Yang, C.; Qin, H.-B.; Zhu, X.; Liu, C.-L.; Yin, X.-C. Towards open-set text recognition via label-to-prototype learning. Pattern Recognit. 2023, 134, 109109. [Google Scholar] [CrossRef]
- Wen, R.; Tang, W.; Su, Z. Topology based 2D engineering drawing and 3D model matching for process plant. Graph. Models 2017, 92, 1–15. [Google Scholar] [CrossRef]
- Belov, G.; Czauderna, T.; Dzaferovic, A.; Garcia de la Banda, M.; Wybrow, M.; Wallace, M. An optimization model for 3D pipe routing with flexibility constraints. In Proceedings of the Principles and Practice of Constraint Programming: 23rd International Conference (CP 2017), Melbourne, VIC, Australia, 28 August–1 September 2017; pp. 321–337. [Google Scholar]
- Chen, J.; Ilies, H.T.; Ding, C. Graph-Based Shape Analysis for Heterogeneous Geometric Datasets: Similarity, Retrieval and Substructure Matching. Comput. Aided Des. 2022, 143, 103125. [Google Scholar] [CrossRef]
- Uchida, M.; Saito, S. Stylized line-drawing of 3D models using CNN with line property encoding. Comput. Graph. 2020, 91, 252–264. [Google Scholar] [CrossRef]
- Kim, Y.; Nguyen, C.H.P.; Choi, Y. Automatic pipe and elbow recognition from three-dimensional point cloud model of industrial plant piping system using convolutional neural network-based primitive classification. Autom. Constr. 2020, 116, 103236. [Google Scholar] [CrossRef]
- Sierla, S.; Azangoo, M.; Vyatkin, V. Generating an industrial process graph from 3d pipe routing information. In Proceedings of the 2020 25th IEEE International Conference on Emerging Technologies and Factory Automation (ETFA), Vienna, Austria, 8–11 September 2020; pp. 85–92. [Google Scholar]
- Kim, H.; Yeo, C.; Cha, M.; Mun, D. A method of generating depth images for view-based shape retrieval of 3D CAD models from partial point clouds. Multimed. Tools Appl. 2021, 80, 10859–10880. [Google Scholar] [CrossRef]
- Jin, J.; Xu, H.; Tang, Z.; Ji, P.; Xiong, Z. PREMA: Part-based Recurrent Multi-view Aggregation Network for 3D Shape Retrieval. In Proceedings of the 2021 2nd International Conference on Computer Science and Management Technology (ICCSMT), Shanghai, China, 12–14 November 2021; pp. 311–318. [Google Scholar]
- Nie, W.; Zhao, Y.; Nie, J.; Liu, A.-A.; Zhao, S. CLN: Cross-domain learning network for 2D image-based 3D shape retrieval. IEEE Trans. Circuits Syst. Video Technol. 2021, 32, 992–1005. [Google Scholar] [CrossRef]
- Fu, R.; Yang, J.; Sun, J.; Zhang, F.-L.; Lai, Y.-K.; Gao, L. RISA-Net: Rotation-invariant structure-aware network for fine-grained 3D shape retrieval. arXiv 2020. [Google Scholar] [CrossRef]
- Parisher, R.A. Pipe Drafting and Design, 4th ed.; Elsevier: Burlington, MA, USA, 2021; pp. 351–362. [Google Scholar]
- Pan, Y.; Noichl, F.; Braun, A.; Borrmann, A.; Brilakis, I. Automatic creation and enrichment of 3D models for pipe systems by co-registration of laser-scanned point clouds and photos. In Proceedings of the 2022 European Conference on Computing in Construction, Rhodes, Greece, 24–26 July 2022. [Google Scholar]
- Perez-Perez, Y.; Golparvar-Fard, M.; El-Rayes, K. Segmentation of point clouds via joint semantic and geometric features for 3D modeling of the built environment. Autom. Constr. 2021, 125, 103584. [Google Scholar] [CrossRef]
- Hou, J.; Luo, C.; Qin, F.; Shao, Y.; Chen, X. FuS-GCN: Efficient B-rep based graph convolutional networks for 3D-CAD model classification and retrieval. Adv. Eng. Inform. 2023, 56, 102008. [Google Scholar] [CrossRef]
- Zhang, C.; Pinquié, R.; Polette, A.; Carasi, G.; De Charnace, H.; Pernot, J.-P. Automatic 3D CAD models reconstruction from 2D orthographic drawings. Comput. Graph. 2023, 114, 179–189. [Google Scholar] [CrossRef]
- Hexagon. Intergraph Smart® 3D. Available online: https://hexagon.com/products/intergraph-smart-3d (accessed on 20 February 2024).
- AVEVA GROUP. AVEVA E3D™. Available online: https://www.aveva.com/ko-kr/products/e3d-design (accessed on 20 February 2024).
- Kang, J.Y.; Lee, B.S. Optimisation of pipeline route in the presence of obstacles based on a least cost path algorithm and laplacian smoothing. Int. J. Nav. Archit. Ocean. Eng. 2017, 9, 492–498. [Google Scholar] [CrossRef]
- Wu, L.; Tian, X.; Wang, H.; Liu, Q.; Xiao, W. Improved ant colony optimization algorithm and its application to solve pipe routing design. Assem. Autom. 2019, 39, 45–57. [Google Scholar] [CrossRef]
- Grabusts, P.; Musatovs, J.; Golenkov, V. The application of simulated annealing method for optimal route detection between objects. Procedia Comput. Sci. 2019, 149, 95–101. [Google Scholar] [CrossRef]
- Dong, Z.; Bian, X. Ship pipe route design using improved A* algorithm and genetic algorithm. IEEE Access 2020, 8, 153273–153296. [Google Scholar] [CrossRef]
- Min, J.-G.; Ruy, W.-S.; Park, C.S. Faster pipe auto-routing using improved jump point search. Int. J. Nav. Archit. Ocean. Eng. 2020, 12, 596–604. [Google Scholar] [CrossRef]
- Sierla, S.; Azangoo, M.; Fay, A.; Vyatkin, V.; Papakonstantinou, N. Integrating 2D and 3D digital plant information towards automatic generation of digital twins. In Proceedings of the 2020 IEEE 29th International Symposium on Industrial Electronics (ISIE), Delft, The Netherlands, 17–19 June 2020; pp. 460–467. [Google Scholar]
- Luo, M.; Hou, X.; Yang, J. Surface optimal path planning using an extended Dijkstra algorithm. IEEE Access 2020, 8, 147827–147838. [Google Scholar] [CrossRef]
- Gunawan; Hamada, K.; Kunihiro, K.; Utomo, A.S.A.; Ahli, M.; Lesmana, R.; Cornelius; Kobayashi, Y.; Yoshimoto, T.; Shimizu, T. Automated pipe routing optimization for ship machinery. J. Mar. Sci. Appl. 2022, 21, 170–178. [Google Scholar] [CrossRef]
- Lin, Y.; Bian, X.-y.; Dong, Z.-r. A discrete hybrid algorithm based on Differential Evolution and Cuckoo Search for optimizing the layout of ship pipe route. Ocean. Eng. 2022, 261, 112164. [Google Scholar] [CrossRef]
- Tsai, L.-T.; Chi, H.-L.; Wu, T.-H.; Kang, S.-C. AR-based automatic pipeline planning coordination for on-site mechanical, electrical and plumbing system conflict resolution. Autom. Constr. 2022, 141, 104400. [Google Scholar] [CrossRef]
- Lee, H.-T.; Choi, H.-M.; Lee, J.-S.; Yang, H.; Cho, I.-S. Generation of ship’s passage plan using data-driven shortest path algorithms. IEEE Access 2022, 10, 126217–126231. [Google Scholar] [CrossRef]
- Skretas, A.; Gyftakis, S.; Marcoulaki, E. A demonstration of sustainable pipeline routing optimization using detailed financial and environmental assessment. J. Clean. Prod. 2022, 362, 132305. [Google Scholar] [CrossRef]
- Vivaldini, K.C.; Galdames, J.P.; Pasqual, T.B.; Sobral, R.M.; Araújo, R.C.; Becker, M.; Caurin, G.A. Automatic routing system for intelligent warehouses. arXiv 2023, arXiv:2307.06893. [Google Scholar] [CrossRef]
- Ha, J.; Roh, M.-I.; Kim, K.-S.; Kim, J.-H. Method for pipe routing using the expert system and the heuristic pathfinding algorithm in shipbuilding. Int. J. Nav. Archit. Ocean. Eng. 2023, 15, 100533. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, K.; Nam, B.; Han, Y. Application of reinforcement learning based on curriculum learning for the pipe auto-routing of ships. J. Comput. Des. Eng. 2023, 10, 318–328. [Google Scholar] [CrossRef]
- Wang, W. Automatic pipes counting system based on digital image processing technology. In Proceedings of the International Conference on Image Processing and Pattern Recognition in Industrial Engineering, Xi’an, China, 20 August 2010; pp. 471–476. [Google Scholar]
- Tan, W.C. Automated identification of components in raster piping and instrumentation diagram with minimal pre-processing. In Proceedings of the IEEE International Conference on Automation Science and Engineering, Fort Worth, TX, USA, 21–25 August 2016; pp. 1301–1306. [Google Scholar]
- Kim, H.J.; Shrestha, A.; Sapkota, E.; Pokharel, A.; Pandey, S.; Kim, C.S.; Shrestha, R. A Study on the Effectiveness of Spatial Filters on Thermal Image Pre-Processing and Correlation Technique for Quantifying Defect Size. Sensors 2022, 22, 8965. [Google Scholar] [CrossRef] [PubMed]
- Lucidchart. What Are Pipingand Instrumentation Diagrams? Available online: https://www.lucidchart.com/pages/tutorial/p-and-id (accessed on 18 December 2023).
- Glumov, N.; Kolomiyetz, E.; Sergeyev, V. Detection of objects on the image using a sliding window mode. Opt. Laser Technol. 1995, 27, 241–249. [Google Scholar] [CrossRef]
- Nguyen, T.-T.; Nguyen, D.-V.V.; Le, T. Developing a prescription recognition system based on CRAFT and Tesseract. In Proceedings of the Computational Collective Intelligence: 13th International Conference, ICCCI 2021, Rhodes, Greece, 29 September–1 October 2021; Proceedings 13. pp. 443–455. [Google Scholar]
- Smith, R.W. History of the Tesseract OCR engine: What worked and what didn’t. In Proceedings of the Document Recognition and Retrieval XX, Burlingame, CA, USA, 4 February 2013; p. 865802. [Google Scholar]
- Theisen, M.F.; Flores, K.N.; Balhorn, L.S.; Schweidtmann, A.M. Digitization of chemical process flow diagrams using deep convolutional neural networks. Digit. Chem. Eng. 2023, 6, 100072. [Google Scholar] [CrossRef]
- KIMRAY. How to Read Oil and Gas P&ID Symbols. Available online: https://kimray.com/training/how-read-oil-and-gas-pid-symbols (accessed on 15 December 2023).
- Autodesk. About Off-Page Connectors (OPCs). Available online: https://help.autodesk.com/view/PLNT3D/2024/ENU/?guid=GUID-3DA97A53-0C0A-4867-B1D4-4B48C0CB2BF3 (accessed on 15 December 2023).
- Kim, H.-C.; Lee, G.-H. A Development of Offshore plant Piping Process Monitoring System Based on 3D CAD Model. J. Korea Acad.-Ind. Coop. Soc. 2020, 21, 58–65. [Google Scholar] [CrossRef]
- Xu, L.; Geng, G.; Shi, M.; Lin, S. Pipe network 3D visualization service architecture. In Proceedings of the 2008 IEEE Congress on Services-Part I, Honolulu, HI, USA, 6–11 July 2008; pp. 495–502. [Google Scholar]
- Di Battista, G.; Kangassalo, H.; Tamassia, R. Definition libraries for conceptual modeling. Data Knowl. Eng. 1989, 4, 245–260. [Google Scholar] [CrossRef]
- Park, S.-E.; Choi, S.-W.; Lee, E.-B. Development of digital rules for optimal auto-routing design of pipe. In Proceedings of the Life-Cycle of Structures and Infrastructure Systems (IALCCE 2023), Milan, Italy, 2–6 July 2023; pp. 3332–3339. [Google Scholar] [CrossRef]
- Eyeshot. Devdept. Available online: https://www.devdept.com/products (accessed on 20 February 2024).
- Ghosh, R.; Garcia-Luna-Aceves, J. Automatic routing using multiple prefix labels. In Proceedings of the 2012 IEEE Global Communications Conference, Santa Cruz, CA, USA, 3 December 2012; pp. 20–25. [Google Scholar]
- Bian, X.; Lin, Y.; Dong, Z. Auto-routing methods for complex ship pipe route design. J. Ship Prod. Des. 2022, 38, 100–114. [Google Scholar] [CrossRef]
- Noto, M.; Sato, H. A method for the shortest path search by extended Dijkstra algorithm. In Proceedings of the Smc 2000 Conference Proceedings. 2000 IEEE International Conference on Systems, Man, and Cybernetics. ‘Cybernetics Evolving to Systems, Humans, Organizations, and Their Complex Interactions’, Nashville, TN, USA, 8–11 October 2000; pp. 2316–2320. [Google Scholar]
- Zhou, P.; Xie, Z.; Zhou, W.; Tan, Z. A Heuristic Integrated Scheduling Algorithm Based on Improved Dijkstra Algorithm. Electronics 2023, 12, 4189. [Google Scholar] [CrossRef]
- Microsoft. Learn C#. Available online: https://dotnet.microsoft.com/en-us/learn/csharp (accessed on 15 December 2023).
- Microsoft. Versions Compatibility. Available online: https://learn.microsoft.com/en-us/dotnet/framework/migration-guide/version-compatibility (accessed on 15 December 2023).
- Microsoft. Windows. Available online: https://www.microsoft.com/en-us/windows/get-windows-11 (accessed on 15 December 2023).
- Nvidia. RTX 4060. Available online: https://www.nvidia.com/en-us/geforce/ (accessed on 16 December 2023).
- AWS. What Is IDE (Integrated Development Environment?). Available online: https://aws.amazon.com/what-is/ide/?nc1=h_ls (accessed on 16 December 2023).
- Microsoft. Visual Studio. Available online: https://visualstudio.microsoft.com/ (accessed on 16 December 2023).
- Citrix. Reference Architecture for on-Premises Deployments. Available online: https://docs.citrix.com/en-us/xenmobile/server/advanced-concepts/xenmobile-deployment/reference-architecture-on-prem.html (accessed on 16 December 2023).
- Menascé, D.A.; Gomaa, H. A method for design and performance modeling of client/server systems. In Proceedings of the IEEE Transactions on Software Engineering, Fairfax, VA, USA, 11 November 2000; Volume 26, pp. 1066–1085. [Google Scholar]
- Grajewski, M.; Hermann, M.; Oleschuk, R.; Verpoorte, E.; Salentijn, G.I. Leveraging 3D printing to enhance mass spectrometry: A review. Anal. Chim. Acta 2021, 1166, 338332. [Google Scholar] [CrossRef]
- Amazon. What Is an API? Available online: https://aws.amazon.com/ko/what-is/api/ (accessed on 21 February 2024).
- TechTarget. What Is a Software Development Kit (SDK)? Available online: https://www.techtarget.com/whatis/definition/software-developers-kit-SDK (accessed on 11 March 2024).
- Progress Software. Integration Tools to Get the Most out of Data. Available online: https://www.progress.com/datadirect-connectors (accessed on 11 March 2024).
- Bonomolo, M.; Di Lisi, S.; Leone, G. Building Information Modelling and Energy Simulation for Architecture Design. Appl. Sci. 2021, 11, 2252. [Google Scholar] [CrossRef]
- Butpheng, C.; Yeh, K.-H.; Xiong, H. Security and Privacy in IoT-Cloud-Based e-Health Systems-A Comprehensive Review. Symmetry 2020, 12, 1191. [Google Scholar] [CrossRef]
- Autodesk. Navisworks. Available online: https://www.autodesk.co.kr/products/navisworks/overview?term=1-YEAR&tab=subscription (accessed on 15 December 2023).
- Bowman, D.A.; Kruijff, E.; LaViola, J.J.; Poupyrev, I. An introduction to 3-D user interface design. Presence 2001, 10, 96–108. [Google Scholar] [CrossRef]
- Qian, X.-L.; Ren, T.; Wang, C.-E. A survey of pipe routing design. In Proceedings of the 2008 Chinese Control and Decision Conference, Yantai, China, 2–4 July 2008; pp. 3994–3998. [Google Scholar]
- Valero-Carreras, D.; Alcaraz, J.; Landete, M. Comparing two SVM models through different metrics based on the confusion matrix. Comput. Oper. Res. 2023, 152, 106131. [Google Scholar] [CrossRef]
- AVEVA. Engineering the Plant of the Future. Available online: https://www.powermag.com/wp-content/uploads/2021/11/whitepaper-engineering-the-plant-of-the-future-en.pdf (accessed on 22 February 2024).
- Khaleel, M.; Ahmed, A.A.; Alsharif, A. Artificial Intelligence in Engineering. Brill. Res. Artif. Intell. 2023, 3, 32–42. [Google Scholar] [CrossRef]
- United-Bim. What Are BIM Dimensions–3D, 4D, 5D, 6D, and 7D BIM. Available online: https://www.united-bim.com/what-are-bim-dimensions-3d-4d-5d-6d-7d-bim-explained-definition-benefits/ (accessed on 19 February 2024).

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Research Goal | Proposed Methods | Year | Authors |
|---|---|---|---|---|
| Digital Image Processing | To discuss recognition strategies | Representation, description, classification | 2000 | Cordella et al. [24] |
| To generate MathML images from extracted math images | Mathematical Information Retrieval | 2014 | Nazemi et al. [25] | |
| To automatically extract text lines from images | Seam Carving Method | 2014 | Saabni et al. [26]. | |
| To approach junction detection and characterization | Junction Detection and Characterization | 2014 | Pham et al. [27] | |
| To detect novel text using color clustering | Color Clustering Algorithm | 2014 | Yan et al. [28] | |
| To detect and recognize text in natural images | End-to-End Scene Text Recognition | 2014 | Shi et al. [29] | |
| To identify and compare stages in text detection and recognition | Stepwise and Integrated Method | 2017 | Kulkarni et al. [30] | |
| To detect and recognize text in video frames | Recurrent Neural Network (RNN) | 2017 | Mittal et al. [31] | |
| To detect symbols in drawings for semi-automatic and heuristic methods | Semi-automatic and heuristic methods | 2018 | Elyan et al. [32] | |
| To recommend a new system for data-based digital drawing | Automatically Digitized Drawings | 2019 | Kang et al. [33] | |
| To detect P&ID information for the use of deep-learning technology | Alex-Net and Connect Text Proposal Network | 2019 | Yu et al. [34] | |
| To process and analyze complex engineering drawings. | Advanced Bounding-box Detection and GAN | 2020 | Elyan et al. [35] | |
| To detect geological map symbols and real-time legend | Deep CNN and GNN | 2021 | Guo et al. [36] | |
| To propose an extract and classify method in floorplan images | Region Adjacency Graph and GNN | 2021 | Renton et al. [37] | |
| To detect curved and vertical texts from a real-life image | CNN and Local Word Direction Pattern | 2021 | Naiemi et al. [38] | |
| To recognize the symbols of different sizes in high-density P&ID | GFL Method and Tesseract | 2021 | Kim et al. [39] | |
| To increase processing by replacing the manual inspection process | Raster Pre-Processing and GNN | 2022 | Xie et al. [40] | |
| To detect natural text and recognize an incorporated multi-channel | MC-MSER | 2022 | Tong et al. [41] | |
| To solve reuse information to search content | OpenCV based J&M Model | 2022 | Kohli et al. [42] | |
| To discover a novel character from historical documents | Label to Prototype Learning | 2023 | Liu et al. [43] | |
| Plant 3D Model layout | To solve the 2D and 3D matching problem in a plant | Calc matching degree 2–3 dimensions | 2017 | Wen et al. [44] |
| To solve the 3D pipe routing problem under thermal expansion | Mini Zinc model | 2017 | Belov et al. [45] | |
| To develop a specific geometric representation | Maximal Disjoint Ball Decomposition | 2020 | Chen et al. [46] | |
| To generate stylized line images from 3D models | Convolutional Neural Network | 2020 | Uchida et al. [47] | |
| To recognize the object from a laser-scanned point cloud model | Elbow recognition method | 2020 | Kim et al. [48] | |
| To integrate P&ID and 3D CAD into a digital plant model | PCF source information | 2020 | Sierla et al. [49] | |
| To remove a bottleneck in 3D reconstruction | 3D shape retrieval from Point Cloud | 2021 | Kim et al. [50] | |
| To enhance the discriminative ability of shape representation | Part-based Recurrent Multi-view | 2021 | Jin et al. [51] | |
| To retrieve 3D shapes based on 2D images | Cross-domain Learning Network | 2021 | Nie et al. [52] | |
| To alleviate piping vibration | Wave Approach and Genetic Algorithms | 2021 | Fu et al. [53] | |
| To provide the application of 3D modeling techniques | Orthographic view pictorial rendering | 2021 | Parisher et al. [54] | |
| To manage and maintain a system for use in 3D piping systems | Razer Scan Point Cloud | 2022 | Pan et al. [55] | |
| To enhance the semantic labeling accuracy | Markov Random Field | 2022 | Peraz-perez et al. [56] | |
| To classify and retrieve 3D CAD manufacturing reuse | Boundary representation and GCN | 2023 | Hou et al. [57] | |
| To reconstruct ready-to-use 3D CAD model | Pattern matching and loop detection | 2023 | Zang et al. [58] | |
| 3D tools for use in onshore plants | Intergraph SmartPlant3D (SP3D) | 2023 | Hexagon [59] | |
| 3D tools for offshore and power plants | Everything3D (E3D) | 2023 | AVEVA [60] | |
| Auto Routing Systems | To propose a technique for automatic obstacle avoidance | Least Cost Path and Laplacian algorithm | 2017 | Kang et al. [61] |
| To improve ACO for a semi-submersible production platform | Improved ant colony algorithms | 2019 | Wu et al. [62] | |
| To find the shortest route between objectives | Simulated annealing | 2019 | Grabusts et al. [63] | |
| To seek the near-optimal paths for constraints and objectives | A-Star and Generic algorithm | 2020 | Dong et al. [64] | |
| To require a lower search for pipe routing. | Jump Point Search | 2020 | Min et al. [65] | |
| To identify tank and pump from P&ID and 3D CAD | Graph matching algorithm | 2020 | Sierla et al. [66] | |
| To solve the surface of the optimal routing plan | Delaunay triangulation | 2020 | Luo et al. [67] | |
| To find the shortest route of the cost of piping | Dijkstra and Genetic algorithm | 2022 | Gunawan et al. [68] | |
| To optimize the ship pipe route quickly and accurately | Discrete Hybrid Differential Evolution | 2022 | Lin et al. [69] | |
| To compare the new layout plan with the existing pipelines | AR and Grid-based path-planning | 2022 | Tsai et al. [70] | |
| To propose a navigable area for the shortest-distance passage | A-star algorithm | 2022 | Lee et al. [71]. | |
| To propose a design framework for the optimal routing of a pipeline | Multi-objective optimization | 2022 | Skretas et al. [72] | |
| To briefly present routing systems applied on smart warehouses | Dijkstra algorithm | 2023 | Vivaldini et al. [73] | |
| To construct and enhance the design of a ship’s pipe routing | ATM and AEM | 2023 | Ha et al. [74] | |
| To develop a methodology for pipe-routing modifications | Reinforcement Learning | 2023 | Kim et al. [75] |
| ID | Line No | Size | 1 Type | From | To | PID No |
|---|---|---|---|---|---|---|
| LTS1 | 200-P12-24116-CU06-H | 200 | 2 E2E | C-103/S01 | V-247/S02 | PID-013 |
| LTS2 | 200-P12-24116-CU06-H (3 BP) | 200 | 4 B2B | TEE1 | TEE2 | PID-013 |
| LTS3 | 200-P12-24117-CU06-H | 200 | B2B | TEE3 | TEE4 | PID-013 |
| LTS4 | 200-P12-24120-CU06-H | 200 | 5 X2B | OPC | TEE5 | PID-013 |
| Category | Input Data | Description |
|---|---|---|
| Tag no | Number | Assign a tag number for the equipment |
| Parameter | Diameter | A horizontal line segment from one end to the other end in a circular shape |
| Length | Height of an object | |
| Head ratio | Ratio of top and body of equipment | |
| Support type | Support structure used for maintaining facility stability | |
| Leg/skirt size | Size or length of a facility leg | |
| Support height | Size or length of facility support | |
| Number of legs | Number of legs supporting the bottom of the facility | |
| CV area | Whether a control valve is installed around the facility (Y/N) | |
| Platform view | Whether a safety platform is installed at the top of the facility (Y/N) | |
| Foundation | Whether facility supporting foundation is installed (Y/N) | |
| MH count | Access structure for maintenance of facilities | |
| Instrument type | Type of instruments installed on facilities | |
| Instrument thick | Thickness of instrument housing installed on facilities | |
| Weight | Facility weight | |
| Position | Axis | Position in a 3D space of facilities |
| Angle(degree) | The degree to which the facility is slanted | |
| Color | Facility color | |
| Transparent | Facility transparency | |
| WBS | Level 1~5 | Work priority of the facility |
| Line Number | Cost Priority | From Equipment | From_Line | To Equipment | To_Line | Main Line | Fluid Type | Line_ Length |
|---|---|---|---|---|---|---|---|---|
| U01-1 CWS-1024 | 235.98 | RACK-01 | RACK-01 | U01-CWS-1024 | 2 U | 985 | ||
| U01-P-1025 | 235.98 | RACK-01 | RACK-01 | U01-P-1025 | 3 P | 1250 | ||
| U01-P-1022 | 163.04 | RACK-01 | RACK-01 | U01-P-1022 | P | 554 | ||
| U01-4 CWR-1023 | 103.79 | RACK-02 | U01-CWR-1025 | U01-CWS-1024 | U | 970 | ||
| U01-CWS-1023 | 103.79 | U01-CWS-1024 | RACK-02 | U01-CWS-1024 | U | 760 | ||
| U01-CWS-1026 | 103.79 | U01-CWS-1204 | 5 TK-245 | U01-CWS-1024 | U | 698 | ||
| U01-CWR-1027 | 103.79 | TK-245 | U01-CWR-1025 | U01-CWS-1024 | U | 855 |
| Line Number | Cost Priority | From Equipment | From_Line | To Equipment | To_Line | Main Line | Fluid Type | Line_ Length |
|---|---|---|---|---|---|---|---|---|
| U01-P-1025 | 235.98 | RACK-01 | RACK-01 | U01-P-1025 | P | 1250 | ||
| U01-CWS-1024 | 235.98 | RACK-01 | RACK-01 | U01-CWS-1024 | U | 985 | ||
| U01-P-1022 | 163.04 | RACK-01 | RACK-01 | U01-P-1022 | P | 554 | ||
| U01-CWR-1023 | 103.79 | RACK-02 | U01-CWR-1025 | U01-CWS-1024 | U | 970 | ||
| U01-CWS-1023 | 103.79 | U01-CWS-1024 | RACK-02 | U01-CWS-1024 | U | 760 | ||
| U01-CWS-1026 | 103.79 | U01-CWS-1204 | TK-245 | U01-CWS-1024 | U | 698 | ||
| U01-CWR-1027 | 103.79 | TK-245 | U01-CWR-1025 | U01-CWS-1024 | U | 855 |
| Line Number | Cost Priority | From Equipment | From_Line | To Equipment | To_Line | Main Line | Fluid Type | Line_ Length |
|---|---|---|---|---|---|---|---|---|
| U01-P-1025 | 235.98 | RACK-01 | RACK-01 | U01-P-1025 | P | 1250 | ||
| U01-CWS-1024 | 235.98 | RACK-01 | RACK-01 | U01-CWS-1024 | U | 985 | ||
| U01-P-1022 | 163.04 | RACK-01 | RACK-01 | U01-P-1022 | P | 554 | ||
| U01-CWR-1023 | 103.79 | RACK-02 | U01-CWR-1025 | U01-CWS-1024 | U | 970 | ||
| U01-CWR-1027 | 103.79 | TK-245 | U01-CWR-1025 | U01-CWS-1024 | U | 855 | ||
| U01-CWS-1023 | 103.79 | U01-CWS-1024 | RACK-02 | U01-CWS-1024 | U | 760 | ||
| U01-CWS-1026 | 103.79 | U01-CWS-1204 | TK-245 | U01-CWS-1024 | U | 698 |
| Programming Language | C# (.NET Framework 4.8) | ||
| Operation System | Windows 11 | By Microsoft | |
| Hardware | CPU | AMD Ryzen 5 7600X RGB (5.3 GHz, 32 MB L3 Cache, 6core) | By Advanced Micro Devices (AMD) |
| Graphic card | NVIDIA GeForce RTX 4060 (8GB GDDRX) | By NVIDIA | |
| 1 IDE | Visual Studio | By Microsoft | |
| 3D engine | Eyeshot | By devDept Software | |
| Database | MSSQL 2016 | By Microsoft | |
| Server infra | on-premise |
| Expert Code | Affiliation | Areas of Expertise | Year of Experience |
|---|---|---|---|
| A | D company | Process engineering | 25 |
| B | D company | Electrical and control | 12 |
| C | D company | Mechanical engineering | 17 |
| D | P company | Mechanical engineering | 11 |
| E | P company | Mechanical engineering | 12 |
| F | P company | Mechanical engineering | 17 |
| G | P company | Process engineering | 22 |
| 1 DWG_NO | Item Type | Line_NO | Fluid | Pipe 2 THK | Q’ty | Weight (kg) |
|---|---|---|---|---|---|---|
| ID-3 DW-020103-01 | PIPE | U01-CWR-1025 | DW | 4 SCH10S | 2M | 10.09 |
| ID-DW-020103-01 | PIPE | U01-CWS-1024 | DW | SCH10S | 1M | 3.2 |
| ID-DW-020103-02 | FITTING | - | DW | SCH10S | 6EA | 4.6 |
| ID-DW-020103-02 | PIPE | U01-CWR-1023 | DW | SCH40 | 22M | 119 |
| Testing Target | Factor | Performance Evaluation | Matching Accuracy (%) | |
|---|---|---|---|---|
| AB-BoM | ARS-BoM | |||
| Pipe | Weight (kg) | 247,338 | 44,617 | 98.9 |
| Quantity (m) | 18,825 | 15,981 | 84.9 | |
| Fitting | Weight (kg) | 31,542 | 31,459 | 99.7 |
| Quantity (EA) | 6936 | 5822 | 83.9 | |
| Testing Target | Factor | Performance Evaluation for Refinery | Matching Accuracy (%) | |
|---|---|---|---|---|
| AB-BoM | ARS-BoM | |||
| Pipe | Weight (kg) | 368,748 | 364,884 | 99.0 |
| Quantity (m) | 67,953 | 67,528 | 99.4 | |
| Fitting | Weight (kg) | 29,187 | 28,898 | 99.0 |
| Quantity (EA) | 5401 | 5268 | 97.5 | |
| Time Required for 3D Modeling | |||
|---|---|---|---|
| Per Facility (h) | Total Time for 11,150 Facilities (h) | Total Time for 11,150 Facilities (day) | |
| Manual design by engineers | 0.5 | 575 | 24 |
| ARS | 0.17 | 192 | 8 |
| Time Required for 3D Modeling | |||
|---|---|---|---|
| Per Facility (h) | Total Time for 11,150 Facilities (h) | Total Time for 11,150 Facilities (day) | |
| Manual design by engineers | 0.5 | 1727 | 72 |
| ARS | - | 45 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, D.-H.; Choi, S.-W.; Lee, E.-B.; Kang, S.-O. Auto-Routing Systems (ARSs) with 3D Piping for Sustainable Plant Projects Based on Artificial Intelligence (AI) and Digitalization of 2D Drawings and Specifications. Sustainability 2024, 16, 2770. https://doi.org/10.3390/su16072770
Kang D-H, Choi S-W, Lee E-B, Kang S-O. Auto-Routing Systems (ARSs) with 3D Piping for Sustainable Plant Projects Based on Artificial Intelligence (AI) and Digitalization of 2D Drawings and Specifications. Sustainability. 2024; 16(7):2770. https://doi.org/10.3390/su16072770
Chicago/Turabian StyleKang, Dong-Han, So-Won Choi, Eul-Bum Lee, and Sung-O Kang. 2024. "Auto-Routing Systems (ARSs) with 3D Piping for Sustainable Plant Projects Based on Artificial Intelligence (AI) and Digitalization of 2D Drawings and Specifications" Sustainability 16, no. 7: 2770. https://doi.org/10.3390/su16072770
APA StyleKang, D.-H., Choi, S.-W., Lee, E.-B., & Kang, S.-O. (2024). Auto-Routing Systems (ARSs) with 3D Piping for Sustainable Plant Projects Based on Artificial Intelligence (AI) and Digitalization of 2D Drawings and Specifications. Sustainability, 16(7), 2770. https://doi.org/10.3390/su16072770