1. Introduction
With the continuous enhancement of Chinese national strength and economic development, the demand for mineral products has surged, leading to an increase in the extraction of various ores [
1]. Despite being a major mining nation, China currently faces severe issues related to wasteful practices in the extraction and processing of mineral resources. Statistics reveal that the average grade of selected iron ore in China is only 25.54%, resulting in significant waste production, with 2.5 to 3.0 tons of iron tailings generated per ton of iron ore produced [
2]. The environmental impact of industrial solid waste further exacerbates the situation.
As mining activities continue, the depletion of resources from mines has uncovered the potential value of residual solid waste [
3]. Current statistics from the “2020 National Annual Report on Environmental Pollution Control of Solid Waste in Large and Medium-sized Cities” indicate that industrial enterprises generated an astonishing 1.03 billion tons of tailings, with only 27.0% effectively utilized via comprehensive methods in 2019 [
4]. The accumulation of tailings has reached a staggering 2.07 × 10
10 tons by the end of 2018, particularly with iron tailings accounting for a substantial portion [
5]. To maximize the sustainable development of various mineral resources, the comprehensive, effective, value-added, and ecological utilization of solid waste generated during the mining, selection, and smelting processes is imperative [
6].
Iron tailings (IOTs), a significant component of industrial solid waste, are characterized by low concentrations of valuable elements [
7]. As the population continues to grow and living standards rise, the demand for metals is bound to increase. Mining, as a foundational industry, plays a vital role in societal development, but it is also the largest waste-producing industry globally [
8]. Following the extraction, processing, and smelting of ores, substantial amounts of solid waste, including waste rock, tailings, and slag, are generated [
9]. The chemical and mineral composition of iron tailings depends on the mineralogical properties of processed iron ore, the nature of processing fluids used, processing efficiency, and weathering degree [
10]. Iron tailings in China generally exhibit characteristics such as low grade, fine particle size, and susceptibility to mud formation. In the process of extracting valuable minerals or metals from iron ore, the residual material with a grade lower than the extraction grade is formed as iron tailings [
11]. These tailings are then mixed with process water and chemical reagents to form a slurry, which is transported through pipelines to nearby tailings storage facilities [
12]. Subsequently, using pressure filtration or gravity, iron tailings are separated from process water, allowing the recycled upper layer of process water to be reintroduced into the extraction process [
13]. However, as ore grinding continues, the particle size of iron tailings becomes finer, and some clay minerals absorb water, making it challenging to separate the remaining tailings from water [
14]. Massive storage of iron tailings in tailings ponds or tailings dams not only harms the environment but also poses a serious threat to human life safety [
15]. Additionally, the significant amount of valuable elements contained in iron tailings results in substantial resource wastage due to inadequate utilization [
16]. The chemical composition of iron tailings varies based on geological conditions and formation factors of the mining site [
17]. According to the 2020 China Environmental Statistics Yearbook, in 2019, China’s production of iron tailings reached 5.36 × 10
8 tons, but only 1.16 × 10
8 tons were comprehensively utilized, leading to a utilization rate of less than 30% [
18]. Traditional tailings storage involves direct discharge of low-concentration tailings into tailings ponds [
19]. However, these tailings ponds are proven to be highly unstable, and their dam failure or leakage could result in catastrophic consequences for human, economic, and environmental well-being [
20]. The inadequate management of tailings has led to the accumulation of over 250 billion tons of solid waste from mining activities in China, with approximately 13,000 tailings ponds, exceeding 100 billion tons in total [
21]. Furthermore, iron tailings, being composed of fine particles, lack the ability to fix organic substances and are prone to infiltrate groundwater via rainwater runoff [
22]. This infiltration can negatively impact the local soil structure and contaminate the groundwater environment [
23].
Given the challenges posed by the substantial production of iron tailings and the urgent need for sustainable solutions [
24], this study explores a novel approach to the recovery of valuable elements from iron tailings. The proposed process involves a sequence of acid leaching, chemical precipitation, and Metal-Organic Frameworks (MOFs) ion adsorption [
25]. In the acid-leaching stage, iron tailings are subjected to a controlled acidic environment to selectively dissolve and extract valuable elements. This step is crucial for enhancing the efficiency of subsequent recovery processes [
26]. Following acid leaching, chemical precipitation is employed to isolate specific elements and promote the formation of targeted compounds. This ensures the concentration and purity of the extracted valuable elements, laying the foundation for subsequent utilization [
27]. The integration of MOF ion adsorption represents a cutting-edge technique for selectively capturing and recovering target ions from the solution. MOFs, known for their high surface area and tunable pore structures, provide an efficient platform for ion adsorption [
28]. The combination of these three stages—acid leaching, chemical precipitation, and MOF ion adsorption—offers a comprehensive and efficient process for the recovery of valuable elements from iron tailings [
29]. This approach not only addresses the environmental challenges associated with iron tailings but also aligns with the broader goals of sustainable development and resource conservation outlined in China’s national policies [
30]. By implementing this advanced recovery process, we aim to contribute to the eco-friendly and economically viable utilization of iron tailings, thereby reducing the environmental footprint of mining activities [
31]. This research endeavors to provide a valuable contribution to the ongoing efforts toward creating a circular economy in the mining industry, where waste is transformed into resources using innovative and sustainable technologies [
32].
Therefore, the sustainable management of industrial solid waste, particularly iron tailings, is imperative for achieving the goals of ecological civilization and sustainable development [
33]. This study introduces a novel recovery process that integrates acid leaching, chemical precipitation, and MOF ion adsorption, offering a promising avenue for the efficient extraction of valuable elements from iron tailings [
34]. The proposed approach aligns with the principles of resource conservation, environmental protection, and circular economy advocated in China’s national policies. Via the implementation of advanced technologies and comprehensive utilization strategies, we aspire to mitigate the environmental impact of mining activities and contribute to the creation of a more sustainable and eco-friendly mining industry [
35]. The proposed recovery process provides a theoretical basis for the treatment and disposal of iron tailings.
4. Discussion
4.1. Box–Behnken Design
The Box–Behnken design is a quadratic design that does not contain any points at the corners of the process space. It’s composed of a central point and the middle points of the edges of the process space. This design is less expensive to run than a full factorial design because it requires fewer experiments for a given number of factors. The data from a Box–Behnken experiment are typically analyzed using multiple regression techniques to fit quadratic models. The analysis aims to find an optimal setting of the independent variables that either maximizes or minimizes the response variable. In conclusion, the Box–Behnken design is a valuable tool for experimenters looking to optimize a process with three or more variables, especially in situations where running a full factorial design is impractical or too costly. This model provides a balance between the amount of information obtained and the resources required to conduct experiments.
4.2. Data Fitting and Model Building
According to these data and results, Box–Behnken model and model building were used in Design Expert 13 for data fitting. According to the single factor experimental results, pH (A), temperature (B), time (C) and liquid-solid ratio (D)were selected as the influencing factors. V and Mo extraction efficiency (y) were the response value, and response surface analysis method was used to optimize the experiment, in order to determine the model and the best experimental conditions [
46].
Table 2 showed the experimental design and results of Box–Behnken. The experimental data obtained in
Table 2 were fitted by multiple regression, and the oil removal rate (y) was obtained.
4.3. Model Analysis
Variance analysis was performed on the regression model, and the results were shown in
Table 3,
Table 4 and
Table 5. R
2 of the V extraction efficiency response surface model is 0.9718 in
Table 4. It can be seen from
Table 3,
Table 4 and
Table 5 that the F-values of the regression model are 34.41 and 16.63, respectively,
p < 0.0001, indicating that the model has high reliability and significance [
47]. The missing items were not significant (
p > 0.05), indicating a good fit between the model and the experimental values [
48].
Table 3 showed that the independent variables C of V extraction efficiency were significant (
p < 0.0001), and the interaction term CD was significant (
p < 0.05), indicating that extraction time and liquid-solid ratio had significant effects on the extraction efficiency of V [
49].
Table 5 showed that the independent variables C of Mo extraction efficiency were significant (
p < 0.0001), and the interaction term AC was significant (
p < 0.05), indicating that extraction time and liquid-solid ratio had significant effects on the extraction efficiency of Mo [
50].
The interactive influence of various factors on the extraction efficiency of V is shown in
Figure 7. The degree of influence of various factors on the response value was related to the slope of the response surface [
51]. The steeper the slope of the surface, the more significant the influence of the corresponding response factors [
52]. Combined with
Figure 7 and
Table 3, it can be seen that the influences on the extraction efficiency of V are time, liquid-solid ratio, temperature, and pH.
p value of time (C) was less than 0.0001, and the
p value of time and liquid-solid ratio interaction term (CD) was 0.0128 [
53]. The interaction of surface time and liquid-solid ratio has a great influence on the extraction efficiency of V [
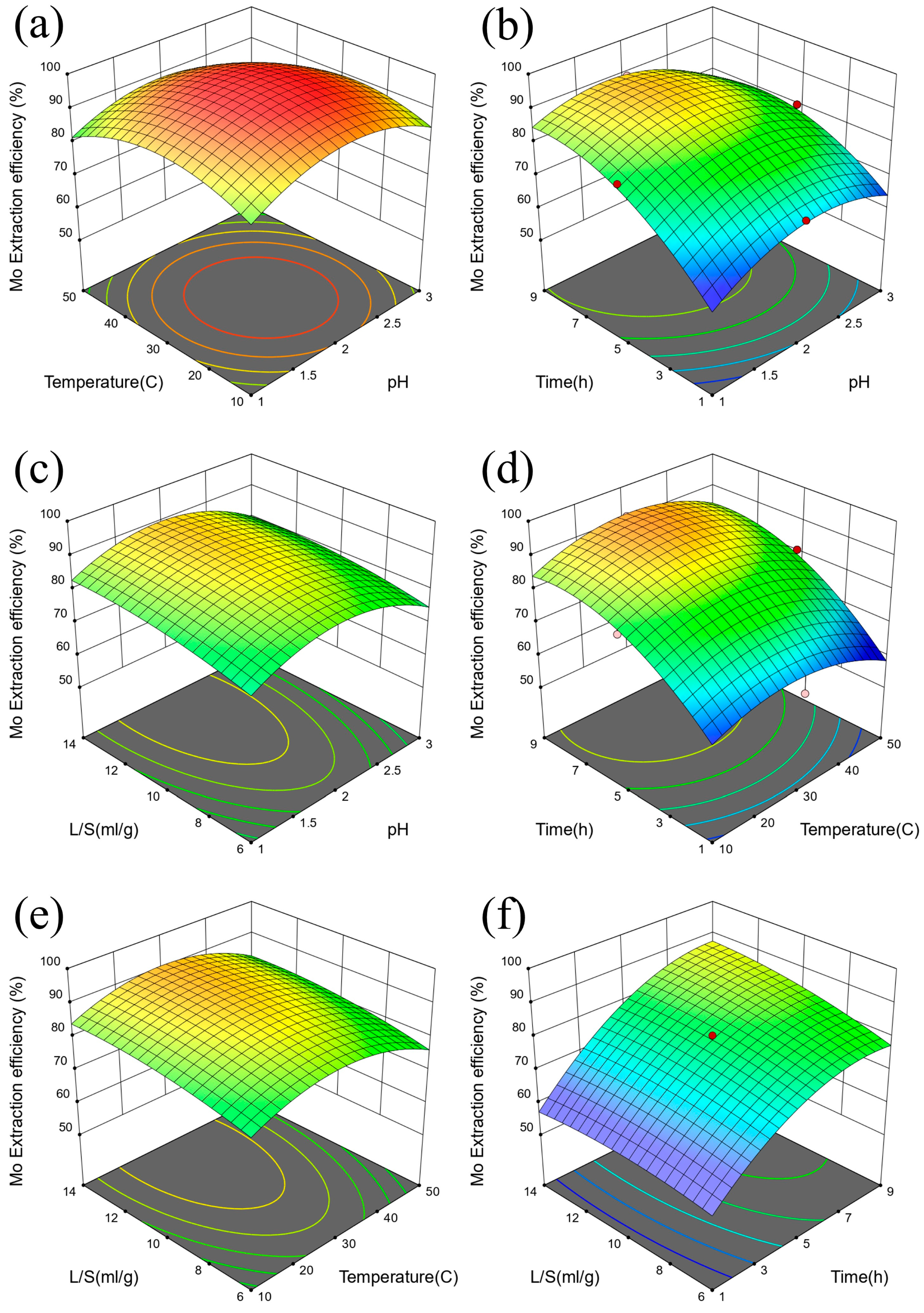
54]. The interactive influence of various factors on the extraction efficiency of Mo is shown in
Figure 8. Combined with
Figure 8 and
Table 5, it can be seen that the influences on the extraction efficiency of Mo are time, liquid-solid ratio, temperature, and pH in turn.
p value of time (C) was less than 0.0001, and the
p value of pH and time interaction term was 0.0446. The interaction of surface pH and time had a great influence on the extraction efficiency of Mo [
55]. R
2 of the Mo extraction efficiency response surface model is 0.9433 in
Table 6. Based on the above data and discussion results, we summarized the corresponding multivariate linear equation, as shown in Equations (1) and (2).
4.4. Iron Tailings Treatment Process Summary
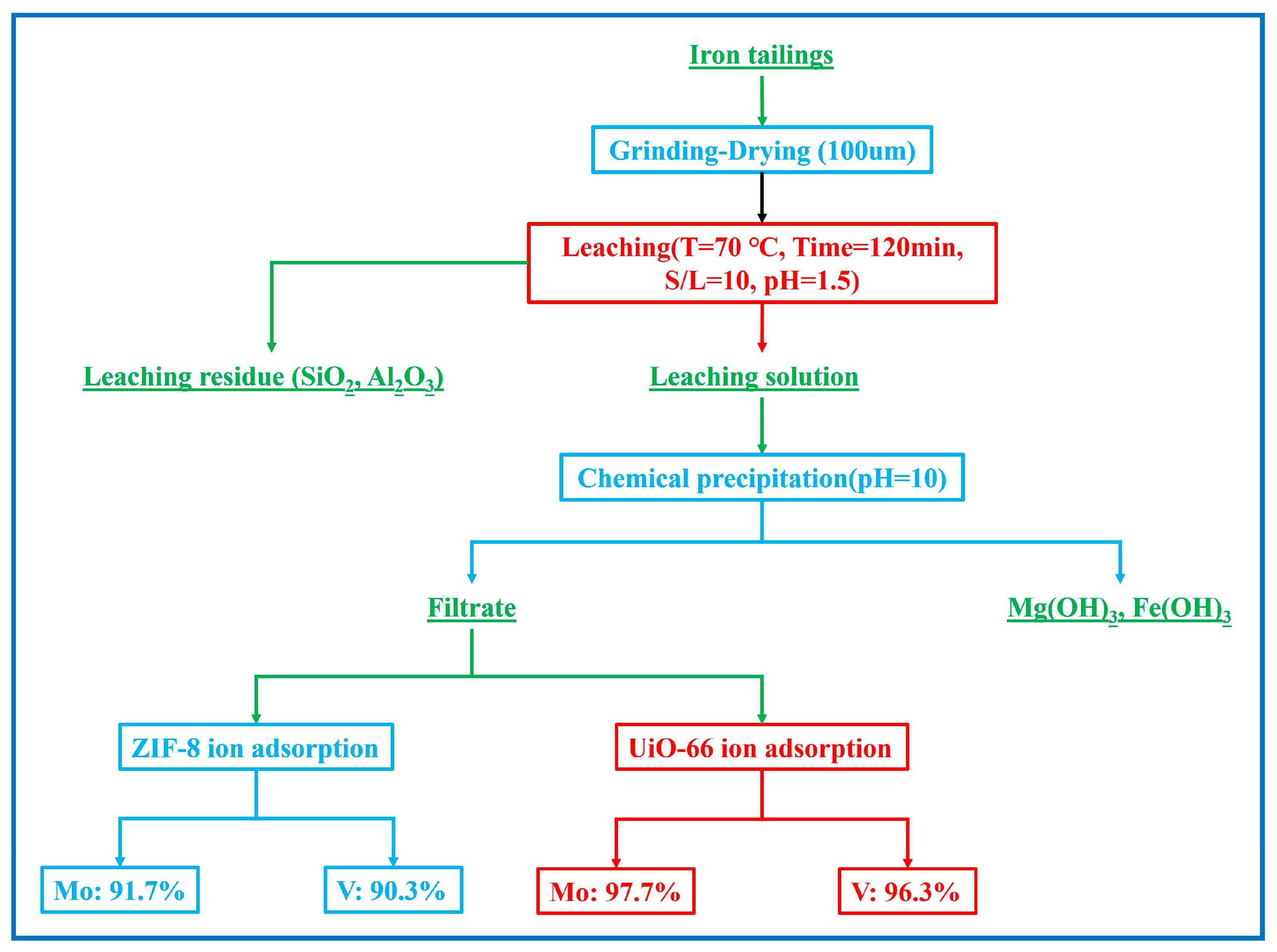
In this study, the method of acid leaching, MOF adsorption, and chemical precipitation was adopted to recover V, Mo, Fe, and Mg from iron tailings (
Figure 9) [
56]. XRF testing for leaching residue is shown in
Table 7. According to the results in
Table 7, SiO
2 dominated the leaching residue, and the remaining elements were less than 5%. The leached residue was almost non-toxic and could be used as a building material. The whole process had low energy consumption, low equipment requirements, and significant recovery efficiency, which was in line with the national policy of sustainable development of resource exploitation and utilization [
57]. It provided a new idea for the follow-up research.
4.5. Environmental Impact and Economic Assessment
The process represents a significant advancement in addressing environmental challenges and economic efficiency in China’s mining industry. This innovative approach effectively transforms iron tailings, a prevalent industrial waste, into a valuable source of metals like V, Mo, Fe, and Mg. With co-leaching efficiencies surpassing 98%, this method not only reduces the environmental impact by minimizing waste volume but also mitigates the costs associated with waste management and ecological restoration.
The sequential application of acid leaching, chemical precipitation, and MOF ion adsorption ensures the recovery of metals with high efficiency and purity. MOFs, with their large surface area and customizable pore structures, offer enhanced selectivity in ion adsorption, making the process highly efficient and potentially more profitable. This efficiency is crucial in creating marketable products from waste materials.
From an economic perspective, while the initial investment in this technology might be substantial, the long-term benefits are considerable. Recovering valuable metals from tailings reduces the need for primary mining, lowers operational costs, and creates additional revenue streams. The market demand for these metals, coupled with the sustainable nature of their recovery, adds substantial value to the mining sector.
Environmentally, it significantly reduces waste volume, mitigating pollution and land use for waste disposal while also conserving natural resources by lowering the dependency on virgin ore extraction. The integration of MOFs for selective metal recovery further underscores its alignment with sustainable mining practices, potentially setting new industry standards. Overall, this innovative process demonstrates a promising balance between enhancing economic viability and promoting environmental sustainability, contributing to the principles of a circular economy in the mining sector.
5. Conclusions
5.1. Data Summary
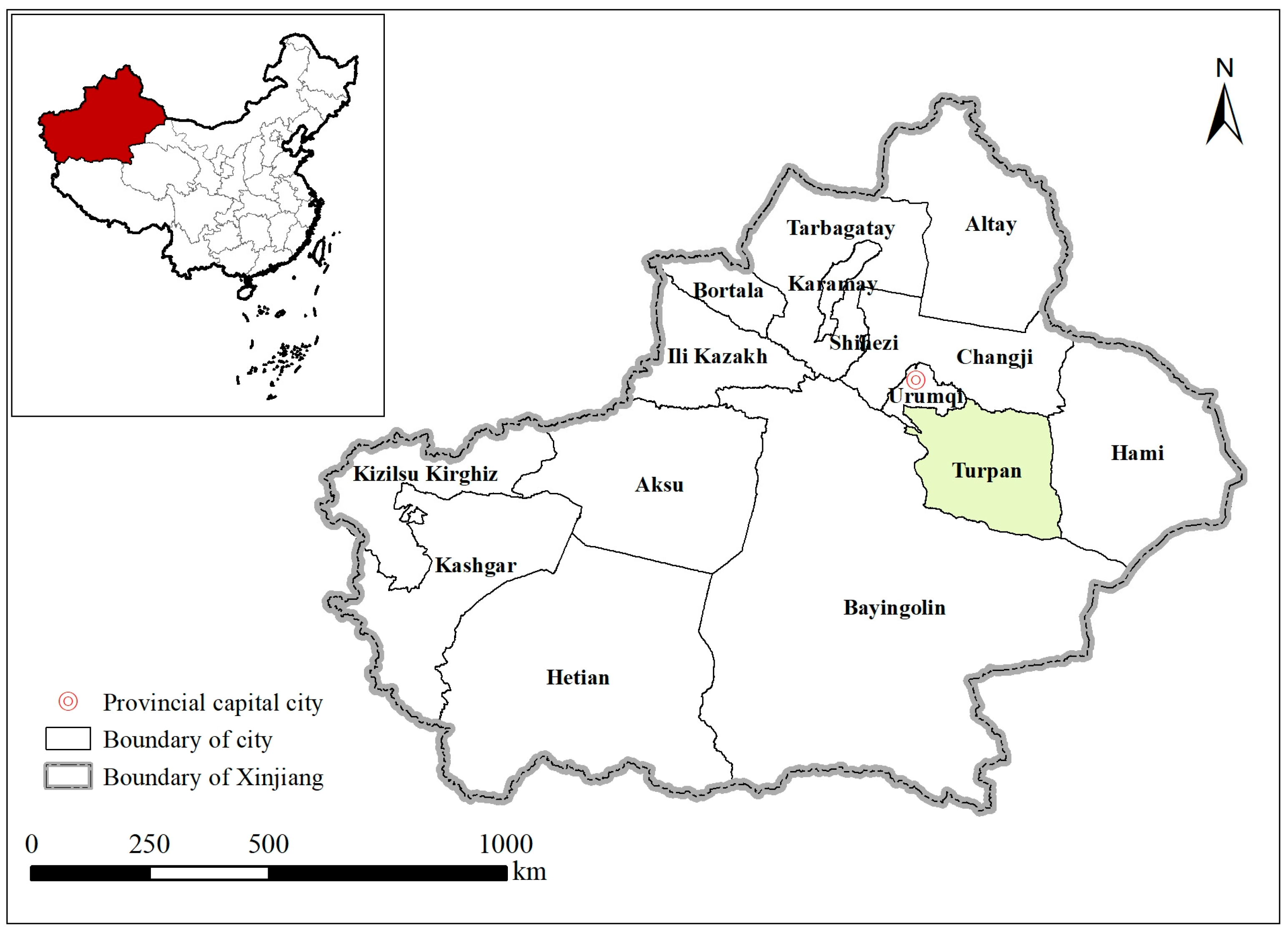
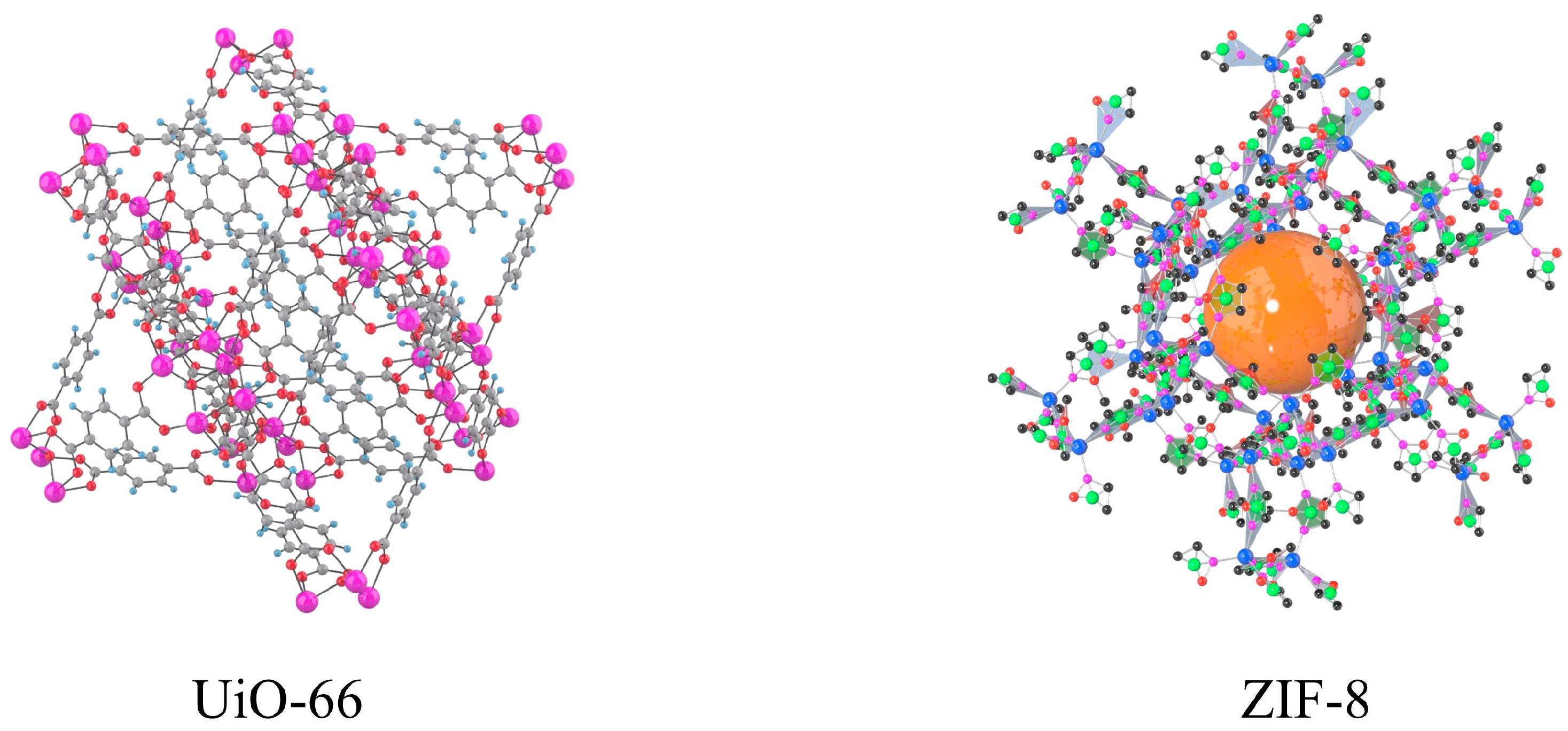
In order to solve the problem of resource waste and environmental impact caused by a large amount of iron tailings, this study systematically explored a new method of high-value recovery of iron tailings from Turpan, Xinjiang, China. First, the co-leaching of V, Mo, Fe, and Mg was obtained by acid leaching method using only hydrochloric acid. Compared with the roasting method, this method was easier to operate and had higher recovery efficiency. MOF material (UiO-66 and ZIF-8) was used to selectively adsorb V and Mo in co-leaching metals. Compared with the traditional chemical precipitation method, this method had higher selectivity and could maximize the separation of magazines and target metals. Specific research results are shown below:
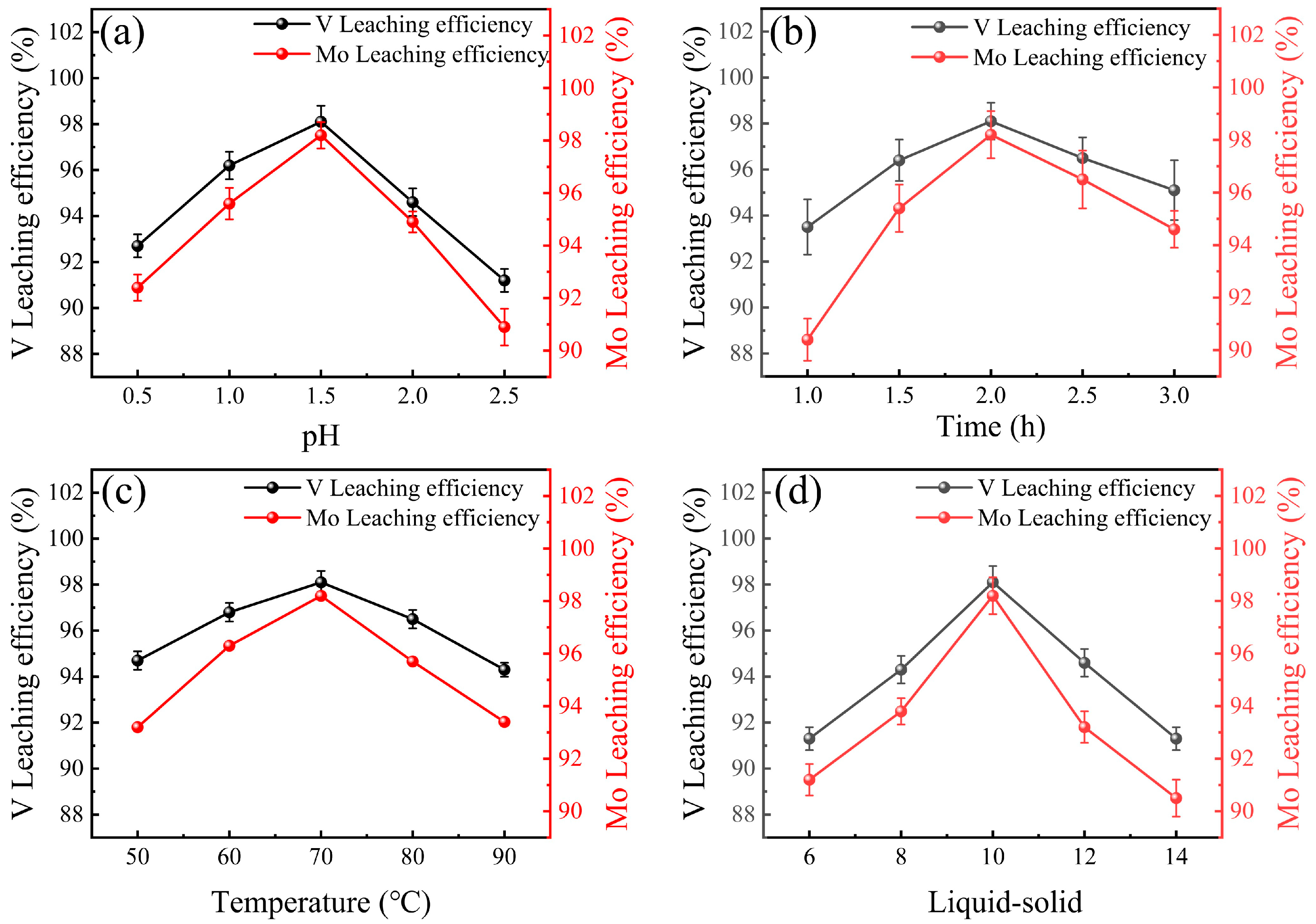
1. The pre-treated iron tailings underwent a meticulous leaching process in an HCl solution with a pH of 1.5, maintained at 70 °C for 2.0 h. Remarkably, this process yielded an impressive co-leaching efficiency, with 98.1% V, 98.2% Mo, 99.3% Fe, and 98.7% Mg leached.
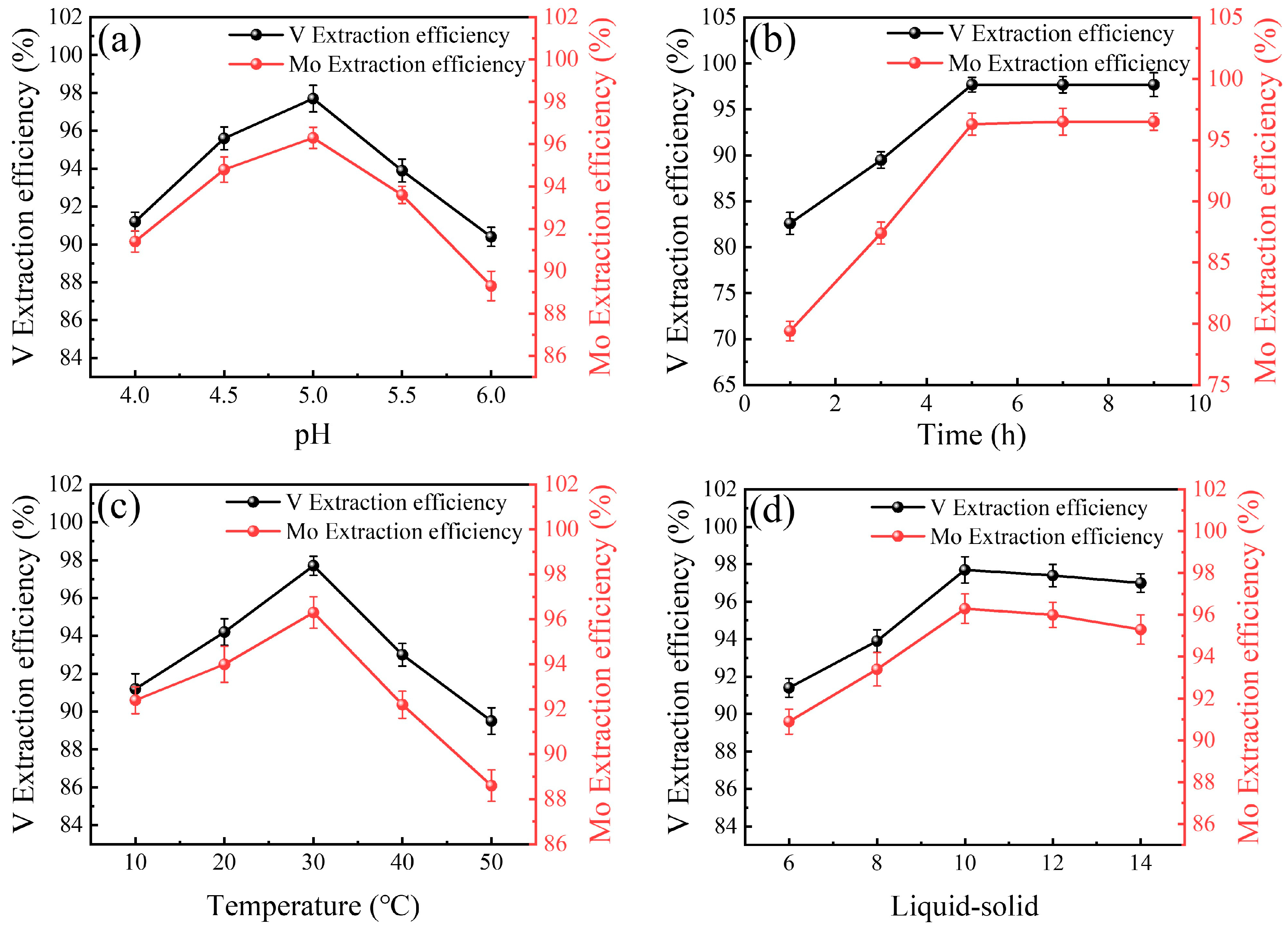
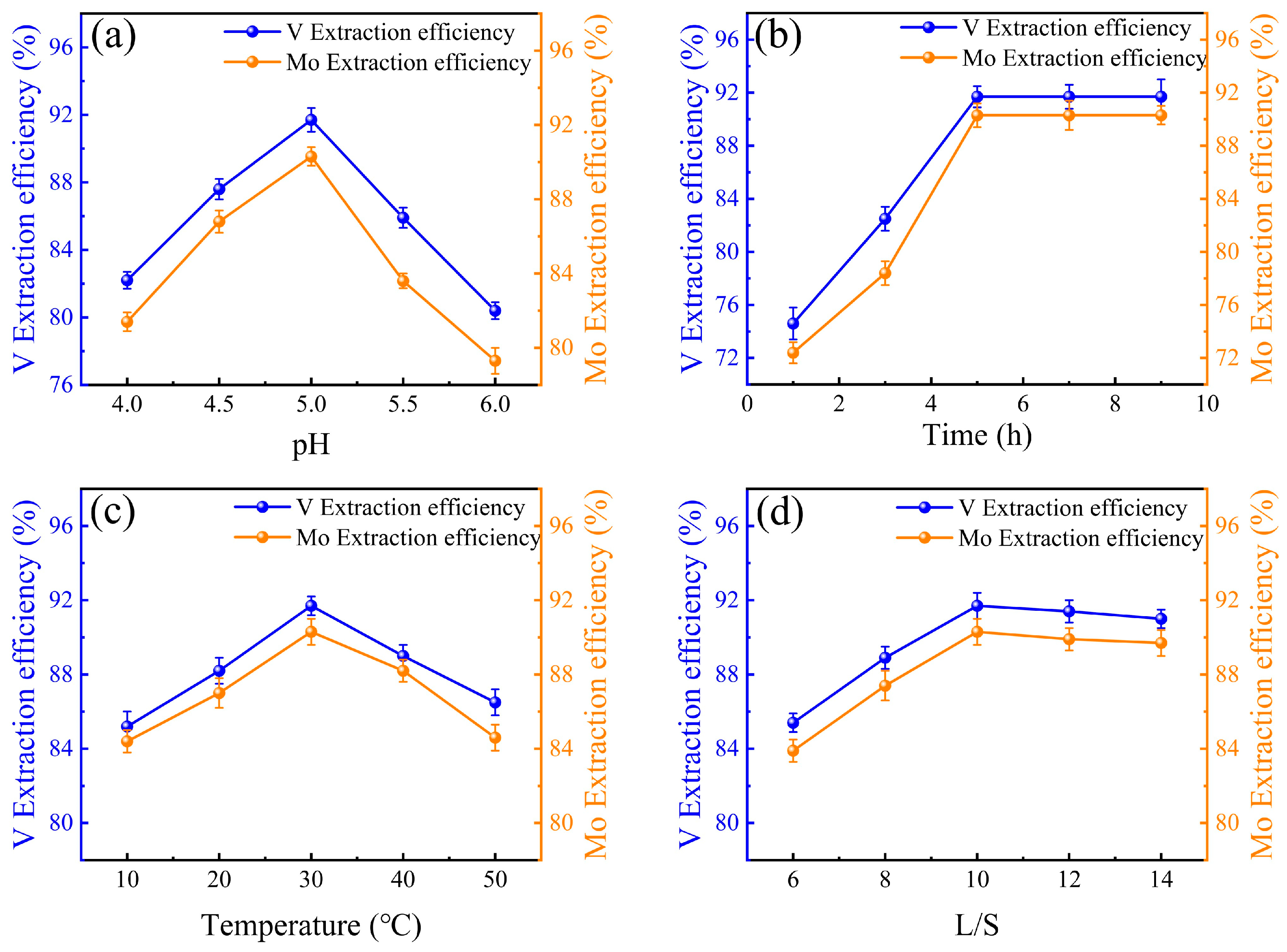
2. 97.7% V and 96.3% Mo were selectively extracted from the UiO-66 adsorption system with pH 5.0 at 30 °C for 6 h, and 91.7% V and 90.3% Mo were selectively extracted from ZIF-8 adsorption system with pH 5.0 at 30 °C for 6.0 h.
3. The Model F-value of 34.41 (ANOVA for Quadratic model of V extraction efficiency) and 16.63 (ANOVA for Quadratic model of Mo extraction efficiency) imply the model of V and Mo are significant. There is only a 0.01% chance that an F-value this large could occur due to noise. The predicted R² of V and Mo extraction efficiency were 0.8373 and 0.6733. The adjusted R² of V and Mo extraction efficiency were 0.9435 and 0.8866. The ratio of 21.158 (V extraction efficiency) and 15.348 (Mo extraction efficiency) indicate an adequate signal. This model can be used to navigate the design space.
4. The three-stage process outlined in this study emerges as a comprehensive and efficient method for recovering valuable elements from iron tailings. By addressing environmental challenges and aligning with sustainable development goals, this innovative approach not only showcases promising extraction efficiencies but also underscores the potential for transformative advancements in the mining industry’s ecological footprint.
5.2. Deficiency and Prospect
In this study, the recycling technology route of HCl leaching and MOF ion adsorption is proposed to recover V, Mo, Fe, and Mg in iron tailings, but due to the limitations of various conditions, it needs further in-depth research and improvement:
(1) This study selects a chemical method for leaching V, Mo, Fe, and Mg, which is limited to laboratory operation and is not suitable for practical application in factories in large quantities.
(2) Adsorption experiment application laboratory preparation of a variety of heavy metal ion wastewater, the actual water quality is relatively complex, the prepared adsorbent should be used for the actual working conditions of water to judge the performance of the adsorbent.
(3) The application effect of the high specific surface area of MOFs as adsorbent and catalyst in the environmental field needs to be verified by further experiments.



 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}