
Effect of Interlayer Composition on the Properties of Laser-Directed-Energy-Deposition-Based Additively Manufactured Copper-Stainless Steel Wall Structures




Abstract
1. Introduction
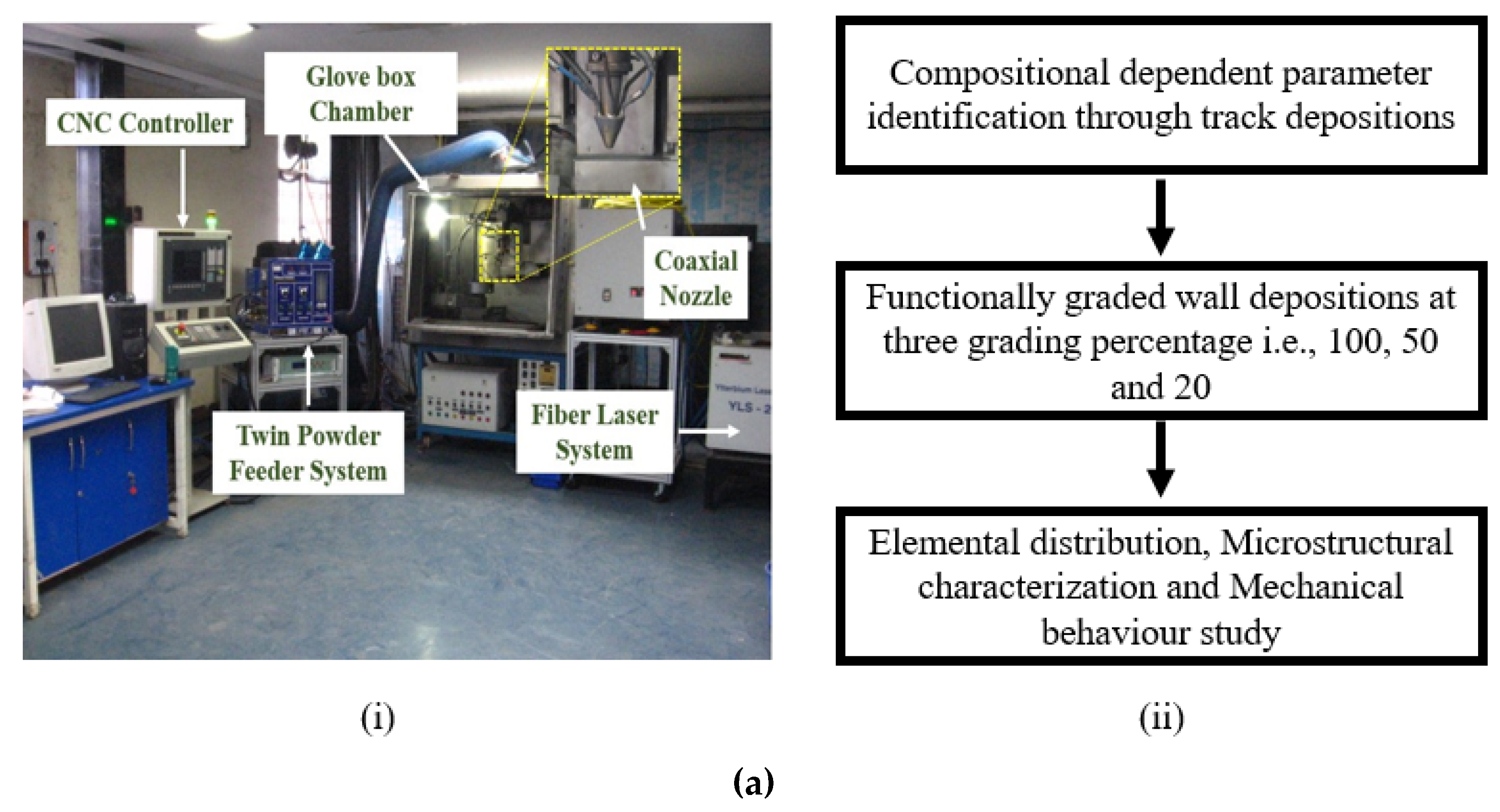
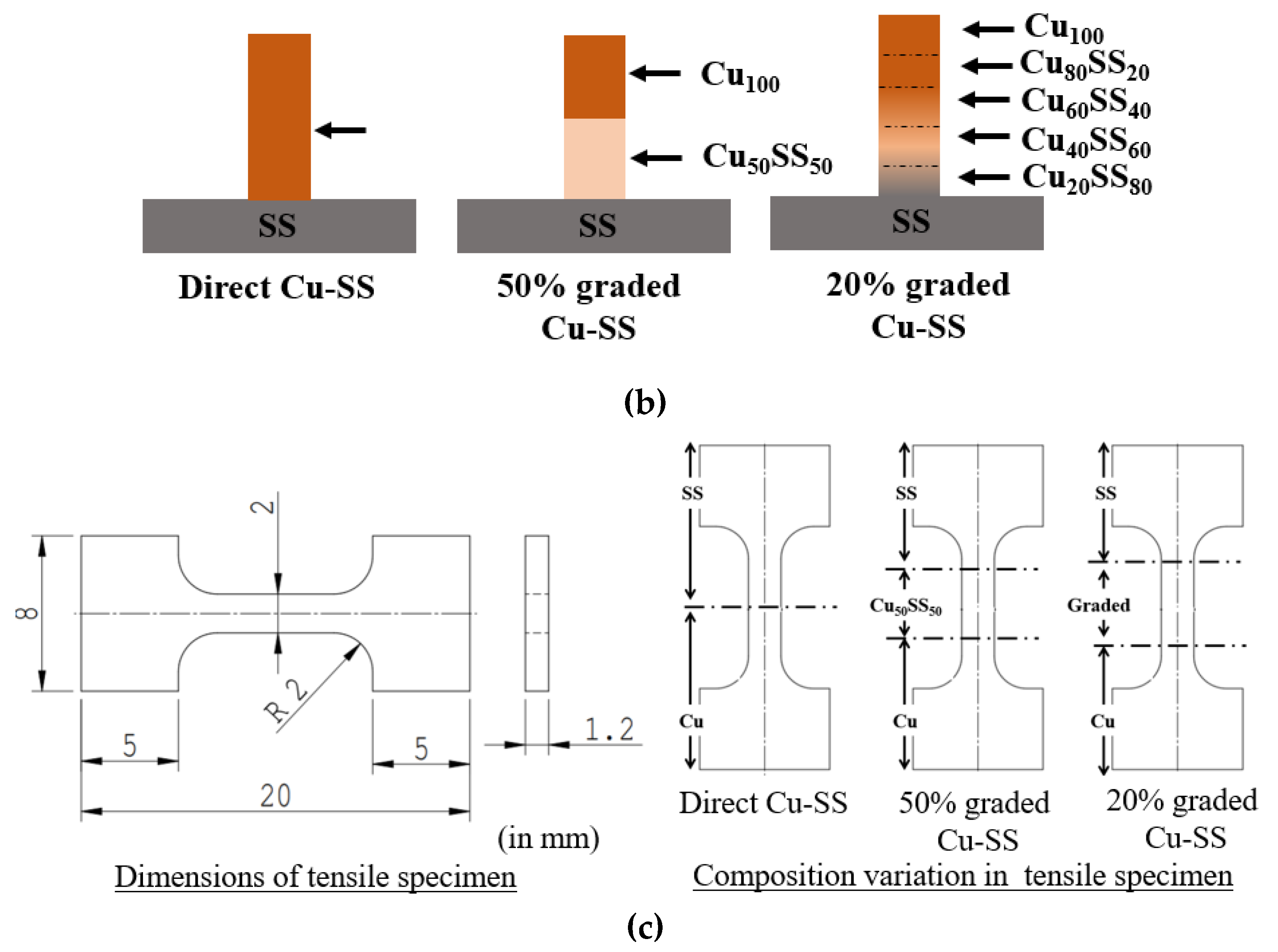
2. Materials and Methods
3. Results and Discussion
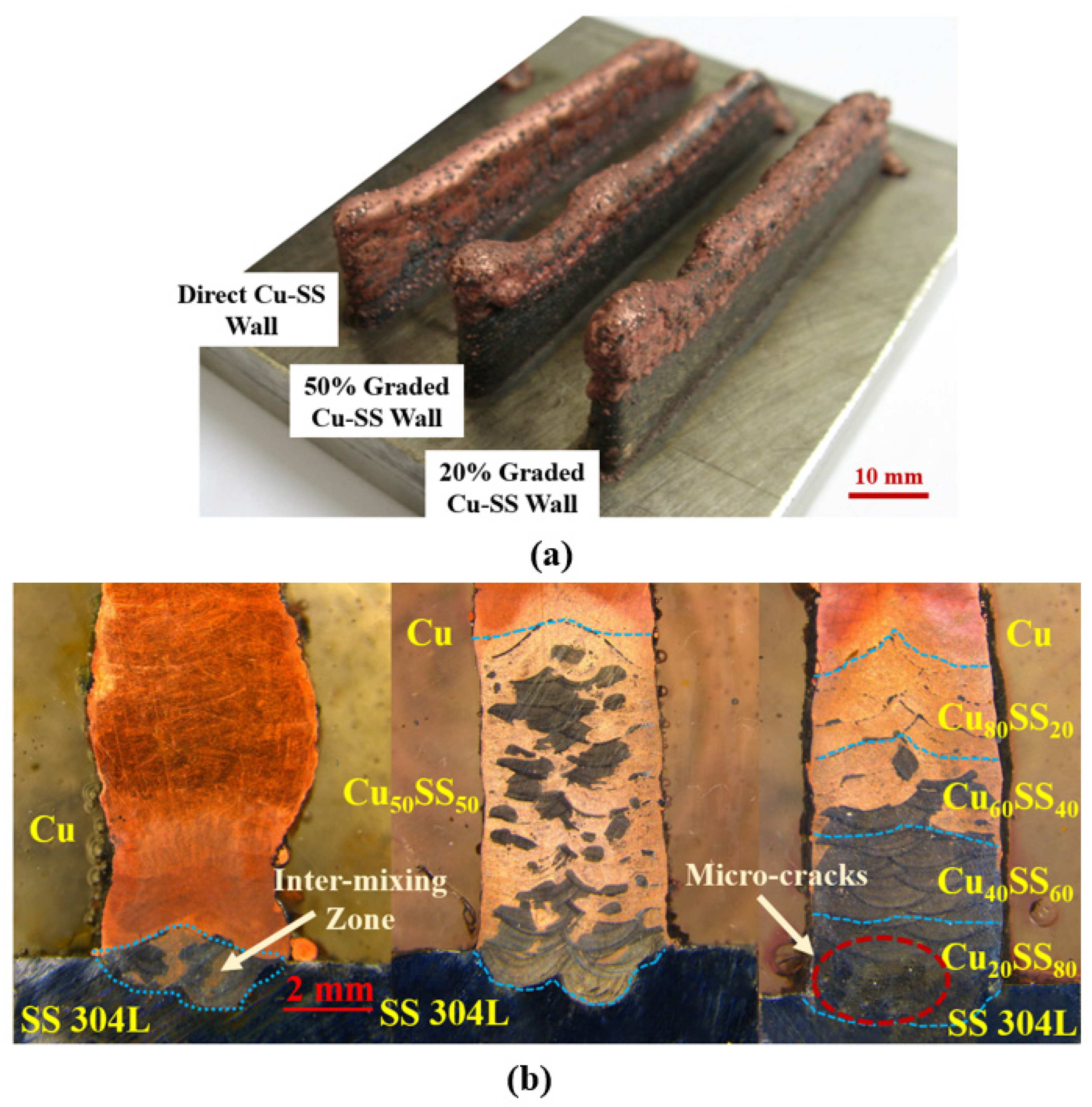
3.1. LDED of Graded Wall
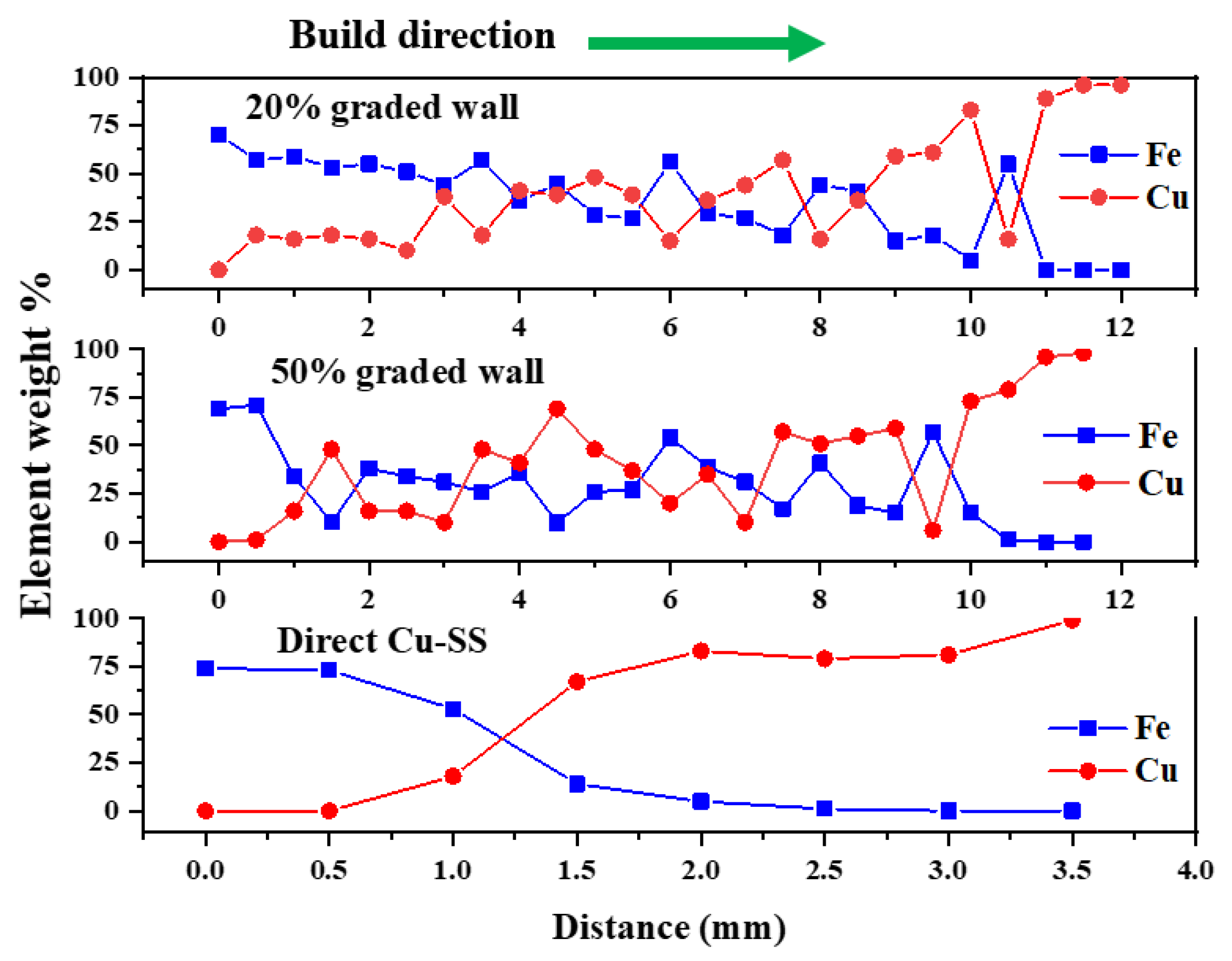
3.2. Elemental Distribution across the Graded Wall
3.3. Microstructural Transformation across the Graded Wall
3.4. Mechanical Behavior of Graded Wall
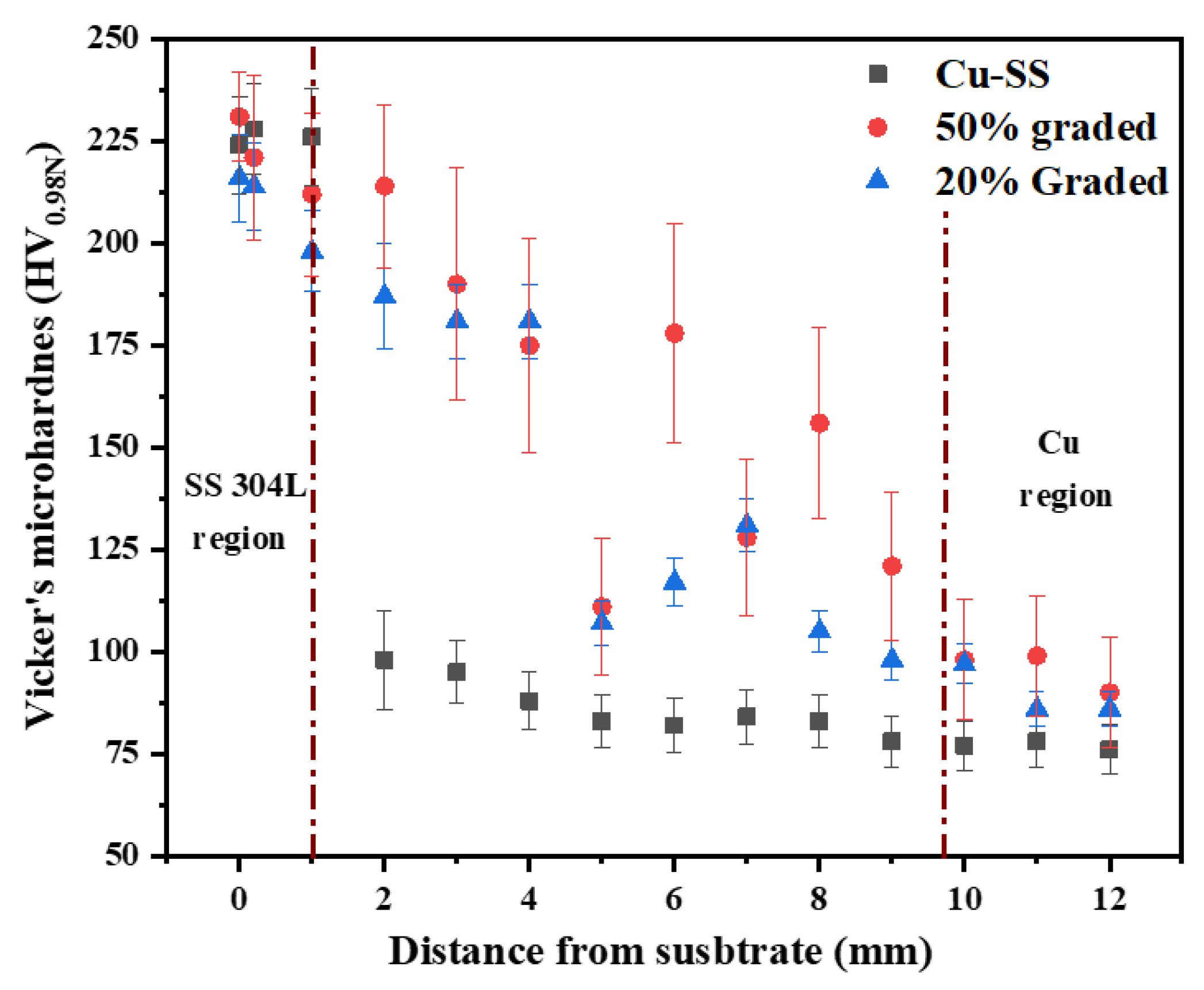
3.4.1. Variation in Micro-Hardness with Compositions
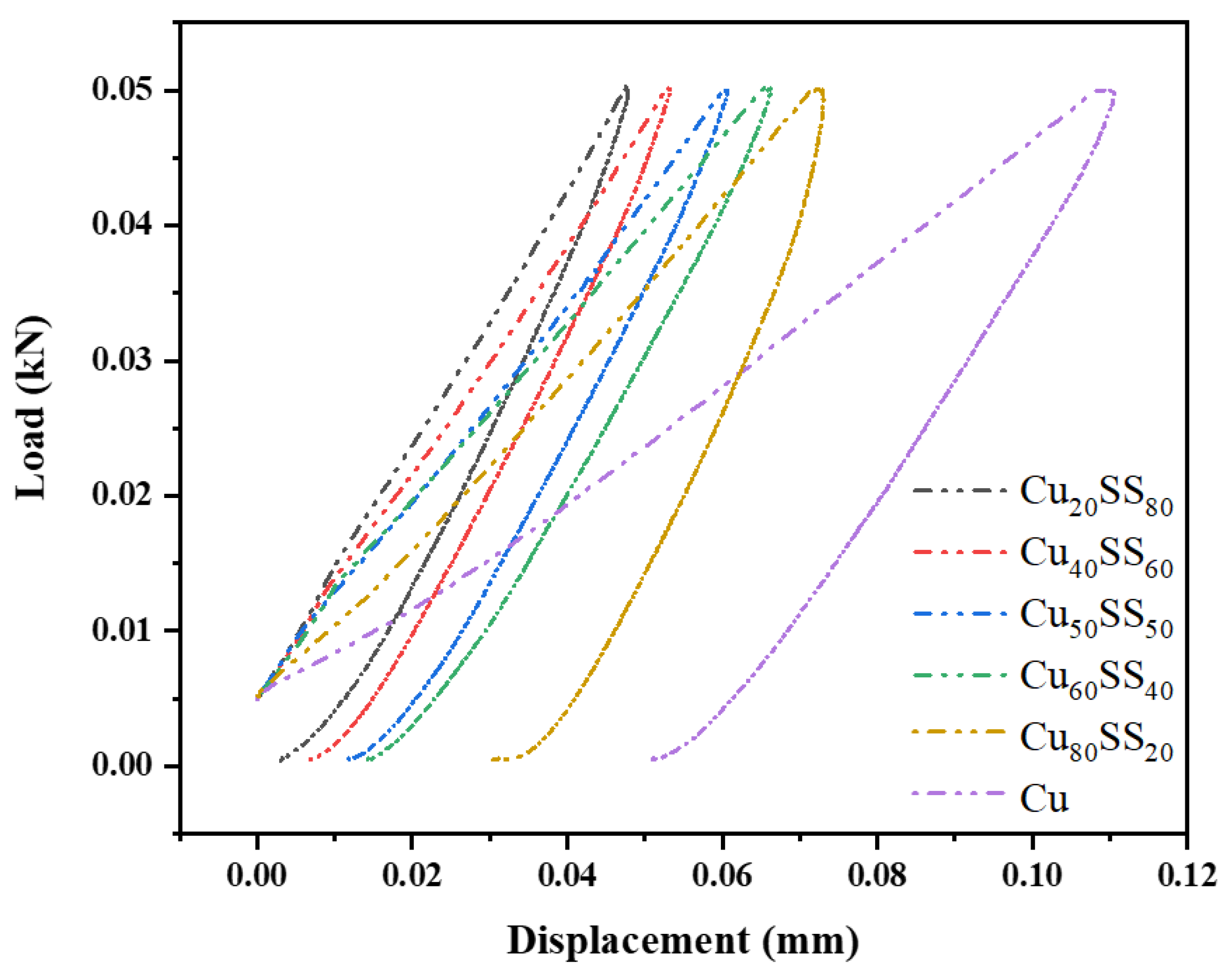
3.4.2. Energy Absorption Capability with Compositions
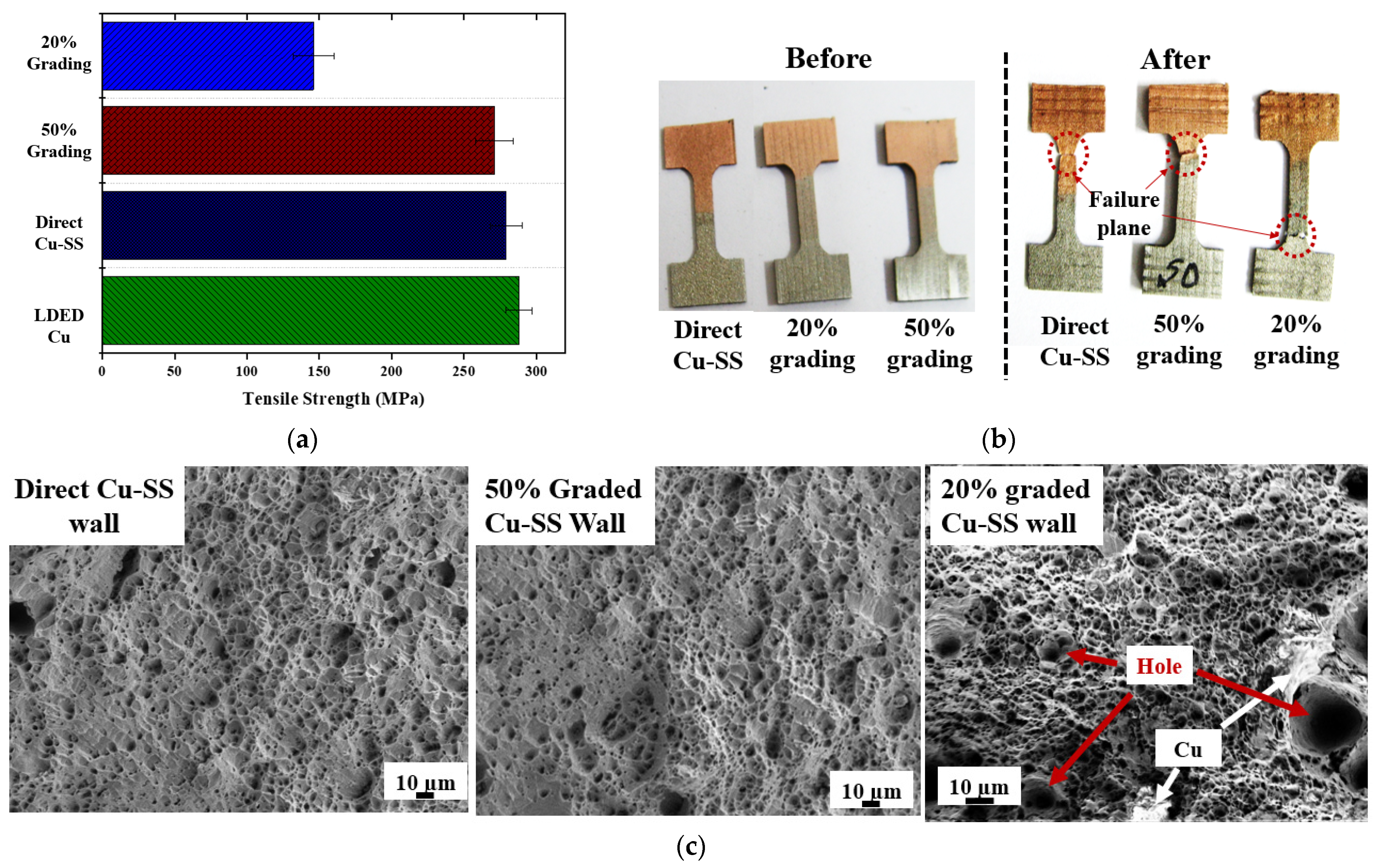
3.4.3. Variation in Ultimate Tensile Strength with Grading
3.5. Sustainability Aspect of LDED Built Graded Wall
4. Conclusions
- Direct Cu-SS and 50%-graded Cu-SS wall structures yield defect deposition at identified parameters.
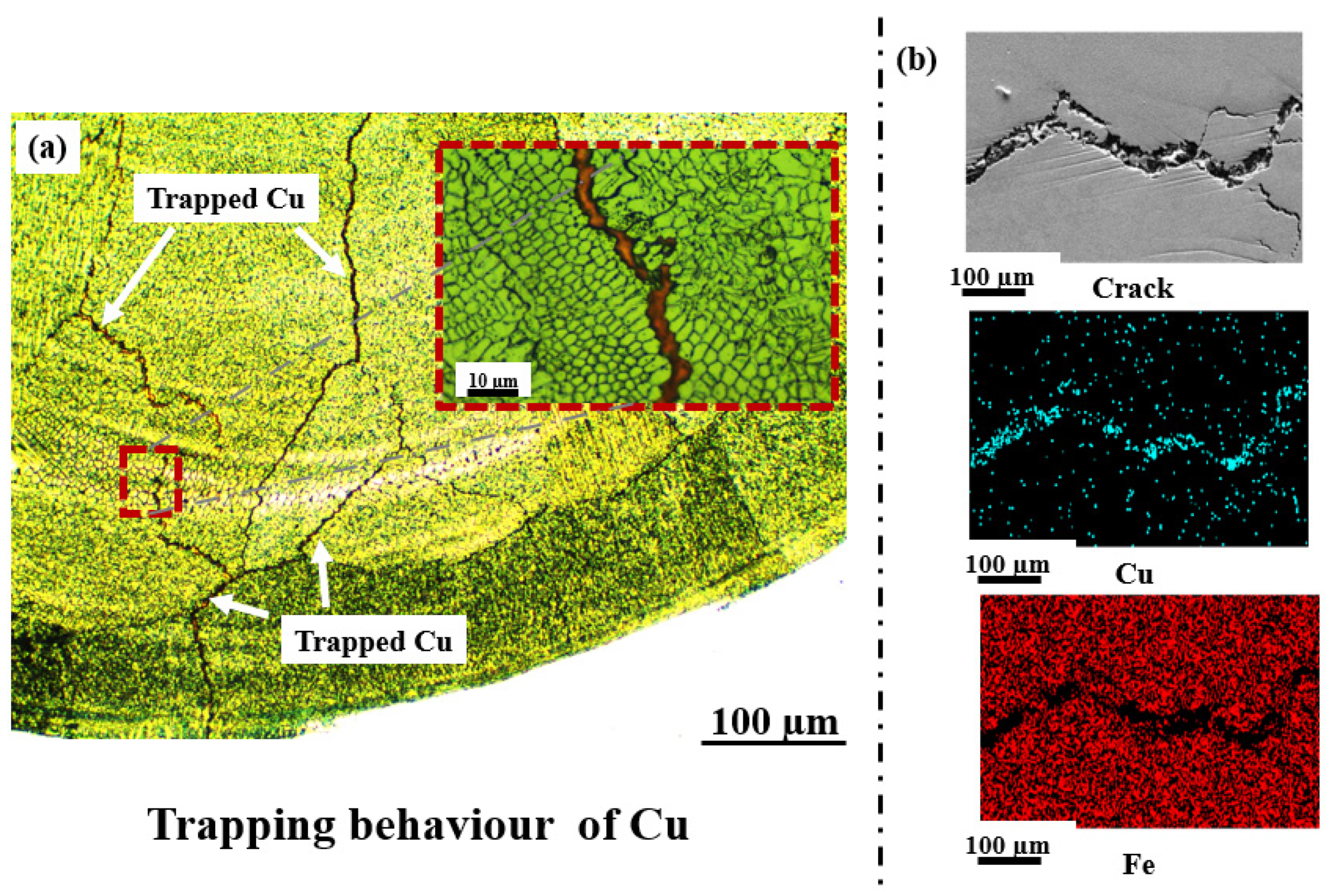
- Cu-SS wall structures deposited with 20% grading exhibit the presence of micro-cracks and micro-porosity within the Cu20SS80 zone. This occurrence is attributed to the rupture of the thin film of trapped or terminal Cu.
- LDED built possess columnar grain morphology on Cu region and dendritic-columnar in SS region of blended and graded region due to higher cooling rate. In addition, trapped Cu film or isolated Cu particles offers higher nucleation sites and restrict grain growth of the Fe-rich zone, leading to finer-grain morphology in the Fe-rich zone.
- Single cycle ABI reveals that increased Cu percentage yields a large area under the load–displacement curve indicating improved deformability capacity and energy storage capacity.
- Finer-grain morphology leads to higher measured micro-hardness values in the Fe-rich zone and the Cu-rich zone, whereas randomly distributed morphologies of Cu-rich and Fe-rich zones lead to large variations in the measured values of micro-hardness.
- The assessment of mechanical strength reveals that both the direct Cu-SS wall structure and the 50%-graded Cu-SS wall structure exhibit superior strength as compared to the 20%-graded Cu-SS wall structure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Paul, C.P.; Sunil Yadav, S.K.; Nayak, A.N.; Jinoop, N.; Bindra, K.S. Is Laser Additive Manufacturing Sustainable? In Sustainability for 3D Printing; Springer International Publishing: Cham, Switzerland, 2021; pp. 29–54. [Google Scholar]
- Bhavar, V.; Prakash, K.; Sandeep, T.; Singh, R.K.P. A review on functionally gradient materials (FGMs) and their applications. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Phuket, Thailand, 2–5 August 2017; IOP Publishing: Bristol, UK, 2017; Volume 229, p. 012021. [Google Scholar]
- Paul, C.P.; Yadav, S.; Rai, A.K.; Jinoop, A.N.; Bindra, K.S. Laser Directed Energy Deposition based additive manu-facturing of metallic multi-material: A Review. J. Metall. Mater. Sci. 2021, 63, 75–87. [Google Scholar]
- Ansari, M.; Jabari, E.; Toyserkani, E. Opportunities and challenges in additive manufacturing of functionally graded metallic materials via powder-fed laser directed energy deposition: A review. J. Mater. Process. Technol. 2021, 294, 117117. [Google Scholar] [CrossRef]
- Chakkravarthy, V.; Jose, S.P.; Lakshmanan, M.; Manojkumar, P.; Narayan, R.L.; Kumaran, M. Additive manufacturing of novel Ti-30Nb-2Zr biomimetic scaffolds for successful limb salvage. Mater. Today: Proc. 2022, 64, 1711–1716. [Google Scholar] [CrossRef]
- Feenstra, D.; Banerjee, R.; Fraser, H.L.; Huang, A.; Molotnikov, A.; Birbilis, N. Critical review of the state of the art in multi-material fabrication via directed energy deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Bryan, H. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R Rep. 2018, 129, 1–16. [Google Scholar] [CrossRef]
- Chao, W.; Li, L. Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion. Virtual Phys. Prototyp. 2021, 16, 347–371. [Google Scholar]
- Reichardt, A.; Shapiro, A.A.; Otis, R.; Dillon, R.P.; Borgonia, J.P.; McEnerney, B.W.; Hosemann, P.; Beese, A.M. Advances in additive manufacturing of metal-based functionally graded materials. Int. Mater. Rev. 2021, 66, 1–29. [Google Scholar] [CrossRef]
- Chen, B.; Su, Y.; Xie, Z.; Tan, C.; Feng, J. Development and characterization of 316L/Inconel625 functionally graded material fabricated by laser direct metal deposition. Opt. Laser Technol. 2020, 123, 105916. [Google Scholar] [CrossRef]
- Domack, M.S.; Baughman, J.M. Development of nickel-titanium graded composition components. Rapid Prototyp. J. 2005, 11, 41–51. [Google Scholar] [CrossRef]
- Yadav, S.; Paul, C.; Rai, A.K.; Singh, R.; Dixit, S. Elucidating laser directed energy deposition based additive manufacturing of copper-stainless steel functionally graded material: Processing and material behavior. J. Manuf. Process. 2023, 92, 107–123. [Google Scholar] [CrossRef]
- Zhang, X.; Pan, T.; Chen, Y.; Li, L.; Zhang, Y.; Liou, F. Additive manufacturing of copper-stainless steel hybrid com-ponents using laser-aided directed energy deposition. J. Mater. Sci. Technol. 2021, 80, 100–116. [Google Scholar] [CrossRef]
- Chen, Y.Z.; Liu, F.; Yang, G.C.; Xu, X.Q.; Zhou, Y.H. Rapid solidification of bulk undercooled hypoperitectic Fe–Cu alloy. J. Alloys Compd. 2007, 427, L1–L5. [Google Scholar] [CrossRef]
- Articek, U.; Milfelner, M.; Anzel, I. Synthesis of functionally graded material H13/Cu by LENS technology. Adv. Prod. Eng. Manag. 2013, 8. [Google Scholar] [CrossRef]
- Zhang, X.; Cheng, S.; Tan, P.; Aaron, F.; Zhang, Y.; Li, L.; Liou, F. Additive manufacturing of copper–H13 tool steel bi-metallic structures via Ni-based multi-interlayer. Addit. Manuf. 2020, 36, 101474. [Google Scholar] [CrossRef]
- Noecker, F.F.; DuPont, J.N. Functionally graded copper–steel using laser engineered net shaping™ process. In International Congress on Applications of Lasers & Electro-Optics; AIP Publishing: Long Island, NY, USA, 2002. [Google Scholar]
- Rodrigues, T.A.; Bairrão, N.; Farias, F.W.C.; Shamsolhodaei, A.; Shen, J.; Zhou, N.; Maawad, E.; Schell, N.; Santos, T.G.; Oliveira, J.P. Steel-copper functionally graded material produced by twin-wire and arc additive manufacturing (T-WAAM). Mater. Des. 2022, 213, 110270. [Google Scholar] [CrossRef]
- Osipovich, K.S.; Astafurova, E.G.; Chumaevskii, A.V.; Kalashnikov, K.N.; Astafurov, S.V.; Maier, G.G.; Kolubaev, E.A. Gradient transition zone structure in steel–copper sample produced by double wire-feed electron beam additive manu-facturing. J. Mater. Sci. 2020, 55, 9258–9272. [Google Scholar] [CrossRef]
- Kim, M.J.; Saldana, C. Post-processing of additively manufactured IN625 thin-walled structures using laser remelting in directed energy deposition. J. Manuf. Process. 2023, 88, 59–70. [Google Scholar] [CrossRef]
- Yadav, S.; Paul, C.P.; Jinoop, A.N.; Rai, A.K.; Bindra, K.S. Laser directed energy deposition based additive manu-facturing of copper: Process development and material characterizations. J. Manuf. Process. 2020, 58, 984–997. [Google Scholar] [CrossRef]
- Prokhorov, N.N. Elements of the metal physics and crystallization process. In Physical Processes in Metals in Welding, 1st ed.; Metallurgy: Moscow, Russia, 1968; Volume 1, p. 695. [Google Scholar]
- Guschlbauer, R.; Momeni, S.; Osmanlic, F.; Körner, C. Process development of 99.95% pure copper processed via selective electron beam melting and its mechanical and physical properties. Mater. Charact. 2018, 143, 163–170. [Google Scholar] [CrossRef]
- Haggag, F.M.; Hutton, J.T.; Nanstad, R.K.; Swain, R.L.; Thomas, D.L. Use of Automated Ball Indentation Testing to Measure Flow Properties and Estimate Fracture Toughness in Metallic Materials; ASTM International: West Conshohocken, PA, USA, 1990. [Google Scholar]
- Bhardwaj, T.; Shukla, M. Effect of Scan Direction on Tensile properties and Fractography of Laser Additive Manufactured Maraging Steel. Mater. Today Proc. 2019, 18, 3842–3848. [Google Scholar] [CrossRef]
- Mecheter, A.; Tarlochan, F.; Kucukvar, M. A Review of Conventional versus Additive Manufacturing for Metals: Life-Cycle Environmental and Economic Analysis. Sustainability 2023, 15, 12299. [Google Scholar] [CrossRef]
- Colorado, H.A.; Velásquez, E.I.G.; Monteiro, S.N. Sustainability of additive manufacturing: The circular economy of materials and environmental perspectives. J. Mater. Res. Technol. 2020, 9, 8221–8234. [Google Scholar] [CrossRef]
- Tang, Y.; Yang, S.; Zhao, Y.F. Sustainable design for additive manufacturing through functionality integration and part consolidation. Handb. Sustain. Addit. Manuf. 2016, 1, 101–144. [Google Scholar]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing: Cambridge, UK, 2002. [Google Scholar]
- Dhaou, H.; Ben Khedher, N.; Mellouli, S.; Souahlia, A.; Askri, F.; Jemni, A.; Ben Nasrallah, S. Improvement of thermal performance of spiral heat exchanger on hydrogen storage by adding copper fins. Int. J. Therm. Sci. 2011, 50, 2536–2542. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No | Compositions | Laser Power (W) | Scan Speed (m/min) | Powder Feed Rate (g/min) |
|---|---|---|---|---|
| 1 | Cu100 SS0 | 1200 | 0.3 | 8 |
| 2 | Cu80 SS20 | 1200 | 0.5 | 8 |
| 3 | Cu60 SS40 | 1000 | 0.3 | 8 |
| 4 | Cu50 SS50 | 1000 | 0.3 | 8 |
| 5 | Cu40 SS60 | 800 | 0.3 | 8 |
| 6 | Cu20 SS80 | 800 | 0.3 | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yadav, S.; Paul, C.P.; Rai, A.K.; Jinoop, A.N.; Dixit, S.K. Effect of Interlayer Composition on the Properties of Laser-Directed-Energy-Deposition-Based Additively Manufactured Copper-Stainless Steel Wall Structures. Sustainability 2024, 16, 519. https://doi.org/10.3390/su16020519
Yadav S, Paul CP, Rai AK, Jinoop AN, Dixit SK. Effect of Interlayer Composition on the Properties of Laser-Directed-Energy-Deposition-Based Additively Manufactured Copper-Stainless Steel Wall Structures. Sustainability. 2024; 16(2):519. https://doi.org/10.3390/su16020519
Chicago/Turabian StyleYadav, Sunil, C. P. Paul, A. K. Rai, A. N. Jinoop, and S. K. Dixit. 2024. "Effect of Interlayer Composition on the Properties of Laser-Directed-Energy-Deposition-Based Additively Manufactured Copper-Stainless Steel Wall Structures" Sustainability 16, no. 2: 519. https://doi.org/10.3390/su16020519
APA StyleYadav, S., Paul, C. P., Rai, A. K., Jinoop, A. N., & Dixit, S. K. (2024). Effect of Interlayer Composition on the Properties of Laser-Directed-Energy-Deposition-Based Additively Manufactured Copper-Stainless Steel Wall Structures. Sustainability, 16(2), 519. https://doi.org/10.3390/su16020519