
An Industry 5.0 Perspective on Feeding Production Lines


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
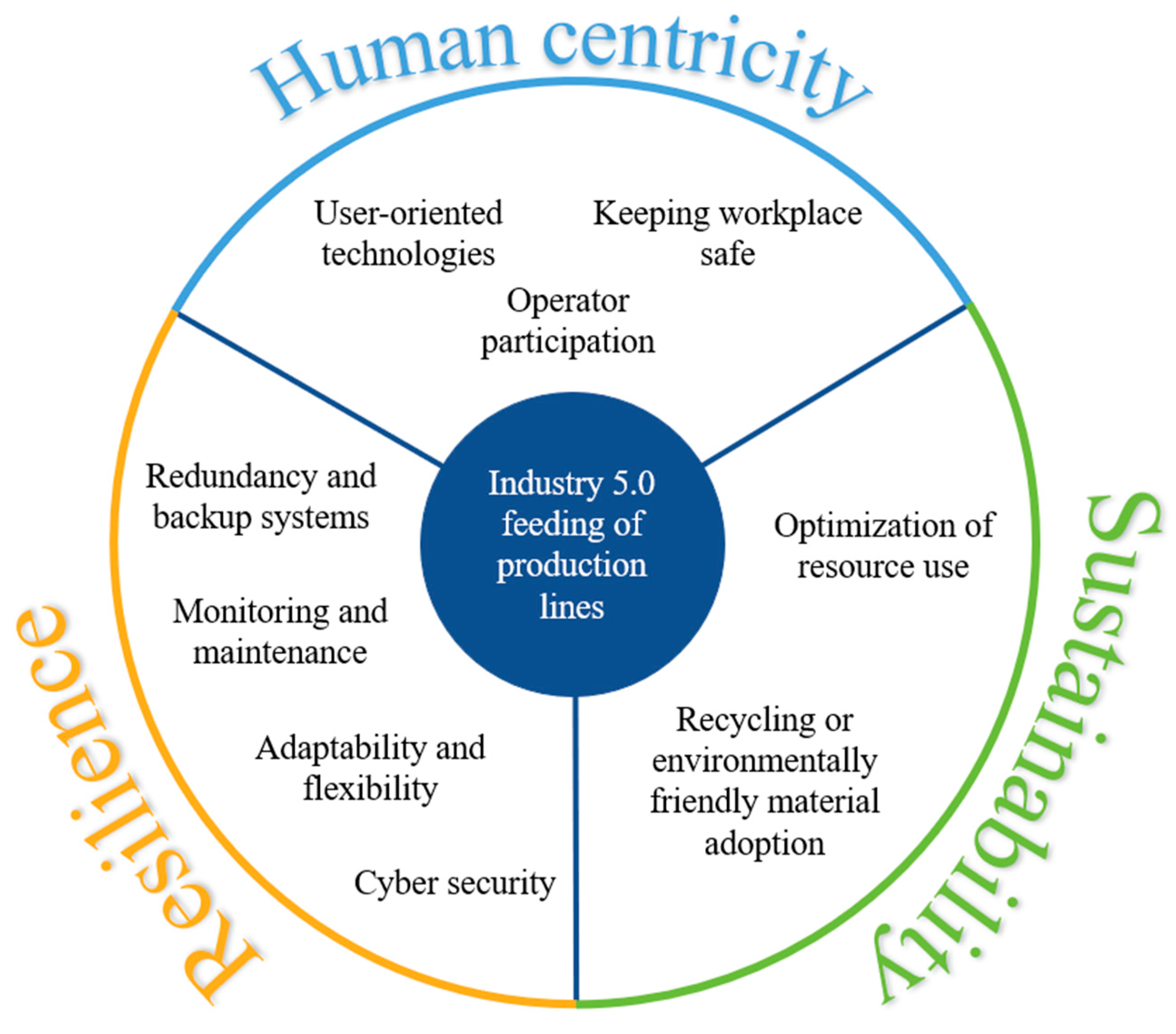
- Human centricity: Industry 5.0 should not rely on technology alone, but on people, who have been and will continue to be a crucial resource for the competitiveness of companies, especially in activities that require flexibility, customization, and distinctiveness [6].
- Sustainability: The Industry 4.0 scenario solely promotes production growth without considering the depletion of non-renewable resources, emissions, climate change, and biodiversity loss [7]. Instead, Industry 5.0 aims to be sustainable by using energy-efficient technologies and innovative methods that encourage intelligent production planning in order to preserve the environment [5].
- Resilience: The pandemic situation, the uncertainty of supply and production, and the inability to make forecasts in increasingly complex contexts have highlighted how many production systems are not very resilient [3]. Resilience can be defined as the ability of an industry or organization to enhance the creation of robust and flexible processes in a proactive manner in order to avoid, resist, adapt to, or recover from unexpected and unforeseen disruptions [8].
- How can production lines be supplied in a human-centric way?
- How can production lines be supplied sustainably?
- How can production lines be supplied resiliently?
2. Literature Review
- Wireless Sensor Network (WSN): Systems comprising a network of sensors and wireless communication that can identify objects and their characteristics. They can also be worn by operators to enhance health and safety conditions [21].
- Augmented Reality Systems: Devices, such as glasses, tablets, and phones, that can be employed by workers to gain real-time information useful for enhancing decision-making and work procedures [22]. Such devices assist employees in numerous tasks, including order picking.
- Automated Guided Vehicles (AGV): Automated vehicles for horizontal material movement are utilized to transport goods from one point to another within a company without the need for direct operator control [23].
- Autonomous Mobile Robots (AMR): Industrial robots equipped with a variety of sensors that analyze and interpret their immediate environment. This allows them to optimize transport routes for goods [24]. In contrast to AGVs, AMRs are designed to work in cooperation with the operator and are able to avoid any static or dynamic obstacles they may encounter along the way [25]. Another distinct feature is the decision and control system. The decision-making process of an AGV fleet is centralized, with a central unit responsible for the planning and routing decisions of all AGVs. Conversely, AMRs have the ability to communicate and work independently, resulting in a decentralized decision-making process [26].
- Civil drones: Material handling devices designed for use in warehouses to facilitate handling operations at various heights and inventory control. The technologies discussed previously are mainly suitable for ground floor movement [27]. Moreover, drones can be utilized for safe operations in remote and potentially dangerous environments [28].
- Smart logistics items, including pallets, boxes, containers, and packaging, are capable of gathering and transmitting data. This information is paramount for ensuring traceability and controlling processes [31].
3. The 5.0 Industry-Based Framework
3.1. How Can Production Lines Be Supplied in a Human-Centric Way?
3.1.1. User-Oriented Technologies
3.1.2. Keeping Workplace Safe
3.1.3. Operator Participation
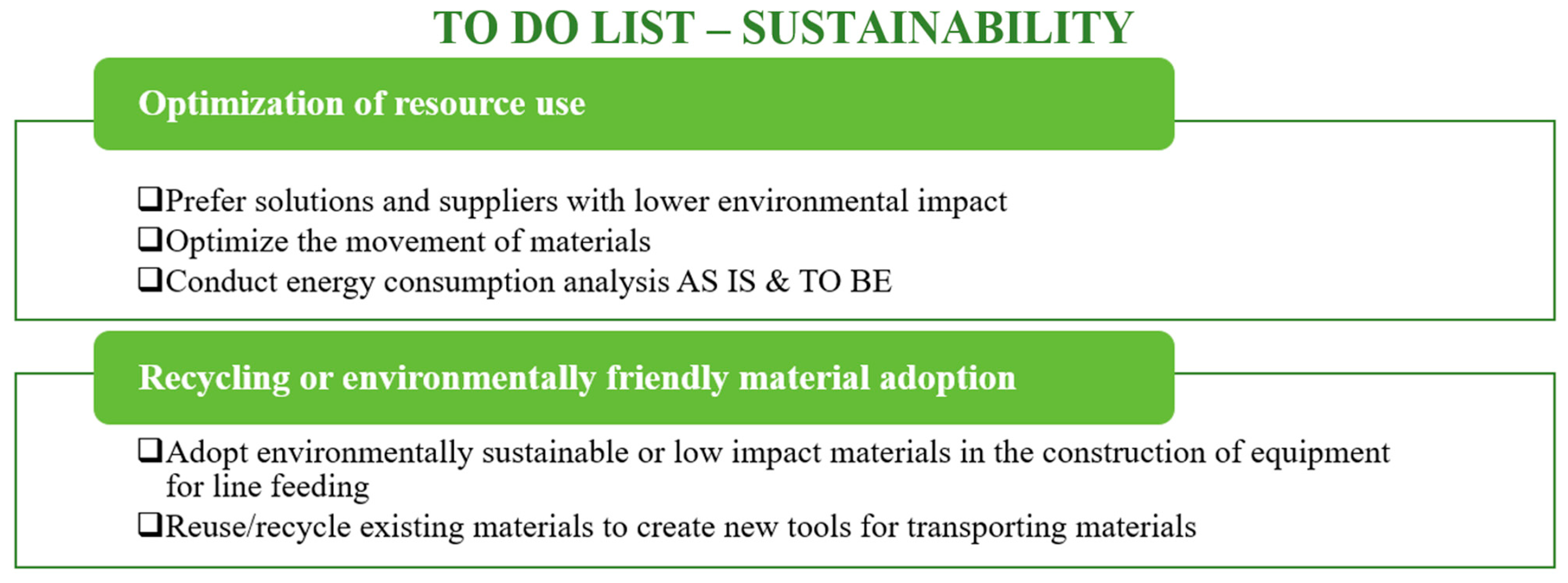
3.2. How Can Production Lines Be Supplied Sustainably?
3.2.1. Optimization of Resource Use
3.2.2. Recycling or Environmentally Friendly Material Adoption
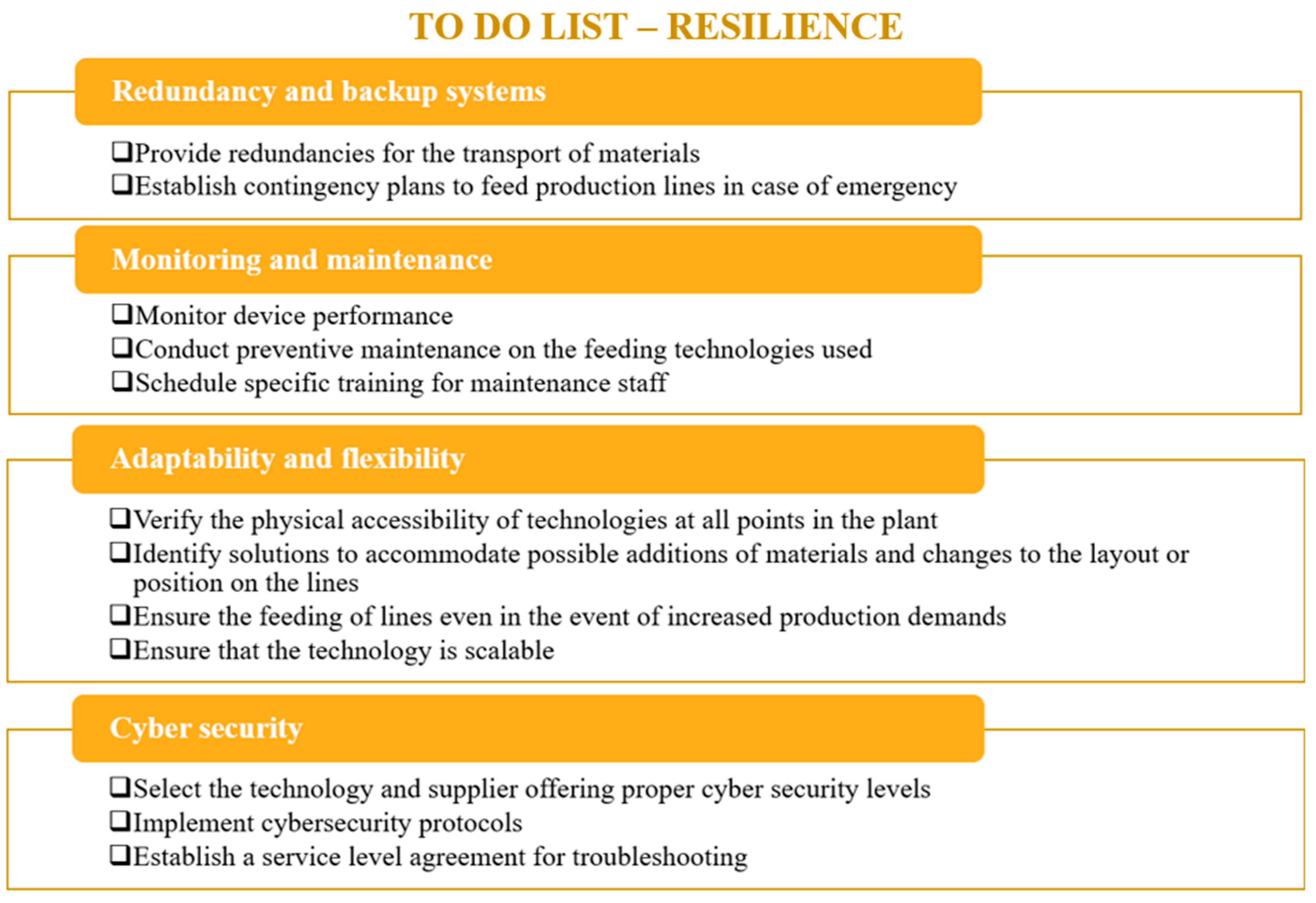
3.3. How Can Production Lines Be Supplied Resiliently?
3.3.1. Redundancy and Backup Systems
3.3.2. Monitoring and Maintenance
3.3.3. Adaptability and Flexibility
3.3.4. Cyber Security
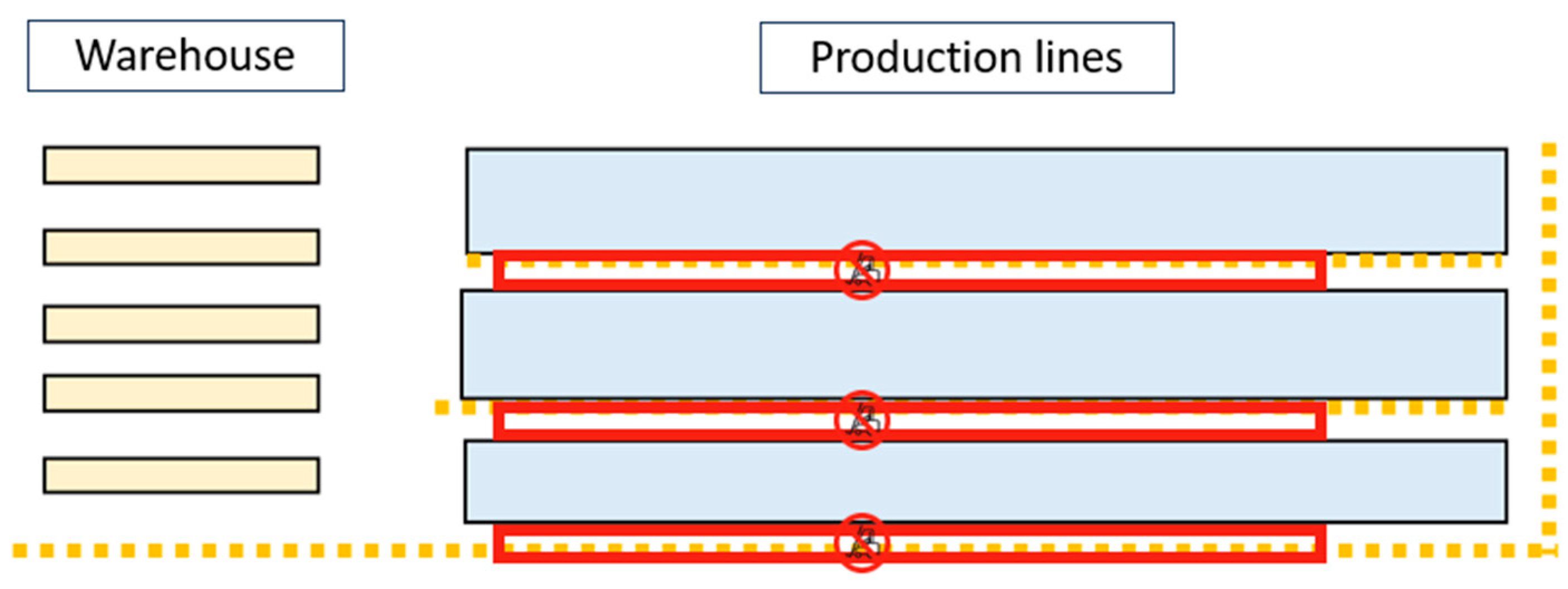
4. The Case Study
4.1. Human Centricity
4.1.1. User-Oriented Technologies
4.1.2. Keeping Workplace Safe
4.1.3. Operator Participation
4.2. Sustainability
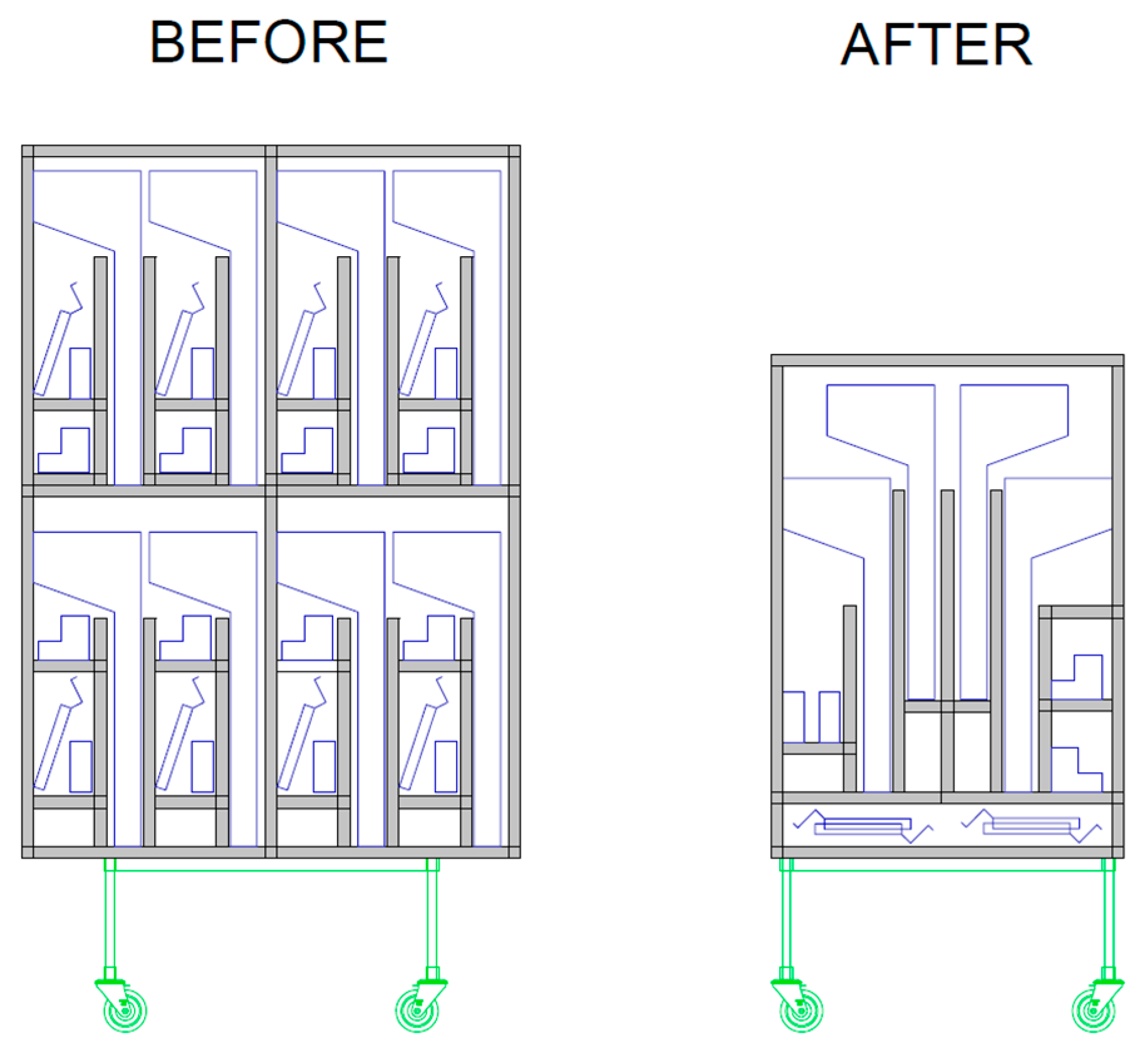
4.2.1. Optimization of Resource Use
4.2.2. Recycling or Environmentally Friendly Material Adoption
4.3. Resilience
4.3.1. Redundancy and Backup Systems
4.3.2. Monitoring and Maintenance
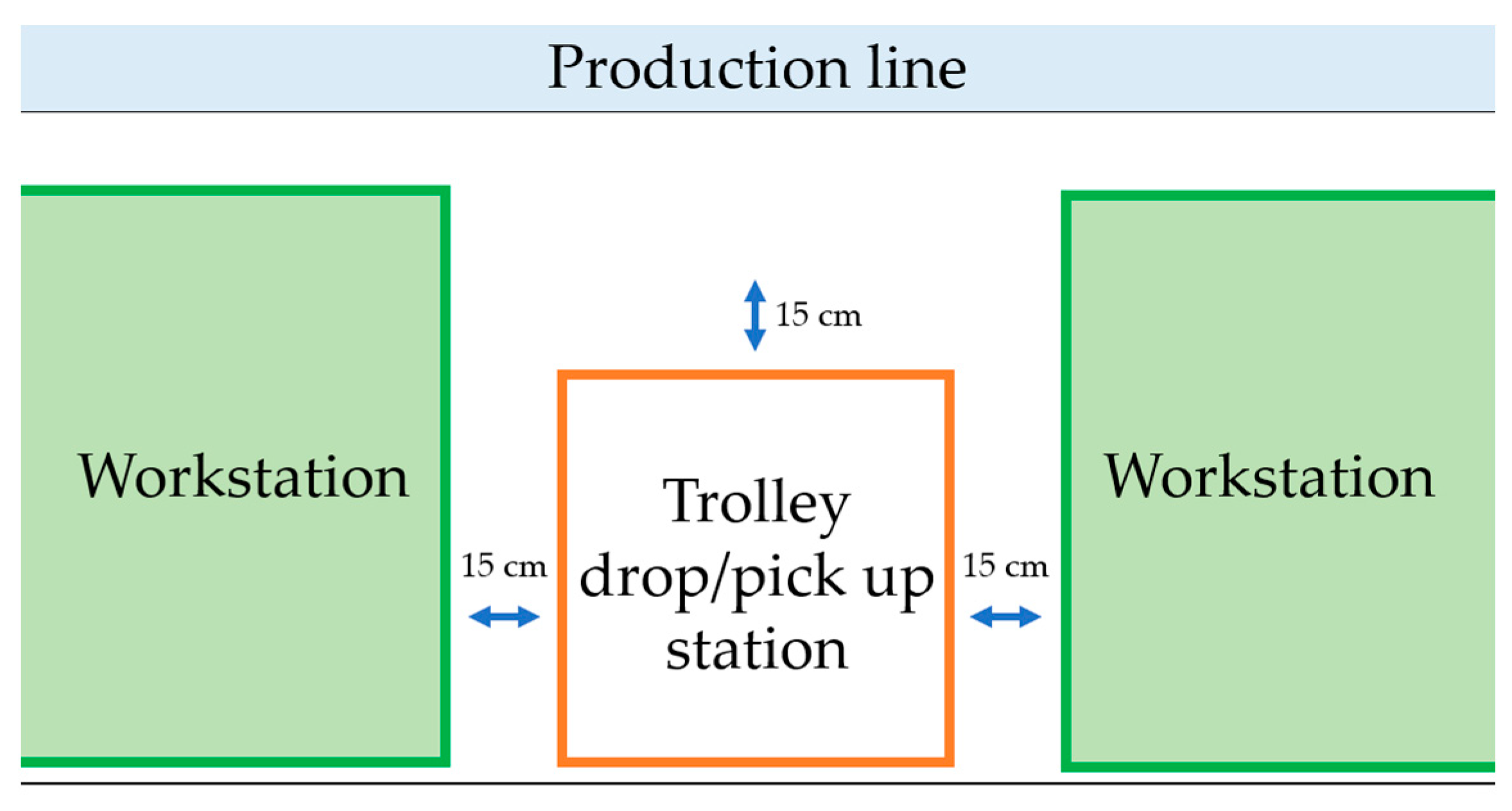
4.3.3. Adaptability and Flexibility
4.3.4. Cyber Security
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Miller, C.; Batty, A.; Oswald, B.; Strong, J.; Butler, R.; Hogikyan, S.; Ciriaco, N.; Heininger, K. The Responsible Supply Chain. Transparency, Sustainability, and the Case for Business. MHI Annu. Ind. Rep. 2023, 1, 5–32. [Google Scholar]
- World Economic Forum. Future of Jobs Report; World Economic Forum: Cologny, Switzerland, 2023; ISBN 978-0-08-100273-5. [Google Scholar]
- Romero, D.; Stahre, J. Towards the Resilient Operator 5.0: The Future of Work in Smart Resilient Manufacturing Systems. Procedia CIRP 2021, 104, 1089–1094. [Google Scholar] [CrossRef]
- Rada, M. INDUSTRY 5.0—From Virtual to Physical. Available online: https://www.linkedin.com/pulse/industry-50-from-virtual-physical-michael-rada (accessed on 4 September 2023).
- Breque, M.; De Null, L.; Petridis, A. Industry 5.0 towards a Sustainable, Human-Centric and Resilient European Industry; R&I Paper Series Policy Brief; European Commission: Brussels, Belgium, 2021; ISBN 9789276253082. [Google Scholar]
- Nahavandi, S. Industry 5.0—A Human-Centric Solution. Sustainability 2019, 11, 4371. [Google Scholar] [CrossRef]
- Bonilla, S.H.; Silva, H.R.O.; da Silva, M.T.; Gonçalves, R.F.; Sacomano, J.B. Industry 4.0 and Sustainability Implications: A Scenario-Based Analysis of the Impacts and Challenges. Sustainability 2018, 10, 3740. [Google Scholar] [CrossRef]
- Madni, A.M.; Jackson, S. Towards a Conceptual Framework for Resilience Engineering. IEEE Eng. Manag. Rev. 2011, 39, 85–102. [Google Scholar] [CrossRef]
- Hol, A. Business Transformations within Intelligent Eco-Systems; Springer: Singapore, 2021; ISBN 9789811579905. [Google Scholar]
- Golovianko, M.; Terziyan, V.; Branytskyi, V.; Malyk, D. Industry 4.0 vs. Industry 5.0: Co-Existence, Transition, or a Hybrid. Procedia Comput. Sci. 2023, 217, 102–113. [Google Scholar] [CrossRef]
- Waheed, A.; Alharthi, M.; Khan, S.Z.; Usman, M. Role of Industry 5.0 in Leveraging the Business Performance: Investigating Impact of Shared-Economy on Firms’ Performance with Intervening Role of I5.0 Technologies. Orig. Res. 2022, 12, 1–14. [Google Scholar] [CrossRef]
- Lu, Y.; Zheng, H.; Chand, S.; Xia, W.; Liu, Z.; Xu, X.; Wang, L.; Qin, Z.; Bao, J. Outlook on Human-Centric Manufacturing towards Industry 5.0. J. Manuf. Syst. 2022, 62, 612–627. [Google Scholar] [CrossRef]
- Lu, Y. Industry 4.0: A Survey on Technologies, Applications and Open Research Issues. J. Ind. Inf. Integr. 2017, 6, 1–10. [Google Scholar] [CrossRef]
- Rajnai, Z.; Kocsis, I. Labor Market Risks of Industry 4.0, Digitization, Robots and AI. In Proceedings of the 2017 IEEE 15th International Symposium on Intelligent Systems and Informatics (SISY), Subotica, Serbia, 14-16 September 2017; pp. 343–346. [Google Scholar] [CrossRef]
- Acemoglu, D.; Restrepo, P. Robots and Jobs: Evidence from Us Labor Markets. J. Political Econ. 2020, 128, 2188–2244. [Google Scholar] [CrossRef]
- Dixson-Declève, S.; Balland, P.; Bria, F.; Charveriat, C.; Dunlop, D.; Giovannini, E.; Tataj, D.; Hidalgo, C.; Huang, A.; Isaksson, D.; et al. Industry 5.0: A Transformative Vision for Europe; European Commission: Brussels, Belgium, 2022. [Google Scholar] [CrossRef]
- Jafari, N.; Azarian, M.; Yu, H. Moving from Industry 4.0 to Industry 5.0: What Are the Implications for Smart Logistics? Logistics 2022, 6, 26. [Google Scholar] [CrossRef]
- Zrnic, N.D.; Popovic, T.M.; Milojevic, G.Z.; Kosanic, N.Z. A Survey of Research on Industry 4.0 in Intralogistics. In Proceedings of the X International Conference “Heavy Machinery-HM 2021”, Vrnjačka banja, Serbia, 23–25 June 2021; pp. 1–10. [Google Scholar]
- Tutam, M. Warehousing 4.0 in Logistics 4.0. Logistics 4.0 and Future of Supply Chains. 2022, pp. 95–118. Available online: https://link.springer.com/chapter/10.1007/978-981-16-5644-6_7 (accessed on 15 September 2023).
- Martínez, J.S.; Noriega, C.R. Feasibility in the Implementation of 4.0 Technologies in the Intralogistic Activities of Logistic Operators of the Department of Atlantico, a Look towards the Organizational Efficiency. EAI Endorsed Trans. Energy Web 2020, 7, 1–27. [Google Scholar] [CrossRef][Green Version]
- Radivojević, G.; Milosavljević, L. The Concept of Logistics 4.0. In Proceedings of the 4th Logistics International Conference, Rome, Italy, 15-17 November 2023; pp. 283–293. [Google Scholar]
- Vaidya, S.; Ambad, P.; Bhosle, S. Industry 4.0—A Glimpse. Procedia Manuf. 2018, 20, 233–238. [Google Scholar] [CrossRef]
- De Ryck, M.; Versteyhe, M.; Debrouwere, F. Automated Guided Vehicle Systems, State-of-the-Art Control Algorithms and Techniques. J. Manuf. Syst. 2020, 54, 152–173. [Google Scholar] [CrossRef]
- Conveyco Technologies Guide to AMRs. 2023. Available online: https://go.conveyco.com/amr-ebook?hsCtaTracking=26d0889a-4579-4d80-ba0c-3e06de41f59b%7C384f2d85-d89c-4438-8c70-ce4929630897 (accessed on 21 September 2023).
- Barros, Í.; Nascimento, T.P. Robotic Mobile Fulfillment Systems: A Survey on Recent Developments and Research Opportunities. Rob. Auton. Syst. 2021, 137, 103729. [Google Scholar] [CrossRef]
- Fragapane, G.; de Koster, R.; Sgarbossa, F.; Strandhagen, J.O. Planning and Control of Autonomous Mobile Robots for Intralogistics: Literature Review and Research Agenda. Eur. J. Oper. Res. 2021, 294, 405–426. [Google Scholar] [CrossRef]
- Kostrzewski, M.; Varjan, P.; Gnap, J. Solutions Dedicated to Internal Logistics 4.0. In Sustainable Logistics and Production in Industry 4.0; Springer International Publishing: Cham, Switzerland, 2020; pp. 243–262. ISBN 978-3-030-33369-0. [Google Scholar]
- Kückelhaus, M.; Chung, G. The Logistics Trend Radar. DHL Cust. Solut. Innov. 2018, 5, 1–84. [Google Scholar]
- Kumar, R.; Gupta, P.; Singh, S.; Jain, D. Human Empowerment by Industry 5.0 in Digital Era: Analysis of Enablers. In Advances in Industrial and Production Engineering; Lecture Notes in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2021; pp. 401–410. [Google Scholar] [CrossRef]
- Spada, S.; Ghibaudo, L.; Gilotta, S.; Gastaldi, L.; Cavatorta, M.P. Analysis of Exoskeleton Introduction in Industrial Reality: Main Issues and EAWS Risk Assessment. In Advances in Intelligent Systems and Computing; Springer: Berlin/Heidelberg, Germany, 2018; pp. 236–244. [Google Scholar] [CrossRef]
- Glistau, E.; Machado, N.I.C. Industry 4.0, Logistics 4.0 and Materials—Chances and Solutions. Mater. Sci. Forum 2018, 919, 307–314. [Google Scholar] [CrossRef]
- Grosse, E.H. Application of Supportive and Substitutive Technologies in Manual Warehouse Order Picking: A Content Analysis. Int. J. Prod. Res. 2023. [Google Scholar] [CrossRef]
- Li, J.; Qin, R.; Olaverri-Monreal, C.; Prodan, R.; Wang, F.Y. Logistics 5.0: From Intelligent Networks to Sustainable Ecosystems. IEEE Trans. Intell. Veh. 2023, 8, 3771–3774. [Google Scholar] [CrossRef]
- Li, M.; Guo, D.; Li, M.; Qu, T.; Huang, G.Q. Operation Twins: Production-Intralogistics Synchronisation in Industry 4.0. Int. J. Prod. Res. 2022, 61, 5193–5211. [Google Scholar] [CrossRef]
- Alsheyadi, A.K. A Literature Review on Industry 4.0 Implementation and Performance: A Contingency Perspective. TQM J. 2023. [Google Scholar] [CrossRef]
- Wan, P.K.; Sølvsberg, E.; Eleftheriadis, R.; Fragapane, G. The Effect of Digitalization and Human-Centric on Companies’ Production Performances; Lecture Notes in Mechanical Engineering; Springer: Berlin/Heidelberg, Germany, 2023; pp. 753–760. [Google Scholar]
- Zoubek, M.; Simon, M. Evaluation of the Level and Readiness of Internal Logistics for Industry 4.0 in Industrial Companies. Appl. Sci. 2021, 11, 6130. [Google Scholar] [CrossRef]
- Pasparakis, A.; De Vries, J.; De Koster, R. Assessing the Impact of Human–Robot Collaborative Order Picking Systems on Warehouse Workers. Int. J. Prod. Res. 2023, 61, 7776–7790. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Critical Components of Industry 5.0 towards a Successful Adoption in the Field of Manufacturing. J. Ind. Integr. Manag. 2020, 5, 327–348. [Google Scholar] [CrossRef]
- Humayun, M. Industrial Revolution 5. 0 and the Role of Cutting Edge Technologies. Int. J. Adv. Comput. Sci. Appl. 2021, 12, 605–615. [Google Scholar] [CrossRef]
- Longo, F.; Padovano, A.; Umbrello, S. Value-Oriented and Ethical Technology Engineering in Industry 5.0: A Human-Centric Perspective for the Design of the Factory of the Future. Appl. Sci. 2020, 10, 4182. [Google Scholar] [CrossRef]
- Gualtieri, L.; Rauch, E.; Vidoni, R. Emerging Research Fields in Safety and Ergonomics in Industrial Collaborative Robotics: A Systematic Literature Review. Robot. Comput. Integr. Manuf. 2021, 67, 101998. [Google Scholar] [CrossRef]
- Barraza de la Paz, J.V.; Rodríguez-Picón, L.A.; Morales-Rocha, V.; Torres-Argüelles, S.V. A Systematic Review of Risk Management Methodologies for Complex Organizations in Industry 4.0 and 5.0. Systems 2023, 11, 218. [Google Scholar] [CrossRef]
- Gervasi, R.; Capponi, M.; Mastrogiacomo, L.; Franceschini, F. Manual Assembly and Human–Robot Collaboration in Repetitive Assembly Processes: A Structured Comparison Based on Human-Centered Performances. Int. J. Adv. Manuf. Technol. 2023, 126, 1213–1231. [Google Scholar] [CrossRef]
- Trstenjak, M.; Hegedić, M.; Cajner, H.; Opetuk, T.; Tošanović, N. Cognitive Ergonomics in Industry 5.0 BT-Flexible Automation and Intelligent Manufacturing: Establishing Bridges for More Sustainable Manufacturing Systems; Silva, F.J.G., Ferreira, L.P., Sá, J.C., Pereira, M.T., Pinto, C.M.A., Eds.; Springer Nature Switzerland: Cham, Switzerland, 2023; pp. 763–770. [Google Scholar]
- Colella, M.; Barberio, M.; Figliola, A. The Big Vision: From Industry 4.0 to 5.0 for a New AEC Sector BT-Architecture and Design for Industry 4.0: Theory and Practice; Barberio, M., Colella, M., Figliola, A., Battisti, A., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 3–17. ISBN 978-3-031-36922-3. [Google Scholar]
- Lagorio, A.; Cimini, C.; Pirola, F.; Pinto, R. A Task-Based and HF-Based Reference Framework for Digital Technologies Choice and Adoption. IFAC-PapersOnLine 2021, 54, 25–30. [Google Scholar] [CrossRef]
- Lagorio, A.; Cimini, C.; Piffari, C.; Galimberti, M.; Pirola, F.; Pinto, R. Operationalisation and Validation of a Human Factors-Based Decision Support Framework for Technology Adoption in the Logistics Sector. Int. J. Logist. Res. Appl. 2023, 26, 1–23. [Google Scholar] [CrossRef]
- Lorson, F.; Fügener, A.; Hübner, A. New Team Mates in the Warehouse: Human Interactions with Automated and Robotized Systems. IISE Trans. 2023, 55, 536–553. [Google Scholar] [CrossRef]
- Thylén, N.; Wänström, C.; Hanson, R. Challenges in Introducing Automated Guided Vehicles in a Production Facility–Interactions between Human, Technology, and Organisation. Int. J. Prod. Res. 2023, 61, 7809–7829. [Google Scholar] [CrossRef]
- Dossou, P.-E.; Nshokano, C. Framework for Implementing Digital Twin as an Industry 5.0 Concept to Increase the SME Performance BT-Flexible Automation and Intelligent Manufacturing: Establishing Bridges for More Sustainable Manufacturing Systems; Silva, F.J.G., Ferreira, L.P., Sá, J.C., Pereira, M.T., Pinto, C.M.A., Eds.; Springer Nature Switzerland: Cham, Switzerland, 2023; pp. 590–600. [Google Scholar]
- Grosse, E.H.; Sgarbossa, F.; Berlin, C.; Neumann, W.P. Human-Centric Production and Logistics System Design and Management: Transitioning from Industry 4.0 to Industry 5.0 Transitioning from Industry 4.0 to Industry 5.0. Int. J. Prod. Res. 2023, 61, 7749–7759. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chivilò, M.; Meneghetti, A. An Industry 5.0 Perspective on Feeding Production Lines. Sustainability 2023, 15, 16088. https://doi.org/10.3390/su152216088
Chivilò M, Meneghetti A. An Industry 5.0 Perspective on Feeding Production Lines. Sustainability. 2023; 15(22):16088. https://doi.org/10.3390/su152216088
Chicago/Turabian StyleChivilò, Michele, and Antonella Meneghetti. 2023. "An Industry 5.0 Perspective on Feeding Production Lines" Sustainability 15, no. 22: 16088. https://doi.org/10.3390/su152216088
APA StyleChivilò, M., & Meneghetti, A. (2023). An Industry 5.0 Perspective on Feeding Production Lines. Sustainability, 15(22), 16088. https://doi.org/10.3390/su152216088