
Evaluation of Waste Bottle Crates in the Form of Pyro-Oil and Fine Granules as Bitumen Rejuvenators and Modifiers




Abstract
1. Introduction
- (1)
- Melting point in the range of 250–260 °C;
- (2)
- Softening point from 90 °C (approx.);
- (3)
- Transparent, robust, solvent-resistant, and a barrier to gases and moisture.
2. Materials and Methods
2.1. Materials
2.1.1. Virgin Bitumen (VB)
2.1.2. HDPEW-Modified Bitumen (VB+FG-HDPEW)
2.1.3. Aged Bitumen (AB)
2.1.4. Rejuvenated Aged Bitumen (AB+PO-HDPEW)
2.2. Methods
3. Results and Discussion
3.1. Traditional Characterization Tests
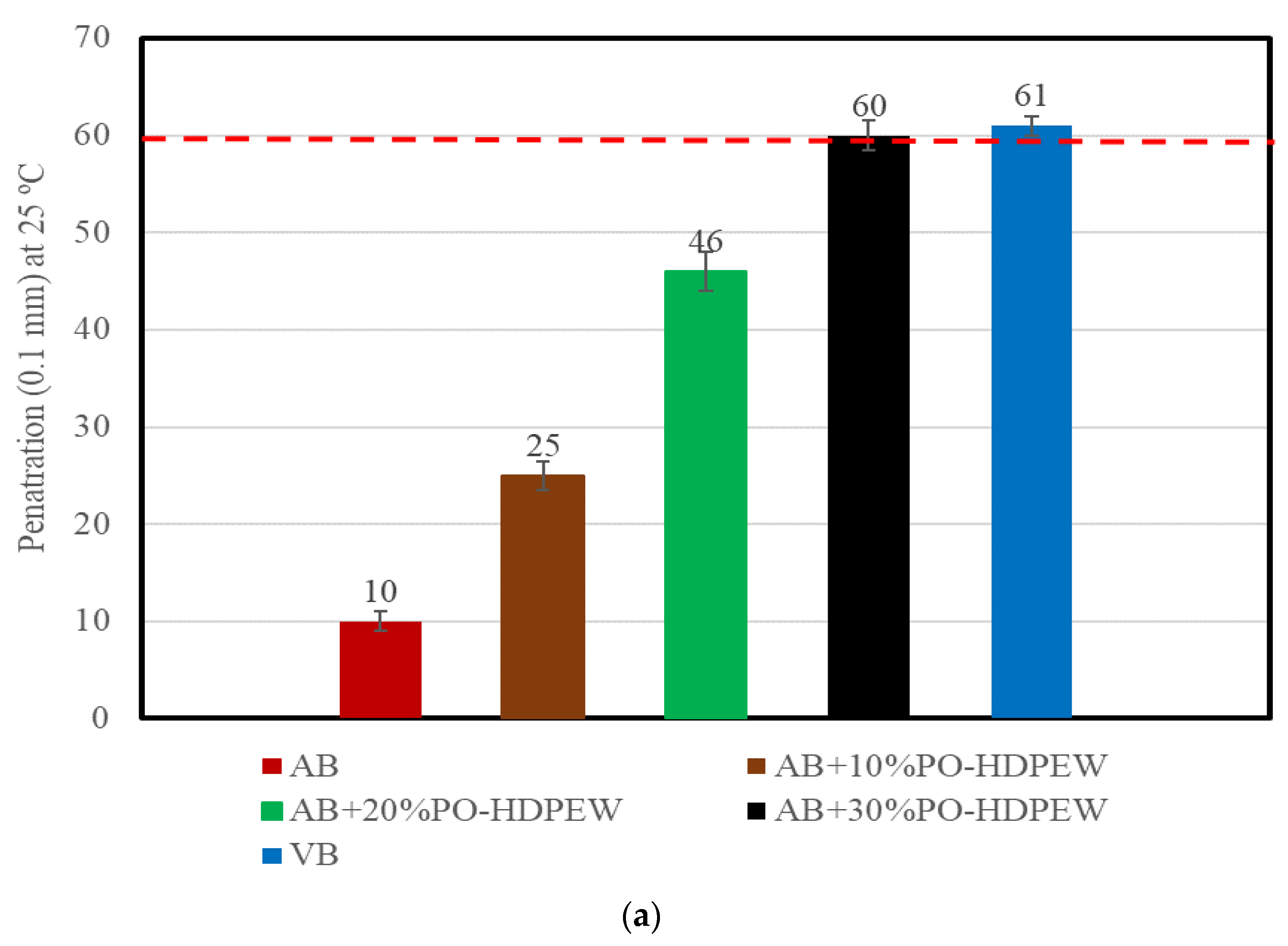
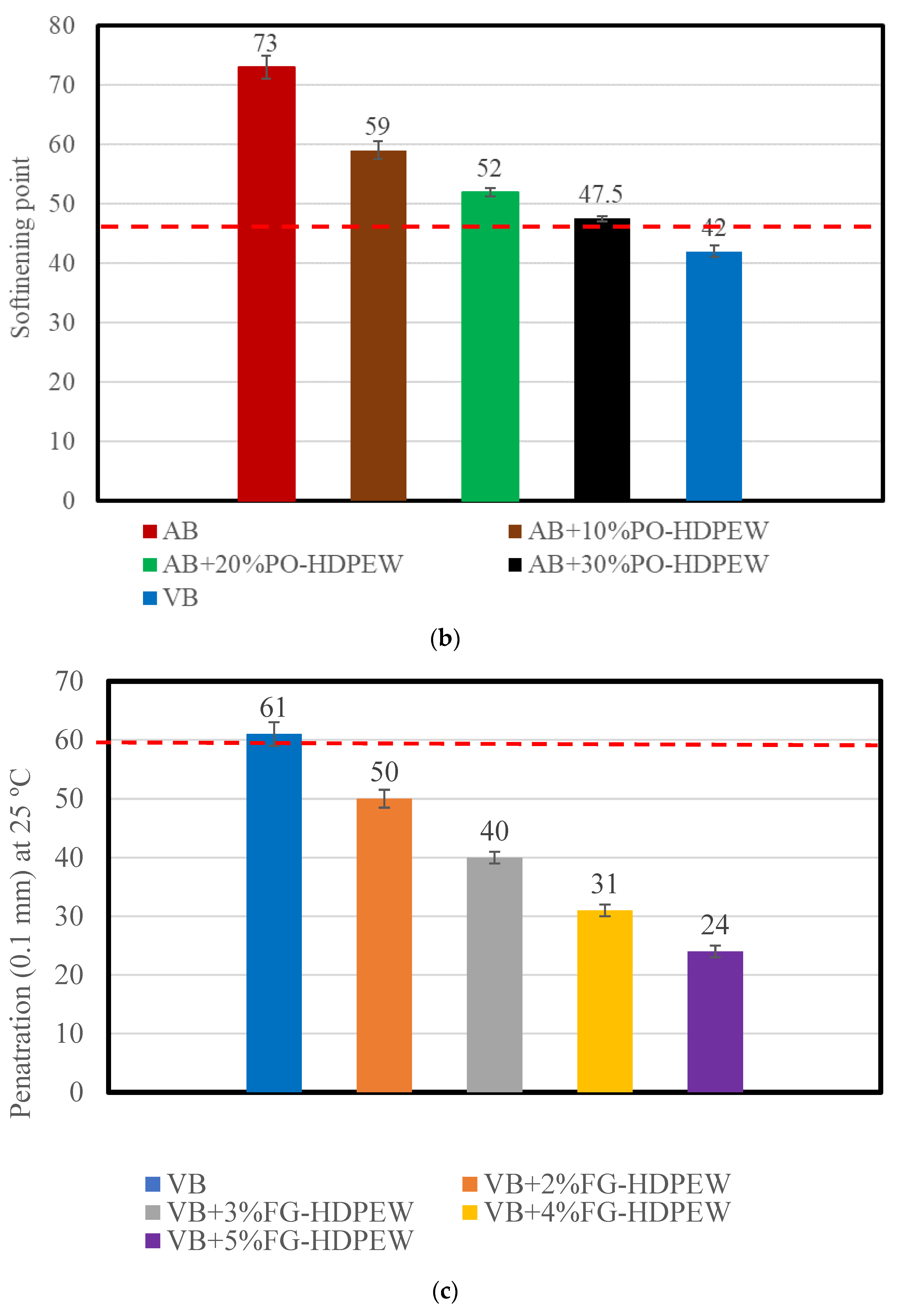
3.1.1. Penetration and Softening Point
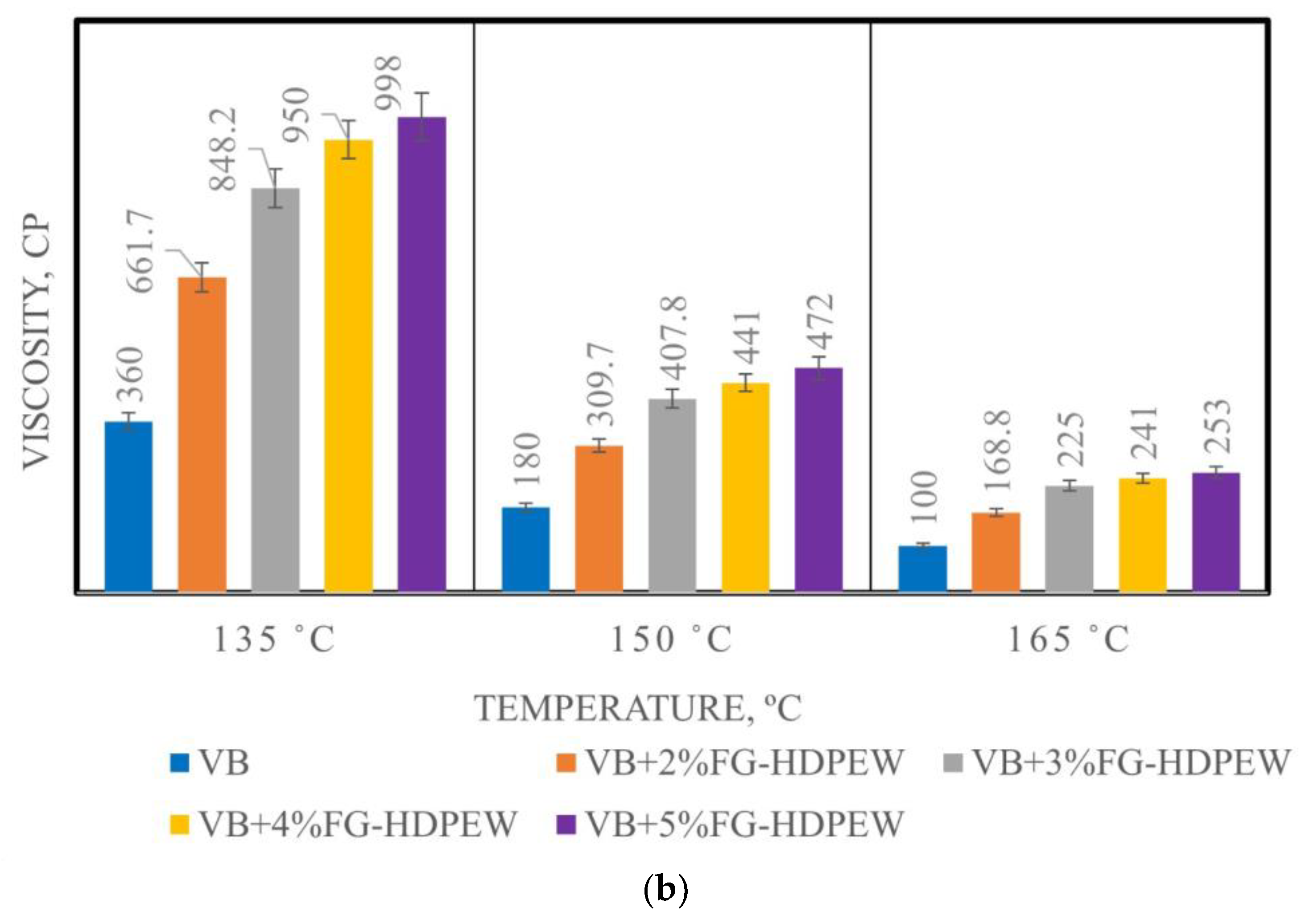
3.1.2. Rotational Viscosity (RV)
3.2. Morphological and Chemical Tests
3.2.1. Scanning Electron Microscopy (SEM)/Energy Dispersive X-ray Spectroscopy (EDX)
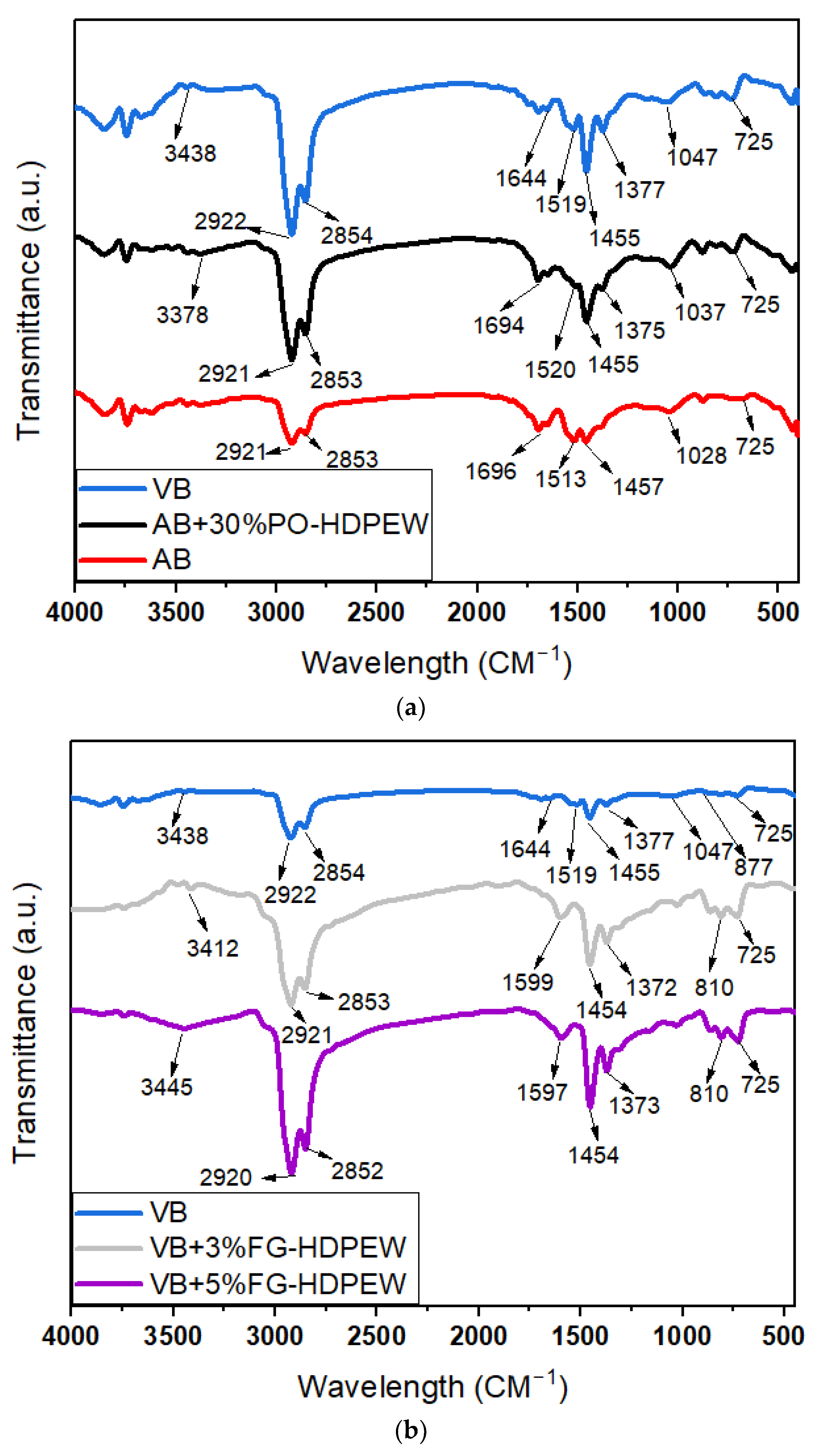
3.2.2. Fourier Transform Infrared Spectroscopy (FTIR)
3.3. Advanced Rheomechanical Tests
3.3.1. Dynamic Shear Rheometer (DSR)
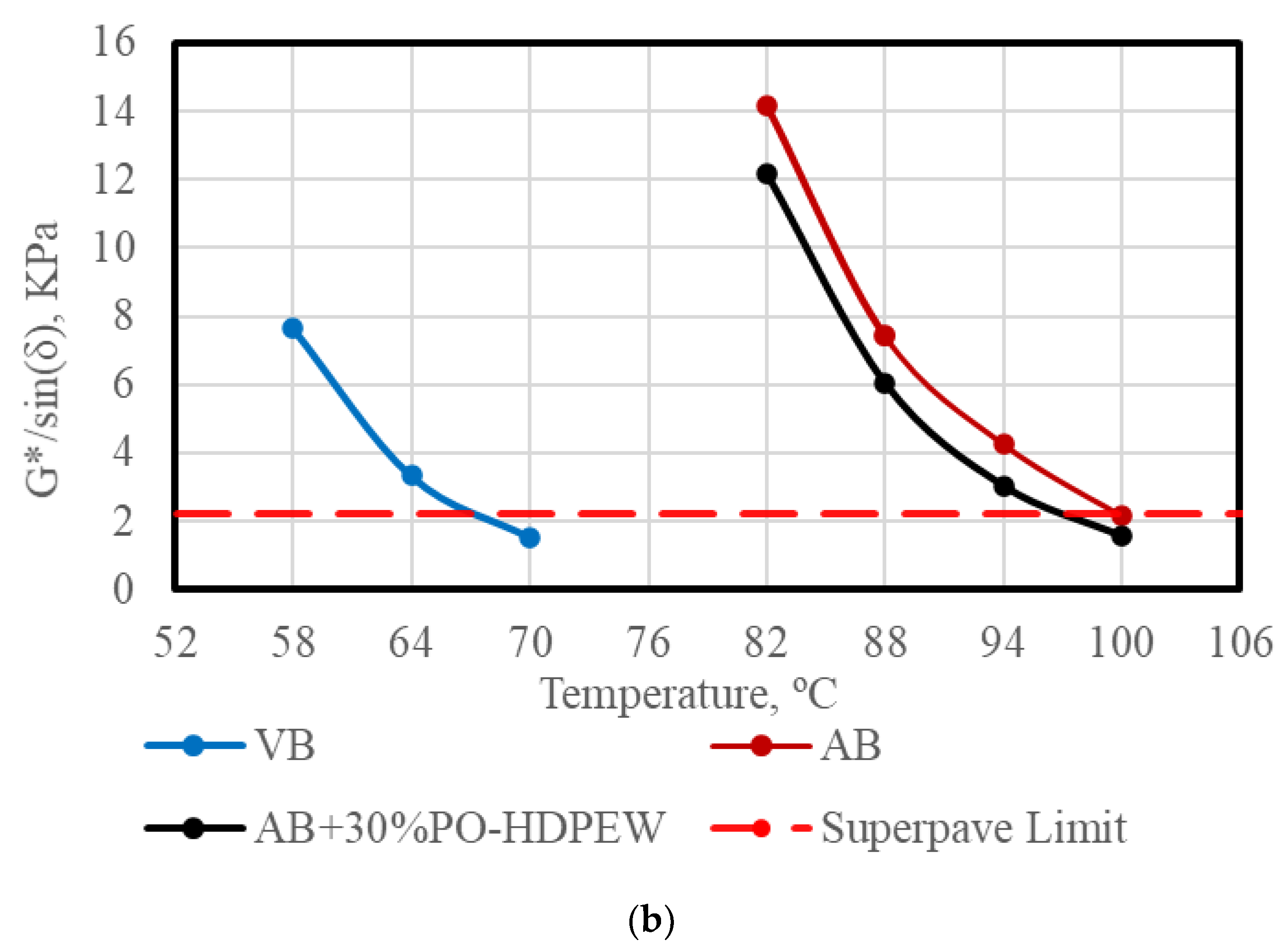
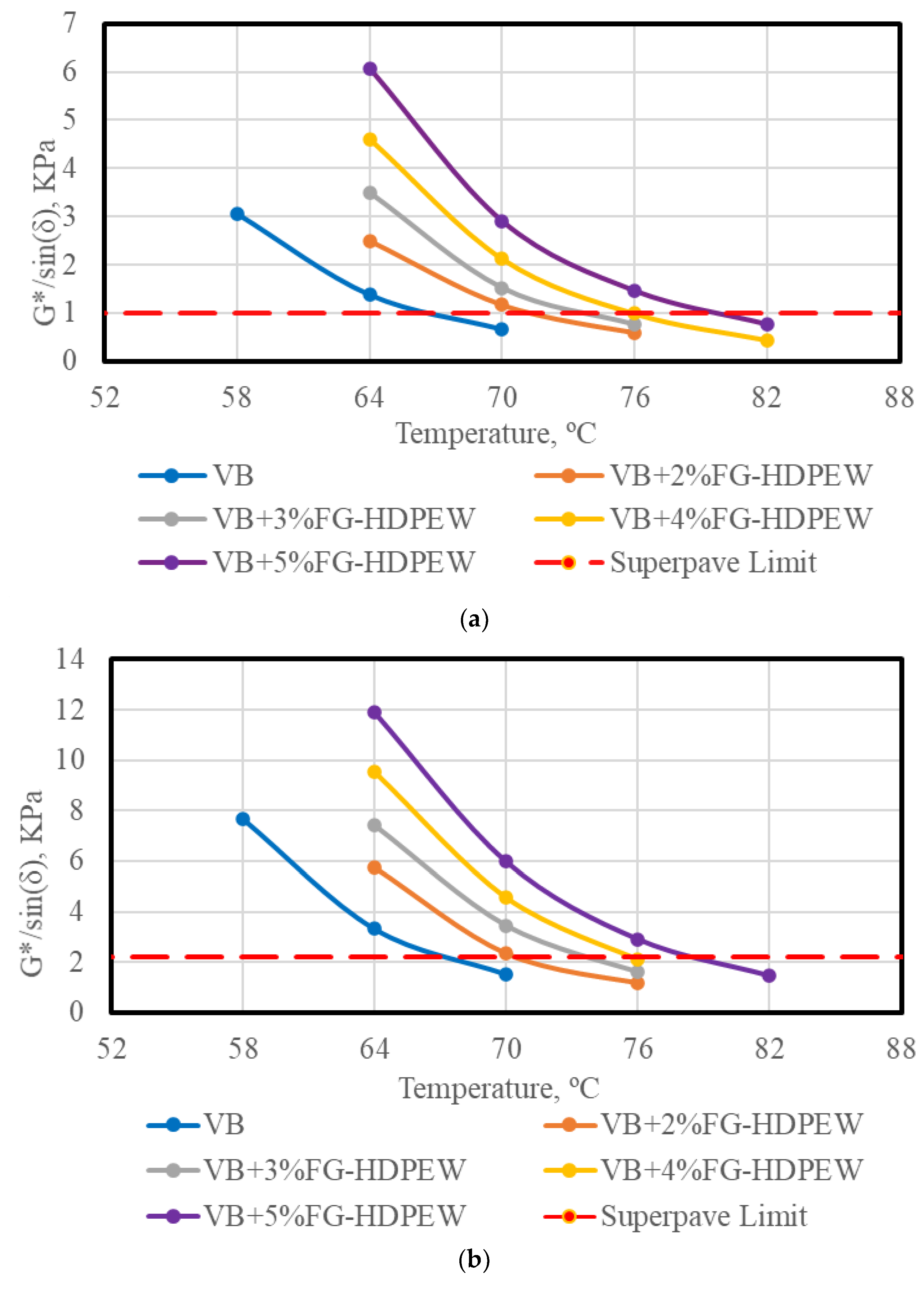
Rutting Parameter (G*/sin δ)
Fatigue Parameter (G* × sin δ)
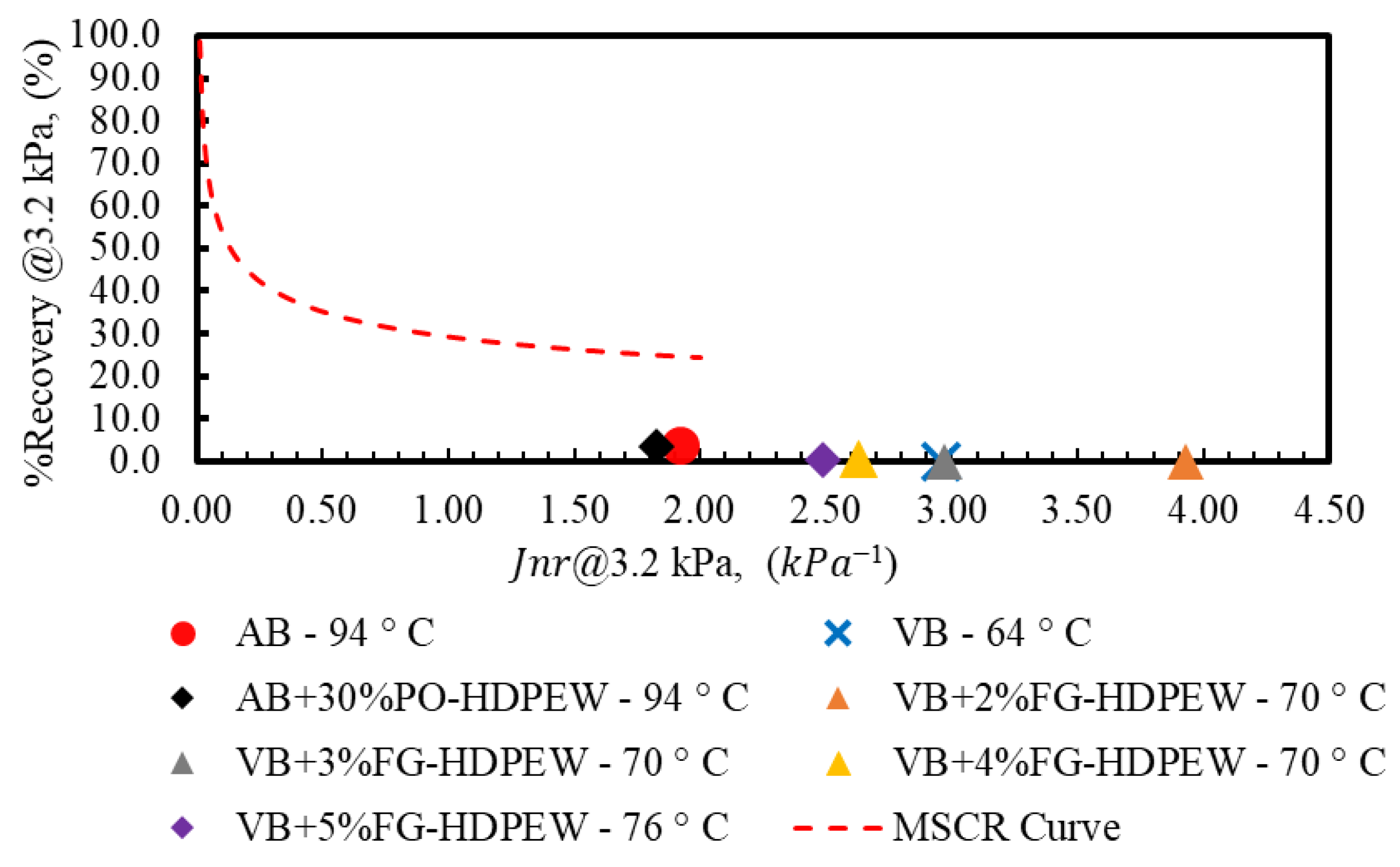
3.3.2. Multiple Stress Creep and Recovery (MSCR)
3.3.3. Linear Amplitude Sweep (LAS)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Abdelfattah, I. Laboratory Evaluation of Asphalt Mixtures Modified with Nanomaterials. Master’s Thesis, Mansoura University, Mansoura, Egypt, 2016. [Google Scholar]
- Sörensen, A.; Wichert, B. Asphalt and bitumen. Ullmann’s Encycl. Ind. Chem. 2000, 42, 2374–2380. [Google Scholar]
- Colbert, B.; You, Z. The Properties of Asphalt Binder Blended with Variable Quantities of Recycled Asphalt Using Short Term and Long-Term Aging Simulations. Constr. Build. Mater. 2012, 26, 552–557. [Google Scholar] [CrossRef]
- Copeland, A. Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice; FHWA Publication No. FHWA-HRT-11; FHWA, U.S. Department of Transportation Federal Highway Administration: Washington, DC, USA, 2011; Volume 21.
- Ameri, M.; Mansourkhaki, A.; Daryaee, D. Evaluation of Fatigue Behavior of High Reclaimed Asphalt Binder Mixes Modified with Rejuvenator and Softer Bitumen. Constr. Build. Mater. 2018, 191, 702–712. [Google Scholar] [CrossRef]
- Yu, H.; Zhu, Z.; Zhang, Z.; Yu, J.; Oeser, M.; Wang, D. Recycling Waste Packaging Tape into Bituminous Mixtures towards Enhanced Mechanical Properties and Environmental Benefits. J. Clean. Prod. 2019, 229, 22–31. [Google Scholar] [CrossRef]
- García, Á.; Schlangen, E.; van de Ven, M.; Sierra-Beltrán, G. Preparation of Capsules Containing Rejuvenators for Their Use in Asphalt Concrete. J. Hazard. Mater. 2010, 184, 603–611. [Google Scholar] [CrossRef] [PubMed]
- El-Shorbagy, A.M.; El-Badawy, S.M.; Gabr, A.R. Investigation of Waste Oils as Rejuvenators of Aged Bitumen for Sustainable Pavement. Constr. Build. Mater. 2019, 220, 228–237. [Google Scholar] [CrossRef]
- Jamshidi, M. Systems of Systems Engineering: Principles and Applications; CRC Press: Boca Raton, FL, USA, 2017. [Google Scholar]
- Pradhan, S.K.; Sahoo, U.C. Use of Mahua Oil for Rejuvenation of the Aged Binder through Laboratory Investigations. Int. J. Transp. Sci. Technol. 2022, 11, 32–45. [Google Scholar] [CrossRef]
- Hınıslıoğlu, S.; Ağar, E. Use of Waste High Density Polyethylene as Bitumen Modifier in Asphalt Concrete Mix. Mater. Lett. 2004, 58, 267–271. [Google Scholar] [CrossRef]
- Kanitpong, K.; Cho, D.-W.; Bahia, H. Effect of Additives on Performance of Asphalt Mixtures. Proc. Inst. Civ. Eng. Mater. 2006, 159, 103–110. [Google Scholar] [CrossRef]
- Espinoza-Luque, A.F.; Al-Qadi, I.L.; Ozer, H. Optimizing Rejuvenator Content in Asphalt Concrete to Enhance Its Durability. Constr. Build. Mater. 2018, 179, 642–648. [Google Scholar] [CrossRef]
- Hussein, Z.H.; Yaacob, H.; Idham, M.K.; Hassan, N.A.; Choy, L.J.; Jaya, R.P. Restoration of Aged Bitumen Properties Using Maltenes. IOP Conf. Ser. Mater. Sci. Eng. 2020, 713, 012014. [Google Scholar] [CrossRef]
- Al-Saffar, Z.H.; Yaacob, H.; Mohd Satar, M.K.I.; Mohd Usak, S.N.; Jaya, R.P.; Hassan, N.A.; Radeef, H.R.; Warid, M.N.M. Evaluating the Performance of Reclaimed Asphalt Pavement Incorporating PelletRAP as a Rejuvenator. IOP Conf. Ser. Earth Environ. Sci. 2021, 682, 012068. [Google Scholar] [CrossRef]
- Huang, W.; Guo, Y.; Zheng, Y.; Ding, Q.; Sun, C.; Yu, J.; Zhu, M.; Yu, H. Chemical and Rheological Characteristics of Rejuvenated Bitumen with Typical Rejuvenators. Constr. Build. Mater. 2021, 273, 121525. [Google Scholar] [CrossRef]
- Costa, L.M.B.; Silva, H.; Oliveira, J.R.M.; Fernandes, S.R.M. Incorporation of Waste Plastic in Asphalt Binders to Improve Their Performance in the Pavement. Int. J. Pavement Res. Technol. 2013, 6, 457–464. [Google Scholar]
- Daryaee, D.; Ameri, M.; Mansourkhaki, A. Utilizing of Waste Polymer Modified Bitumen in Combination with Rejuvenator in High Reclaimed Asphalt Pavement Mixtures. Constr. Build. Mater. 2020, 235, 117516. [Google Scholar] [CrossRef]
- Mogawer, W.S.; Austerman, A.J.; Kluttz, R.; Puchalski, S. Using Polymer Modification and Rejuvenators to Improve the Performance of High Reclaimed Asphalt Pavement Mixtures. Transp. Res. Rec. 2016, 2575, 10–18. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Yang, Y.; Wang, J.; Leeke, G.A. Pyro-Oil and Wax Recovery from Reclaimed Plastic Waste in a Continuous Auger Pyrolysis Reactor. Energies 2020, 13, 2040. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. The Valorization of Plastic Solid Waste (PSW) by Primary to Quaternary Routes: From Re-Use to Energy and Chemicals. Prog. Energy Combust. Sci. 2010, 36, 103–129. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Antelava, A.; Constantinou, A.; Manos, G.; Dutta, A. A Review on Thermal and Catalytic Pyrolysis of Plastic Solid Waste (PSW). J. Environ. Manag. 2017, 197, 177–198. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Xiao, F.; Amirkhanian, S. Recent Applications of Waste Solid Materials in Pavement Engineering. Waste Manag. 2020, 108, 78–105. [Google Scholar] [CrossRef] [PubMed]
- Radeef, H.R.; Abdul Hassan, N.; Abidin, A.R.Z.; Mahmud, M.Z.H.; Yusoffa, N.I.M.; Idham Mohd Satar, M.K.; Warid, M.N.M. Enhanced Dry Process Method for Modified Asphalt Containing Plastic Waste. Front. Mater. 2021, 8, 700231. [Google Scholar] [CrossRef]
- Brasileiro, L.; Moreno-Navarro, F.; Tauste-Martínez, R.; Matos, J.; Rubio-Gámez, M. del C. Reclaimed Polymers as Asphalt Binder Modifiers for More Sustainable Roads: A Review. Sustainability 2019, 11, 646. [Google Scholar] [CrossRef]
- Hayat, U.; Rahim, A.; Khan, A.H.; Ur Rehman, Z. Use of Plastic Wastes and Reclaimed Asphalt for Sustainable Development. Balt. J. Road Bridge Eng. 2020, 15, 182–196. [Google Scholar] [CrossRef]
- Nanda, S.; Berruti, F. Thermochemical Conversion of Plastic Waste to Fuels: A Review. Environ. Chem. Lett. 2021, 19, 123–148. [Google Scholar] [CrossRef]
- Soni, V.K.; Singh, G.; Vijayan, B.K.; Chopra, A.; Kapur, G.S.; Ramakumar, S.S. V Thermochemical Recycling of Waste Plastics by Pyrolysis: A Review. Energy Fuels 2021, 35, 12763–12808. [Google Scholar] [CrossRef]
- Aguado, J.; Serrano, D.P.; Escola, J.M. Fuels from Waste Plastics by Thermal and Catalytic Processes: A Review. Ind. Eng. Chem. Res. 2008, 47, 7982–7992. [Google Scholar] [CrossRef]
- Butler, E.; Devlin, G.; Meier, D.; McDonnell, K. A Review of Recent Laboratory Research and Commercial Developments in Fast Pyrolysis and Upgrading. Renew. Sustain. Energy Rev. 2011, 15, 4171–4186. [Google Scholar] [CrossRef]
- Hussein, Z.; Shakor, Z.; Alzuhairi, M.; Al-Sheikh, F. Thermal and catalytic cracking of plastic waste: A review. Int. J. Environ. Anal. Chem. 2021, 1–18. [Google Scholar] [CrossRef]
- Hadole, H.P.; Suryawanshi, S.D.; Khapne, V.A.; Ranadive, M.S. Moisture Damage Resistance of Short-Term Aged Pyro-Oil–Modified Bitumen Using Rolling Thin Film Oven by Surface Free Energy Approach. J. Mater. Civ. Eng. 2021, 33, 4021268. [Google Scholar] [CrossRef]
- Doğan, M. Effect of Polymer Additives on the Physical Properties of Bitumen Based Composites. Master’s Thesis, Middle East Technical University, Ankara, Turkey, 2006. [Google Scholar]
- Gahleitner, M.; Paulik, C. Polypropylene. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- Zhou, X.; Zhao, G.; Miljković, M.; Tighe, S.; Chen, M.; Wu, S. Crystallization Kinetics and Morphology of Biochar Modified Bio-Asphalt Binder. J. Clean. Prod. 2022, 349, 131495. [Google Scholar] [CrossRef]
- Plastics Europe. Plastics Europe: Enabling a Sustainable Future. Available online: https://plasticseurope.org/ (accessed on 4 April 2023).
- American Chemistry Council. Available online: https://www.americanchemistry.com/chemistry-in-america/chemistry-in-everyday-products/plastics (accessed on 4 April 2023).
- Wikipedia. Available online: https://en.wikipedia.org/wiki/High-density_polyethylene (accessed on 7 April 2023).
- Attaelmanan, M.; Feng, C.P.; Ai, A.H. Laboratory Evaluation of HMA with High Density Polyethylene as a Modifier. Constr. Build. Mater. 2011, 25, 2764–2770. [Google Scholar] [CrossRef]
- Dalhat, M.A.; Al-Abdul Wahhab, H.I. Performance of Recycled Plastic Waste Modified Asphalt Binder in Saudi Arabia. Int. J. Pavement Eng. 2017, 18, 349–357. [Google Scholar] [CrossRef]
- ASTM D2172–05; Standard Test Methods for Quantitative Extraction of Bitumen from Bituminous Paving Mixtures. ASTM: West Conshohocken, PA, USA, 2005.
- Kumar, S.; Singh, R.K. Recovery of Hydrocarbon Liquid from Waste High Density Polyethylene by Thermal Pyrolysis. Braz. J. Chem. Eng. 2011, 28, 659–667. [Google Scholar] [CrossRef]
- ASTM D5/D5M-20; Standard Test Method for Penetration of Bituminous Materials. ASTM: West Conshohocken, PA, USA, 2020.
- ASTM D36/D36M-14; Standard Test Method for Softening Point of Bitumen (Ring-and-Ball Apparatus). ASTM: West Conshohocken, PA, USA, 2014.
- AASHTO T 316–19; Viscosity Determination of Bitumen Binder Using Rotational Viscometer. AASHTO: Washington, DC, USA, 2019.
- AASHTO T 315–20; Standard Test Method for Determining the Rheological Properties of Bitumen Binder Using a Dynamic Shear Rheometer (DSR). AASHTO: Washington, DC, USA, 2020.
- AASHTO T 240–21; Standard Method of Test for Effect of Heat and Air on a Moving Film of Bitumen Binder (Rolling Thin-Film Oven Test). AASHTO: Washington, DC, USA, 2021.
- AASHTO T 350–19; Multiple Stress Creep Recovery (MSCR) Test of Bitumen Binder Using a Dynamic Shear Rheometer (DSR). AASHTO: Washington, DC, USA, 2019.
- AASHTO R 28–22; Standard Practice for Accelerated Aging of Bitumen Binder Using a Pressurized Aging Vessel (PAV). AASHTO: Washington, DC, USA, 2022.
- AASHTO T 391-20; Estimating Fatigue Resistance of Bitumen Binder Using the Linear Amplitude Sweep. AASHTO: Washington, DC, USA, 2020.
- Read, J.; Whiteoak, D.; Hunter, R.N. The Shell Bitumen Handbook; Thomas Telford: London, UK, 2003; ISBN 072773220X. [Google Scholar]
- Salem, M.E.; Awed, A.M.; El-Badawy, S.M.; Xiao, F. Comprehensive Physico-Chemical and Rheo-Mechanical Characterization of Multiple Asphalt Binder Microphases to Meet Egyptian Conditions. Case Stud. Constr. Mater. 2022, 17, e01539. [Google Scholar] [CrossRef]
- Sheng, X.; Xu, T.; Wang, M. Preparation, Shape Memory Performance and Microstructures of Emulsified Asphalt Modified by Multi-Walled Carbon Nanotubes. Constr. Build. Mater. 2020, 230, 1–30. [Google Scholar] [CrossRef]
- AASHTO-M320; Standard Method of Test for Performance Graded Bitumen Binder. American Association of State and Highway Transportation Officials: Washington, DC, USA, 2003.
- Hou, X.; Lv, S.; Chen, Z.; Xiao, F. Applications of Fourier Transform Infrared Spectroscopy Technologies on Asphalt Materials. Measurement 2018, 121, 304–316. [Google Scholar] [CrossRef]
- AASHTO M 332–22; Standard Specification for Performance-Graded Bitumen Binder Using Multiple Stress Creep and Recovery (MSCR) Test. AASHTO: Washington, DC, USA, 2022.
- Alghrafy, Y.M.; Abd Alla, E.-S.M.; El-Badawy, S.M. Rheological Properties and Aging Performance of Sulfur Extended Asphalt Modified with Recycled Polyethylene Waste. Constr. Build. Mater. 2021, 273, 121771. [Google Scholar] [CrossRef]
- Liu, H.; Zeiada, W.; Al-Khateeb, G.G.; Shanableh, A.; Samarai, M. Use of the Multiple Stress Creep Recovery (MSCR) Test to Characterize the Rutting Potential of Asphalt Binders: A Literature Review. Constr. Build. Mater. 2021, 269, 121320. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Tests | Experimental Tests | Specimen Type | Aging Condition | Testing Purpose | Specification |
|---|---|---|---|---|---|
| Traditional Characterization Tests | Penetration | Conducted on AG, VB, and all percentages of rejuvenated and modified bitumen to determine the optimum percentages | Unaged Specimens | Measure the consistency of bitumen through penetration | ASTM D5/D5M-20 [43] |
| Softening Point | Determine the temperature at which bitumen is softened | ASTM D36/D36M-14 [44] | |||
| RV | Characterize the bitumen dynamic viscosity | AASHTO T 316-19 [45] | |||
| Morphological and Chemical Tests | SEM | Conducted on AG, VB, and optimum percentages of rejuvenated and modified bitumen | Unaged Specimens | Investigate the micromorphology of bitumen at microscopic scales | --- |
| EDX | Quantitatively perform the bitumen’s elemental analysis and its chemical characterization | --- | |||
| FTIR | Quantitatively analyze the change of certain functional groups to identify the aging degree of bitumen | --- | |||
| Advanced Rheomechanical Tests | DSR | Conducted on AG, VB, and optimum percentages of rejuvenated and modified bitumen | Unaged, Short-term aged, and Long-term aged specimens | Characterize the viscous and elastic behavior of bitumen and determine its performance grade | AASHTO T 315-20 [46] |
| RTFO | Unaged specimens | Simulate short-term aging conditions | AASHTO T 240-21 [47] | ||
| MSCR | Short-term aged specimens | Evaluate the bitumen’s ability to resist permanent deformation (rutting) | AASHTO T 350-19 [48] | ||
| PAV | Short-term aged specimens | Simulate long-term aging conditions | AASHTO R 28-22 [49] | ||
| LAS | Long-term aged specimens | Evaluate the bitumen’s ability to resist fatigue cracking | AASHTO T 391-20 [50] |
| Bitumen Type | AB | AB+PO-HDPEW | VB | VB+FG-HDPEW | |||||
|---|---|---|---|---|---|---|---|---|---|
| 10% | 20% | 30% | 2% | 3% | 4% | 5% | |||
| PI | 0.06 | −0.67 | −0.91 | −1.44 | −3.02 | −1.98 | −2.05 | −2.19 | −2.37 |
| AB | PO-HDPEW | AB+30%PO-HDPEW | |||
|---|---|---|---|---|---|
| Element | Weight % | Element | Weight % | Element | Weight % |
| C | 86.45 | C | 53.16 | C | 51.22 |
| O | 7.32 | N | 41.30 | N | 21.87 |
| Al | 0.07 | O | 5.49 | O | 23.95 |
| Si | 0.41 | Cu | 0.05 | Ca | 2.28 |
| S | 4.32 | --- | --- | Cu | 0.68 |
| Ca | 1.34 | --- | --- | --- | --- |
| Fe | 0.08 | --- | --- | --- | --- |
| VB | VB+3%FG-HDPEW | VB+5%FG-HDPEW | |||
| Element | Weight % | Element | Weight % | Element | Weight % |
| C | 90.57 | C | 89.76 | C | 93.72 |
| O | 2.80 | Al | 3.59 | Si | 1.02 |
| S | 6.62 | Si | 5.43 | S | 5.12 |
| --- | --- | Ca | 1.21 | Ca | 0.14 |
| AB | AB+30%PO-HDPEW | ||||
|---|---|---|---|---|---|
| Wavelength (cm−1) | Function group | Wavelength (cm−1) | Function group | ||
| --- | --- | 3378 | OH– | ||
| 2921 | CH-Alkane stretching | 2921 | CH-Alkane stretching | ||
| 2853 | C-H | 2853 | C-H | ||
| 1696 | C=O | 1694 | C=O | ||
| 1513 | C=C stretching | 1520 | C=C stretching | ||
| 1457 | C–H bending | 1455 | C–H bending | ||
| --- | --- | 1375 | C-H bending | ||
| 1028 | C–O | 1037 | C–O | ||
| 725 | C-H bending | 725 | C-H bending | ||
| VB | VB+3%FG-HDPEW | VB+5%FG-HDPEW | |||
| Wavelength (cm−1) | Function group | Wavelength (cm−1) | Function group | Wavelength (cm−1) | Function group |
| 3438 | -OH stretching | 3412 | -OH stretching | 3445 | -OH stretching |
| 2922 | CH-Alkane stretching | 2921 | CH-Alkane Stretching | 2920 | CH-Alkane stretching |
| 2854 | C-H | 2853 | C-H | 2852 | C-H |
| 1644 | C=O | --- | --- | --- | --- |
| 1519 | C=C stretching | 1599 | C=C stretching | 1597 | C=C stretching |
| 1455 | C–H bending | 1454 | C–H bending | 1454 | C–H bending |
| 1377 | C-H bending– | 1372 | C-H bending | 1373 | C-H bending |
| 1047 | C–O | --- | --- | --- | --- |
| 877 | -CH2 | 810 | -CH2 | 810 | -CH2 |
| 725 | C-H bending | 725 | C-H bending | 725 | C-H bending |
| Parameters | AB | VB | AB+30%PO-HDPEW | VB+2%FG-HDPEW | VB+3%FG-HDPEW | VB+4%FG-HDPEW | VB+5%FG-HDPEW |
|---|---|---|---|---|---|---|---|
| Temp. (°C) | 94 | 64 | 94 | 70 | 70 | 70 | 76 |
| R0.1 (%) | 15.51 | 3.11 | 14.86 | 2.43 | 9.80 | 12.58 | 9.55 |
| R3.2 (%) | 3.66 | 0.00 | 3.32 | 0.00 | 0.00 | 0.34 | 0.19 |
| Jnr0.1 (KPa·¹) | 1.52 | 2.73 | 1.62 | 3.55 | 2.41 | 1.99 | 1.91 |
| Jnr3.2 (KPa·¹) | 1.92 | 2.96 | 1.83 | 3.93 | 2.97 | 2.63 | 2.49 |
| Jnrdiff (%) | 27.04 | 8.53 | 25.64 | 10.72 | 23.02 | 32.32 | 30.82 |
| Traffic level | “H” | “S” | “H” | “S” | “S” | “S” | “S” |
| Parameter | VB | VB+2%FG-HDPEW | VB+3%FG-HDPEW | VB+4%FG-HDPEW | VB+5%FG-HDPEW |
|---|---|---|---|---|---|
| S, °C | 22 | 25 | 25 | 25 | 28 |
| α | 2.628 | 2.650 | 2.784 | 2.819 | 2.945 |
| A35 × 1000 | 1,262,000 | 681,500 | 2,582,000 | 3,966,000 | 5,142,000 |
| B | −5.256 | −5.300 | −5.568 | −5.638 | −5.890 |
| Nf (2.5) × 1000 | 10,215.8 | 5299.3 | 15,709.0 | 22,637.4 | 23,303.5 |
| Nf (5.0) × 1000 | 267.3 | 134.5 | 331.1 | 454.6 | 393.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
AL-Taheri, S.A.; Awed, A.M.; Gabr, A.R.; El-Badawy, S.M. Evaluation of Waste Bottle Crates in the Form of Pyro-Oil and Fine Granules as Bitumen Rejuvenators and Modifiers. Sustainability 2023, 15, 10918. https://doi.org/10.3390/su151410918
AL-Taheri SA, Awed AM, Gabr AR, El-Badawy SM. Evaluation of Waste Bottle Crates in the Form of Pyro-Oil and Fine Granules as Bitumen Rejuvenators and Modifiers. Sustainability. 2023; 15(14):10918. https://doi.org/10.3390/su151410918
Chicago/Turabian StyleAL-Taheri, Saleh A., Ahmed M. Awed, Alaa R. Gabr, and Sherif M. El-Badawy. 2023. "Evaluation of Waste Bottle Crates in the Form of Pyro-Oil and Fine Granules as Bitumen Rejuvenators and Modifiers" Sustainability 15, no. 14: 10918. https://doi.org/10.3390/su151410918
APA StyleAL-Taheri, S. A., Awed, A. M., Gabr, A. R., & El-Badawy, S. M. (2023). Evaluation of Waste Bottle Crates in the Form of Pyro-Oil and Fine Granules as Bitumen Rejuvenators and Modifiers. Sustainability, 15(14), 10918. https://doi.org/10.3390/su151410918