
Mechanical and Durability Properties of Self-Compacted Concrete Incorporating Waste Crumb Rubber as Sand Replacement: A Review


Abstract
1. Introduction
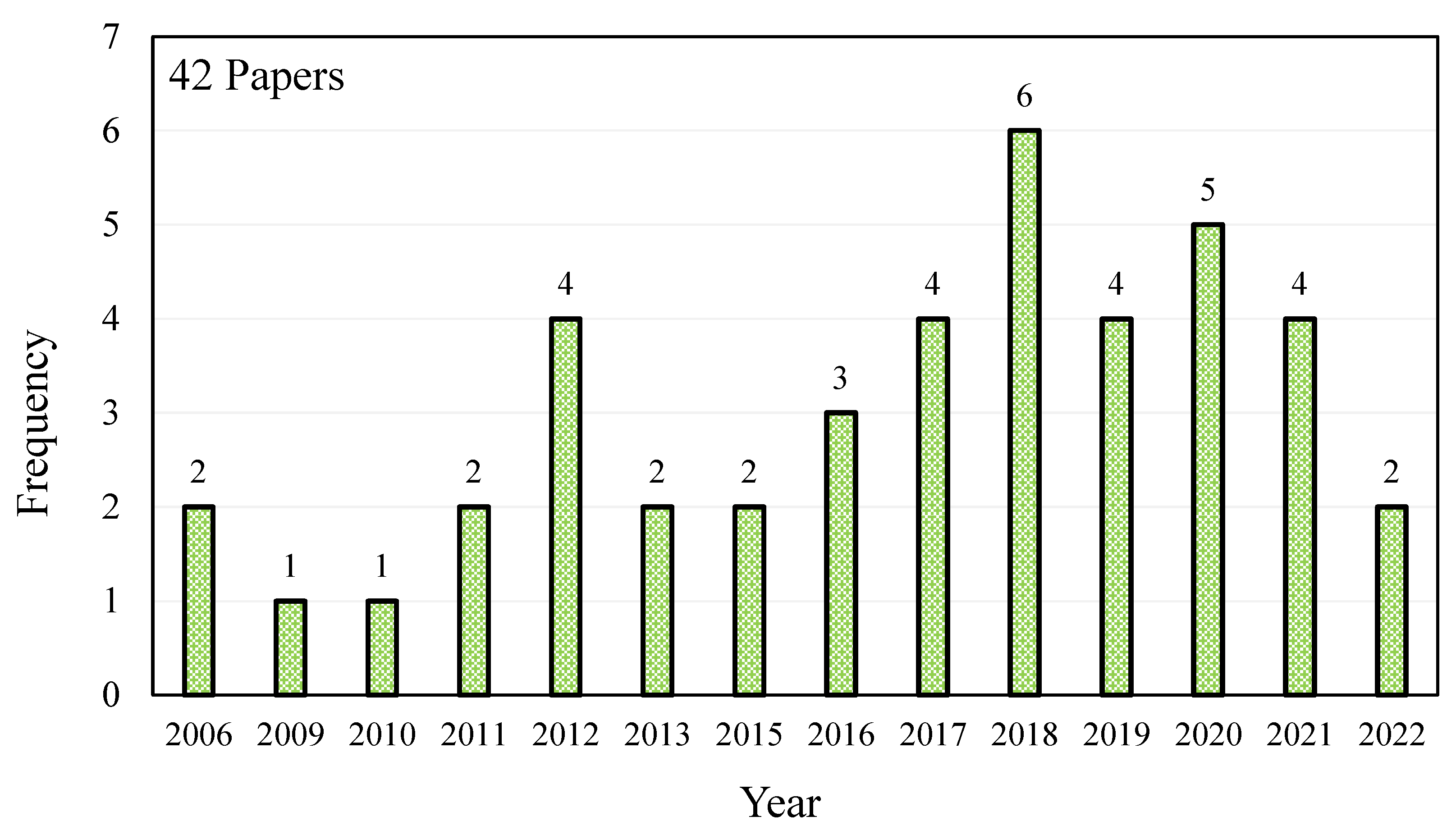
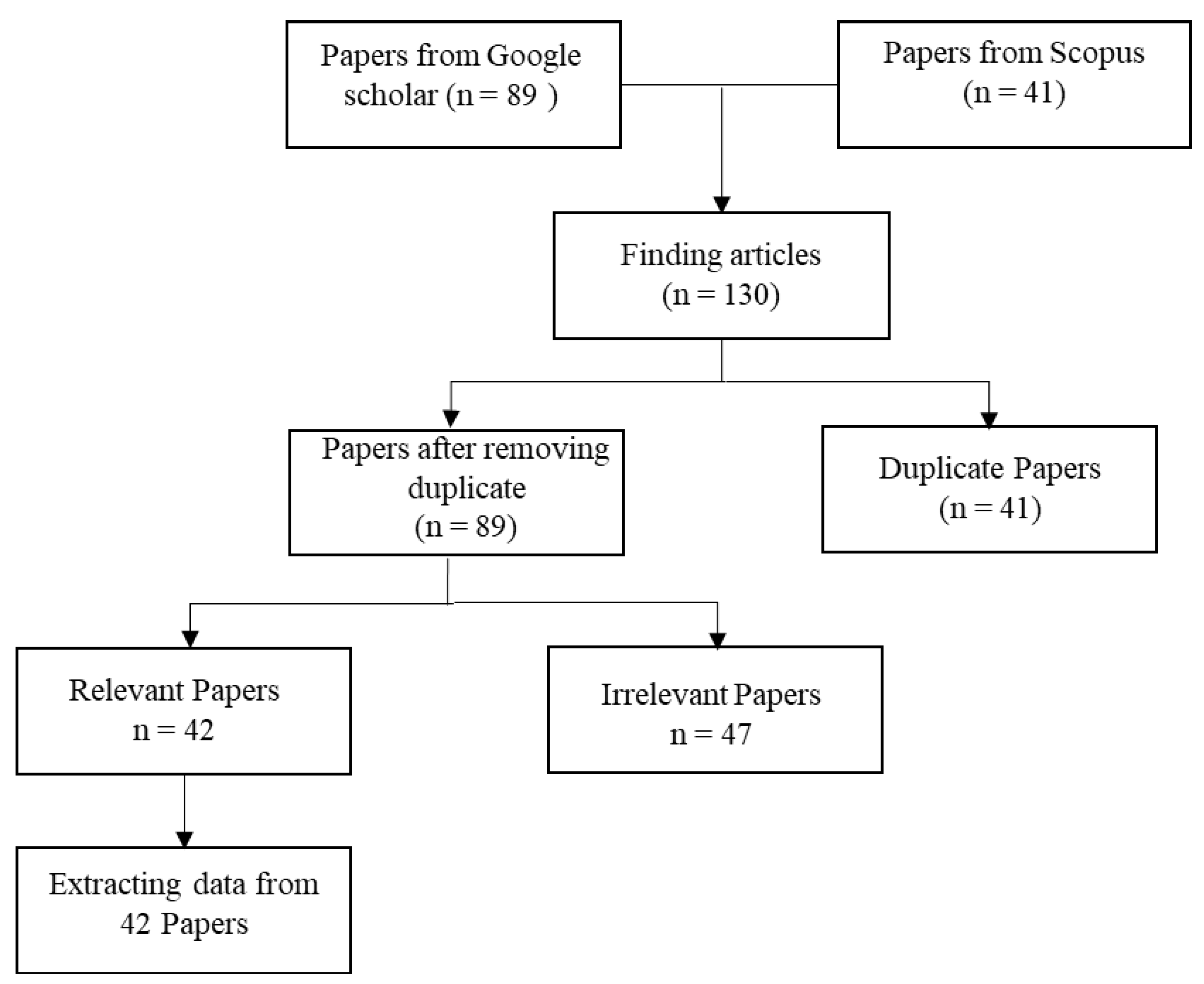
2. Methodology of Paper Selection
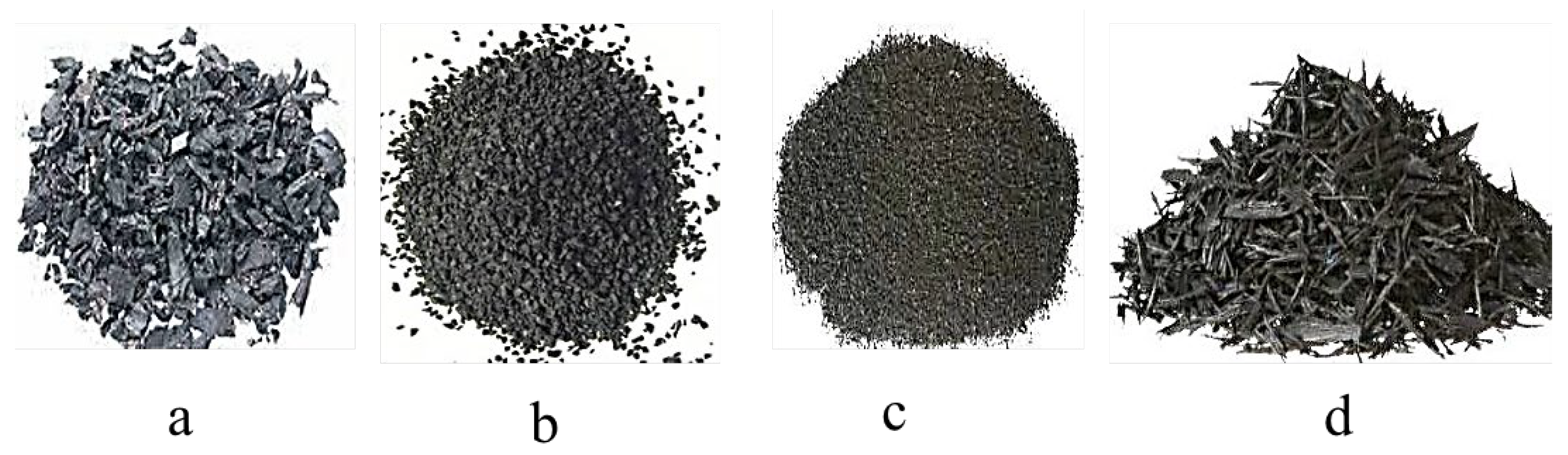
3. Manufacturing of CR Aggregates
4. Utilization and Types of Crumb Rubber in SCC
5. Effect of Crumb Rubber on the Hardened Properties of SCC
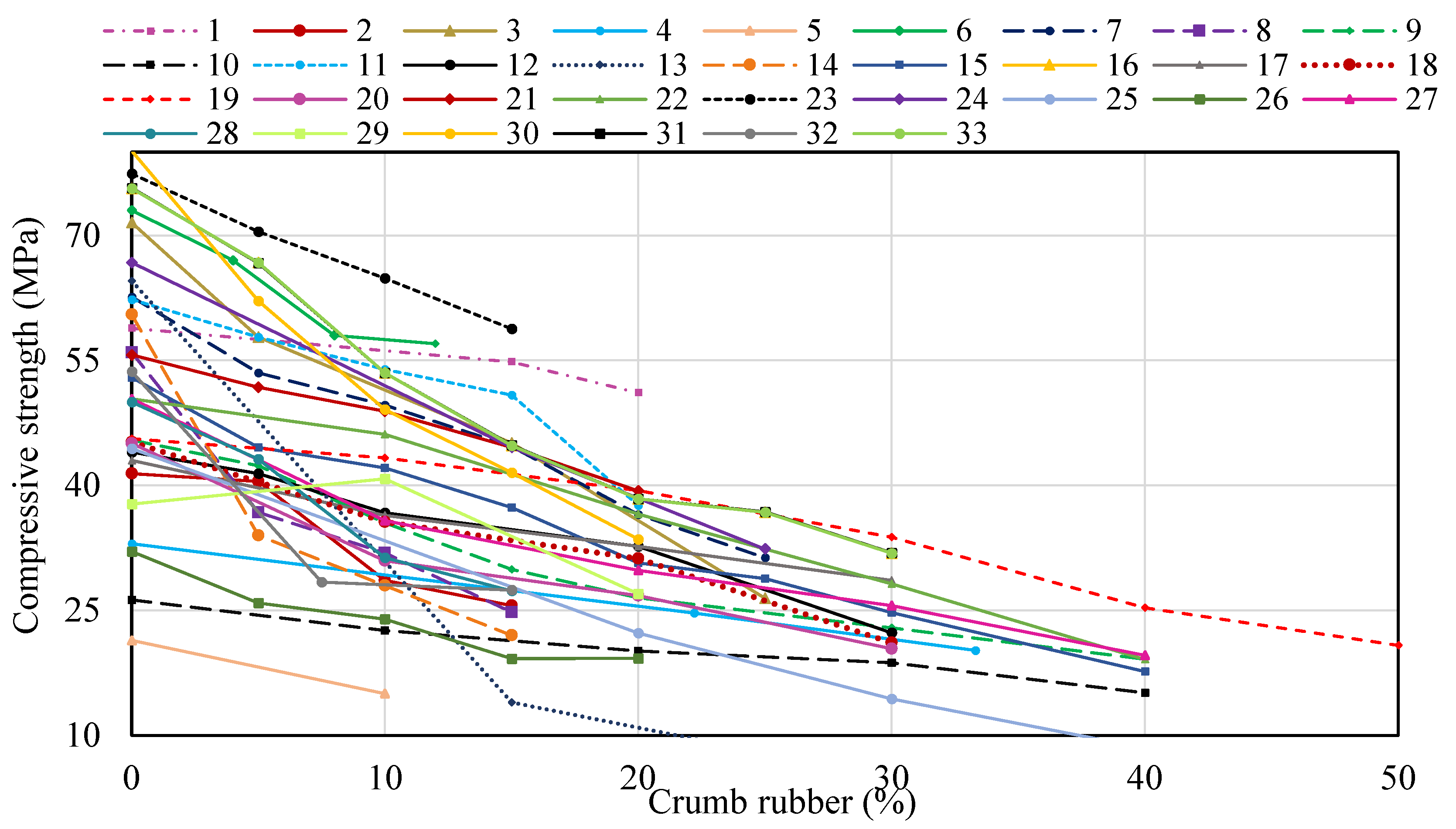
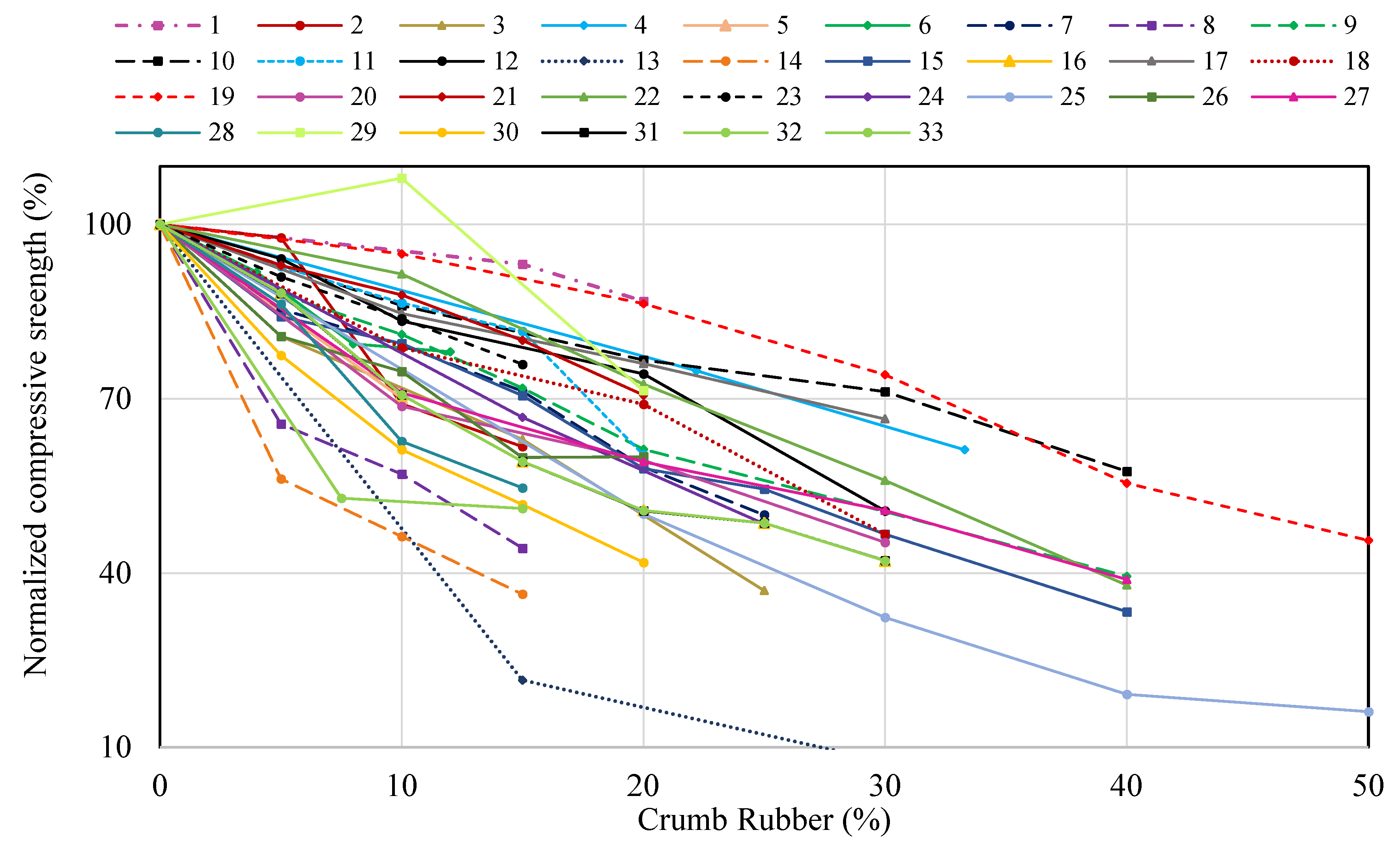
5.1. Compressive Strength
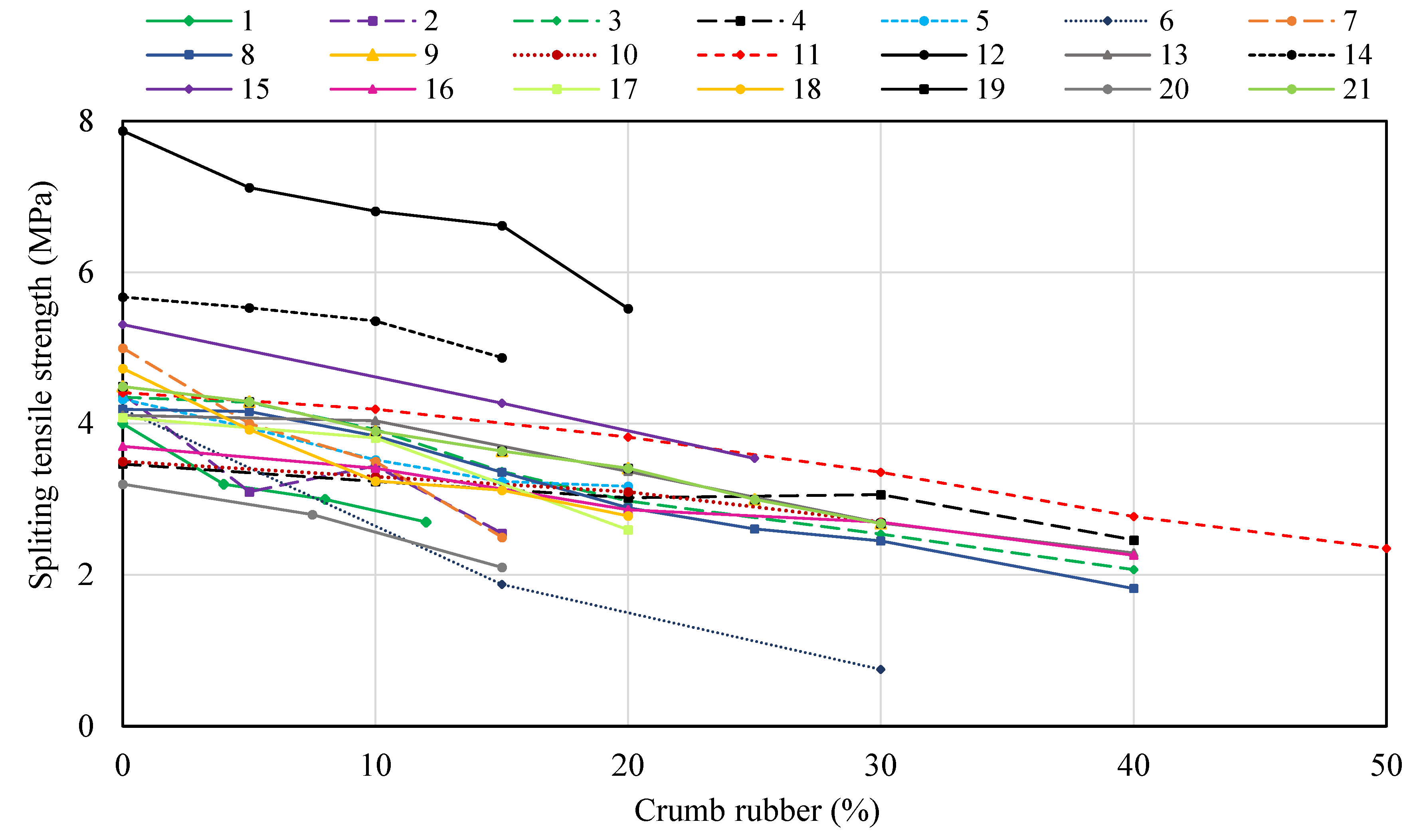
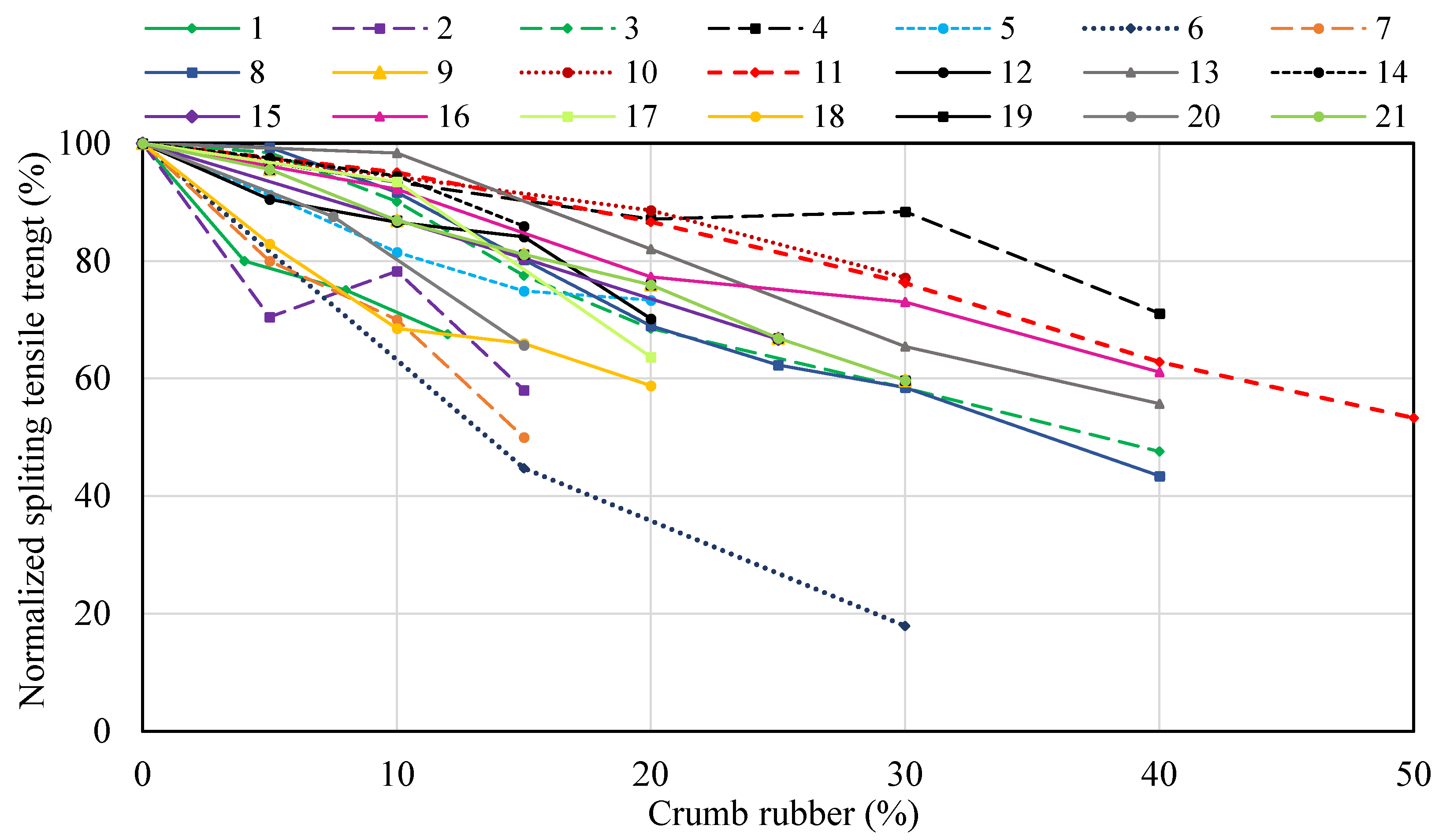
5.2. Splitting Tensile Strength
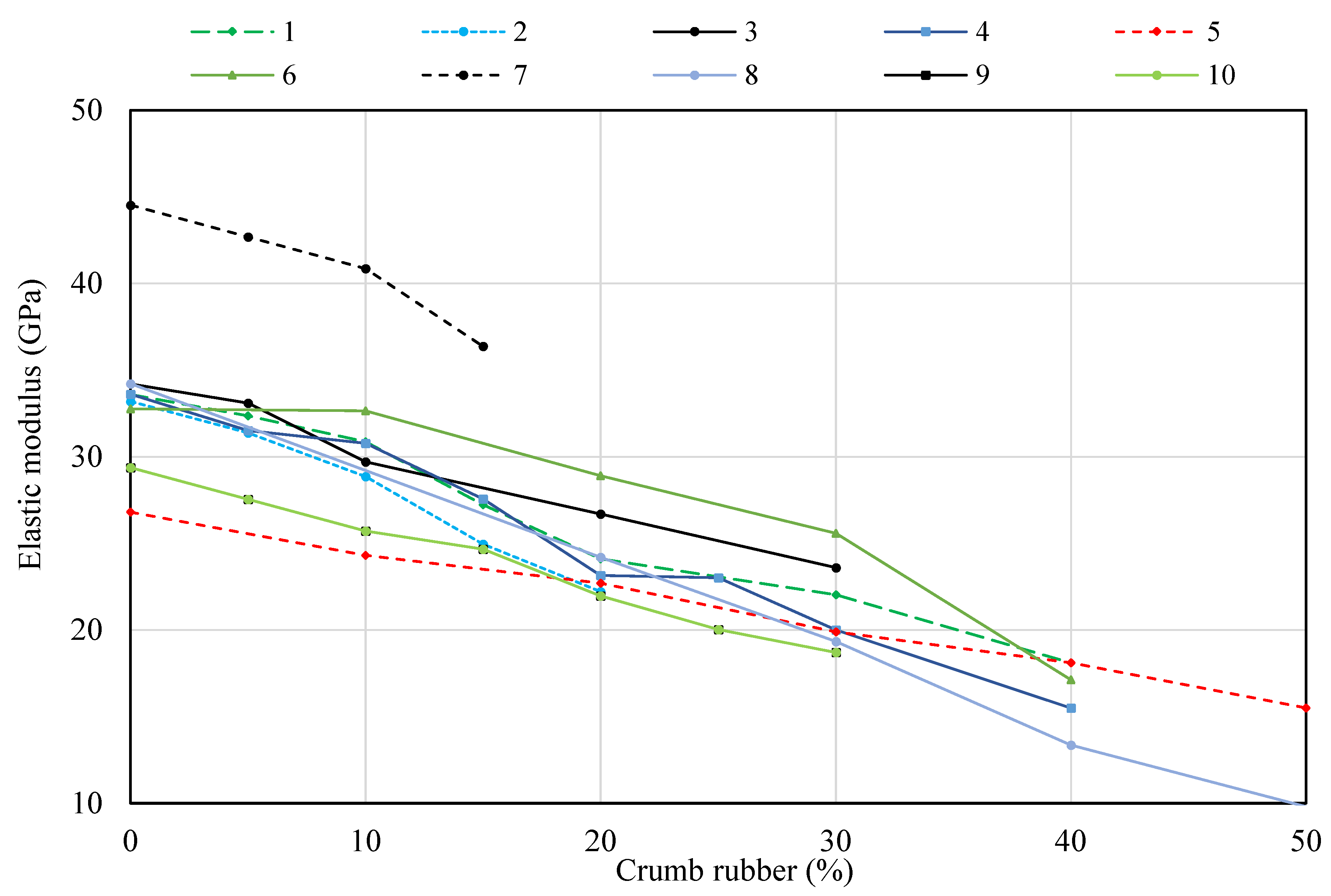
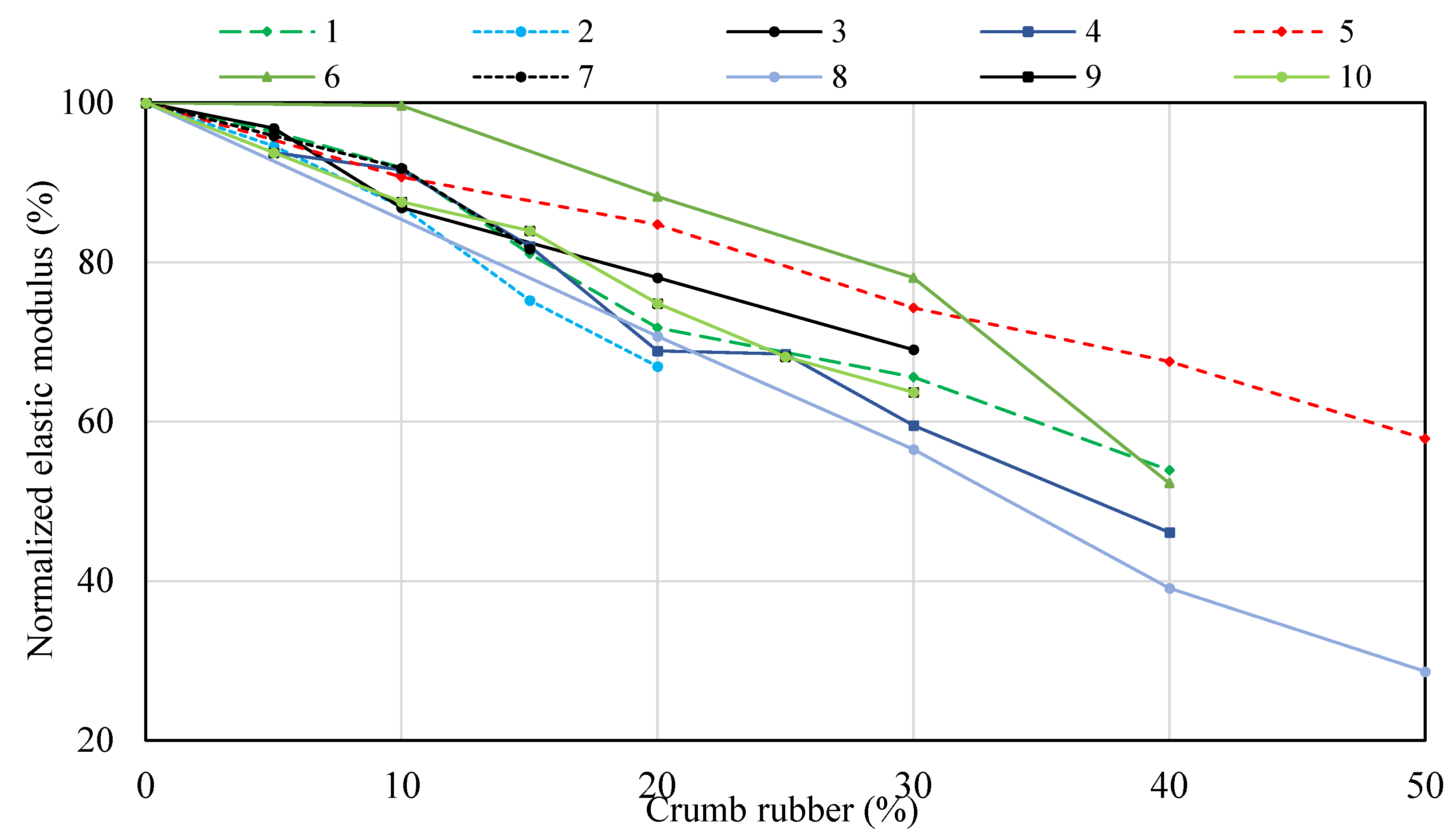
5.3. Modulus of Elasticity
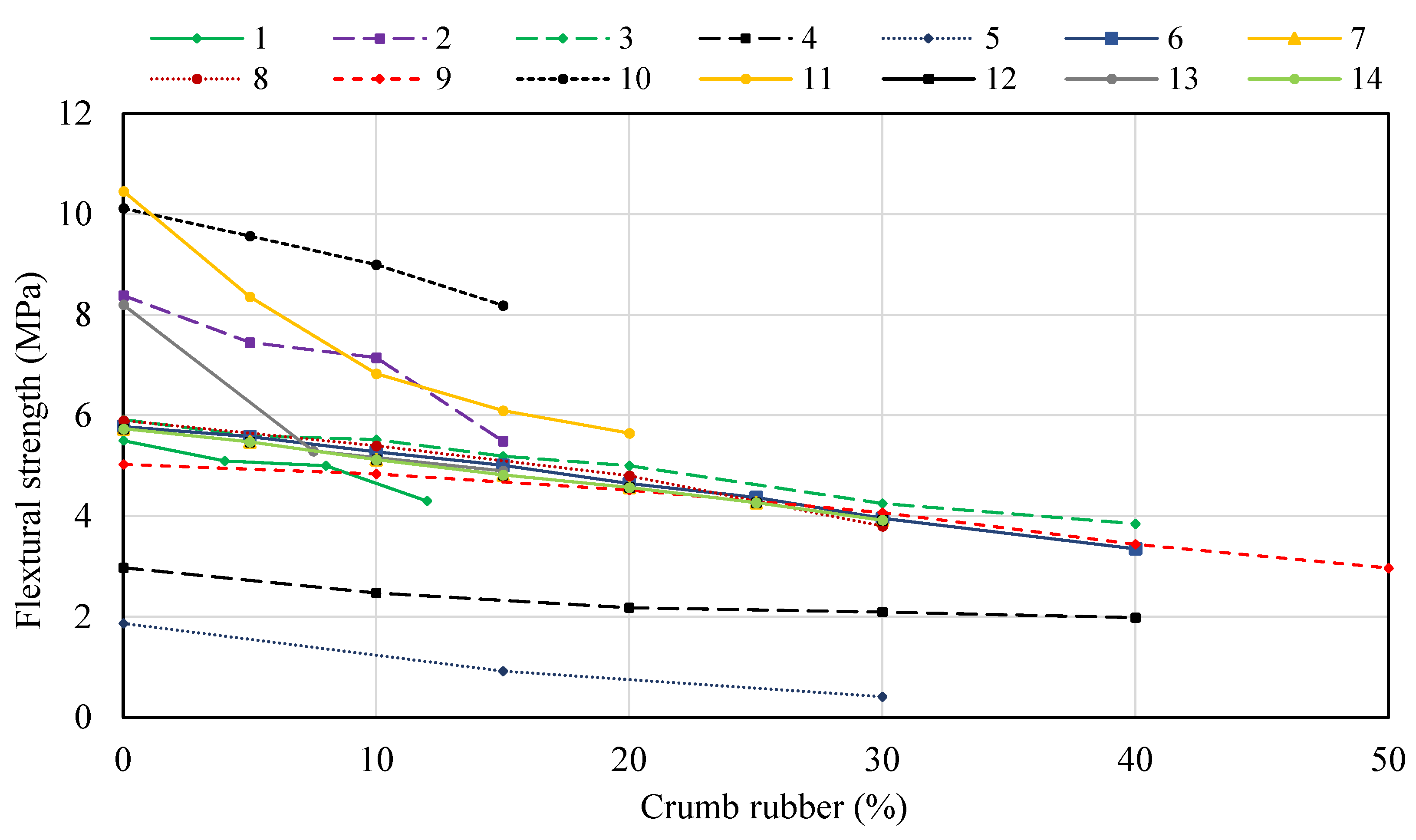
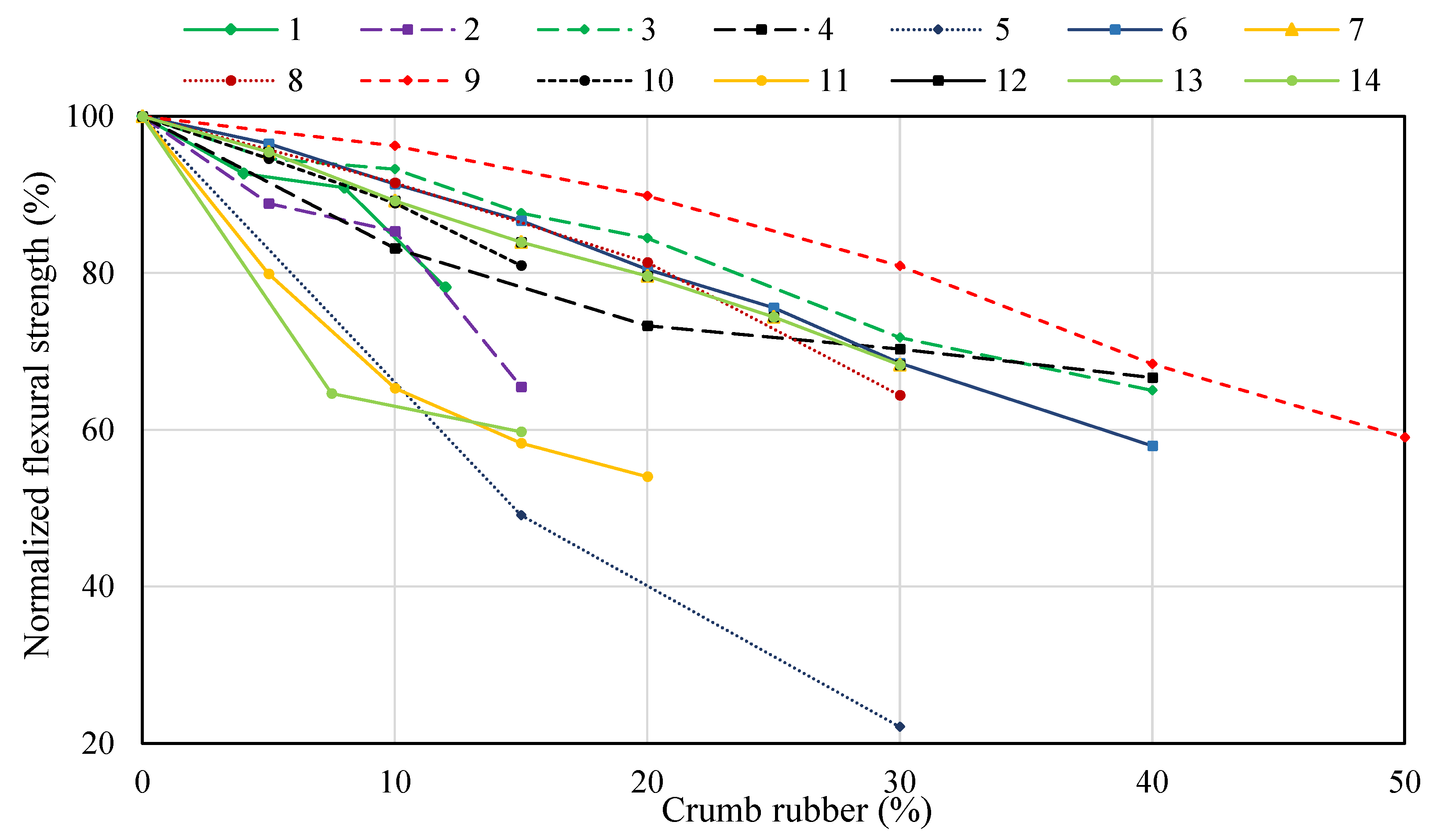
5.4. Flexural Strength
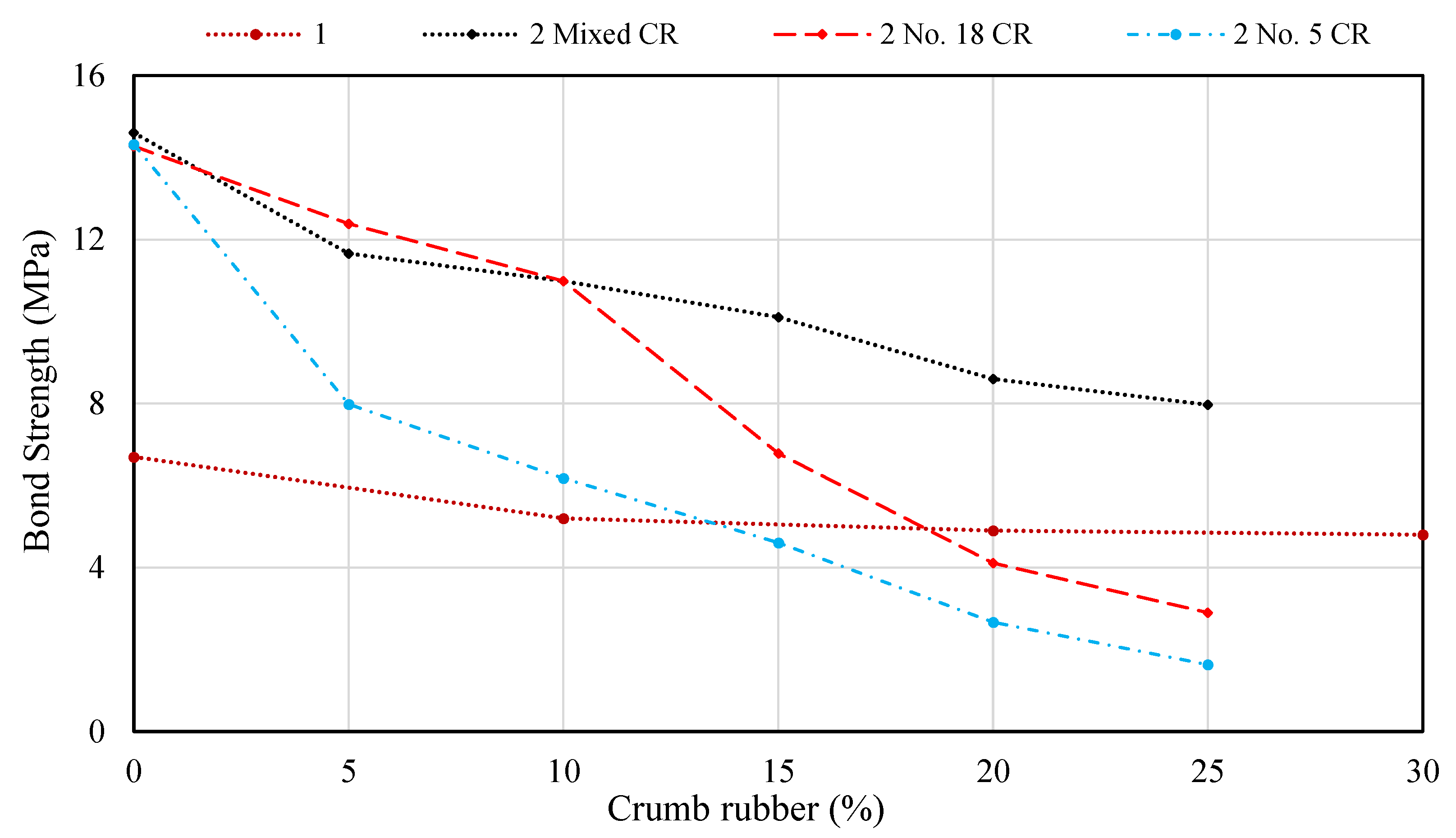
5.5. Bond Strength
5.6. Fracture Energy
5.7. Characteristic Length
5.8. Ultrasonic Pulse Velocity (UPV)
6. Impact of CR on Durability Behavior of SCC
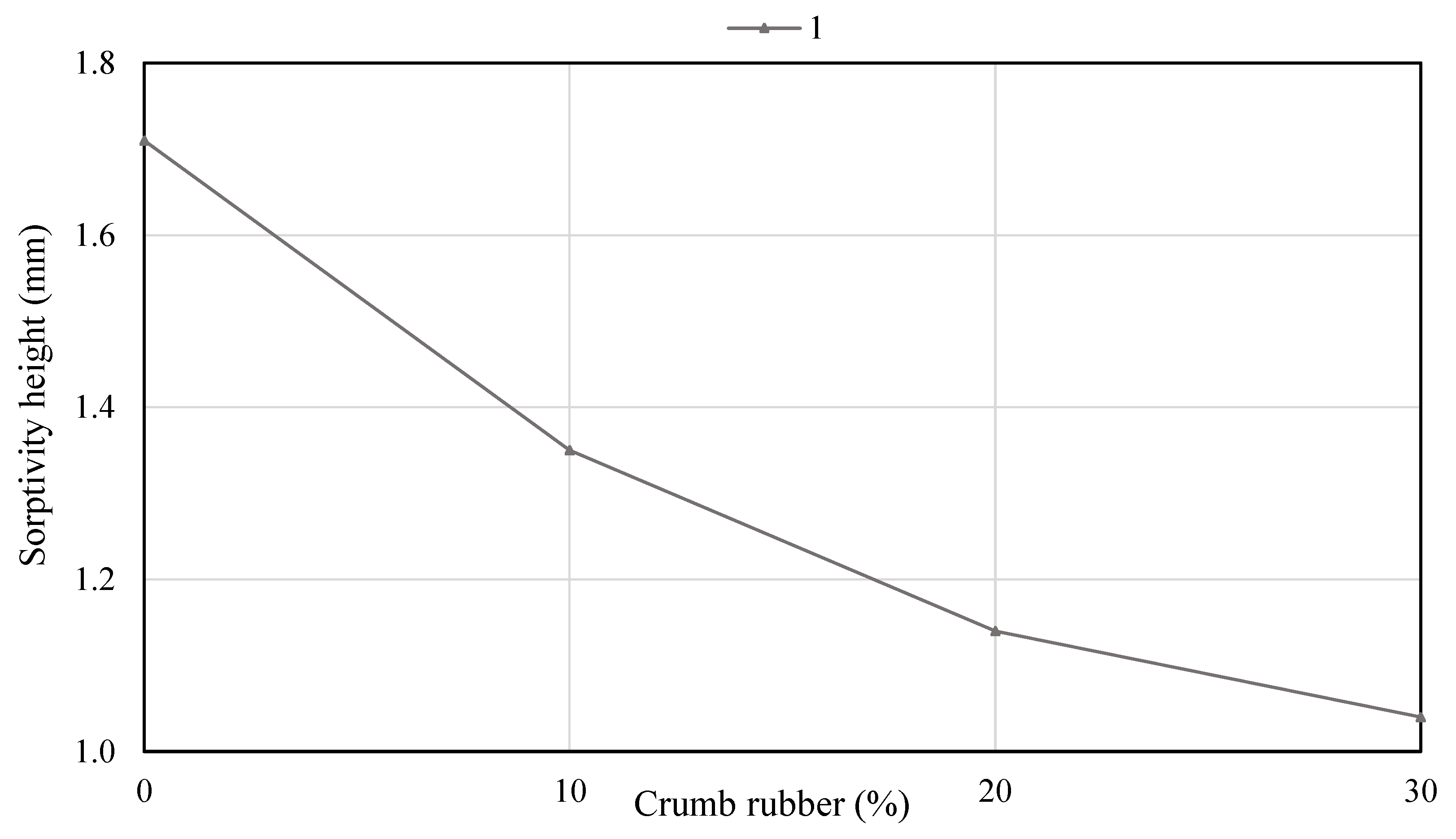
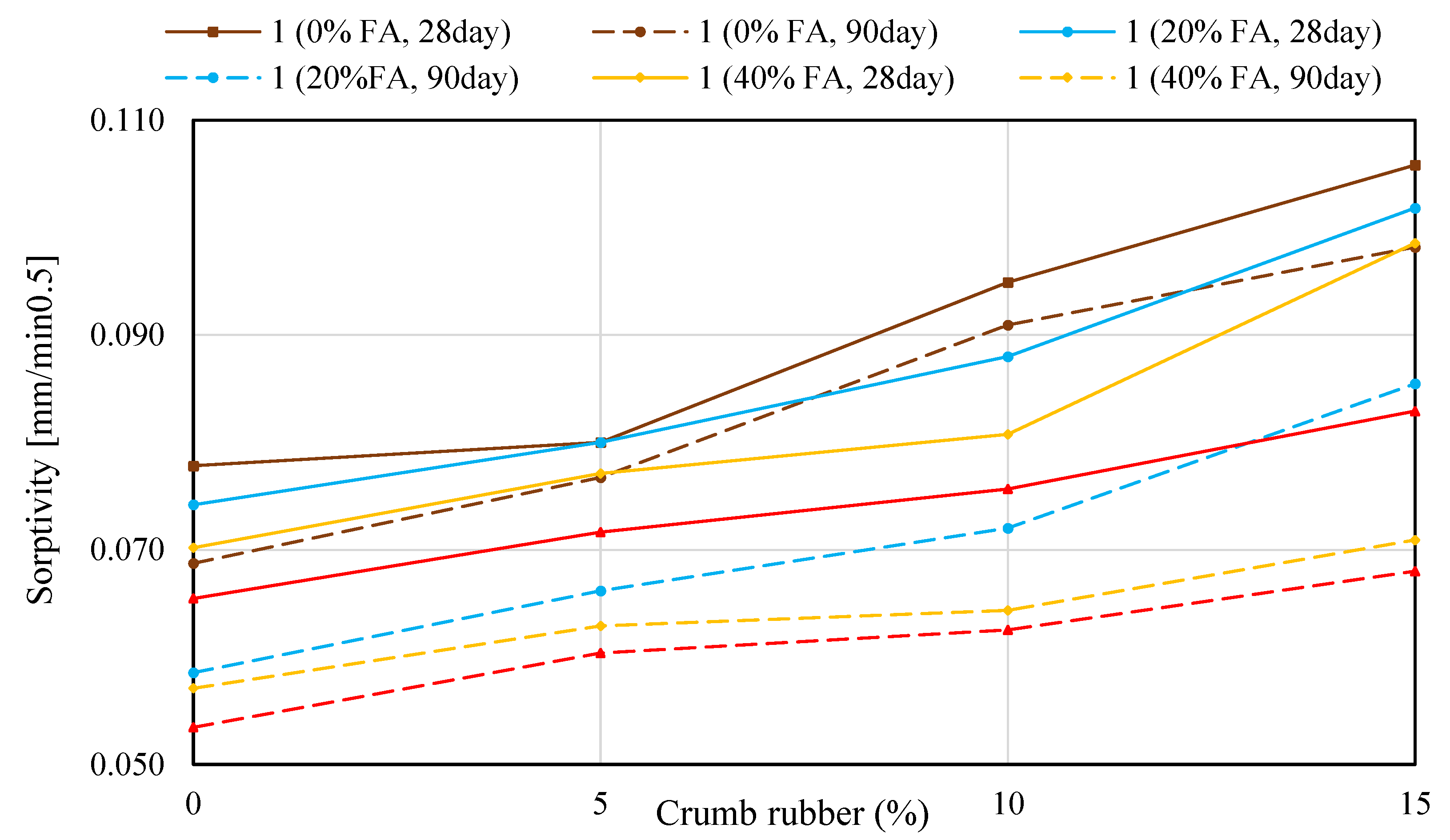
6.1. Sorptivity
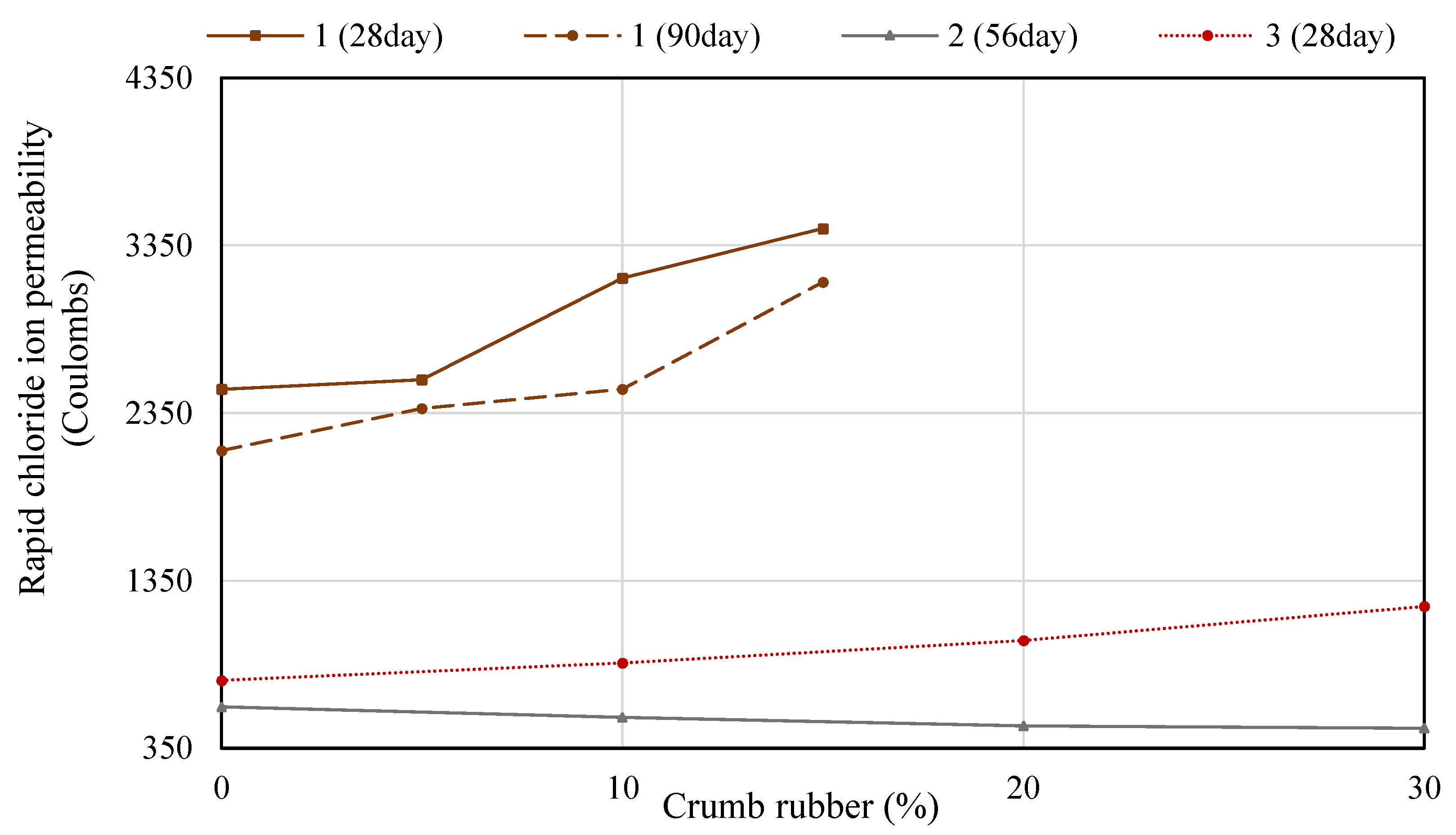
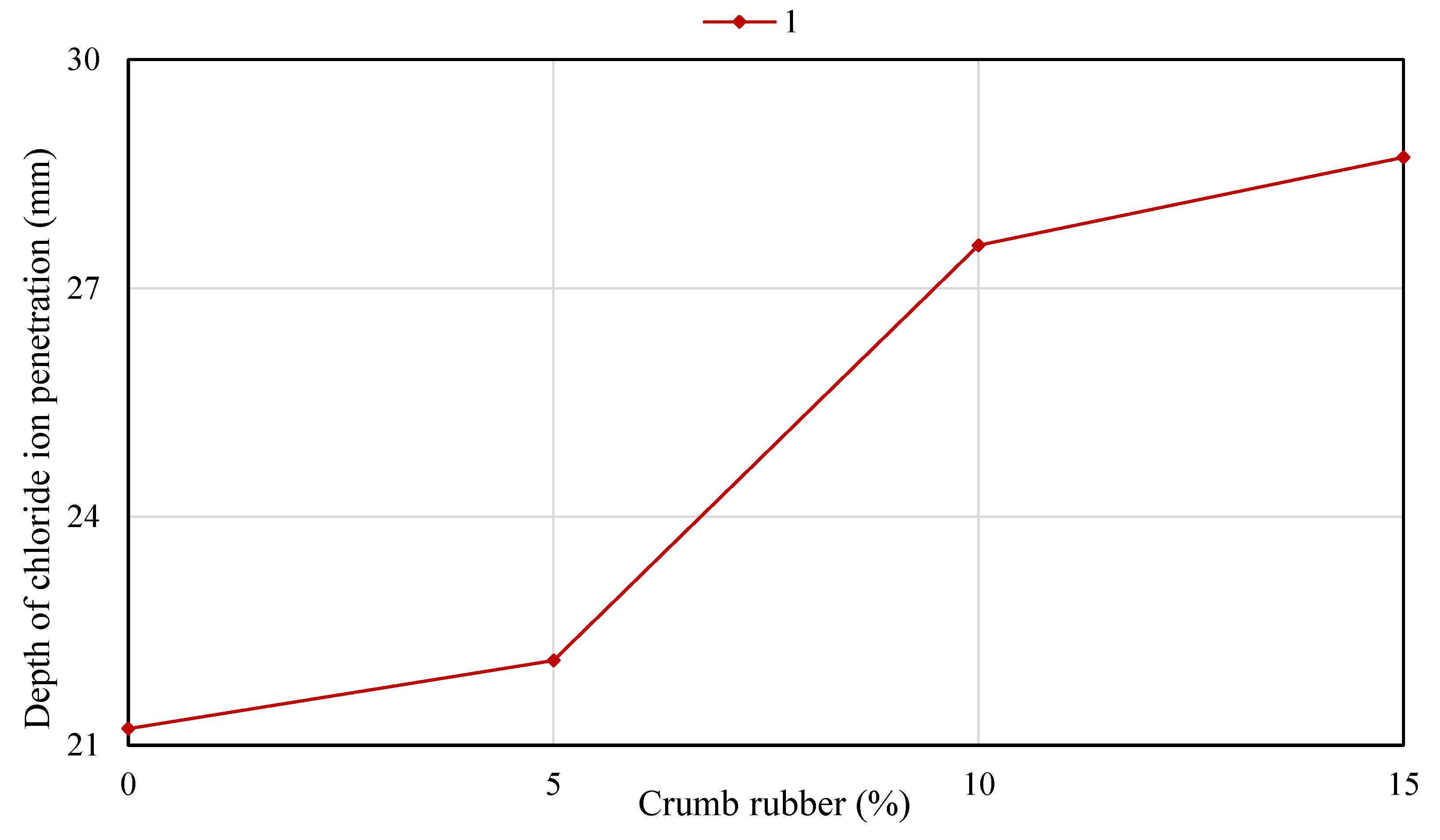
6.2. Chloride Ion Permeability
6.3. Shrinkage
6.4. Electrical Resistivity
6.5. Carbonation
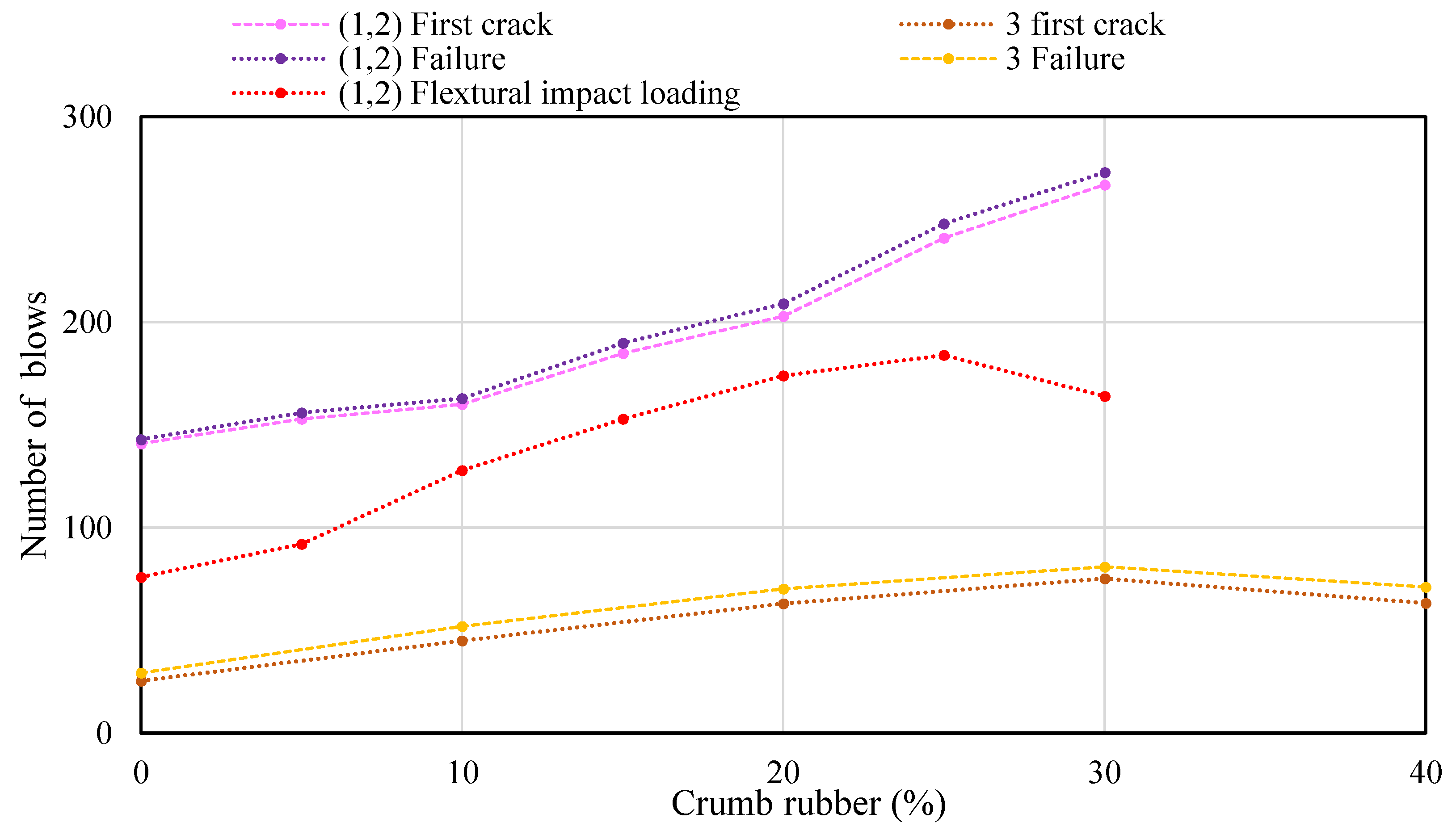
6.6. Impact Resistance
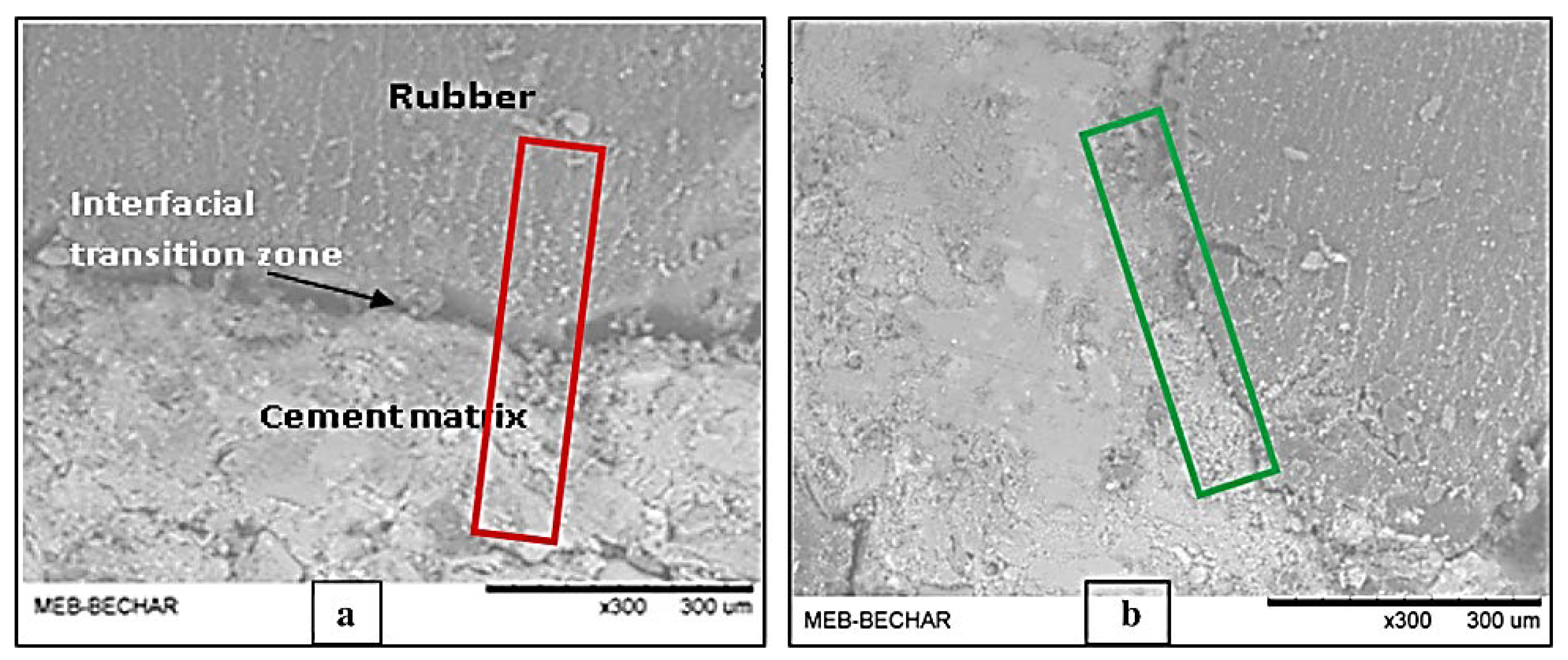
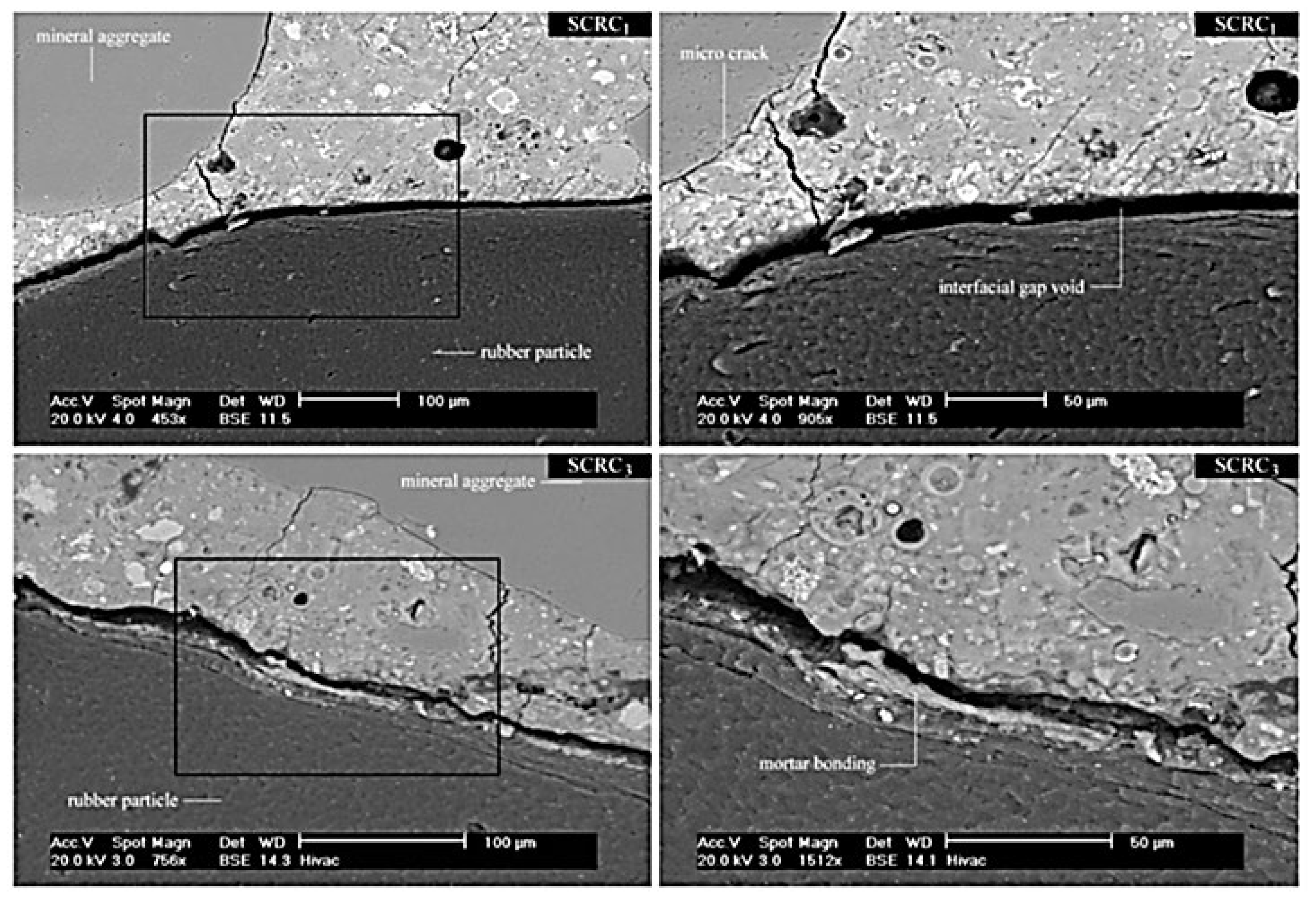
7. Microstructure
8. Empirical Relationships among Hardened Properties
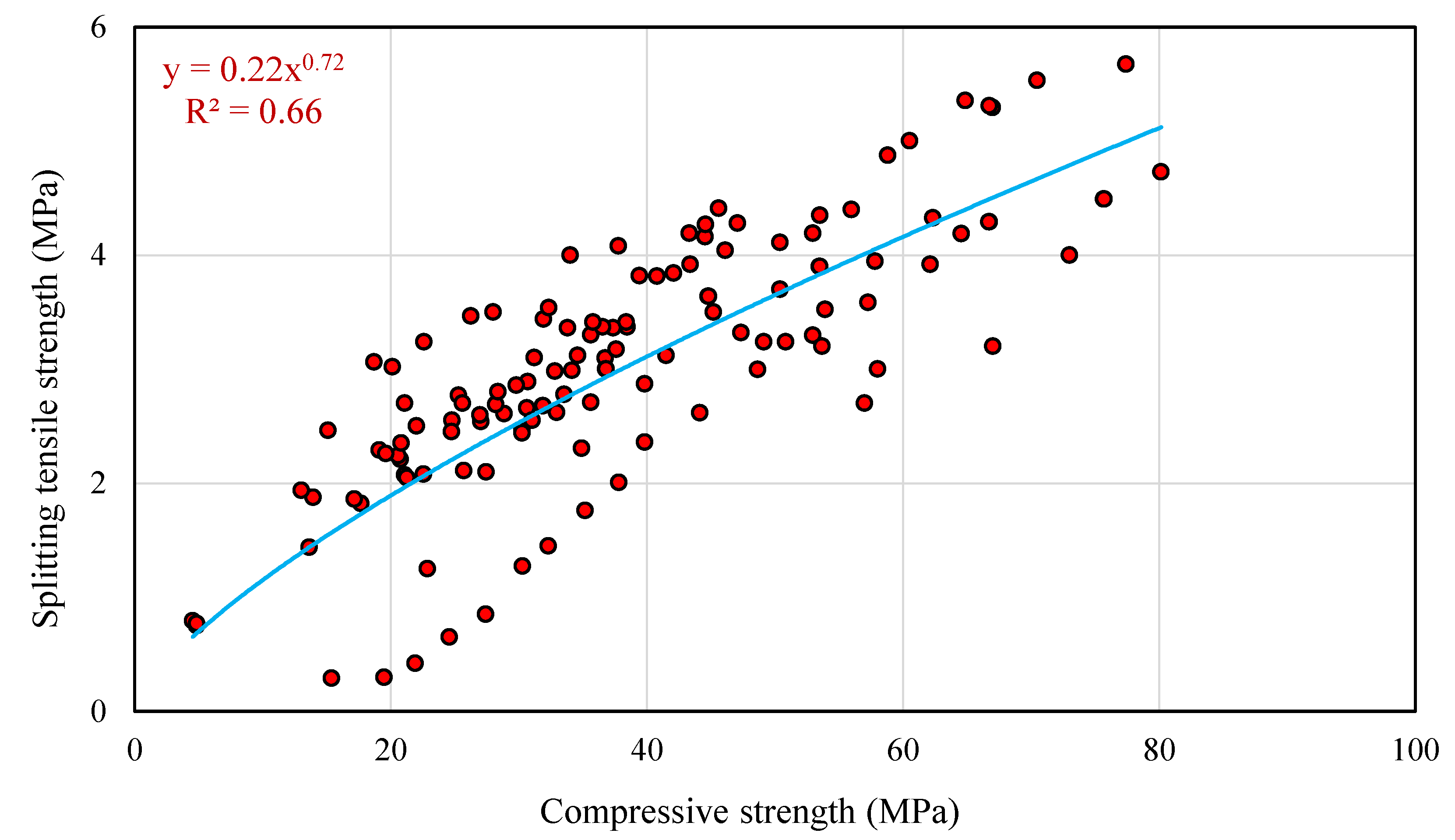
8.1. Compressive vs. Splitting

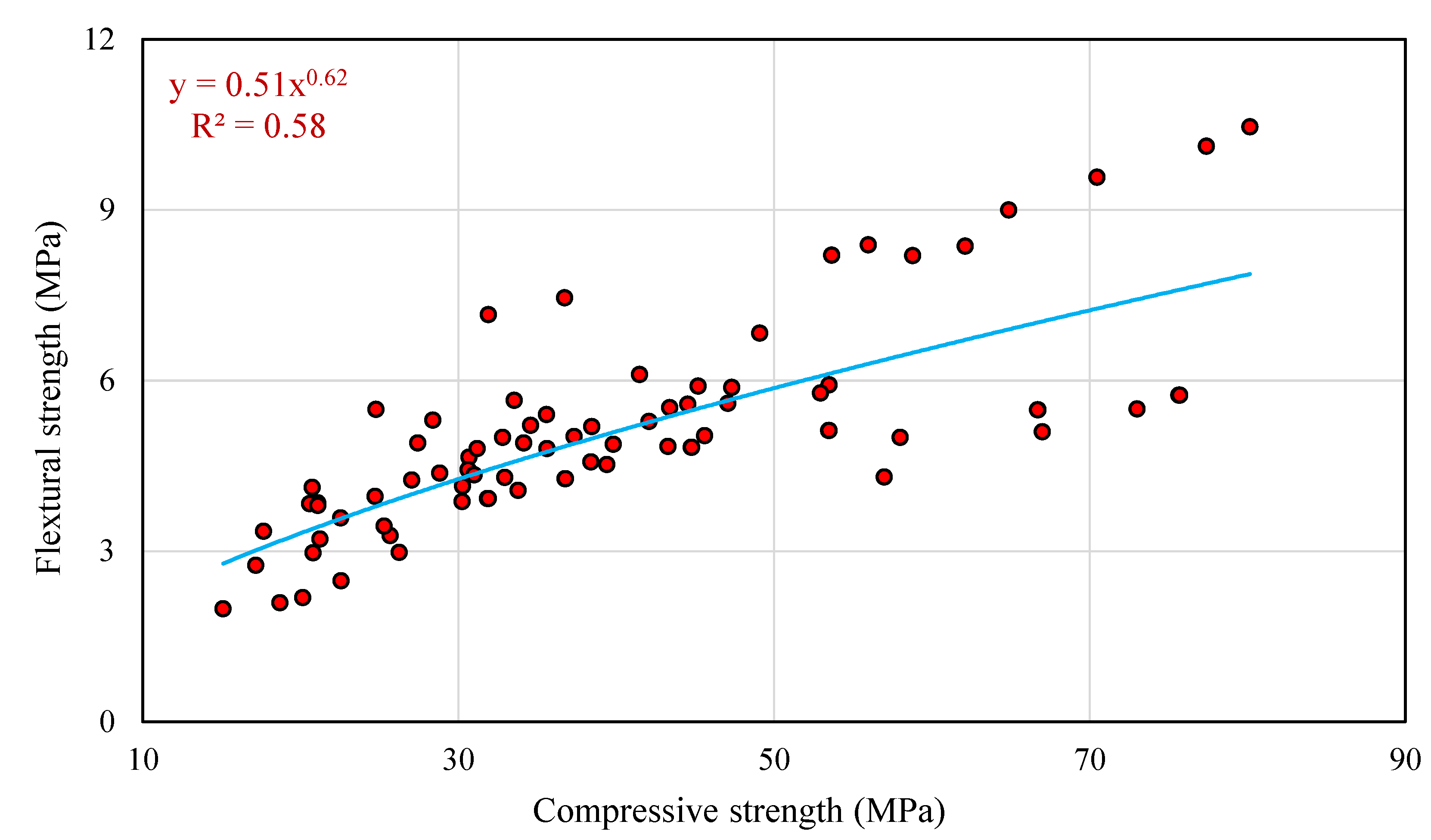
8.2. Compressive vs. Flexural

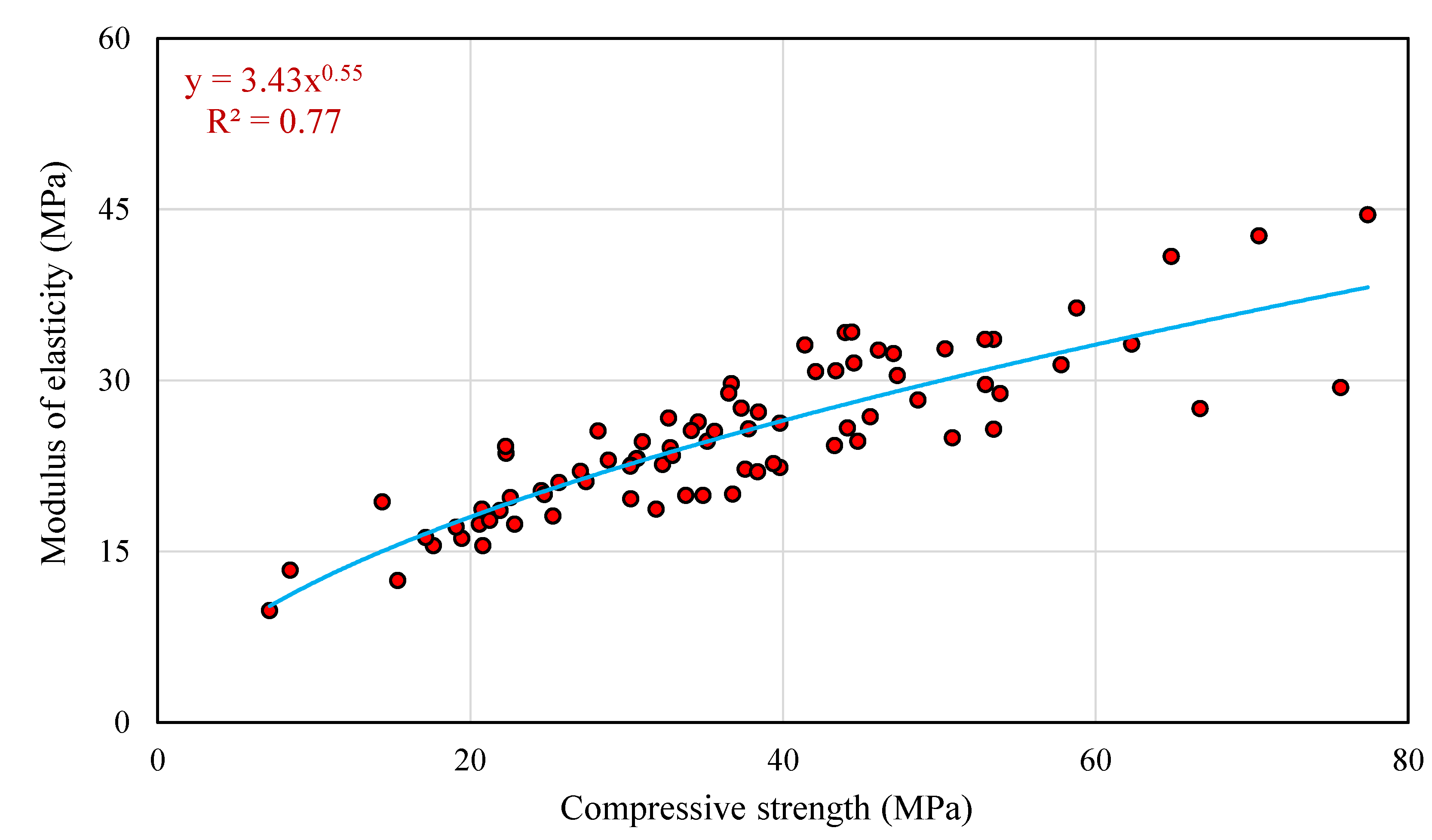
8.3. Compressive vs. Modulus of Elasticity

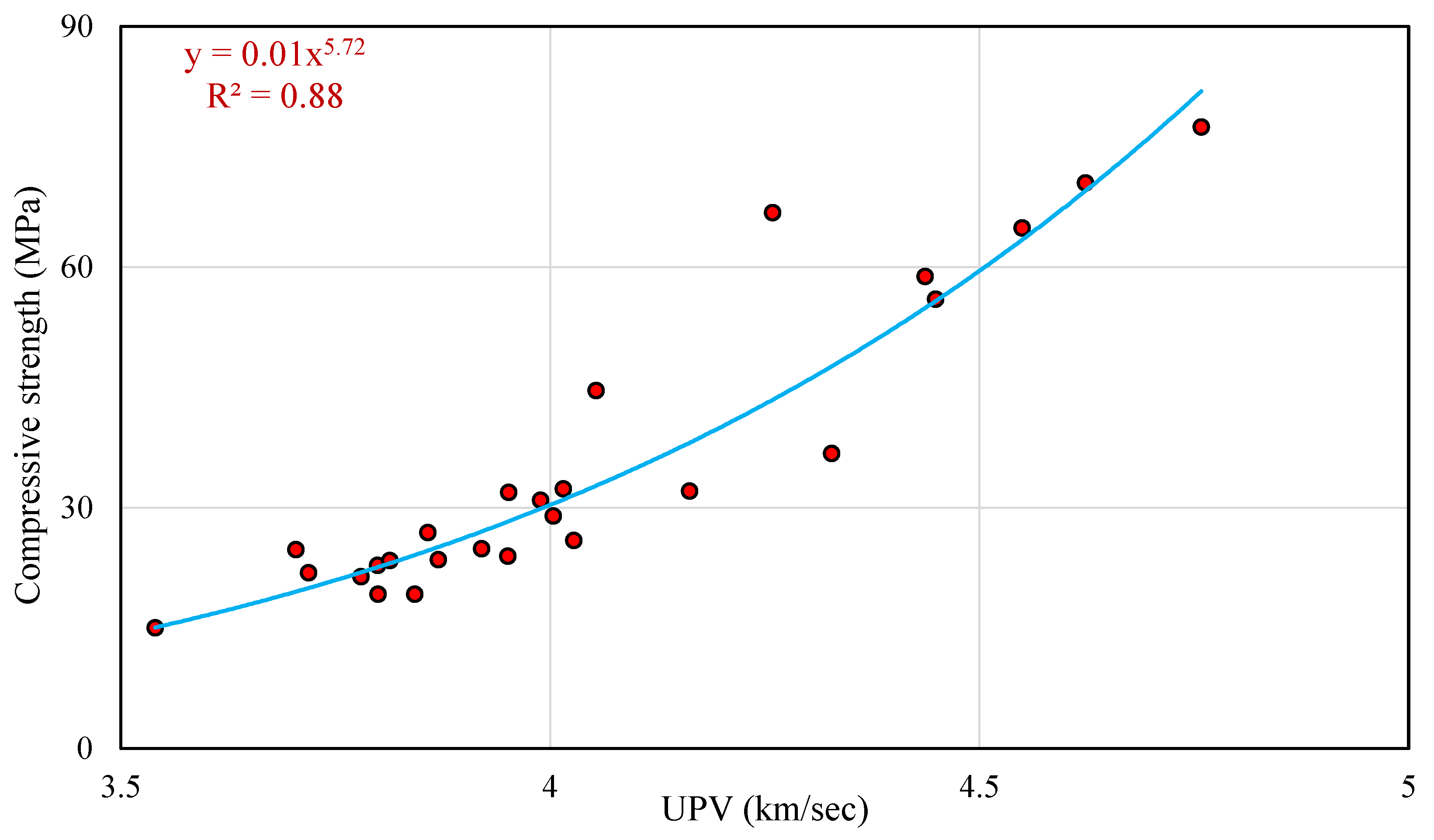
8.4. Compressive vs. UPV

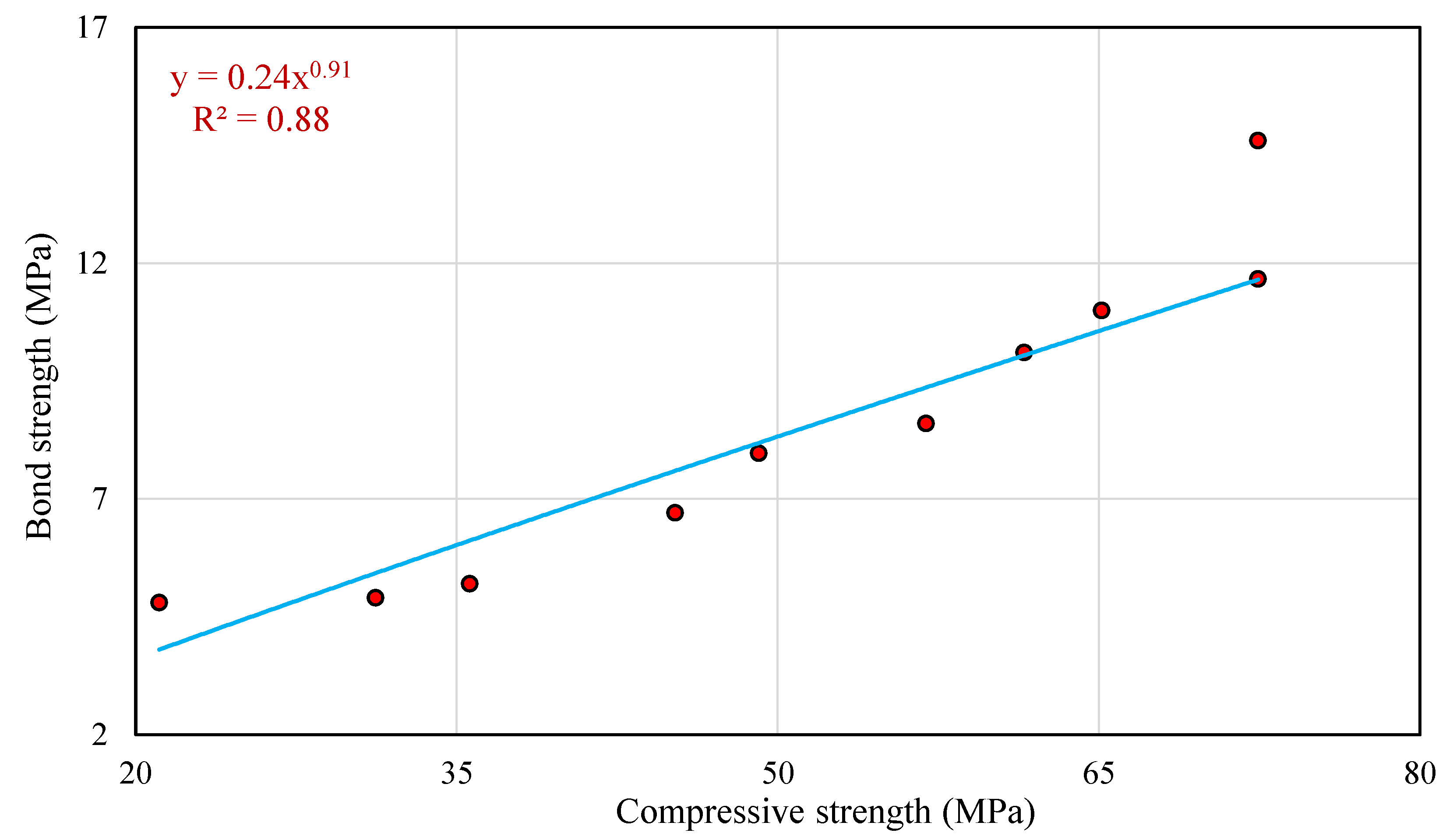
8.5. Compressive Strength vs. Bond Strength

9. Discussion
- The incorporation of CRs can reduce the mechanical properties of SCC, including compressive, splitting tensile, elastic module, and flexural parameters. The utilization of CR as a partial substitution for natural fine aggregate significantly reduces the strength of SCC, irrespective of the amount of rubber aggregate used. This impact can be related to the limited adhesion and bond strength between CR particles and the cement matrix, the poor stiffness of rubber aggregate in comparison to natural aggregates, and an increased amount of air entrapped within rubber CR particles and the cement matrix. However, by adding mineral admixture (such as fly ash), these qualities of rubberized SCC can be even better.
- It seems that rubberized SCC with CR could be used in certain structural parts, but substitute levels must be sensibly calculated in order to keep a significant level of mechanical properties. This article presents test findings that support this hypothesis. According to the available literature data, predicted reductions in some of the mechanical properties of SCC were shown in Table 5, Table 6, Table 7 and Table 8, and it can be realized that using CR up to 30% of total sand volume could be an appropriate replacement level.
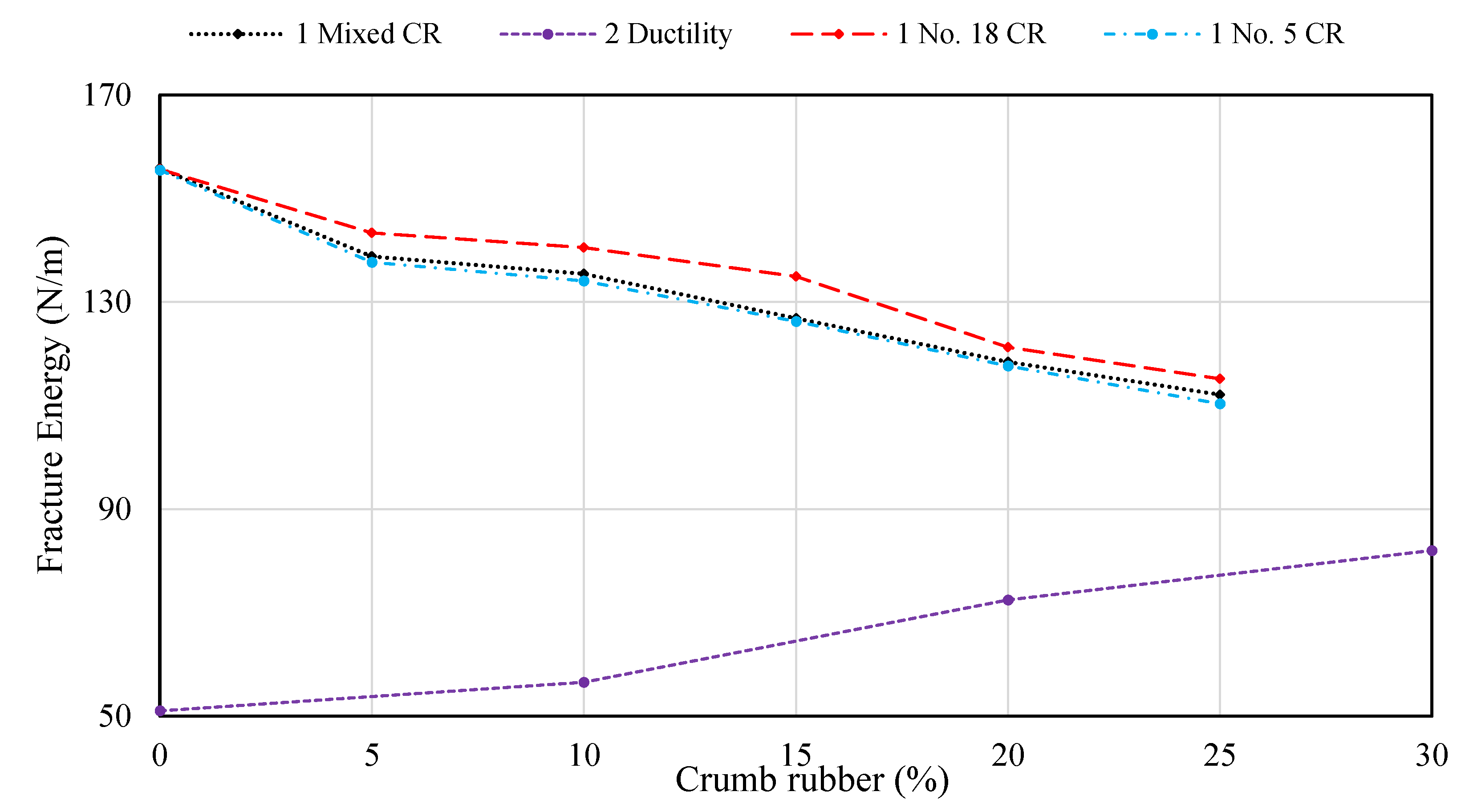
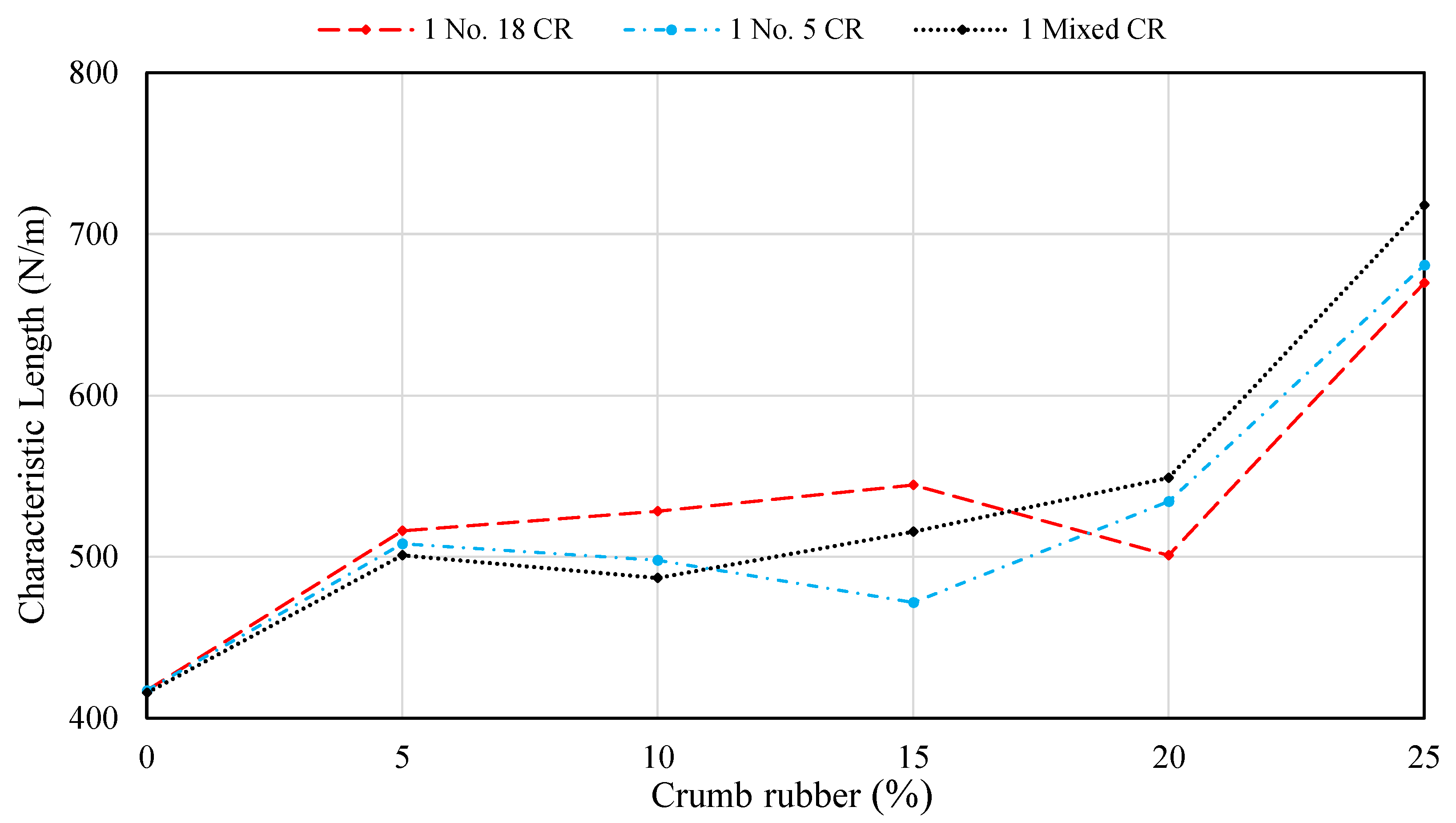
- For SCC that includes CR, very little is known about fracture parameters. The increased and decreased fracture energy of SCC have been reported in the literature due to the addition of CR aggregates. Additionally, using more CR volume fractions enhanced the ductility of SCC in terms of characteristic length. However, the ductility of rubberized SCC needs to be studied further.
- Similar to the aforementioned mechanical properties, the inclusion of CR particles into the SCC mixes causes a reduction in bond strength values as well. Because of this, it is clear that the cement matrix and CR aggregates have weak bonding characteristics, causing a decrease in binding strength. Research suggests treating rubber to improve the bond between the rubber and the cement matrix to address this issue.
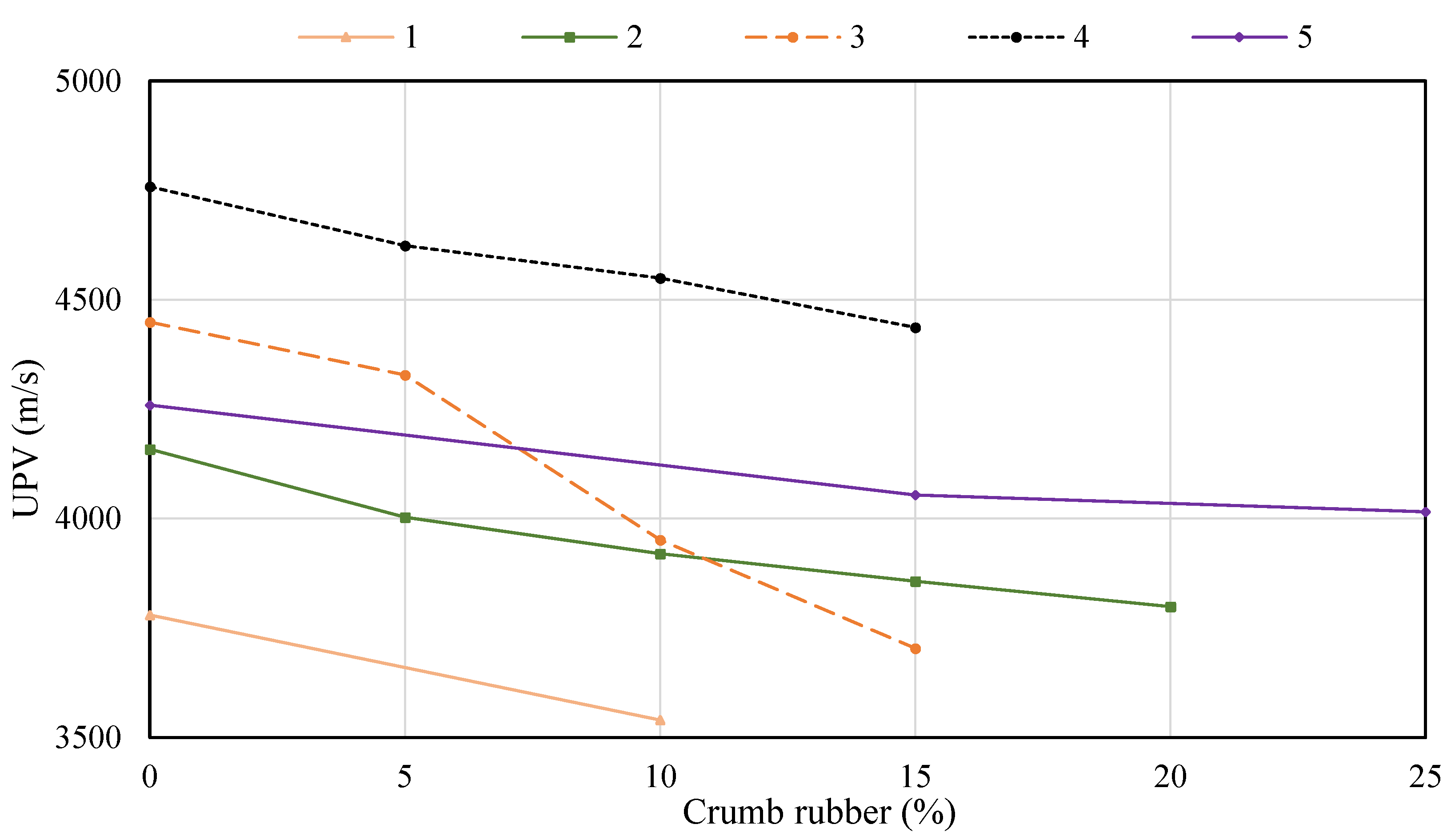
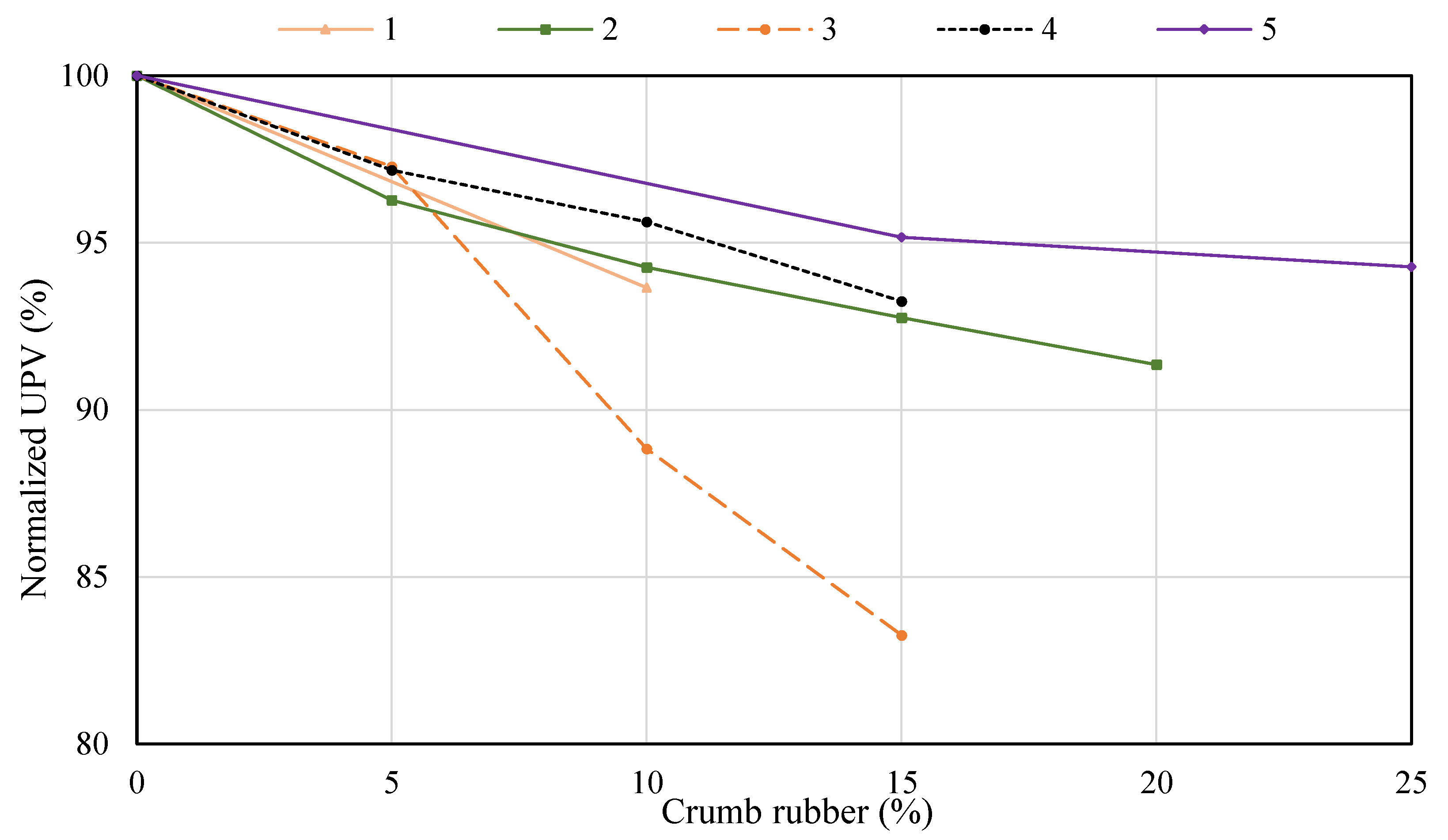
- Incorporating CR into the SCC mixture decreased the ultrasonic pulse velocity (UPV) values, indicating that the CR impacted the pore structure of the SCC mixture. The pretreatment method for rubber aggregate eliminated the decline in ultrasonic pulse velocity (UPV).
- A few studies are investigating the durability behavior of rubberized SCC, and a lack of information exists.
- An earlier research study discovered that the sorptivity of SCC decreases with the increase in CR content as a partial alternative to sand. However, a different investigation claims the opposite. It was also reported that extending curing time and adding fly ash partially instead of cement can improve the sorptivity coefficient of rubberized concrete. Rubberized SCC’s sorptivity quality has to be properly understood through further experimentation.
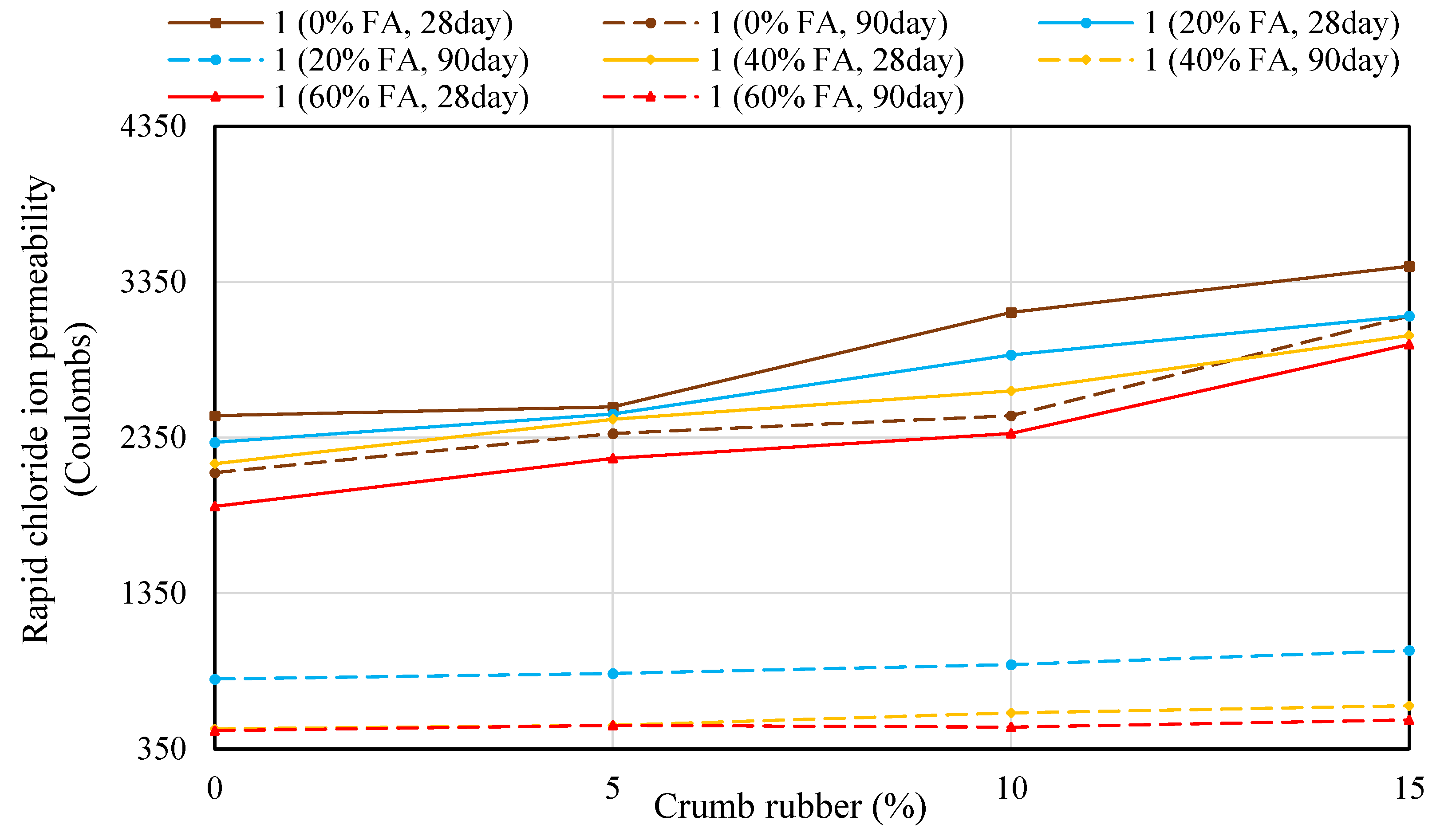
- Regardless of the curing time and fly ash content, a significant increase in chloride ion permeability results was recorded as the percentage of CR increased. In theory, this may be related to the fact that CR particles tend to increase the porosity of concrete, making it less dense and creating micro-fissures in the ITZ. Prolonged curing time and using fly ash could improve the chloride ion permeability of rubberized SCC. With using fly ash as a partial substitution for cement, a steady decrease in chloride ion permeability was experimented with at 28 days of curing age, whilst a remarkable reduction in chloride permeability outcomes of rubberized SCC mixes was noticed for a long-term curing age (90 days). This result comes from the long-term action of fly ash on concrete, which modifies the pore structure of the concrete, lowering chloride ion infiltration.
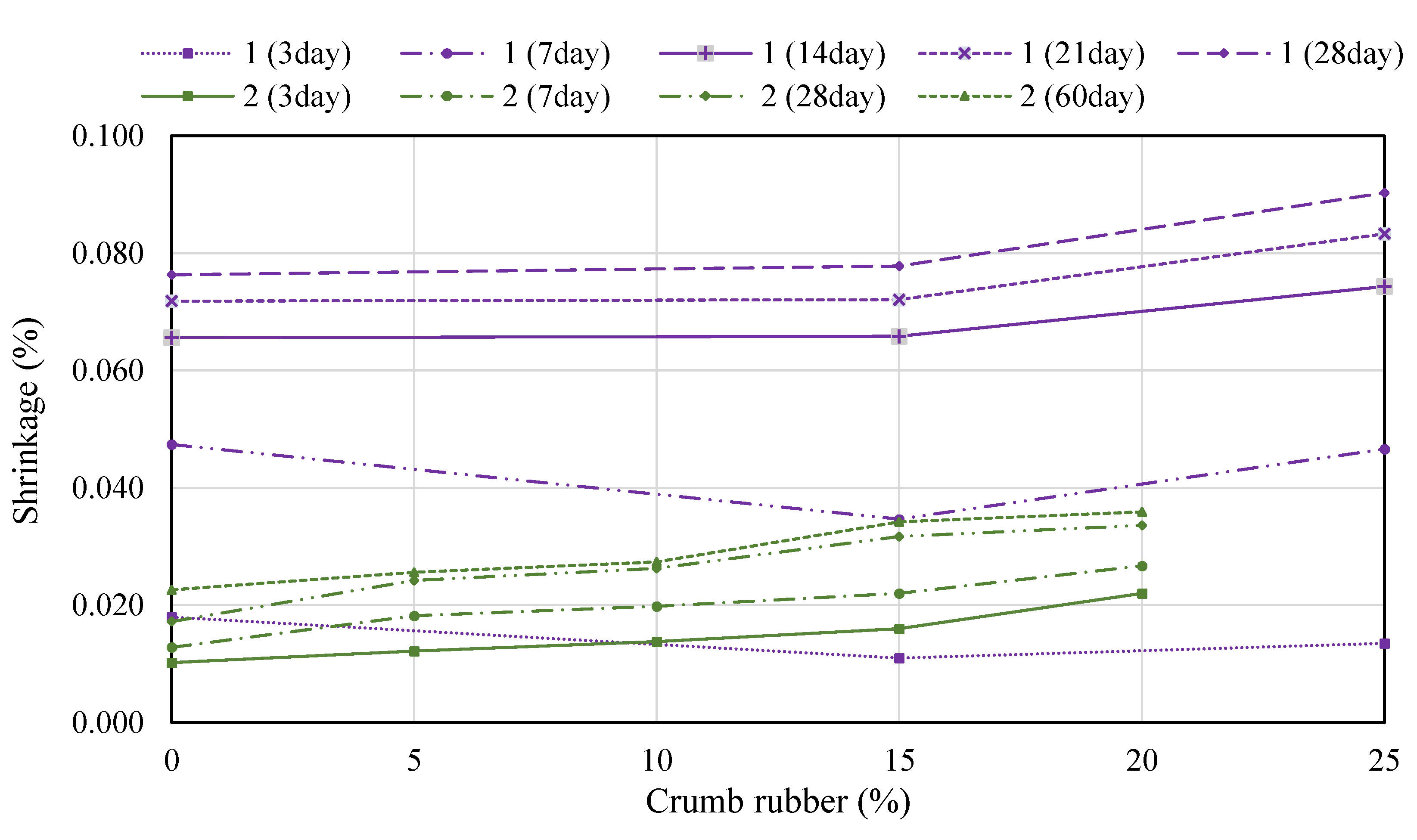
- Adding rubber aggregates to SCC results in greater shrinkage. The behavior of normal rubberized concrete is similar to the rubberized SCC. Shrinkage values of rubberized SCC increase as CR% rises. This happened because rubber particles have a lower elastic modulus than natural fine aggregate.
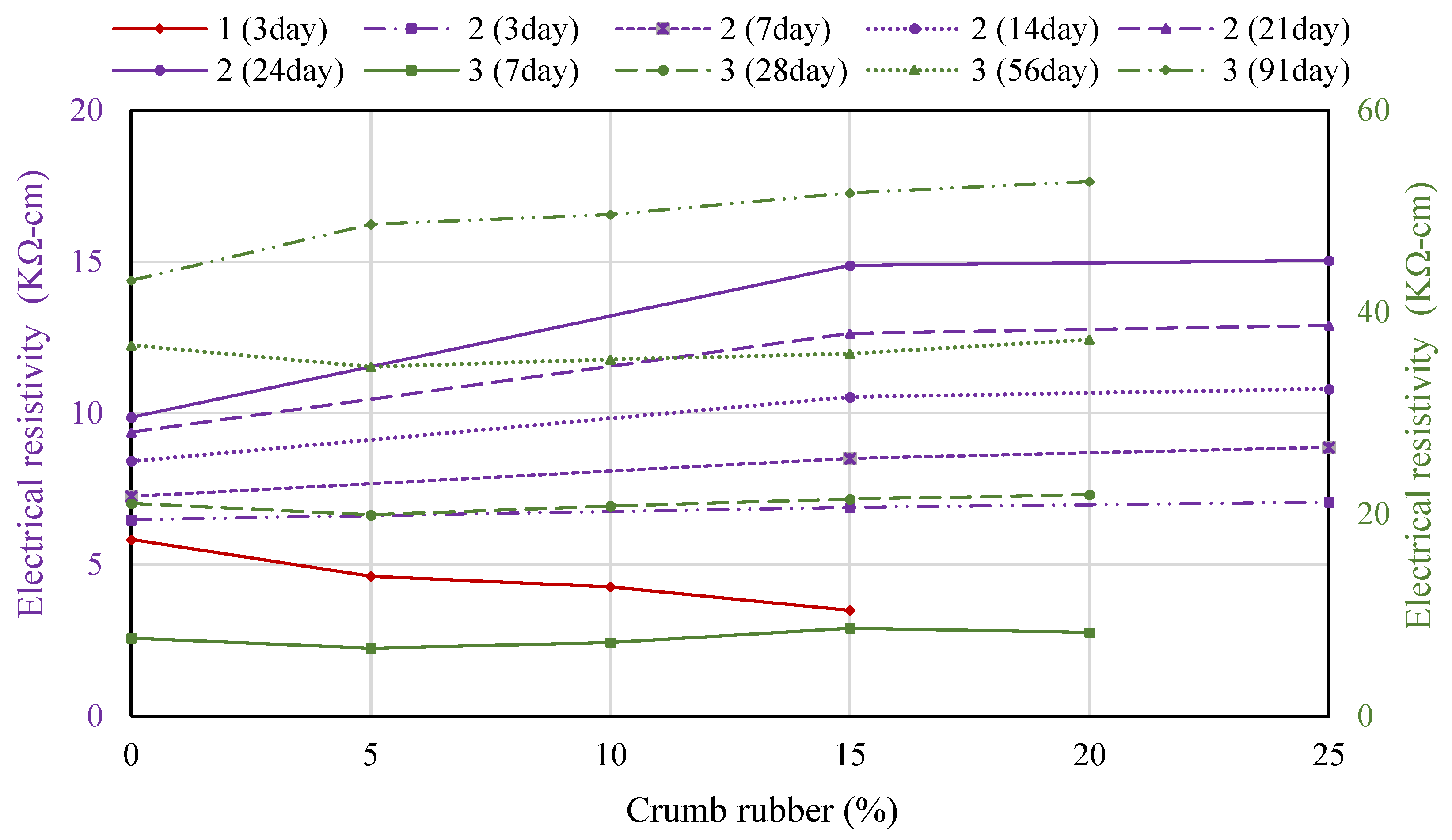
- When CR particles were added to SCC, the electric resistance increased. Only a few studies came to the inverse conclusion. Rubberized SCC needs to be studied further to comprehend its potential applications in concrete construction.
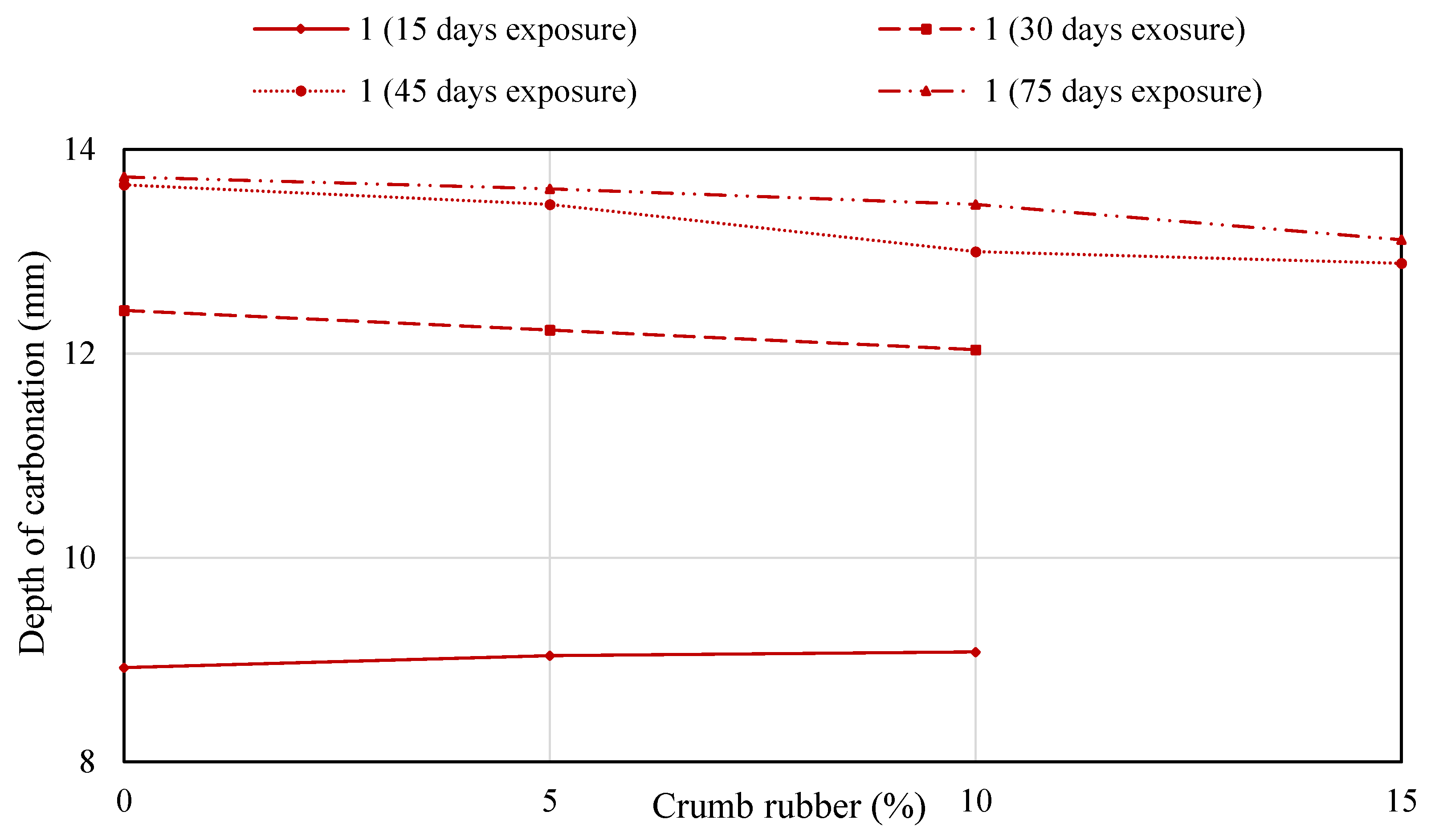
- Based on the findings of accelerated carbonation tests, it can be inferred that the existence of CR enhances carbonation resistance. This was due to the hydrophobicity of CR particles that do not easily combine with water, leading to a reduction in the amount of CO2 around the CR particles. Rubberized SCC, on the other hand, may be good for buildings that are exposed to harsh weather and need to be resistant to carbonation.
- Enhancement in the impact resistance of rubberized SCC is expected with the utilization of CR particles. Including CR improves rubberized SCC’s ability to absorb energy when compared to SCC. This is because CR can absorb energy because of its unique stiffness property.
10. Conclusions and Recommendations for Further Research
10.1. Conclusions
- Self-compacted concrete can be made by utilizing crumb rubber (CR) as a part of sand to make it more sustainable and environmentally friendly.
- From this review, it was clarified that most studies implemented CR as a partial alternative to fine aggregate due to the superior properties of rubberized SCC compared to the one that replaced coarse aggregate with waste-tire rubber.
- Rubberized SCC’s mechanical and durability qualities are substantially influenced by the morphology of CR particles and their replacement level.
- Increased CR content considerably affected the different mechanical characteristics of rubberized SCC.
- Reduction in SCC strength is expected using CR. This reduction could be something in the range of 30–40% for compressive strength, 20–35% for tensile strength, 15–35% for modulus of elasticity, and 15–30% for flexural strength, depending on the content of CR.
- If properly designated, the ductility of SCC can be enhanced by adding CR as a partial alternative to sand.
- The addition of CR can greatly enhance several of the durability attributes of rubberized SCC, including electrical resistivity, carbonation depth, and impact resistance. However, additional research into the various durability features of rubberized SCC is required.
- Rubberized SCC could be utilized in several structural applications. However, to maintain appropriate mechanical and durability properties, the replacement level must be carefully designed. In addition, there is still a lack of studies on the performance of rubberized SCC.
- The empirical models developed in this review article demonstrate that significant relations exist between the various mechanical parameters of rubberized SCC.
- Microstructure analysis of the ITZ in rubberized SCC reveals that this weak zone between CR particles and the cement paste matrix can be improved by pretreating the CR particles using surface modifiers or admixtures.
10.2. Rcomendations for Further Research
- For future research, using CR in concrete production needs to be further investigated due to its potential use in structural concrete elements (walls, slabs, and columns) or even using rubber powder partially instead of sand or cement.
- Incorporating CR into the SCC mixtures for structural components subjected to impact loading is strongly suggested. For this reason, it might be important to examine the durability properties of this material under different types of loading.
- The ductility behavior of rubberized SCC is not completely explored and understood. Therefore, investigating fracture parameters of rubberized SCC could be a topic of interest.
- There are a rare number of studies about the durability properties of rubberized SCC. Experimental studies on the various durability properties of rubberized SCC could answer the possibility of using this type of material in hazardous conditions.
Author Contributions
Funding
Institutional Review Board Statement
Conflicts of Interest
References
- European Ready Mixed Concrete Organization (ERMCO). Ready-Mixed Concrete Industry Statistics Year 2015; European Ready Mixed Concrete Organization (ERMCO): Bruxelles, Belgium, 2016. [Google Scholar]
- Ivel, J.; Watson, R.; Abbassi, B.; Abu-Hamatteh, Z.S. Life cycle analysis of concrete and asphalt used in road pavements. Environ. Eng. Res. 2020, 25, 52–61. [Google Scholar] [CrossRef]
- Coffetti, D.; Crotti, E.; Gazzaniga, G.; Carrara, M.; Pastore, T.; Coppola, L. Pathways towards sustainable concrete. Cem. Concr. Res. 2022, 154, 106718. [Google Scholar] [CrossRef]
- Rahman, M.M.; Usman, M.; Al-Ghalib, A.A. Fundamental properties of rubber modified self-compacting concrete (RMSCC). Constr. Build. Mater. 2012, 36, 630–637. [Google Scholar] [CrossRef]
- Liu, H.; Wang, X.; Jiao, Y.; Sha, T. Experimental investigation of the mechanical and durability properties of crumb rubber concrete. Materials 2016, 9, 172. [Google Scholar] [CrossRef] [PubMed]
- Sofi, A. Effect of waste tyre rubber on mechanical and durability properties of concrete—A review. Ain Shams Eng. J. 2018, 9, 2691–2700. [Google Scholar] [CrossRef]
- Alaloul, W.S.; Musarat, M.A.; Haruna, S.; Law, K.; Tayeh, B.A.; Rafiq, W.; Ayub, S. Mechanical properties of silica fume modified high-volume fly ash rubberized self-compacting concrete. Sustainability 2021, 13, 5571. [Google Scholar] [CrossRef]
- Ganjian, E.; Khorami, M.; Maghsoudi, A.A. Scrap-tyre-rubber replacement for aggregate and filler in concrete. Constr. Build. Mater. 2009, 23, 1828–1836. [Google Scholar] [CrossRef]
- Ling, T.-C. Prediction of density and compressive strength for rubberized concrete blocks. Constr. Build. Mater. 2011, 25, 4303–4306. [Google Scholar] [CrossRef]
- Ling, T.-C.; Nor, H.M.; Hainin, M.R.; Chik, A.A. Laboratory performance of crumb rubber concrete block pavement. Int. J. Pavement Eng. 2009, 10, 361–374. [Google Scholar] [CrossRef]
- Ling, T.-C.; Nor, H.M.; Hainin, M.R. Properties of crumb rubber concrete paving blocks with SBR latex. Road Mater. Pavement Des. 2009, 10, 213–222. [Google Scholar] [CrossRef]
- Ling, T.-C.; Nor, H.M.; Hainin, M.R.; Lim, S.-K. Long-term strength of rubberised concrete paving blocks. Proc. Inst. Civ. Eng. Mater. 2010, 163, 19–26. [Google Scholar] [CrossRef]
- Ling, T.-C. Effects of compaction method and rubber content on the properties of concrete paving blocks. Constr. Build. Mater. 2012, 28, 164–175. [Google Scholar] [CrossRef]
- Terro, M.J. Properties of concrete made with recycled crushed glass at elevated temperatures. Build. Environ. 2006, 41, 633–639. [Google Scholar] [CrossRef]
- Gesolu, M.; Güneyisi, E.; Gesoğlu, M.; Güneyisi, E. Permeability properties of self-compacting rubberized concretes. Constr. Build. Mater. 2011, 25, 3319–3326. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A. Use of metakaolin on enhancing the mechanical properties of self-consolidating concrete containing high percentages of crumb rubber. J. Clean. Prod. 2016, 125, 282–295. [Google Scholar] [CrossRef]
- Younis, K.H.; Pilakoutas, K. Strength prediction model and methods for improving recycled aggregate concrete. Constr. Build. Mater. 2013, 49, 688–701. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A. Use of steel fibers to optimize self-consolidating concrete mixtures containing crumb rubber. ACI Mater. J. 2017, 114, 581–594. [Google Scholar] [CrossRef]
- Lv, J.; Du, Q.; Zhou, T.; He, Z.; Li, K. Fresh and mechanical properties of self-compacting rubber lightweight aggregate concrete and corresponding mortar. Adv. Mater. Sci. Eng. 2019, 2019, 8372547. [Google Scholar] [CrossRef]
- Akram, T.; Memon, S.A.; Obaid, H. Production of low cost self compacting concrete using bagasse ash. Constr. Build. Mater. 2009, 23, 703–712. [Google Scholar] [CrossRef]
- Ahari, R.S.; Erdem, T.K.; Ramyar, K. Permeability properties of self-consolidating concrete containing various supplementary cementitious materials. Constr. Build. Mater. 2015, 79, 326–336. [Google Scholar] [CrossRef]
- Melo, K.A.; Carneiro, A.M.P. Effect of metakaolin’s finesses and content in self-consolidating concrete. Constr. Build. Mater. 2010, 24, 1529–1535. [Google Scholar] [CrossRef]
- Boukendakdji, O.; Kenai, S.; Kadri, E.H.; Rouis, F. Effect of slag on the rheology of fresh self-compacted concrete. Constr. Build. Mater. 2009, 23, 2593–2598. [Google Scholar] [CrossRef]
- Ozawa, K. High-Performance Concrete Based on the Durability Design of Concrete Structures. In Proceedings of the Second East Asia-Pacific Conference on Structural Engineering and Construction, Chlang Mai, Thailand, 11–13 January 1989. [Google Scholar]
- Sonebi, M. Medium strength self-compacting concrete containing fly ash: Modelling using factorial experimental plans. Cem. Concr. Res. 2004, 34, 1199–1208. [Google Scholar] [CrossRef]
- Kebaïli, O.; Mouret, M.; Arabi, N.; Cassagnabere, F. Adverse effect of the mass substitution of natural aggregates by air-dried recycled concrete aggregates on the self-compacting ability of concrete: Evidence and analysis through an example. J. Clean. Prod. 2015, 87, 752–761. [Google Scholar] [CrossRef]
- Zhu, W.; Bartos, P.J.M. Permeation properties of self-compacting concrete. Cem. Concr. Res. 2003, 33, 921–926. [Google Scholar] [CrossRef]
- Tuyan, M.; Mardani-Aghabaglou, A.; Ramyar, K. Freeze–thaw resistance, mechanical and transport properties of self-consolidating concrete incorporating coarse recycled concrete aggregate. Mater. Des. 2014, 53, 983–991. [Google Scholar] [CrossRef]
- Okamura, H.; Ozawa, K.; Ouchi, M. Self-compacting concrete. Struct. Concr. 2000, 1, 3–17. [Google Scholar] [CrossRef]
- Mallek, J.; Daoud, A.; Omikrine-Metalssi, O.; Loulizi, A. Performance of self-compacting rubberized concrete against carbonation and chloride penetration. Struct. Concr. 2021, 22, 2720–2735. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoglu, M.; Naji, N.; Ipek, S. Evaluation of the rheological behavior of fresh self-compacting rubberized concrete by using the herschel-bulkley and modified bingham models. Arch. Civ. Mech. Eng. 2016, 16, 9–19. [Google Scholar] [CrossRef]
- Topçu, I.B.; Bilir, T. Experimental investigation of some fresh and hardened properties of rubberized self-compacting concrete. Mater. Des. 2009, 30, 3056–3065. [Google Scholar] [CrossRef]
- Hilal, N.N. Hardened properties of self-compacting concrete with different crumb rubber size and content. Int. J. Sustain. Built Environ. 2017, 6, 191–206. [Google Scholar] [CrossRef]
- Onuaguluchi, O.; Panesar, D.K. Hardened properties of concrete mixtures containing pre-coated crumb rubber and silica fume. J. Clean. Prod. 2014, 82, 125–131. [Google Scholar] [CrossRef]
- Bateni, A.; Susnar, S.S.; Amirfazli, A.; Neumann, A.W. A high-accuracy polynomial fitting approach to determine contact angles. Colloids Surfaces A Physicochem. Eng. Asp. 2003, 219, 215–231. [Google Scholar] [CrossRef]
- Emiroglu, M.; Kelestemur, M.H.; Yildiz, S. An investigation on ITZ microstructure of the concrete containing waste vehicle tire. In Proceedings of the 8th International Fracture Conference, Shanghai, China, 14–17 August 2007; Volume 7. [Google Scholar]
- Thomas, B.S.; Gupta, R.C.; Mehra, P.; Kumar, S. Performance of high strength rubberized concrete in aggressive environment. Constr. Build. Mater. 2015, 83, 320–326. [Google Scholar] [CrossRef]
- Karahan, O.; Özbay, E.; Hossain, K.M.A.; Lachemi, M.; Atiş, C.D. Fresh, mechanical, transport, and durability properties of self-consolidating rubberized concrete. ACI Mater. J. 2012, 109, 413–420. [Google Scholar] [CrossRef]
- Bušić, R.; Miličević, I.; Šipoš, T.K.; Strukar, K. Recycled rubber as an aggregate replacement in self-compacting concrete-literature overview. Materials 2018, 11, 1729. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. A review of the fresh/hardened properties and applications for plain (PRC) and self-compacting rubberised concrete (SCRC). Constr. Build. Mater. 2010, 24, 2043–2051. [Google Scholar] [CrossRef]
- Ghosh, S.K.; Bera, D.K. Fundamental properties of self-compacting concrete utilizing waste rubber tires—A review. Int. J. Res. Eng. Technol. 2016, 5, 254–261. [Google Scholar] [CrossRef]
- Jafari, M.; Mozhdehi, A.M.; Ganjali, A. Positive and negative influences of waste tires on self-compacting concrete: A summarized review. J. Sci. Eng. Elites 2020, 5, 40–62. [Google Scholar]
- Bignozzi, M.C.; Sandrolini, F. Tyre rubber waste recycling in self-compacting concrete. Cem. Concr. Res. 2006, 36, 735–739. [Google Scholar] [CrossRef]
- Garros, M.; Turatsinze, A.; Granju, J.-L. Effect of rubber aggregates from grinding of end-of-life tires on the properties of SCC. Spec. Publ. 2006, 235, 177–188. [Google Scholar]
- Güneyisi, E. Fresh properties of self-compacting rubberized concrete incorporated with fly ash. Mater. Struct. 2010, 43, 1037–1048. [Google Scholar] [CrossRef]
- Raj, B.; Ganesan, N.; Shashikala, A.P. Engineering properties of self-compacting rubberized concrete. J. Reinf. Plast. Compos. 2011, 30, 1923–1930. [Google Scholar] [CrossRef]
- Khalilpasha, M.H.; Sadeghi-Nik, A.; Lotfi-Omran, O.; Kimiaeifard, K.; Amirpour-Molla, M. Sustainable Development Using Recyclable Rubber in Self-Compacting Concrete. In Proceedings of the Third International Conference on Construction in Developing Countries (Advancing Civil, Architectural and Construction Engineering & Management), Bangkok, Thailand, 4–6 July 2012; pp. 580–585. [Google Scholar]
- Najim, K.B.; Hall, M.R. Mechanical and dynamic properties of self-compacting crumb rubber modified concrete. Constr. Build. Mater. 2012, 27, 521–530. [Google Scholar] [CrossRef]
- Yung, W.H.; Yung, L.C.; Hua, L.H. A study of the durability properties of waste tire rubber applied to self-compacting concrete. Constr. Build. Mater. 2013, 41, 665–672. [Google Scholar] [CrossRef]
- Ganesan, N.; Raj, J.B.; Shashikala, A.P. Flexural fatigue behavior of self compacting rubberized concrete. Constr. Build. Mater. 2013, 44, 7–14. [Google Scholar] [CrossRef]
- Ismail, M.K.; De Grazia, M.T.; Hassan, A.A. Mechanical properties of self-consolidating rubberized concrete with different supplementary cementing materials. J. Mater. Civ. Eng. 2015, 28, 68–75. [Google Scholar] [CrossRef]
- Khalil, E.; Abd-Elmohsen, M.; Anwar, A.M. Impact resistance of rubberized self-compacting concrete. Water Sci. 2015, 29, 45–53. [Google Scholar] [CrossRef]
- Hesami, S.; Hikouei, I.S.; Emadi, S.A.A. Mechanical behavior of self-compacting concrete pavements incorporating recycled tire rubber crumb and reinforced with polypropylene fiber. J. Clean. Prod. 2016, 133, 228–234. [Google Scholar] [CrossRef]
- Ismail, M.K.; Hassan, A.A. Impact resistance and mechanical properties of self-consolidating rubberized concrete reinforced with steel fibers. J. Mater. Civ. Eng. 2017, 29, 4016193. [Google Scholar] [CrossRef]
- Younis, K.H.; Naji, H.S.; Najim, K.B. Rheological behavior of self-compacting concrete incorporating crumb rubber particles as fine aggregate. Dev. Civ. Comput. Eng. 2017, 2017, 62–74. [Google Scholar] [CrossRef]
- AbdelAleem, B.H.; Hassan, A.A. Development of self-consolidating rubberized concrete incorporating silica fume. Constr. Build. Mater. 2018, 161, 389–397. [Google Scholar] [CrossRef]
- Aslani, F.; Ma, G.; Wan, D.L.Y.; Le, V.X.T. Experimental investigation into rubber granules and their effects on the fresh and hardened properties of self-compacting concrete. J. Clean. Prod. 2018, 172, 1835–1847. [Google Scholar] [CrossRef]
- Hamza, B.; Belkacem, M.; Said, K.; Walid, Y. Performance du béton autoplaçant à base de granulats en caoutchouc recyclés. MATEC Web Conf. 2018, 149, 1070. [Google Scholar] [CrossRef]
- Aslani, F.; Kelin, J. Assessment and development of high-performance fibre-reinforced lightweight self-compacting concrete including recycled crumb rubber aggregates exposed to elevated temperatures. J. Clean. Prod. 2018, 200, 1009–1025. [Google Scholar] [CrossRef]
- Si, R.; Wang, J.; Guo, S.; Dai, Q.; Han, S. Evaluation of laboratory performance of self-consolidating concrete with recycled tire rubber. J. Clean. Prod. 2018, 180, 823–831. [Google Scholar] [CrossRef]
- AbdelAleem, B.H.; Ismail, M.K.; Hassan, A.A. The combined effect of crumb rubber and synthetic fibers on impact resistance of self-consolidating concrete. Constr. Build. Mater. 2018, 162, 816–829. [Google Scholar] [CrossRef]
- Aslani, F.; Khan, M. Properties of high-performance self-compacting rubberized concrete exposed to high temperatures. J. Mater. Civ. Eng. 2019, 31, 4019040. [Google Scholar] [CrossRef]
- Yang, G.; Chen, X.; Guo, S.; Xuan, W. Dynamic mechanical performance of self-compacting concrete containing crumb rubber under high strain rates. KSCE J. Civ. Eng. 2019, 23, 3669–3681. [Google Scholar] [CrossRef]
- Li, N.; Long, G.; Ma, C.; Fu, Q.; Zeng, X.; Ma, K.; Xie, Y.; Luo, B. Properties of self-compacting concrete (SCC) with recycled tire rubber aggregate: A comprehensive study. J. Clean. Prod. 2019, 236, 117707. [Google Scholar] [CrossRef]
- Cemalgil, S.; Etli, S. Effects of specimen size on the compressive strength of rubber modified self-compacting concrete. Int. J. Pure Appl. Sci. 2020, 6, 118–129. [Google Scholar] [CrossRef]
- Angelin, A.F.; Cecche Lintz, R.C.; Osório, W.R.; Gachet, L.A. Evaluation of efficiency factor of a self-compacting lightweight concrete with rubber and expanded clay contents. Constr. Build. Mater. 2020, 257, 119573. [Google Scholar] [CrossRef]
- Valizadeh, A.; Hamidi, F.; Aslani, F.; Shaikh, F.U.A. The Effect of Specimen Geometry on the Compressive and Tensile Strengths of Self-Compacting Rubberised Concrete Containing Waste Rubber Granules. Structures 2020, 27, 1646–1659. [Google Scholar] [CrossRef]
- Tian, L.; Qiu, L.; Li, J.; Yang, Y. Experimental study of waste tire rubber, wood-plastic particles and shale ceramsite on the performance of self-compacting concrete. J. Renew. Mater. 2020, 8, 153–170. [Google Scholar] [CrossRef]
- Zaouai, S.; Tafraoui, A.; Makani, A.; Benmerioul, F. Hardened and transfer properties of self-compacting concretes containing pre-coated rubber aggregates with crushed dune sand. J. Rubber Res. 2020, 23, 5–12. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, X.; Wu, P.; Cheng, X. Investigation on micro-structure of self-compacting concrete modified by recycled grinded tire rubber based on x-ray computed tomography technology. J. Clean. Prod. 2021, 290, 125838. [Google Scholar] [CrossRef]
- Chen, C.; Chen, X.; Zhang, J. Experimental study on flexural fatigue behavior of self-compacting concrete with waste tire rubber. Mech. Adv. Mater. Struct. 2021, 28, 1691–1702. [Google Scholar] [CrossRef]
- Rahim, N.I.; Mohammed, B.S.; Abdulkadir, I.; Dahim, M. Effect of crumb rubber, fly ash, and nanosilica on the surface methodology. Materials 2022, 15, 1501. [Google Scholar] [CrossRef]
- Kelechi, S.E.; Adamu, M.; Mohammed, A.; Ibrahim, Y.E.; Obianyo, I.I. Durability performance of self-compacting concrete containing crumb rubber, fly ash and calcium carbide waste. Materials 2022, 15, 488. [Google Scholar] [CrossRef]
- Qin, J.-L.; Qiao, W.-G.; Lin, D.-G.; Zhang, S.; Wang, J.-Y. Mechanical properties and numerical analyses of basalt fiber crumb rubber mortars in soft rock roadways. Adv. Civ. Eng. 2019, 2019, 5159094. [Google Scholar] [CrossRef]
- Meddah, M.S. Recycled aggregates in concrete production: Engineering properties and environmental impact. MATEC Web Conf. 2017, 101, 5021. [Google Scholar] [CrossRef]
- Fořt, J.; Kobetičová, K.; Böhm, M.; Podlesný, J.; Jelínková, V.; Vachtlová, M.; Bureš, F.; Černý, R. Environmental consequences of rubber crumb application: Soil and water pollution. Polymers 2022, 14, 1416. [Google Scholar] [CrossRef] [PubMed]
- Jedidi, M.; Benjeddou, O. Crumb rubber effect on acoustic properties of self- consolidating concrete. Int. J. Therm. Environ. Eng. 2014, 8, 69–76. [Google Scholar] [CrossRef]
- Sherwood, P.T.; TRL. The Use of Waste and Recycled Materials in Roads. In Proceedings of the Institution of Civil Engineers-Transport; Thomas Telford-ICE Virtual Library: London, UK, 1995. Volume 111. pp. 116–124. [Google Scholar]
- Loderer, C.; Partl, M.N.; Poulikakos, L.D. Effect of crumb rubber production technology on performance of modified bitumen. Constr. Build. Mater. 2018, 191, 1159–1171. [Google Scholar] [CrossRef]
- Hernandez-Olivares, F.; Barluenga, G.; Bollati, M.; Witoszek, B. Static and dynamic behaviour of recycled tyre rubber-filled concrete. Cem. Concr. Res. 2002, 32, 1587–1596. [Google Scholar] [CrossRef]
- Huang, B.; Li, G.; Pang, S.-S.; Eggers, J. Investigation into waste tire rubber-filled concrete. J. Mater. Civ. Eng. 2004, 16, 187–194. [Google Scholar] [CrossRef]
- Duarte, A.P.C.; Silva, B.A.; Silvestre, N.; De Brito, J.; Júlio, E. Mechanical characterization of rubberized concrete using an image-processing/XFEM coupled procedure. Compos. Part B Eng. 2015, 78, 214–226. [Google Scholar] [CrossRef]
- Rahmani, E.; Dehestani, M.; Beygi, M.H.A.; Allahyari, H.; Nikbin, I.M. On the mechanical properties of concrete containing waste PET particles. Constr. Build. Mater. 2013, 47, 1302–1308. [Google Scholar] [CrossRef]
- Emiroglu, M.; Yildiz, S.; Kelestemur, M.H. An investigation on its microstructure of the concrete containing waste vehicle tire. Comput. Concr. 2008, 5, 503–508. [Google Scholar] [CrossRef][Green Version]
- Mohammed, B.H.; Sherwani, A.F.H.; Faraj, R.H.; Qadir, H.H.; Younis, K.H. Mechanical properties and ductility behavior of ultra-high performance fiber reinforced concretes: Effect of low water-to-binder ratios and micro glass fibers. Ain Shams Eng. J. 2021, 12, 1557–1567. [Google Scholar] [CrossRef]
- Moustafa, A.; ElGawady, M.A. Dynamic properties of high strength rubberized concrete. ACI Spec. Publ 2017, 314, 1–22. [Google Scholar]
- Gesoǧlu, M.; Güneyisi, E.; Khoshnaw, G.; Ipek, S. Investigating properties of pervious concretes containing waste tire rubbers. Constr. Build. Mater. 2014, 63, 206–213. [Google Scholar] [CrossRef]
- Qadir, H.H.; Faraj, R.H.; Sherwani, A.F.H.; Mohammed, B.H.; Younis, K.H. Mechanical properties and fracture parameters of ultra high performance steel fiber reinforced concrete composites made with extremely low water per binder ratios. SN Appl. Sci. 2020, 2, 1594. [Google Scholar] [CrossRef]
- Vadivel, T.S.; Thenmozhi, R.; Doddurani, M. Experimental behaviour of waste tyre rubber aggregate concrete under impact loading. Iran. J. Sci. Technol. Trans. Civ. Eng. 2014, 38, 251. [Google Scholar]
- Mohammed, B.S.; Azmi, N.J.; Abdullahi, M. Evaluation of rubbercrete based on ultrasonic pulse velocity and rebound hammer tests. Constr. Build. Mater. 2011, 25, 1388–1397. [Google Scholar] [CrossRef]
- Segre, N.; Joekes, I. Use of tire rubber particles as addition to cement paste. Cem. Concr. Res. 2000, 30, 1421–1425. [Google Scholar] [CrossRef]
- Fu, Q.; Xie, Y.J.; Long, G. Study on capillary water absorption properties of rubberized self-compacting concrete. J. Build. Mater. 2015, 18, 17–23. [Google Scholar] [CrossRef]
- Paul, J. Management of used or scrap tyres. Encycl. Polym. Sci. Eng. 1985, 14, 787–802. [Google Scholar]
- Zaouai, S.; Makani, A.; Tafraoui, A.; Benmerioul, F. Optimization and mechanical characterization of self-compacting concrete incorporating rubber aggregates. Mater.Sci. Eng. 2016, 17, 817–829. [Google Scholar]
- Bravo, M.; De Brito, J. Concrete made with used tyre aggregate: Durability-related performance. J. Clean. Prod. 2012, 25, 42–50. [Google Scholar] [CrossRef]
- Elkey, W.; Sellevold, E.J. Electrical Resistivity of Concrete. Concr. Int. 1995, 37, 41–46. [Google Scholar]
- Hornbostel, K.; Larsen, C.K.; Geiker, M.R. Relationship between concrete resistivity and corrosion rate—A literature review. Cem. Concr. Compos. 2013, 39, 60–72. [Google Scholar] [CrossRef]
- Kaewunruen, S.; Meesit, R. Sensitivity of crumb rubber particle sizes on electrical resistance of rubberised concrete. Cogent Eng. 2016, 3, 1126937. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Hossain, K.M.A.; Swee, J.T.E.; Wong, G.; Abdullahi, M. Properties of crumb rubber hollow concrete block. J. Clean. Prod. 2012, 23, 57–67. [Google Scholar] [CrossRef]
- Luhar, S.; Luhar, I.; Nicolaides, D.; Gupta, R. Durability performance evaluation of rubberized geopolymer concrete. Sustainability 2021, 13, 5969. [Google Scholar] [CrossRef]
- Al-Tayeb, M.M.; Abu Bakar, B.H.; Akil, H.M.; Ismail, H. Performance of rubberized and hybrid rubberized concrete structures under static and impact load conditions. Exp. Mech. 2013, 53, 377–384. [Google Scholar] [CrossRef]
- Pedro, D.; de Brito, J.; Veiga, R. Mortars made with fine granulate from shredded tires. J. Mater. Civ. Eng. 2013, 25, 519–529. [Google Scholar] [CrossRef]
- Guo, S.; Dai, Q.; Si, R.; Sun, X.; Lu, C. Evaluation of properties and performance of rubber-modified concrete for recycling of waste scrap tire. J. Clean. Prod. 2017, 148, 681–689. [Google Scholar] [CrossRef]
- Chen, Z.; Li, L.; Xiong, Z. Investigation on the interfacial behaviour between the rubber-cement matrix of the rubberized concrete. J. Clean. Prod. 2019, 209, 1354–1364. [Google Scholar] [CrossRef]
- Onuaguluchi, O. Effects of surface pre-coating and silica fume on crumb rubber-cement matrix interface and cement mortar properties. J. Clean. Prod. 2015, 104, 339–345. [Google Scholar] [CrossRef]
- Najim, K.B.; Hall, M.R. Crumb rubber aggregate coatings/pre-treatments and their effects on interfacial bonding, air entrapment and fracture toughness in self-compacting rubberised concrete (SCRC). Mater. Struct. 2013, 46, 2029–2043. [Google Scholar] [CrossRef]




























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ref. | Year | Replacement Type | No. of Papers Reviewed | Range | Mechanical Properties | Durability Properties | Empirical Models |
|---|---|---|---|---|---|---|---|
| [40] | 2010 | Coarse and fine aggregate | 4 | 2006–2009 | Compressive, splitting, and flexural | Thermal resistance, noise reduction, air entrainment and shrinkage, impact resistance and ductility | _ |
| [41] | 2016 | Coarse and fine aggregate | 12 | 2006–2016 | Compressive, splitting, flexural, and dynamic modulus of elasticity | Shrinkage | _ |
| [39] | 2018 | Coarse and fine aggregate | 27 | 2006–2018 | Compressive, splitting, flexural, and elastic module | Water absorption, water sorptivity, impact resistance, ductility, brittleness, fracture energy, shrinkage, fatigue behavior, SEM | _ |
| [42] | 2020 | Coarse and fine aggregate | 14 | 2006–2018 | Compressive strength, modulus of elasticity, flexural strength, ultrasonic pulse velocity | Stiffness, fracture energy, durability, deformability before failure, dynamic properties, strain capacity, fatigue strength | _ |
| Current Review | Submitted review | Fine aggregate | 42 | 2006–2021 | Compressive, splitting, flexural, elastic module, and fracture energy, characteristic length, bond strength, and (UPV) | Sorptivity, electrical resistivity, free-drying shrinkage, rapid chloride permeability, depth of carbonation, depth of chloride penetration, and impact resistance | Compressive and splitting, compressive and flexural, compressive and modulus, compressive and UPV, and compressive and bond strength |
| Type | Size (mm) | Replacement Type | Refs. |
|---|---|---|---|
| Shredded or chipped tire rubber | >4.75 mm | Coarse aggregate partial) | [8,31] |
| Crumb rubber aggregate | 4.75–0.425 | Fine aggregate (partial) | [8,31] |
| Granular tire rubber | <0.425 | Cement (partial) | [8,80] |
| Fiber rubber aggregate | Short fibers: 8.5–21.5 Strips: <8 | Fiber/aggregate | [36,81] |
| Ref. | Composite Type | Binder Content (kg/m3) | Type of Mineral Admixture | Type of CR | Replacement Amounts | Particle Size of CR | Properties of CR |
|---|---|---|---|---|---|---|---|
| [15] | SCC | 550 | Fly ash (0, 20, 40, and 60%.) | Crumb rubber | (0, 5, 15, and 25%) | 0.13–4 mm | Specific gravity = 0.83 |
| [50] | SCC | 522 | Fly ash (45%) | Shredded scrap rubber | (0, 15, and 20%) | 4.75 mm | Specific gravity = 1.14 |
| [30] | SCC | 450 | Inert calcareous (17.8%) | Waste-tire rubber | (0, 5, 10, and 15%) | 0–4 mm | Specific gravity = 1.2 |
| [45] | SCC | 550 | Fly ash (0, 20, 40, and 60%) | Crumb rubber | (0, 5, 15, and 25%) | 4 mm | Specific gravity = 0.83 |
| [43] | SCC | 566 | Fine filler (CaCO3) (34.6%) | Untreated tire waste | (0, 22.2, and 33.3 v/v%) | 0.05–2 mm | Tire rubber density (0.9 g/cm3) |
| [4] | SCC | 5.92 kg/batch | - | Waste tire | (0, 10%) | 1–4 mm | - |
| [70] | SCC | 550 | Fly ash (25.3%), silica fume (4.7%) | Shredded discarded tires | (0, 10, 20, and 30%) | 1–5 mm | Apparent density = 1060 kg/m3 bulk density = 433 kg/m3 |
| [47] | SCC | 702 | Limestone powder (41.2%) | Recycled crumb rubber | (0, 4, 8, and 12 wt.%) | 3–5 mm | Elasticity module = 22 MPa, tensile strength = 28 MPa |
| [31] | SCC | 520 | Class F fly ash (30%) | Crumb rubber (CR No 5 and 18) and tire chips (TC) | (0, 5,10, 15, 20, and 25%) | 1–4 mm | Density no.18 CR = 0.50 g/cm3, no.5 CR = 0.67 g/cm3, chips = 1.02 g/cm3 elongated particles chips between 10 and 40 mm |
| [49] | SCC | 600 | Fly ash (50%), slag (50%) | Waste-tire rubber | (0, 5, 10, 15, and 20%) | Passing (0.3 mm and 0.6 mm) sieve | Specific gravity = 0.95 |
| [48] | SCC | 472 | Pulverized fuel ash (23.1%) | Crumb rubber | (0, 5, 10, and 15 wt.%) | 2–6 mm | Specific gravity = 1.12, apparent density = 489 kg/m3, thermal conductivity = 0.11 W/mk, tensile resistance = 4.2–15 MPa, water absorption = 0.65 |
| [51] | SCC | 550 | Fly ash (20%), slag (30%), metakaolin (20%) | Crumb rubber | (0, 5, 10, 15, 20, 30, and 40%) | 4.75 mm | Specific gravity = 0.95 |
| [52] | SCC | 450 | Cement kiln dust | Crumb rubber | (0, 10, 20, 30, and 40%) | 2 mm | - |
| [46] | SCC | (522, 469, 428, 407) | Fly ash (21.5, 27.7, 37.6, 51.8%) | Worn-out tire | (0, 5, 10, 15 and 20%) | 4.75 mm | Specific gravity = 1.14 |
| [68] | SCC | 498 | Grade I fly ash (35%) | Waste-tire rubber | (0, 5, 10, 20, and 30%) | 2–4 mm | Packing density = 710 kg/m3, apparent density = 1600 kg/m3 |
| [7] | SCC | 10.78 Kg/batch | Fly ash (55%), silica fume (5, 10%) | Crumb rubber from waste tires | (0, 15, and 30%) | 600 µm to 2.36 mm | - |
| [66] | LWSCC | 1.67 in mass | Silica fume (6%), expanded clay (12.6, 21.6%) | Waste-tire rubber | (0, 5, 10, and 15%) | 0.15–9.5 mm | Density = 1.16 g/cm3, saturated dry density = 0.4 g/cm3, fineness modulus =3.49 |
| [16] | SCC | 500–550 | Fly ash (20%), slag (30%), metakaolin (20%) | Crumb rubber | (0, 5, 10, 15, 20, 30, 40, and 50%) | 5 mm | Specific gravity = 0.95 |
| [18] | SCC | 550–600 | Metakaolin (20%), fly ash (30%) | Crumb rubber | (0, 5, 10, 15, 20, 25, 30, and 40%) | 4.75 mm | Specific gravity = 0.95 |
| [64] | SCC | 530 | Fly ash (15.1%), slag (20%) | Waste-tire rubber | (0, 10, 20, and 30%) | 2–4 mm, 1–2 mm, and 0–0.3 mm | Specific gravity = 1.0, tensile strength = 8.0 MPa, ultimate tensile strain = 256%, initial elastic modulus = 3.4 MPa |
| [38] | SCC | 500 | Ground granulated blast furnace slag (25%) | Scrap tires | (0, 10, 20, and 30%) | 0.15–4.75 mm | Specific gravity = 0.90 |
| [19] | LWSCC | 510 | Fly ash (15.7%) | Rubber | (0, 10, 20, 30, 40, and 50%) | 0.15–4.75 mm | Modulus of fineness 2.7, density 1.19 g/cm3, and lose bulk density 365 kg/m3 |
| [71] | SCC | 550 | Fly ash (25.3%), silica fume (4.7%) | Tire rubber | (0, 10, 20, and 30%) | - | Ash content = 2.4, carbon black content = 25, density = 1060 kg/m3, apparent density = 433kg/m3, tensile strength = 11 MPa |
| [65] | SCC | 600 | - | Waste vehicle tires (WVT) | (0, 5, 10, 15, and 20%) | 0–4 mm | Specific gravity = 1.050 |
| [62] | SCC | 450 | Fly ash (40%), silica fume (7.5%), ground granulated blast furnace slag (22.5%) | Waste tires | (0, 10, 20, 30, and 40%) | 2–5 mm | Specific gravity = 1.15 |
| [53] | SCC | 702 | Limestone powder (41.2%) | Scrap tires of heavy vehicles | (0, 5, 10, and 15%) | 4.75 mm | Specific gravity = 1.122 (g/cm3), weight percentage of sulfur = 0.97% |
| [60] | SCC | 550 | Class-F fly ash (21.8%) | Crumb rubber | (0, 15, and 25%) | 1.4–2.83 mm | - |
| [55] | SCC | 495 | Silica fume (10%) | Crumb rubber | (0, 10, 20, 30, and 40%) | 4 mm | Specific gravity = 1.15, bulk density =489 kg/m3 |
| [59] | LWSCC | 450 | Fly ash (30%), silica fume (7.5%), slag (22.5%) | Recycled crumb rubber | 20% | 2–5 mm | Specific gravity = 1.15 |
| [44] | SCC | 470 | Calcareous filler (25.55%) | End-of-life tires | (0, 20, 30, 40, and 50%) | 0–4 mm | Specific gravity = 1.2 |
| [57] | SCC | 450 | Fly ash (30%), silica fume (7.5%), slag (22.5%) | Scrap rubber | (0, 10, 20, 30, and 40%) | 1–3 mm | The chemical composition = of 45% polymer, 40% carbon black, and 15% organic materials by weight |
| [58] | SCC | 442 | - | Waste tires | (5, 10, 15, 20, and 30%) | 0–2 mm | Specific gravity = 0.77 and a water absorption coefficient = 0.24 |
| [69] | SCC | 520 | Crushed dune sand (5–20%) | Pre-coating rubber | 2.50% | 0.5–4 mm | - |
| [67] | SCC | 450 | Fly ash (30%), silica fume (7.5%), slag (22.5%) | Waste tires | (0, 10, and 20%) | 2–5 mm | Specific gravity= 1.15 kg.m−3, the chemical composition = of 45% polymer, 40% carbon black, and 15% organic materials by weight |
| [63] | SCC | 550 | Fly ash (25.3%), silica fume (4.7%) | Crumb rubber | (0, 10, 20, and 20%) | 1–5 mm | - |
| [56] | SCC | 550 | Silica fume (10%) | Crumb rubber | (0, 5, 10, 15, and 20%) | <4.75 mm | Specific gravity = 0.95 |
| [61] | SCC | 550 | Fly ash (30%) and metakaolin (20%) | Crumb rubber | (0, 5, 10, 15, 20, 25, and 30%) | <4.75 mm | Specific gravity = 0.95 |
| [32] | SCC | 530 | Fly ash (28%) | Crumb rubber | (60, 120, and 180 kg/m3) | 0–4 mm | - |
| [54] | SCC | 550 | Fly ash (30%) and metakaolin (20%) | Crumb rubber | (0, 5, 10, 15, 20, 25, and 30%) | <4.75 mm | Specific gravity = 0.95 |
| [33] | SCC | 520 | Fly ash (30%) | Crumb rubber | (0, 5, 10, 15, 20, and 25%) | 0–4 mm | The specific gravity of no. 18 CR and no. 5 CR is 0.50 and 0.67, respectively |
| [73] | SCC | 454 | Fly ash (40%) and calcium carbide waste (5, 10%) | Crumb rubber | (0, 10, and 20%) | 0–4 mm | Specific gravity = 0.95 |
| [72] | SCC | 600 | Fly ash (10, 25, C40%) and nano silica (2, 4%) | Crumb rubber | (0, 15, and 7.5%) | 0–4 mm | Specific gravity = 0.95, fineness modulus = 0.92 |
| Ref. | Compressive Strength | Tensile Strength | Flexural Strength | Elasticity Modulus | Bond Strength | Fracture Energy | Characteristic Length | UPV |
|---|---|---|---|---|---|---|---|---|
| [15] | 🗸 | |||||||
| [50] | 🗸 | |||||||
| [30] | 🗸 | |||||||
| [45] | 🗸 | |||||||
| [43] | 🗸 | |||||||
| [4] | 🗸 | 🗸 | ||||||
| [47] | 🗸 | 🗸 | 🗸 | |||||
| [31] | 🗸 | |||||||
| [49] | 🗸 | 🗸 | ||||||
| [48] | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [51] | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [52] | 🗸 | 🗸 | 🗸 | |||||
| [46] | 🗸 | 🗸 | 🗸 | |||||
| [68] | 🗸 | 🗸 | ||||||
| [7] | 🗸 | 🗸 | 🗸 | |||||
| [66] | 🗸 | 🗸 | ||||||
| [16] | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [18] | 🗸 | 🗸 | 🗸 | |||||
| [64] | 🗸 | 🗸 | ||||||
| [38] | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [19] | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [71] | 🗸 | |||||||
| [65] | 🗸 | 🗸 | ||||||
| [62] | 🗸 | 🗸 | 🗸 | |||||
| [53] | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | |||
| [60] | 🗸 | 🗸 | 🗸 | |||||
| [59] | 🗸 | 🗸 | 🗸 | |||||
| [44] | 🗸 | 🗸 | ||||||
| [57] | 🗸 | 🗸 | ||||||
| [58] | 🗸 | |||||||
| [69] | 🗸 | |||||||
| [67] | 🗸 | 🗸 | ||||||
| [56] | 🗸 | 🗸 | 🗸 | |||||
| [61] | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [32] | 🗸 | |||||||
| [54] | 🗸 | 🗸 | 🗸 | 🗸 | ||||
| [33] | 🗸 | 🗸 | 🗸 | 🗸 | 🗸 | |||
| [72] | 🗸 | 🗸 | 🗸 |
| CR Content (%) | 10 | 20 | 30 | 40 |
|---|---|---|---|---|
| Compressive strength reduction (%) | 10–30 | 25–45 | 30–60 | 40–70 |
| CR Content (%) | 2 | 20 | 30 | 40 |
|---|---|---|---|---|
| Splitting tensile strength reduction (%) | 5–20 | 10–30 | 25–40 | 35–55 |
| CR Content (%) | 10 | 20 | 30 | 40 |
|---|---|---|---|---|
| Modules of elasticity reduction (%) | 5–15 | 15–30 | 25–40 | 35–55 |
| CR Content (%) | 10 | 20 | 30 | 40 |
|---|---|---|---|---|
| Flexural strength reduction (%) | 5–15 | 15–25 | 20–35 | 30–40 |
| Ref. | Sorptivity (mm/min 0.5) | Rapid Chloride Permeability (coulombs) | Depth of Chloride Penetration (mm) | Shrinkage (%) | Electrical Resistivity (kΩ-cm) | Depth of Carbonation (mm) | Impact Resistance |
|---|---|---|---|---|---|---|---|
| [15] | 🗸 | 🗸 | |||||
| [30] | 🗸 | 🗸 | 🗸 | ||||
| [49] | 🗸 | 🗸 | |||||
| [52] | 🗸 | ||||||
| [64] | 🗸 | 🗸 | |||||
| [38] | 🗸 | ||||||
| [60] | 🗸 | 🗸 | |||||
| [44] | 🗸 | ||||||
| [61] | 🗸 | ||||||
| [54] | 🗸 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zrar, Y.J.; Younis, K.H. Mechanical and Durability Properties of Self-Compacted Concrete Incorporating Waste Crumb Rubber as Sand Replacement: A Review. Sustainability 2022, 14, 11301. https://doi.org/10.3390/su141811301
Zrar YJ, Younis KH. Mechanical and Durability Properties of Self-Compacted Concrete Incorporating Waste Crumb Rubber as Sand Replacement: A Review. Sustainability. 2022; 14(18):11301. https://doi.org/10.3390/su141811301
Chicago/Turabian StyleZrar, Yarivan J., and Khaleel H. Younis. 2022. "Mechanical and Durability Properties of Self-Compacted Concrete Incorporating Waste Crumb Rubber as Sand Replacement: A Review" Sustainability 14, no. 18: 11301. https://doi.org/10.3390/su141811301
APA StyleZrar, Y. J., & Younis, K. H. (2022). Mechanical and Durability Properties of Self-Compacted Concrete Incorporating Waste Crumb Rubber as Sand Replacement: A Review. Sustainability, 14(18), 11301. https://doi.org/10.3390/su141811301