
A Mass-Customization-Based Remanufacturing Scheme Design Method for Used Products

Abstract
:1. Introduction
2. Literature Review
2.1. Remanufacturing Demand Collection and Analysis
2.2. Remanufacturing Schemes Generation
3. The RSD Framework Based on MC
3.1. Remanufacturing Demand Analysis
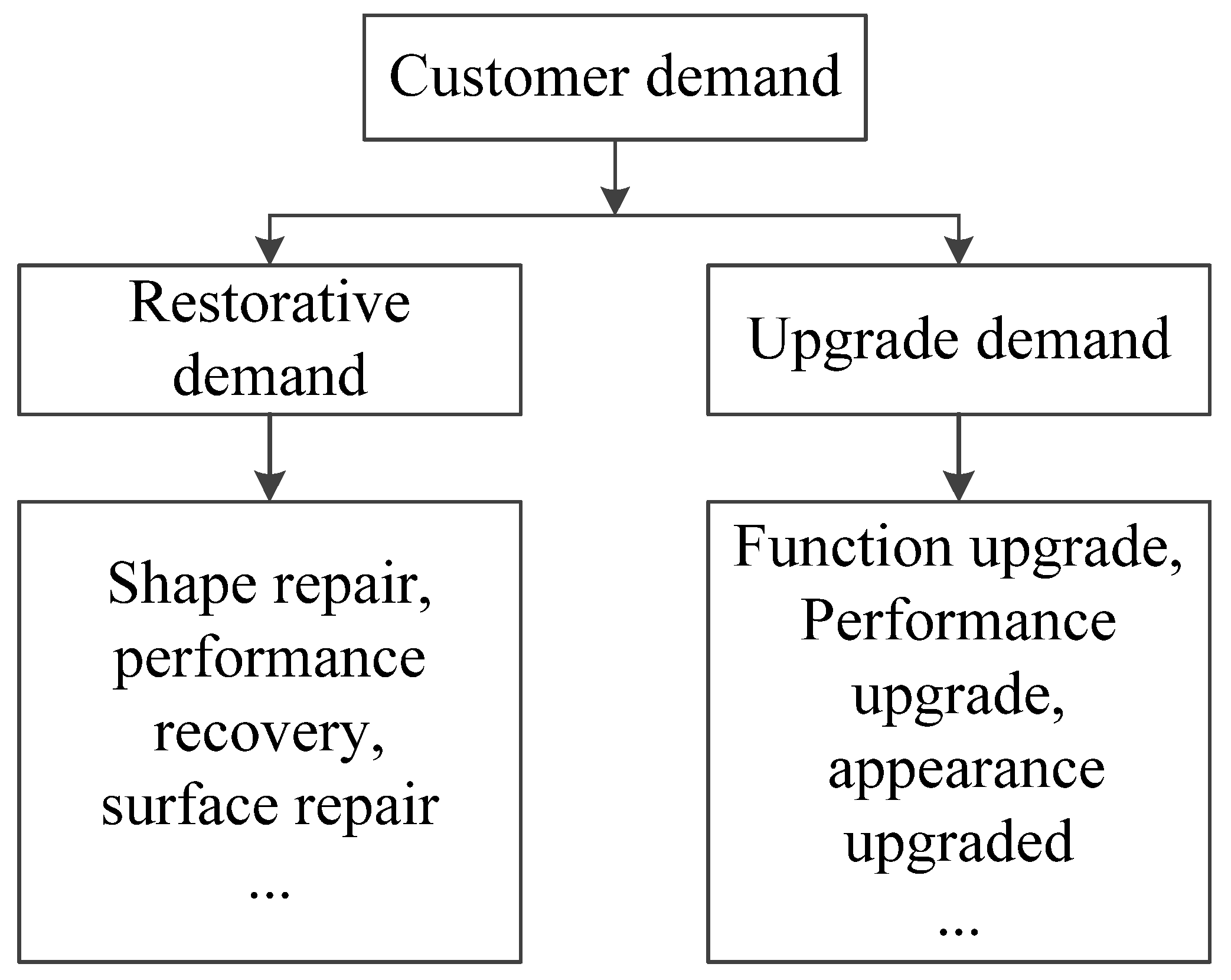
3.1.1. CD Analysis
- (1)
- CD data collection
- (2)
- CD data processing
- (3)
- CD data classification
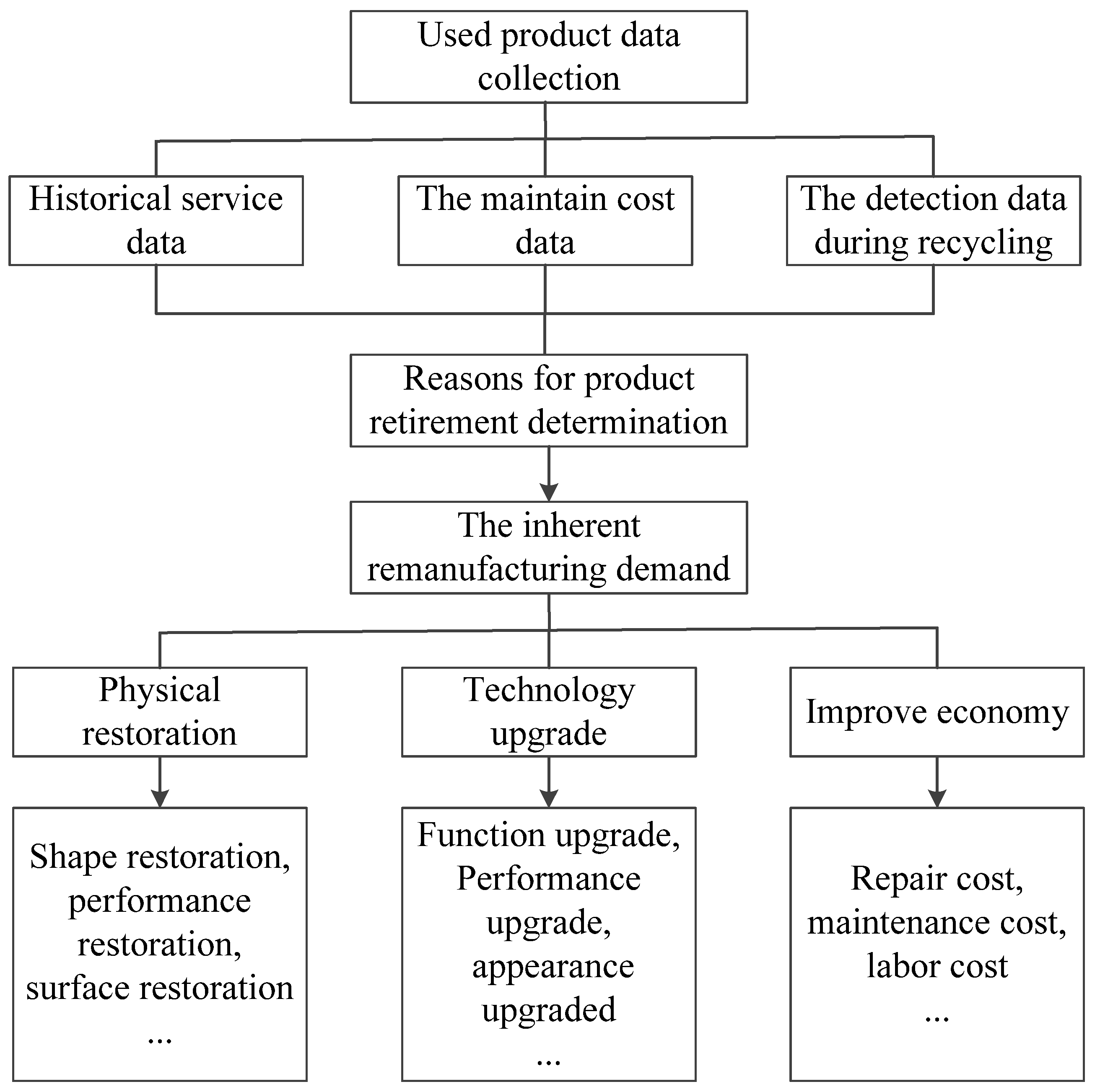
3.1.2. IRD Analysis
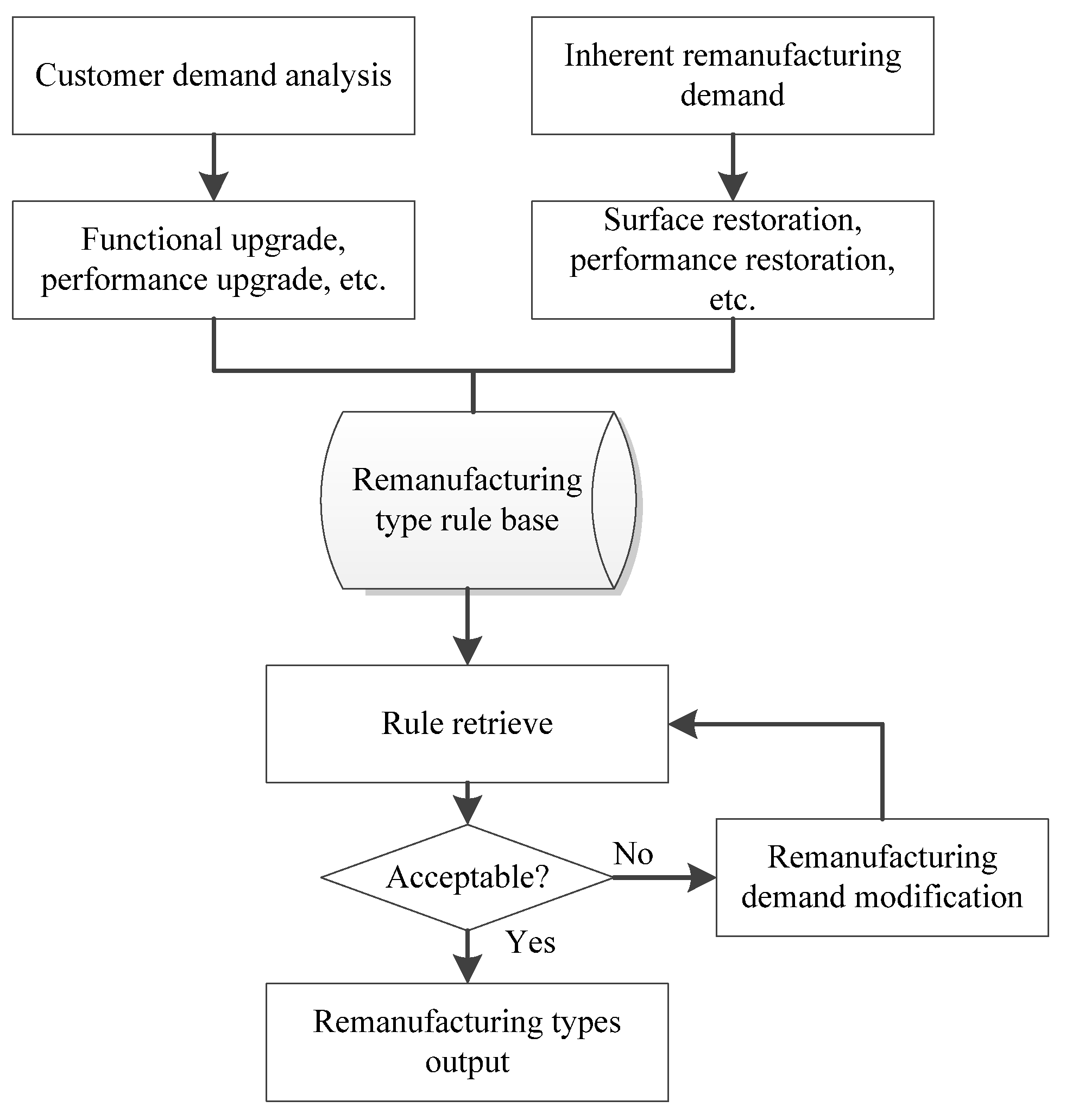
3.1.3. Remanufacturing Type Determination
3.2. Remanufacturing Scheme Generation
3.2.1. Restorative Remanufacturing Scheme Generation
- (1)
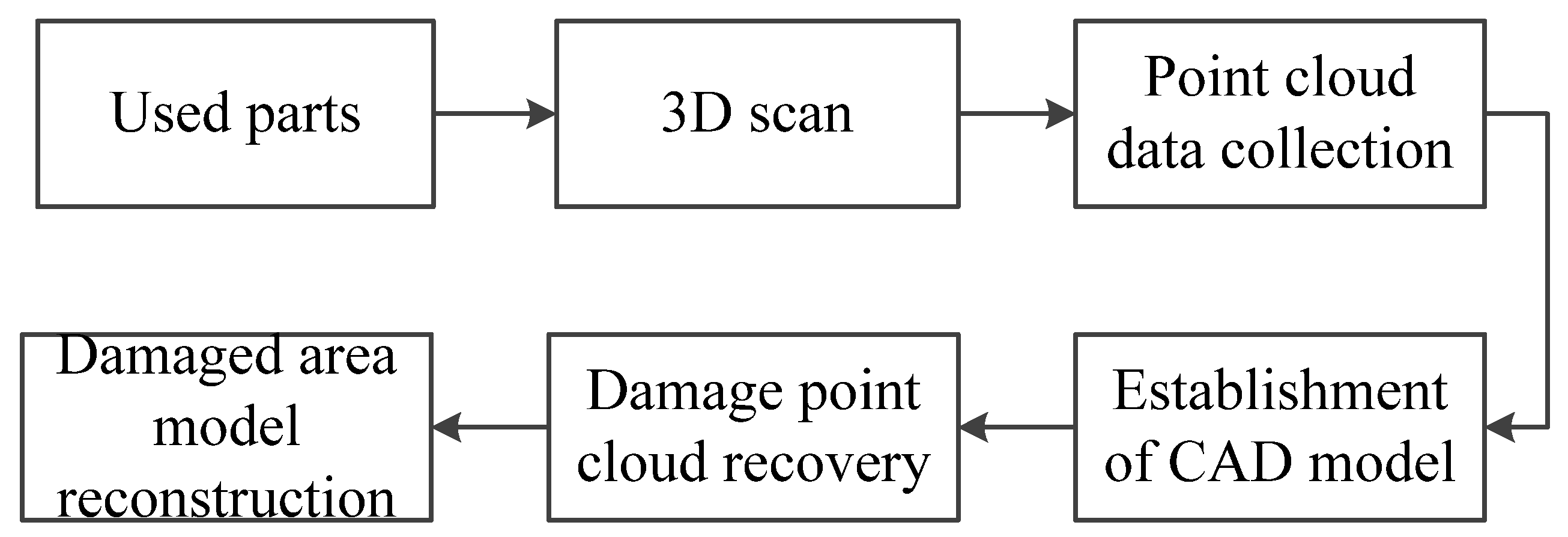
- Geometric model constructions of the used product
- (a)
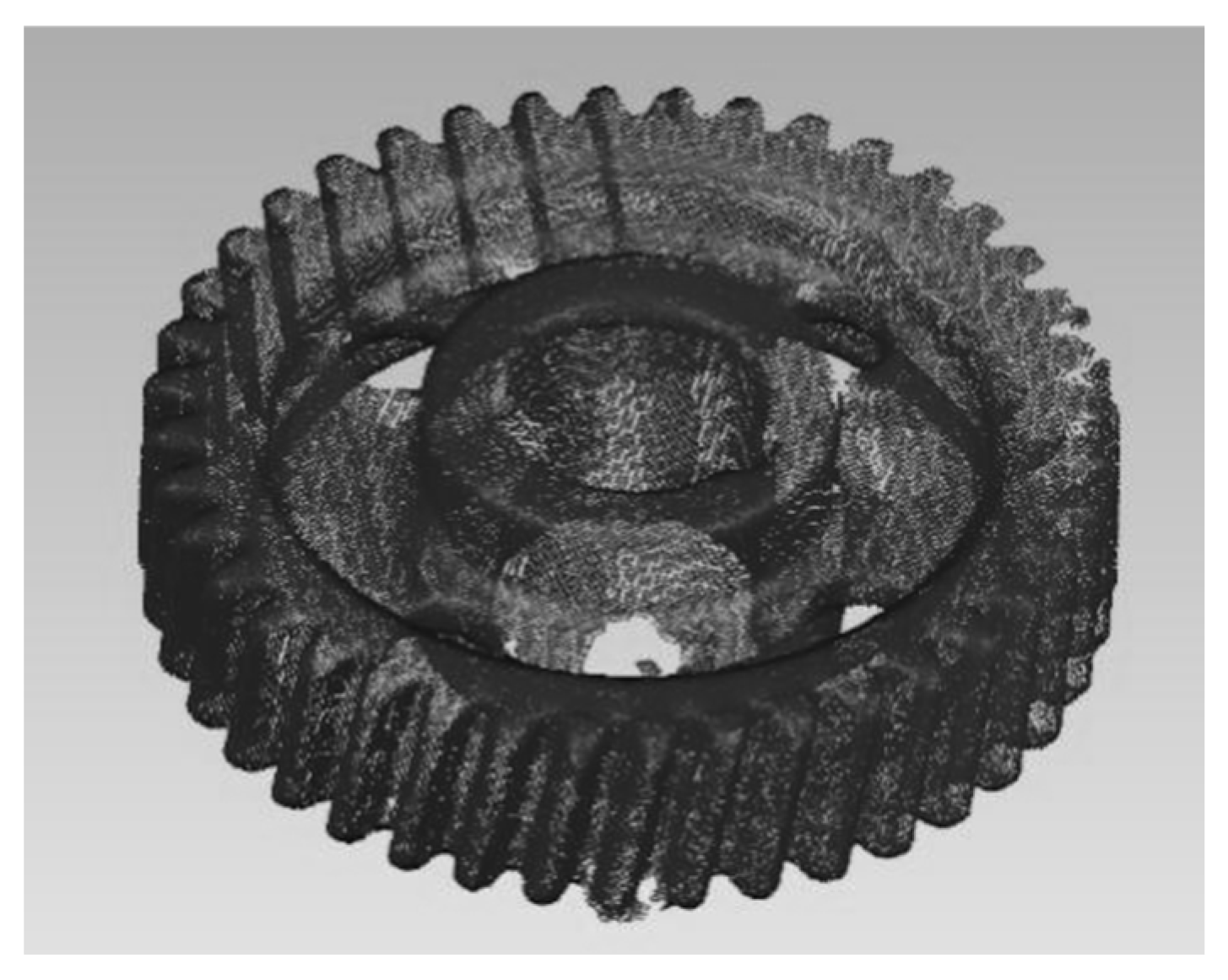
- Creation of the mesh model of the original component
- (b)
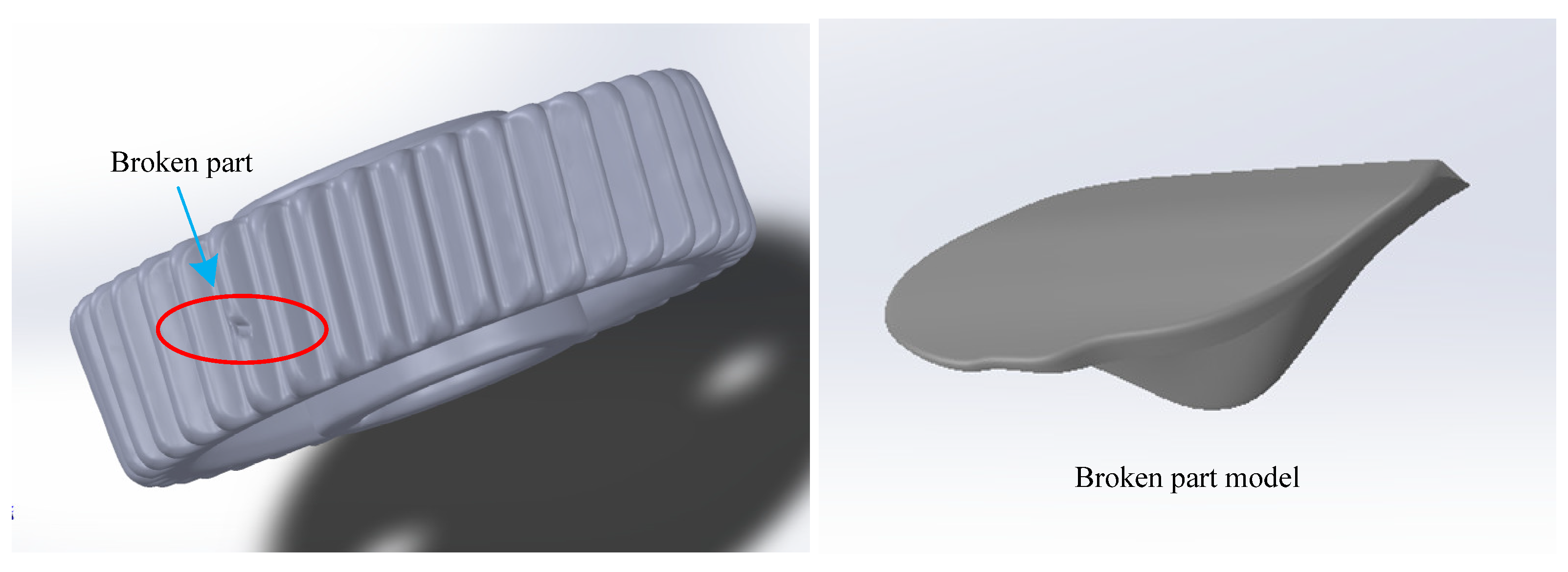
- Damaged area determination
- (c)
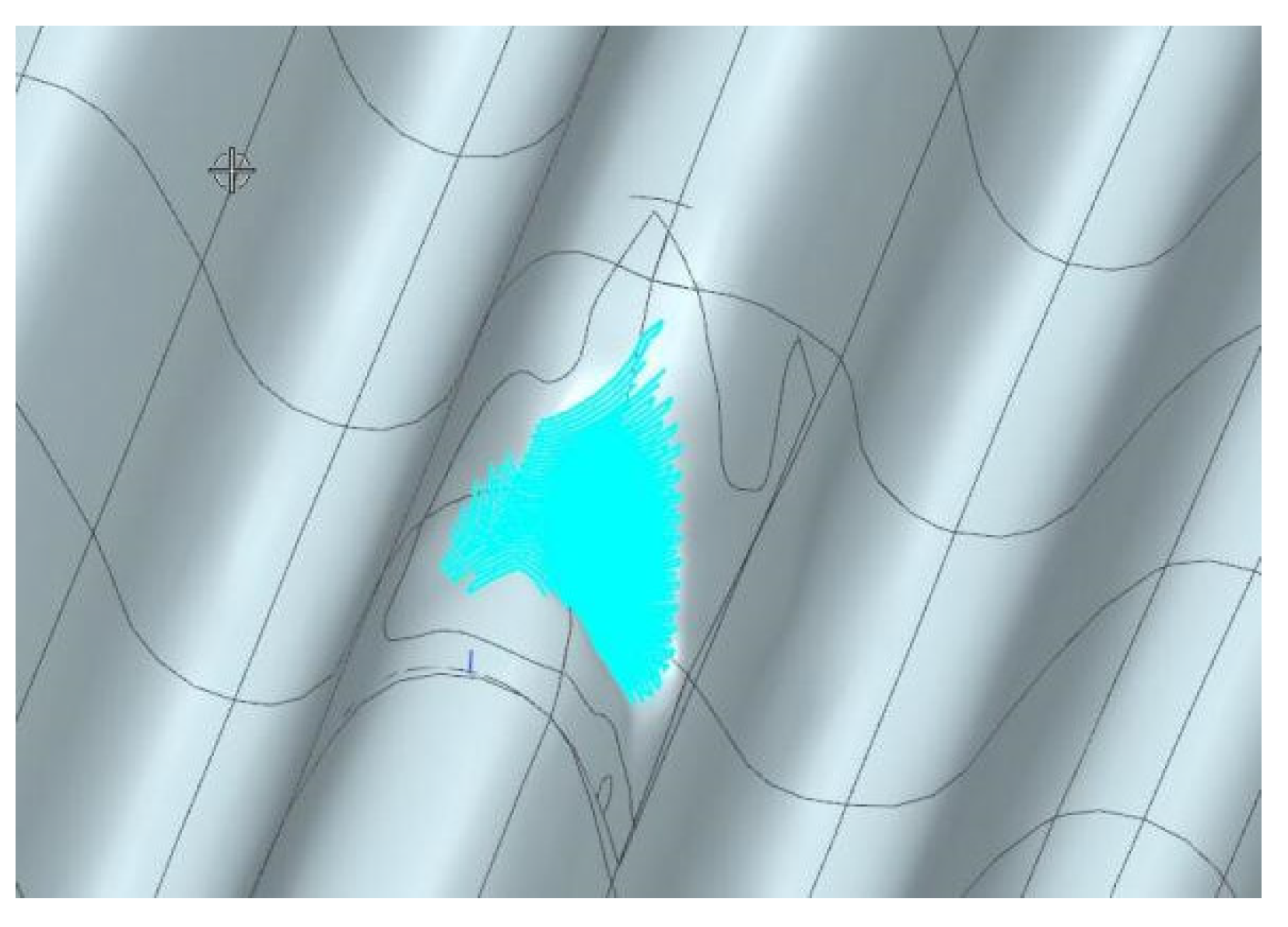
- Determination of the amount of damage
- (i)
- Determine the damaged area on plane Z − X
- (ii)
- Determine the damage volume
- (2)
- Remanufacturing process scheme generation
- (a)
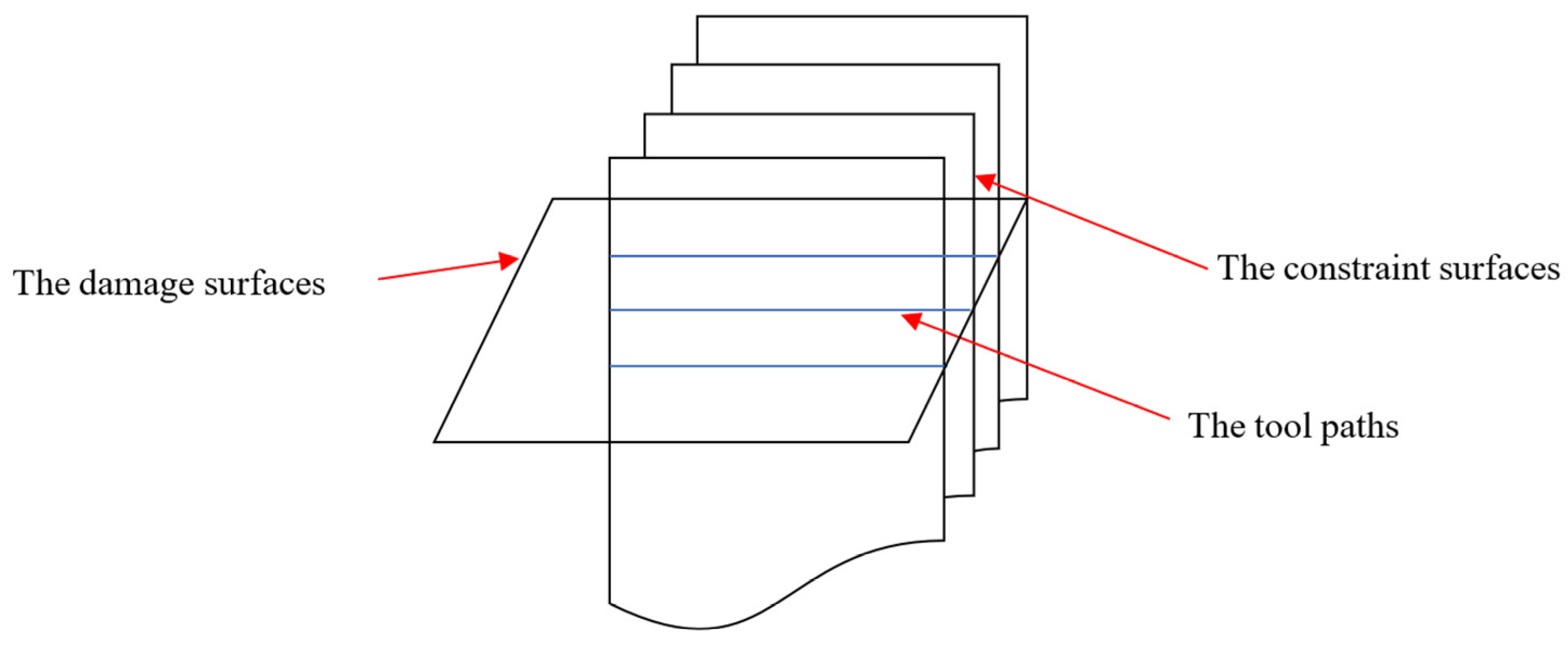
- The constraint surfaces should be determined, which is already carried out in step 2. The outer surface of the broken part is the constraint surface, which is the path range.
- (b)
- (c)
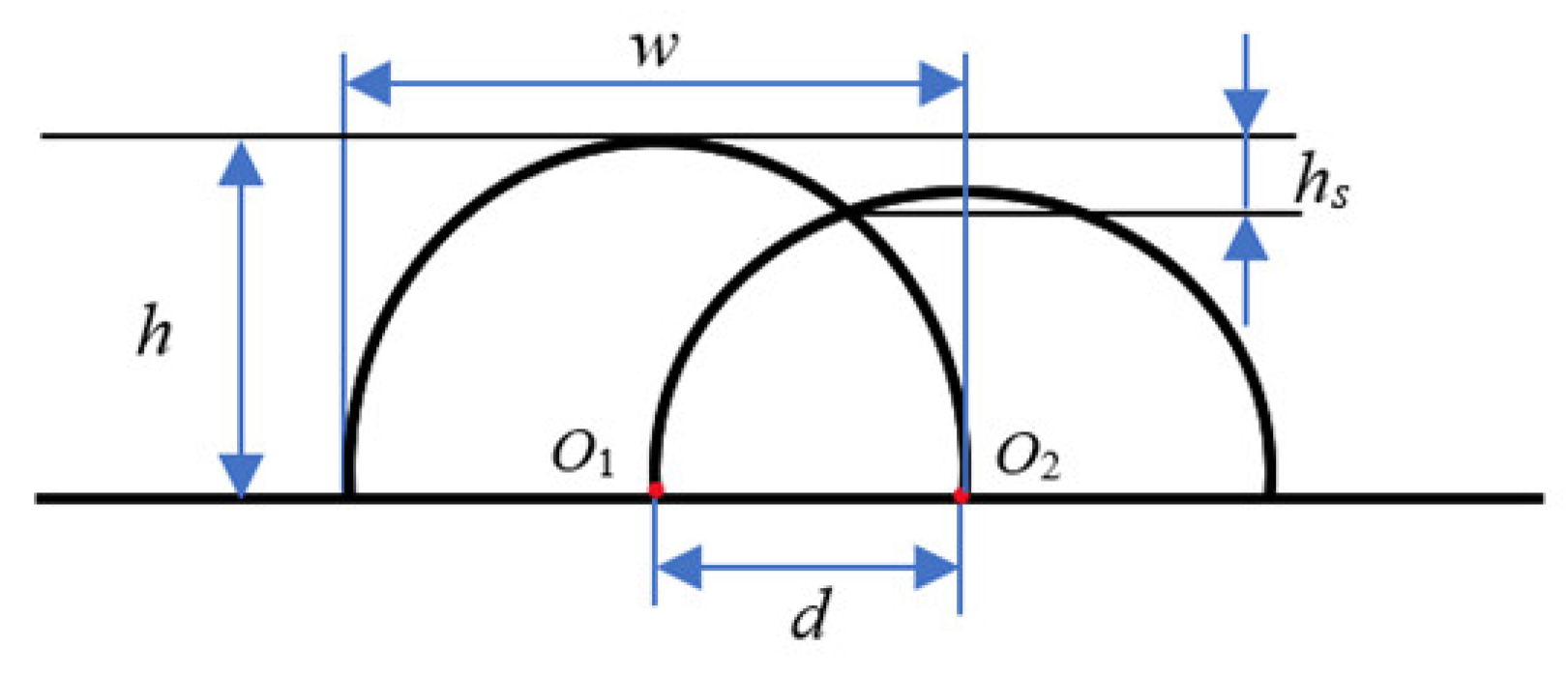
- Assuming that during laser cladding, the size of the spot remains the same, the damaged area can be processed according to the tool paths. The flatness of the cladding layer is mainly affected by the overlap, and the core impact parameter is the overlap distance of the cladding layer [3]. The theoretical overlap distance is shown in Figure 7.
3.2.2. Upgrade Remanufacturing Scheme Generation
- (1)
- Case representation
- (2)
- Case retrieval
- (3)
- Case evaluation
4. Case Study
5. Discussion
6. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiang, Z.G.; Ding, Z.Y.; Zhang, H.; Cai, W.; Liu, Y. Data-driven ecological performance evaluation for remanufacturing process. Energy Convers. Manag. 2019, 198, 111844. [Google Scholar] [CrossRef]
- Sundin, E.; Bras, B. Making functional sales environmentally and economically beneficial through product remanufacturing. J. Clean. Prod. 2005, 13, 913–925. [Google Scholar] [CrossRef]
- Huang, W.H.; Jiang, Z.G.; Wang, T.; Wang, Y.; Hu, X.L. Remanufacturing scheme design for used parts based on incomplete information reconstruction. Chin. J. Mech. Eng. 2020, 3, 72–85. [Google Scholar] [CrossRef]
- Du, Y.B.; Cao, H.J.; Chen, X.; Wang, B.T. Reuse-oriented redesign method of used products based on axiomatic design theory and QFD. J. Clean. Prod. 2013, 39, 79–86. [Google Scholar] [CrossRef]
- Cao, H.J.; Chen, X.; Xu, L.; Ma, E.X. A reuse-oriented redesign method of used machine tool based on matter-element theory. Int. J. Precis. Eng. Manuf. 2014, 15, 921–928. [Google Scholar] [CrossRef]
- Silveira, G.D.; Borenstein, D.; Fogliatto, F.S. Mass customization: Literature review and research directions. Int. J. Prod. Econ. 2001, 72, 1–13. [Google Scholar] [CrossRef]
- Sun, J.; Peng, Z.; Yan, L.K.; Fuh, J. 3D food printing-An innovative way of mass customization in food fabrication. Int. J. Bioprint. 2015, 1, 27–38. [Google Scholar] [CrossRef]
- Modrak, V.; Bednar, S. Using axiomatic design and entropy to measure complexity in mass customization. Procedia CIRP 2015, 34, 87–92. [Google Scholar] [CrossRef]
- Ma, H.Y.; Zhou, X.H.; Liu, W.; Niu, Q.; Kong, C.P. A customizable process planning approach for rotational parts based on multi-level machining features and ontology. Int. J. Adv. Manuf. Technol. 2020, 108, 647–669. [Google Scholar] [CrossRef]
- Zaim, S.; Sevkli, M.; Camgoz-Akdag, H.; Demirel, O.F.; Yayla, A.Y.; Delen, D. Use of ANP weighted crisp and fuzzy QFD for product development. Expert Syst. Appl. 2014, 41, 4464–4474. [Google Scholar] [CrossRef]
- Ke, C.; Jiang, Z.G.; Zhang, H.; Wang, Y.; Zhu, S. An intelligent design for remanufacturing method based on vector space model and case-based reasoning. J. Clean. Prod. 2020, 277, 123269. [Google Scholar] [CrossRef]
- Xiao, G.J.; Huang, Y. Surface reconstruction of laser-cladding remanufacturing blade using in adaptive belt grinding. Int. J. Adv. Manuf. Technol. 2019, 101, 3199–3211. [Google Scholar] [CrossRef]
- Darut, G.; Dieu, S.; Schnuriger, B.; Vignes, A.; Morgeneyer, M.; Lezzier, F.; Devestel, F.; Vion, A.; Berguery, C.; Roquetteh, J.; et al. State of the art of particle emissions in thermal spraying and other high energy processes based on metal powders. J. Clean. Prod. 2021, 303, 126952. [Google Scholar] [CrossRef]
- Zhang, J.S.; Zhou, J.; Wang, Q.Y.; Xiao, G.; Quan, G. Process planning of automatic wire arc additive remanufacturing for hot forging die. Int. J. Adv. Manuf. Technol. 2020, 109, 1613–1623. [Google Scholar] [CrossRef]
- Zhu, L.D.; Wang, S.H.; Pan, H.C.; Yuan, C.; Chen, X. Research on remanufacturing strategy for 45 steel gear using H13 steel powder based on laser cladding technology. J. Manuf. Process. 2020, 49, 344–354. [Google Scholar] [CrossRef]
- Li, L.L.; Li, C.B.; Tang, Y.; Du, Y. An integrated approach of reverse engineering aided remanufacturing process for worn components. Robot. Comput. Integr. Manuf. 2019, 48, 39–50. [Google Scholar] [CrossRef]
- Be, A.; Ama, B. An integrated reverse engineering and failure analysis approach for recovery of mechanical shafts. Procedia CIRP 2019, 81, 1083–1088. [Google Scholar] [CrossRef]
- Wu, B.H.; Zheng, H.; Wang, J.; Zhang, Y. Geometric model reconstruction and CNC machining for damaged blade repair. Int. J. Comput. Integr. Manuf. 2020, 33, 287–301. [Google Scholar] [CrossRef]
- Kück, M.; Freitag, M. Forecasting of customer demands for production planning by local k -nearest neighbor models. Int. J. Prod. Econ. 2020, 231, 107837. [Google Scholar] [CrossRef]
- Hartono, M. The modified Kansei, Engineering-based application for sustainable service design. Int. J. Ind. Ergonom. 2020, 79, 102985. [Google Scholar] [CrossRef]
- Dong, Y. F, Zhu, R.Z, Peng, W.; Tian, Q.; Guo, G.; Liu, W. A fuzzy mapping method for Kansei needs interpretation considering the individual Kansei variance. Res. Eng. Des. 2021, 3, 175–187. [Google Scholar] [CrossRef]
- Xu, Y.P.; Chen, G.X.; Zheng, J.L. An integrated solution-KAGFM for mass customization in customer-oriented product design under cloud manufacturing environment. Int. J. Adv. Manuf. Technol. 2016, 84, 85–101. [Google Scholar] [CrossRef]
- Fargnoli, M.; Haber, N. A practical ANP-QFD methodology for dealing with requirements’ inner dependency in PSS development. Comput. Ind. Eng. 2019, 127, 536–548. [Google Scholar] [CrossRef]
- Ai, X.F.; Jiang, Z.G.; Zhang, H.; Wang, Y. Low-carbon product conceptual design from the perspectives of technical system and human use. J. Clean. Prod. 2020, 244, 118819. [Google Scholar] [CrossRef]
- Avikal, S.; Singh, R.; Rashmi, R. QFD and Fuzzy, Kano model based approach for classification of aesthetic attributes of SUV car profile. J. Intell. Manuf. 2020, 31, 271–284. [Google Scholar] [CrossRef]
- Duan, C.Y.; Chen, X.Q.; Shi, H.; Liu, H.-C. A new model for failure mode and effects analysis based on k-means clustering within hesitant linguistic environment. IEEE Trans. Eng. Manag. 2019, 99, 1–11. [Google Scholar] [CrossRef]
- Jiang, Z.G.; Ding, Z.Y.; Liu, Y.; Wang, Y.; Hu, X.; Yang, Y. A data-driven based decomposition-integration method for remanufacturing cost prediction of end-of-life products. Robot. Comput. Integr. Manuf. 2020, 61, 101838. [Google Scholar] [CrossRef]
- Marling, C.R.; Petot, J.G.; Sterling, L.S. Integrating case-based and rule-based reasoning to meet multiple design constraints. Comput. Intell. 1999, 15, 308–332. [Google Scholar] [CrossRef]
- Zhang, M.; Guo, H.F.; Huo, B.F.; Zhao, X.D.; Huang, J.B. Linking supply chain quality integration with mass customization and product modularity. Int. J. Prod. Econ. 2019, 207, 227–235. [Google Scholar] [CrossRef]
- Quinn, S.; Bond, R.R.; Nugent, C. Ontological modelling and rule-based reasoning for the provision of personalized patient education. Expert Syst. 2017, 34, 1–11. [Google Scholar] [CrossRef]
- Song, B.; Yan, W.; Zhang, T.J. Cross-border e-commerce commodity risk assessment using text mining and fuzzy rule-based reasoning. Adv. Eng. Inform. 2019, 40, 69–80. [Google Scholar] [CrossRef]
- Pascual-Pañach, J.; Cugueró-Escofet, M.N.; Sànchez-Marrè, M. Interoperating data-driven and model-driven techniques for the automated development of intelligent environmental decision support systems. Environ. Model. Softw. 2021, 140, 105021. [Google Scholar] [CrossRef]
- Jiang, Z.G.; Jiang, Y.; Wang, Y.; Zhang, H.; Cao, H.J.; Tia, G.D. A hybrid approach of rough set and case-based reasoning to remanufacturing process planning. J. Intell. Manuf. 2019, 30, 19–32. [Google Scholar] [CrossRef]
- Chen, D.; Jiang, Z.G.; Zhu, S.; Zhang, H. A knowledge-based method for eco-efficiency upgrading of remanufacturing process planning. Int. J. Adv. Manuf. Technol. 2020, 108, 1153–1162. [Google Scholar] [CrossRef]
- Peng, H.; Wang, H.; Chen, D.J. Optimization of remanufacturing process routes oriented toward eco-efficiency. Front. Mech. Eng. 2019, 14, 422–433. [Google Scholar] [CrossRef]
- Rajak, S.; Parthiban, P.; Dhanalakshmi, R. Selection of Transportation, C.hannels in Closed-Loop, S.upply Chain, Using Meta-Heuristic, Algorithm. Int. J. Inf. Syst. Supply Chain. Manag. (IJISSCM) 2018, 11, 64–86. [Google Scholar] [CrossRef]
- Rajak, S.; Vimal, K.; Arumugam, S.; Parthiban, J.; Sivaraman, S.K.; Kandasamy, J.; Duque, A.A. Multi-objective mixed-integer linear optimization model for sustainable closed-loop supply chain network: A case study on remanufacturing steering column. Environ. Dev. Sustain. 2021, 24, 6481–6507. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, Z.G.; Zhang, X.G.; Wang, Y.; Wang, Y. A fault feature characterization based method for remanufacturing process planning optimization. J. Clean. Prod. 2017, 161, 708–719. [Google Scholar] [CrossRef]
- Aamodt, A.; Plaza, E. Case-based reasoning: Foundational issues, methodological variations, and system approaches. AI Commun. 1994, 7, 39–59. [Google Scholar] [CrossRef]
- Somi, S.; Seresht, N.G.; Fayek, A.R. Framework for risk identification of renewable energy projects using fuzzy case-based reasoning. Sustainability 2020, 12, 5231. [Google Scholar] [CrossRef]
- Ren, S.D.; Gui, F.Z.; Zhao, Y.W.; Zhan, M. An effective similarity determination model for case-based reasoning in support of low-carbon product design. Adv. Mech. Eng. 2020, 12, 168781402097031. [Google Scholar] [CrossRef]
- Niu, Y.G.; Kang, J.J.; Li, F.Q.; Ge, W.C.; Zhou, G.P. Case-based reasoning based on grey-relational theory for the optimization of boiler combustion systems. ISA Trans. 2020, 103, 166–176. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.Y.; Hyung, W.G.; Jo, J.K. Improved similarity measure in case-based reasoning: A case study of construction cost estimation. Eng. Constr. Archit. Manag. 2019, 27, 0969–9988. [Google Scholar] [CrossRef]
- Yu, S.R.; Zhang, T.F.; Zhang, Y.; Huang, Z.G.; Gao, H.; Han, W.; Turng, L.; Zhou, H. Intelligent setting of process parameters for injection molding based on case-based reasoning of molding features. J. Intell. Manuf. 2020, 13, 0956–5515. [Google Scholar] [CrossRef]
- Lee, C.H.; Chen, C.H.; Fan, L.I.; Shie, A.J. Customized and knowledge-centric service design model integrating case-based reasoning and TRIZ. Expert Syst. Appl. 2019, 143, 113062. [Google Scholar] [CrossRef]
- Li, S.Q.; Zhang, H.; Yan, W.; Jiang, Z.G. A hybrid method of blockchain and case-based reasoning for remanufacturing process planning. J. Intell. Manuf. 2020, 32, 1389–1399. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Customer Number | Demand Type | Demand Description | Demand Level | ||||
|---|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 3 | 4 | |||
| 1 | Surface repair | Guiderail wear | √ | ||||
| 2 | Performance repair | Surface hardness | √ | ||||
| 3 | Function upgrade | CNC device | √ | ||||
| 4 | Appearance upgrade | Lightweight | √ | ||||
| … | … | … | … | … | … | … | … |
| Number | Object | Perceptual Evaluation | Demand Intensity | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| 1 | Guiderail surface | Smooth | √ | ||||
| 2 | Surface hardness | Hard | √ | ||||
| 3 | CNC device | Convenient | √ | ||||
| 4 | Appearance | Light | √ | ||||
| … | … | … | … | … | … | … | … |
| Number | Guiderail Surface | Surface Hardness | CNC Device | Appearance | … |
|---|---|---|---|---|---|
| Smooth | Hard | Convenient | Light | … | |
| 1 | 1 | 1 | 1 | 1 | … |
| 2 | 0 | 1 | 1 | 0 | … |
| 3 | 1 | 0 | 0 | 1 | … |
| 4 | 1 | 1 | 0 | 0 | … |
| … | … | … | … | … | … |
| ID | IRD | CD | Remanufacturing Type |
|---|---|---|---|
| 1 | Physical restoration | Restorative demand | Restorative remanufacturing |
| 2 | Improve economy | Restorative demand | Restorative remanufacturing |
| 3 | Physical restoration | Upgrade demand | Restorative and upgrade remanufacturing |
| 4 | Improve economy | Upgrade demand | Restorative and upgrade remanufacturing |
| 5 | Technology upgrade | Upgrade demand | Upgrade remanufacturing |
| Case Number (N(x)) | |
|---|---|
| Upgrade demand feature (C) | |
| Used product information: | Product type, structure size, performance, etc. |
| Demand type: | Rigidity, strength, hardness, CNC, etc. |
| Demand parameters: | 50 N/m, 100 N/mm2, 50HRC, FAUNC system, etc. |
| Upgrade remanufacturing scheme (S) | |
| Upgrade technology: | Gas metal arc welding, shot peening, PLC, etc. |
| Technical Parameters: | Particle size, welding speed, welding voltage, etc. |
| Number | Object | Perceptual Evaluation | Demand Intensity | ||||
|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |||
| 1 | Gear surface | Smooth | √ | ||||
| 2 | Surface hardness | Hard | √ | ||||
| 3 | CNC device | Convenient | √ | ||||
| 4 | Guiderail surface | Smooth | √ | ||||
| 5 | Tool holder | Automatic | √ | ||||
| 6 | Chuck | Automatic blessing | √ | ||||
| CD Number | Gear Surface | Surface Hardness | CNC Device | Guiderail Surface | Tool Holder | Chuck |
|---|---|---|---|---|---|---|
| Smooth | Hard | Convenient | Smooth | Automatic | Automatic Blessing | |
| 1 | 1 | 1 | 1 | 1 | 0 | 0 |
| 2 | 0 | 1 | 1 | 0 | 1 | 0 |
| 3 | 1 | 0 | 0 | 1 | 0 | 1 |
| 4 | 1 | 1 | 0 | 0 | 1 | 1 |
| … | … | … | … | … | … | … |
| 99 | 0 | 1 | 0 | 1 | 1 | 0 |
| 100 | 1 | 1 | 1 | 0 | 0 | 1 |
| CD | Gear Surface | Gear Hardness | CNC Device | Guiderail Surface |
|---|---|---|---|---|
| Number | 22 | 26 | 25 | 22 |
| Weight | 0.22 | 0.26 | 0.25 | 0.22 |
| Node Number | X | Y | Z |
|---|---|---|---|
| 1 | −0.138004846516 | 0.118687400175 | 0.303884620107 |
| 2 | −0.137482163981 | 0.119124448023 | 0.303418403807 |
| 3 | −0.137991743816 | 0.118701314839 | 0.303869988304 |
| 4 | −0.137975248441 | 0.118718799739 | 0.303851602804 |
| 5 | −0.137954434329 | 0.118740750066 | 0.303828523745 |
| 6 | −0.137928066586 | 0.118768259770 | 0.303799604410 |
| 7 | −0.137894457095 | 0.118802641640 | 0.303763472469 |
| 8 | −0.137851425037 | 0.118845514577 | 0.303718439994 |
| 9 | −0.137796119581 | 0.118898841796 | 0.303662444427 |
| 10 | −0.137723207419 | 0.118963923667 | 0.303593657164 |
| … | … | … | … |
| Case Number | Gear Surface | Hardness | Surface Roughness | CNC Device |
|---|---|---|---|---|
| N(x) | Better | 60HRC | Ra0.8 | Better |
| N(1) | General | 55HRC | Ra1.2 | General |
| N(2) | Better | 58HRC | Ra0.8 | Better |
| N(3) | Better | 60HRC | Ra1.6 | General |
| N(4) | General | 56HRC | Ra1.2 | Better |
| N(5) | General | 61HRC | Ra0.8 | General |
| Case Number | N(1) | N(2) | N(3) | N(4) | N(5) |
|---|---|---|---|---|---|
| Overall similarity | 0.8437 | 0.9605 | 0.9780 | 0.8317 | 0.8272 |
| Serial Number | Design Targets | Remanufacturing Technology | Device Type | Technical Parameters |
|---|---|---|---|---|
| 1 | Gear surface smooth | Sandblasting | Sand blasting machine | Particle size: 1 mm, Injection pressure: 0.7 MP, Injection distance: 200 mm |
| 2 | Gear hardness improvement | Frequency hardening | GP0001 | Oscillation frequency: 200 kHz, Feed speed: 50 mm/s, Output power: 80 Kw |
| 3 | Guiderail surface roughness | Grinding | MX0001 | Spindle speed: 100 r/min, Shift motion: 50 mm, Travel speed: 0.1 m/min |
| 4 | CNC device | CNC upgrade | FANUC-oi-TF plus | Tool holder: CK110-4M, Maximum torque of motor: 12.7 N⋅m, Driver: Siemens SINAMIC S120, Frequency converter: WJ200-075HF |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, W.; Ke, C. A Mass-Customization-Based Remanufacturing Scheme Design Method for Used Products. Sustainability 2022, 14, 10059. https://doi.org/10.3390/su141610059
Zhou W, Ke C. A Mass-Customization-Based Remanufacturing Scheme Design Method for Used Products. Sustainability. 2022; 14(16):10059. https://doi.org/10.3390/su141610059
Chicago/Turabian StyleZhou, Wei, and Chao Ke. 2022. "A Mass-Customization-Based Remanufacturing Scheme Design Method for Used Products" Sustainability 14, no. 16: 10059. https://doi.org/10.3390/su141610059
APA StyleZhou, W., & Ke, C. (2022). A Mass-Customization-Based Remanufacturing Scheme Design Method for Used Products. Sustainability, 14(16), 10059. https://doi.org/10.3390/su141610059