1. Introduction
Industrialization has been a factor that has modified pristine environments, and the ability of these environments to promote life has been gradually degraded as an effect of irregular processes that impact as a consequence of polluting air, soil, and water [
1,
2]. This phenomenon of loss of environmental services increases when, in the design and development of a new product, there is little attention to the use or destination of the final product in the market, when a Resource–Manufacturing–Storage/Assembly–Marketing–Use–Recycling approach being available for consideration [
3,
4,
5]; in general, when the life cycle of the product is not properly closed, contamination is generated [
6]. In [
7], it is mentioned that, if a waste control measure is not adopted, it will have grown 70.0%, according to the current situation, by 2050. In that sense, pollution is an inexhaustible issue and will continue to be a global concern and one of the greatest challenges that global society will continually face.
To reduce ecological damage, various approaches have been developed to counteract this negative impact, e.g., reverse logistics [
8] and eco–innovation [
9]. These are all efforts focused on the common goal of preserving and conserving the environment. This is done either by the growing environmental awareness among consumers and/or the introduction of environmental regulations by governments, or by manufacturers becoming aware of producing new environmentally friendly products [
10] from within their processes. Industries are modifying both manufacturing processes and the product itself to generate the least negative impact on the ecosystem for the development of friendly environmental products and processes [
11,
12]. These are supported by techniques available to small and large companies, such as the application of Innovations Support Techniques (IST) whose objective is to help and stimulate design creativity [
13].
In this context, the products that contribute significantly to the generation of solid pollution are “disposable products”, i.e., single–use products such as plastic products. Some of these plastics are developed from Expanded Polystyrene (EPS), commonly called styrofoam. Due to its thermal properties, weight, manufacturing costs, and malleability, among other attributes, it is used for the transportation of goods as a packaging material and as a complement in construction, to mention only a few uses [
14].
EPS is a “...cellular and rigid plastic material manufactured with closed cellular structure and filled with air” [
15], which has extremely lightweight with versatile strength and thermal insulation [
16].
Post–consumer EPS has been efficiently reincorporated into production processes, e.g., for improved gasoline production [
17]. In [
18] it is presented as an adsorption mechanism in norfloxacin wastewater; in [
19], pyrolysis technology is gradually employed to convert waste into fuel or chemical feedstock; in [
20] it is used in low–cost adhesive materials, in [
21] light cement reinforced with fiberglass is produced, and in [
22], masonry union; in [
23], the manufacturing of nanofibrous membranes for air filtration is presented; and in [
24], a thermal insulation compound for energy conservation in buildings. This succession of studies is oriented to the management of industrial post–waste through use as a substitute with a high–value contribution in various processes [
25]. This article provides the development of a hardener with post–consumer EPS to use in the manufacturing of handmade hats in Mexico.
The hardening process seeks to provide the product with a certain morphology, either by mechanical, chemical and/or physical means, and thus maintain a given hardness and resistance. This process is possible by hardening mechanisms, e.g., by deformation, grain limits, solutes, second phases, fine particles and martensite in steels [
26]. When the materials are to be provided with a given morphology, and these are easy to handle (as is the case with a hat), hardening by solid solution is the appropriate mechanism. This is explained by the deformation that occurs when the sizes of solvent and solute atoms do not coincide, in the case of substitution solutions, or as a consequence of interstitial spaces in the case of solid insertion solutions; i.e., a hardening effect due to mechanical distortion produced in the network [
26,
27].
To this end, the focus of this study addresses: (i) evaluating the technical feasibility of setting up a post–consumer EPS–based hardener formulation as a glue, challenging the hardener currently used by the company; and (ii) interconnecting the value chain of the styrofoam to the value chain of the hat as a raw material for the hardener, complying with the current quality of the production process and the perceived and expected quality of the client/user of the hat. In this way, an original contribution of this article is the incorporation of post–consumer EPS to the productive chain of the manufacturing of hats, specifically in order to improve the adhesion of the parts in the manufacturing of hats (30X model Taiwan Bangora, of rice paper).
This contribution is framed by the Sustainable Development Goal 12 of the UN 2030 Agenda, which manages the care, protection, and preservation of the environment towards a better sustainable quality of life, achieved in this case by reducing the negative externality caused by post–consumer EPS.
For the development of this industrial contribution, in the following sections of this article a hybrid methodology, SCAMPER–Taguchi, is described as a technique to generate conceptual ideas and a statistical tool for the design of products, processes, and systems; respectively, to generate conceptual–creative ideas from the knowledge and experience of the personnel involved in the manufacturing, marketing and/or use of the hat. With the Taguchi experimental design, the optimal parameters of the formulation of the post–consumption EPS of the hat hardener are determined. In this sense, this article also provides a methodology that can be replicated to incorporate post–consumer EPS in other industrial sectors.
The following sections have been organized as follows:
Section 2 describes the object of study, referring to the production process and the proposed methodological approach;
Section 3 reports the findings found in each phase implemented from the characterization of the process to the optimization of the formula;
Section 4 contrasts the results concerning the performance of the conventional hardener and the proposed one developed from post–consumer EPS, and discusses how the proposed methodological approach contributes to the competitive advantage of the industrial sector under study. Finally,
Section 5 establishes the Conclusions and highlights the industrial contribution and the integration of the value chains of the hat artisanal industry and the styrofoam industry.
2. Materials and Methods
The hardener based on post–consumer Expanded Polystyrene (EPS) was developed in the following order: (1) the generation of the conceptual idea of the formulation through the knowledge and experience of the personnel involved in the manufacturing, marketing, and/or use of the hat, using the SCAMPER Technique; and (2), the optimal determination of the formulation through a Design of Experiments (DOE) using the Taguchi Orthogonal Array. First, the formulation was developed at laboratory level, to be later scaled at industrial level.
The validation of the hardener was carried out by means of statistical analysis, while at the same time a subjective evaluation was carried out by correspondingly contrasting the manufacturing specifications of the hat by the manufacturer/user.
The SCAMPER (Substitute, Combine, Adapt, Magnify/Modify, Put to other uses, Eliminate, Rearrange/Reverse) process allows for the generation of ideas to suggest some addition or modification to something that already exists [
28]. This technique, created by Bob Eberle, provides a way to think about changes that can be made to an existing product in order to create a new one [
29], with the generation of ideas carried out by a work team [
30]. SCAMPER is especially useful in mature markets where there are multiple competing solutions [
31].
Likewise, it was decided to use Robust Design because it is an approach that allows for improving productivity during research and development, and thus high quality products can be produced quickly and economically [
32]. Likewise, this approach allows the design and development of products so that they are robust in a variety of components, as it permits determination of specific values for the parameters of the system, minimizing the contribution by noise variables [
33].
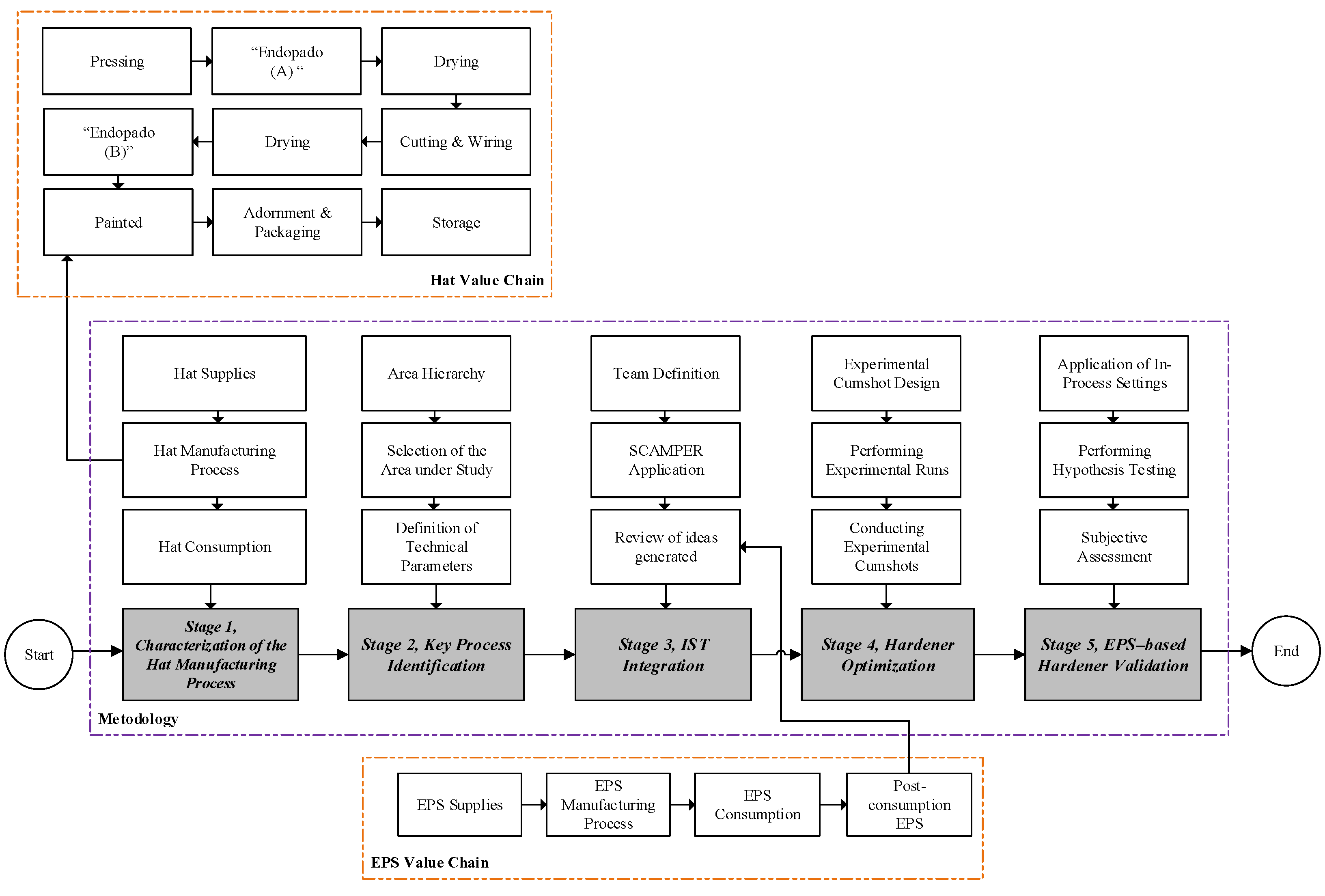
This methodology is described below in five stages. Stage 1 describes the manufacturing operations of the hat. In Stage 2, the key process and the operations of the study purpose are identified. Once the key process and operations are identified, in Stage 3 the knowledge of the experts is integrated in order to generate the innovative idea and definition of parameters that improve the key operation of the hat manufacturing process. In Stage 4, the parameters are evaluated in a statistical design. Finally, in Stage 5, the hardener is validated through challenge against the company’s current hardener. Validation is performed in manufacturing and is contrasted with manufacturing requirements and the perception of users and experts.
Figure 1 describes the methodological study that relates the hat value chain to the EPS value chain.
3. Results
The results of this research are described according to the Stages of the methodology in the following subsections.
3.1. Stage 1, Characterization of the Hat Manufacturing Process
There is diversity in the hat that depends on the type of material and the shape, among other characteristics. This research uses the 30X hat model Taiwan Bangora, manufactured by a company located in San Francisco del Rincón, Guanajuato, Mexico. The manufacturing process is integrated by 32 activities distributed across nine different processes, with a production time per unit of 2.19 h.
3.2. Stage 2, Key Process Identification
To identify areas of opportunity, the manufacturing process of the hat was reviewed and analyzed through a brainstorming tool by the operational and administrative personnel of the company, consisting of nine operators (one for each department) and eight administrators (the owner of the company, director of operations, general manager, quality control, supervisor and clients/users). The staff were selected under the criterion of ensuring representation for each process, area, and interested party. The definition of each department was defined by the personnel in charge, as they are the connoisseurs of each stage of the process and know its context; this is because the company is artisanal and the inspection method is based on observation and usability. From a qualitative evaluation, subjective weighting was generated on the feasibility of changes in the processes and the importance of such operations to the quality of the product (see
Table 1). The study shows that the Endopado is the operation with the greatest impact on the process in terms of improvement for the benefit of the environment.
In the Endopado process, the hat is treated so that it acquires the morphology provided in the pressing process. The goal of the Endopado process is to ensure that the hat maintains some flexibility without losing the shape provided by mechanical means. Then, for the hat to retain the desired shape morphology, a hardener, which is a mixture of glues and solvents, is applied. Generally, hat hardener is formulated from nitrocellulose [
34,
35,
36]. From this analysis, it is clear that the hardener is the material that allows the hat to acquire and maintain the desired shape morphology through the Endopado process; therefore, this can well be considered as the point at which the product is susceptible to improvement.
The Endopado operation helps to give the shape provided to the hat in the pressing operation so that it does not lose the flexibility and shape provided by mechanical means. The Endopado consists of applying, in two stages, a mixture of glues and solvents formulated from nitrocellulose [
32,
33,
34]: Endopado (A) and Endopado (B). The Endopado (A), or “first bath”, has the objective of establishing 95.0% of the final shape of the hat. After this operation, the hat is cut and wired to perform the Endopado (B), or “second bath”, which delineates the final shape of the hat; the hat then moves on to the final manufacturing operations. As the process of hardening the hat ends in the “second bath” (i.e., it is Endopado (B) that defines the final morphology of the hat), this process is the object of this study. Technically, the Endopado process provides resistance to deformation by immersing the hat in a mixture of Nitrocellulose [C
6H
7(NO
2)
3O
5]
n and Thinner. Then, the mixture of the Endopado adheres to the surface of the “top” of the hat by immersion in a tub. Afterward, any surplus is removed by centrifugation. Finally, when dried at room temperature, the final shape of the product is achieved, leaving the nitrocellulose particles embedded in the porous areas at the “top” of the hat.
3.3. Stage 3, IST Integration
SCAMPER was proposed as an Innovation Support Techniques (IST) to generate the conceptual idea. The Endopado process is manually supported by conventional tools, about which the personnel involved have extensive knowledge and experience, and the current hardener used in the Endopado process is a formulation developed by the company itself in conjunction with the supplier of said raw material. Given the need to generate a new product from the existing product as well as from the available knowledge and experience, the SCAMPER technique was selected as the IST.
As applied to the hardener, the SCAMPER analysis was as follows:
Definition of the team: the panel of experts on the Endopado process was composed of five people: two workers specializing in the Endopado process, a quality supervisor, a general manager, and a director of operations. This team was defined considering the knowledge on the Endopado process of the personnel involved, as they have all been in the same position for more than ten years. Their confirmation was defined and validated by the management staff and owner of the company, the latter being an entrepreneur with a long family career in the field of hat manufacturing.
Application of SCAMPER: the application of the technique meant that a process of interaction between the panelists guided by a moderator generated 67 questions and 335 answers;
Table 2 shows some of these generated questions and answers.
Review of the generated ideas: given the answers to each question generated by the team, the conceptual idea of the actions proposed by the team on the panel were structured. SCAMPER responses were ranked based on the affirmation of alternative solutions, which proceeded to generate ideas that would improve the mixture used to provide mechanical resistance to the hat. This analysis showed that the modification of the hardener mixture used in the Endopado process was susceptible to change. Thus, it was concluded to modify the mixture of the hardener. In this sense, the conceptual idea developed with less environmental impact is to replace the nitrocellulose mixture with a mixture of post–consumer EPS; i.e., to develop an alternative mixture taking as a solute the waste of EPS (C8H8)n and a solvent in order to make a mixture that maintains the required shape of the hat.
3.4. Stage 4, Hardener Optimization
The elements of the alternative mixture for the Endopado are the solute, recycled EPS, and the solvent. Taking this into consideration, an exploratory feasibility study of the conceptual idea of the hardener was carried out with two factors of interest and, following the Robust Design Methodology (RDM), an Orthogonal Array of Taguchi
L4(2
3) was defined with the nominal characteristic of a better quality of hardness, such that the proposed formulation complies with the design specifications of the hat. The nominal value of the average hardness of the 30X hat model Taiwan Bangora is 61.98 HA, with a standard deviation of 3.50 HA. The readings were made using a “Shore A” Durometer; the levels of the factors were defined by the same staff that participated in the SCAMPER process (see
Table 3). The desired hardness in the hat was obtained after the “second bath”, Endopado (B).
The orthogonal design being an
L4(2
3) implies the realization of a Design of Experiments (DOE) consisting of four runs, with two levels of study in each factor (Low and High) and three factors to be analyzed (the solute, solvent, and estimation error). Four replicas were defined for each run, depending on the availability of materials and resources. The runs were carried out at laboratory level under controlled parameters (see
Table 4). Each formulation, according to the configuration of the experimental run, was applied to the hat during the “first bath” and “second bath”. Hardness (HA) measurements were obtained after the “second bath”, which is the moment when the final shape of the hat is obtained. The hardness was measured within two hours of applying the hardener, which is when (according to the panel of experts), the desired hardness is reached in the hat.
The values of the replicas described in
Table 4 show that with a greater amount of solvent and a lower amount of solute, there was better hardness obtained in the hat; on the contrary, with a lower the amount of solvent and greater amount of solute, a lower hardness was obtained. Among the replicas, it can be seen that the third replica (
r3) presents a hardness of 61.00 HA with 1:A = 7.5 and 2:B = 40, while with 1:A = 7.5 and 2:B = 60 in replica number two (
r2), there is a hardness of 64.50 HA; in general, the factor A, at a low level, allows for obtaining greater hardness, which is explained by the porosity of the hat; when the mixture is aqueous it adheres better on the membrane of the surface of the hat. However, for this study, the hat must also meet the quality perceived by the client, which in this case means that a nominal value is better as a quality characteristic.
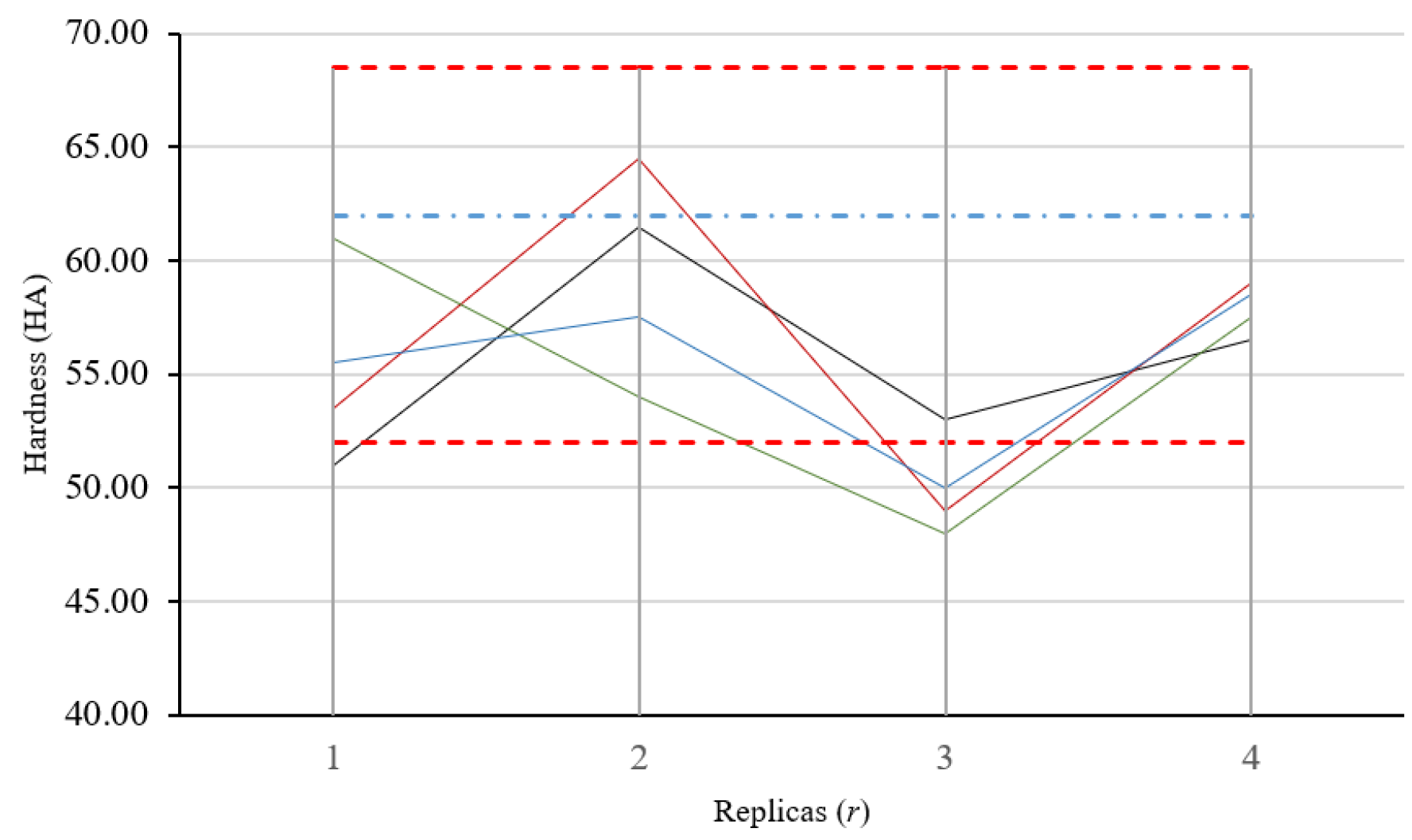
Figure 2 shows that the replicas in the second run are in the vicinity of the nominal value (NOM) of the Nitrocellulose-based hardener. It should also be noted that even if the range of the solvent–solute ratio is smaller, there is an approximation of hardness to the nominal value, even with approximate values between them. These results allow us to infer that the best hardness of the product is achieved when the proportion of composition of the solute in the equation is greater than 7.5 but less than 15.0 when the base of the solvent (B) is maintained at 60.
Taguchi’s approach in the present study allowed determination of the relationship of the solvent and the solute associated with the variation attributed to the hardness of the hat. It can be seen in
Figure 2 that between the levels lower than 15 (A) and < 60 (B) there is no interaction of factors A and B on the hardness of the product. However, as the value of the difference between these factors becomes smaller, the interaction between these factors is evident. This phenomenon can be observed in the non–parallel lines of
Figure 2.
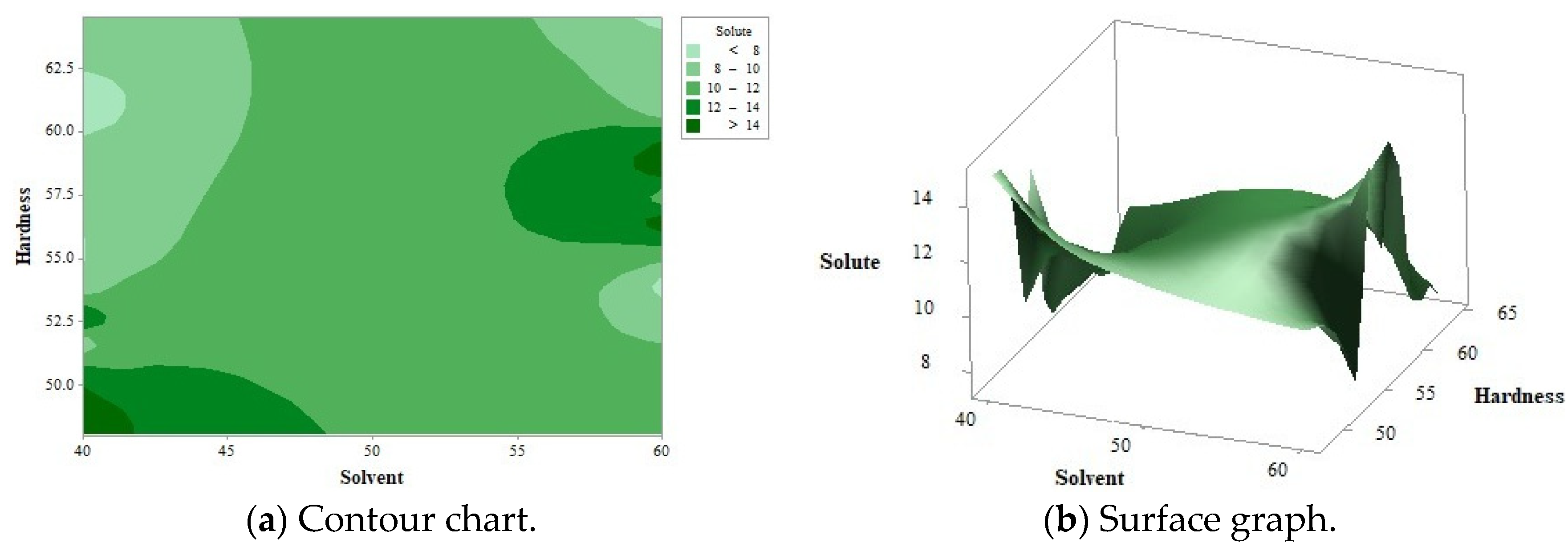
The solvent contributes, but does not determine the hardness as reflected by the solute (see
Figure 3). However, the behavior in terms of the combination of factor levels indicates that, at certain levels of solute and solvent, the same hardness is achieved: i.e., if the solvent is between 40–45, a solute of 8 is convenient, while if the solvent is located between 45–57, the solute would be 10–12; if the solvent is 57–60 then the solute would be 8–10. A zone of solute 12–10 with solvent 60, on the other hand, should be avoided, as it provides a hardness of less than 50 HA.
After the four experimental runs, an Analysis of Variance (ANOVA) was performed on the means (see
Table 5) in order to explain the relationship of the solvent and the solute with the hardness achieved, comparing the hardener currently used by the company with the hardener using EPS.
For the case study, columns 1, 2, and 3 are set to measure the effects of factors A and B and of interaction AB, respectively. The analysis shows that factor A explains 22.38% of the total hardness (HA) variation, while factor B explains 70.72% of the total hardness (HA) variation, with 6.91% attributable to the variation in the AB interaction.
Thus, following [
30] the SS
AB → SS
ERROR, B (Solvent) contributes to a greater extent in explaining the variation in hardness, followed by A (Post-consumption EPS), with both representing 93.09%. This approach is employed because if the SS
ERROR = 0 and
υ = 0 then the MS would be indeterminate.
From the ANOVA, it follows that the amount of solvent (factor B) influences the degree of hardness of the hat to a greater extent (
) than the amount of EPS (factor A). This behavior is explained by Equation (1):
with an R
2 of 93.09%; however, from the analysis of means (see
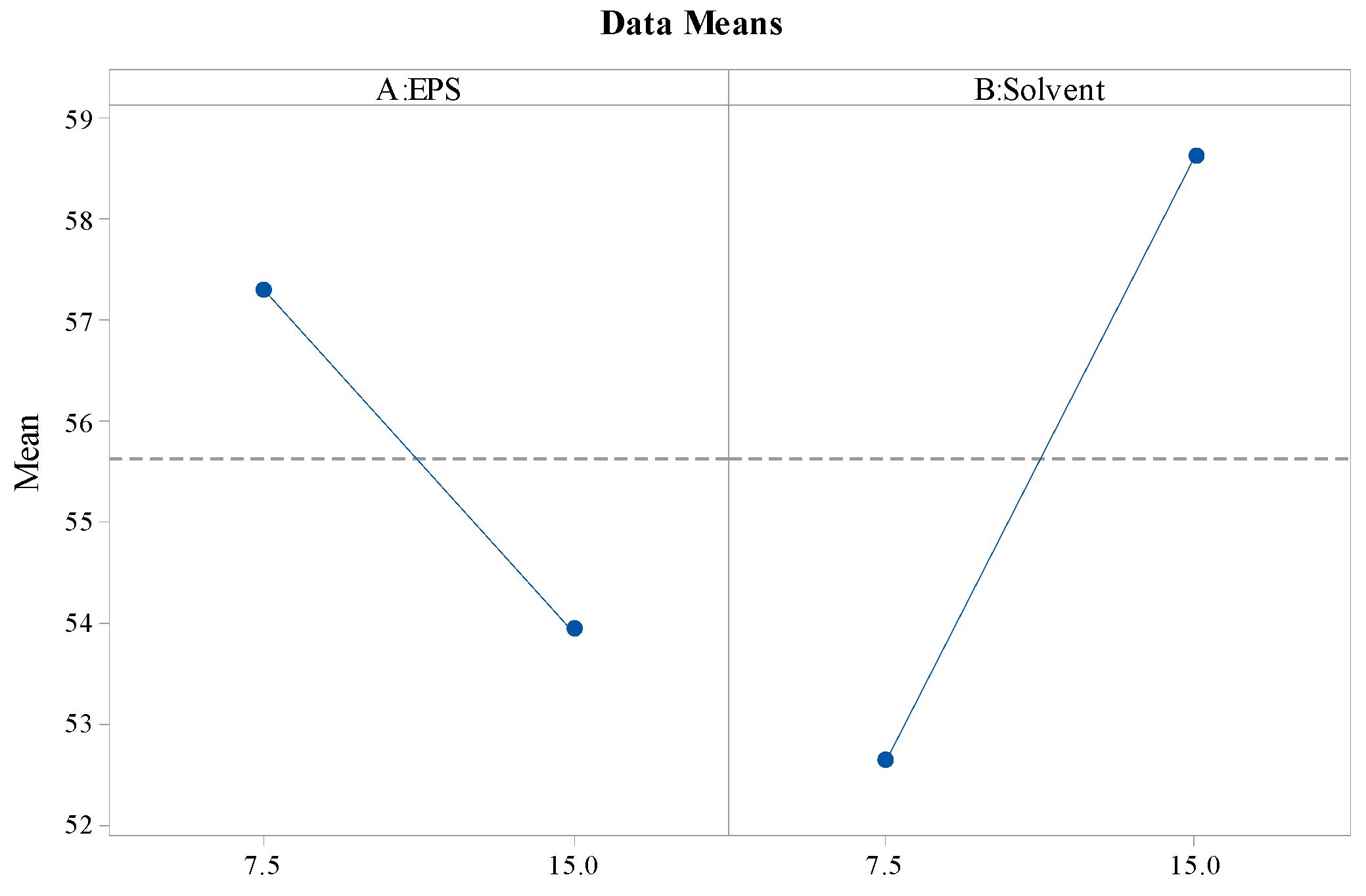
Figure 4) it is shown that the levels that optimize the parameters of the formulation of the mixture are post–consumption EPS at Low level (15 g) and Solvent at High level (60 mL), in addition to other compounds (not described due to “industrial secrets” of the company), with an average hardness of 62.60 HA, since A: Low = 57.31; A: High = 53.94; B: Low = 52.63; B: High = 58.63.
Figure 4 shows the behavior of the effects of the factors under study on hardness (HA); the graph shows that with a greater the amount of solute, the hardness is lower, while with a greater the amount of solvent the hardness increases.
3.5. Stage 5, EPS-Based Hardener Validation
The optimal mixture at laboratory level was incorporated into the industrial process to evaluate its performance on the production line in two instances: the first evaluated quality characteristics by means of the hardness of the product, while the second involved a subjective evaluation provided by the manufacturer–user.
The evaluation of the desired quality characteristic (nominal is better) was carried out by means of a comparison of means between the conventional mixture and the mixture developed based on post-consumption EPS. The study considered a sample size
hats for both mixtures, to which the normality test was applied, determining that the observations come from normal populations; likewise, within each sample the observations are random and independent. For the hypothesis test of the mean difference
with unknown variances
, the statistic t is used in Equations (2) and (3):
where
, refers to the Current Endopado, while
, represents the Endopado with EPS. From
the hypothesis test with
yields a value of
p-value =
, thus,
is Accepted. The statistical analysis shows that the variance of the conventional hardener is
, while the variance of the alternative hardener based on post-consumer EPS is
. The parameters corresponding to the production process using the conventional hardener were obtained from a sample of
, a confidence level of 95%, with
HA and
HA, in an initial sample, given that the product belongs to an infinite population. The sample hardness was obtained from a simple random sampling after the application of the second bath. Finally, due to “industrial secrets” it is not possible to present the data obtained from the production process, given that in the study there is a collaboration agreement between company and institution that protects industrial data.
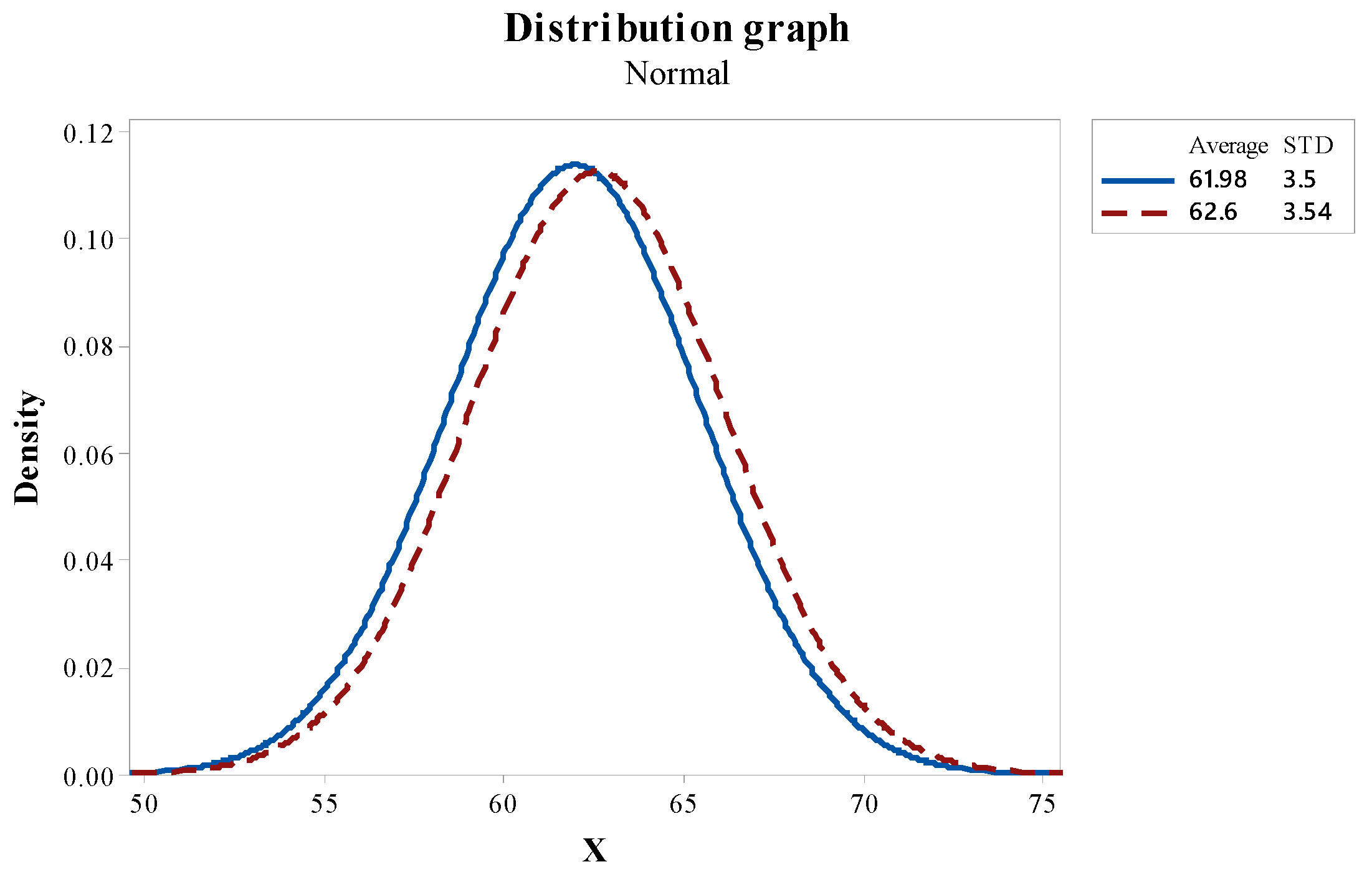
Therefore, it is possible to establish statistically that both Endopado processes come from the same population and are considered to have the same quality. The quality measured as hardness (HA) provided by the post-consumer EPS-based mixture is the same as the one presented by the nitrocellulose-based mixture (see
Figure 5).
Figure 5 shows the probability distribution of the hardness (HA) of the actual process using the conventional nitrocellulose-based hardener against the probability distribution of hardness (HA) considering the post-consumer EPS-based hardener. The “x-axis” represents the hardness, while the “y-axis” represents the probability density of the interest variable
f(
x).
The subjective assessment of the 16 runs with the hardener based on post–consumption EPS of the hat was developed by means of a matrix of evaluation among experts of the similarity of the hardeners (see
Table 6). The matrix was developed to weigh the valuation of each member of the panel of experts; that is, 10.0% was assigned to each operator, 20.0% was assigned to the quality supervisor and the general manager, while the operations director was assigned 40.0%; at the same time, weighting was also applied to each evaluation criterion (hardness, flexibility, and porosity), with a weighing of 25.0%, 55.0%, and 20.0%, respectively. The determination of the criteria and the assignment of the weighting was carried out by the strategic decision-makers of the company under study, namely, the director of operations and owner of the company.
The evaluation developed by the panel of experts shows that there is a better perception in the quality of the hats corresponding to runs 5 to 8, representing a 90.0% appreciation in quality standards compared to the current hardener based on Nitrocellulose; i.e., in the opinion of the experts, the product manufactured with the hardener based on recycled styrofoam complies with sensory quality as perceived by the manufacturer–user. Finally, it is possible to establish that between the expected quality in terms of the process, and the desired quality on the part of the manufacturer–user, there is no perceived difference.
4. Discussion
Having identified the Endopado process as a candidate to adopt a new product through the integration of SCAMPER as an Innovation Support Techniques (IST), it was determined that a mixture developed based on post-consumer Expanded Polystyrene (EPS) can be used as an alternative hardener to the current process. Then, with this idea as to the components of the mixture, optimization of the hardener was carried out. It was established that an experiment based on a Taguchi Orthogonal Array would permit determination of the optimal formulation; this approach was used because it allows identifying the significance of the effects with the least possible resources added to the work, addressing the optimization of the Minimum Viable Product. Finally, the performance of the alternative mixture was evaluated at an industrial level in two instances: (i) the quality of the product based on the resistance of the product provided by the recycled EPS mixture and the solvent showed a behavior similar to the quality obtained on the production line with the conventional mixture of Nitrocellulose and Thinner; and (ii) the sensory quality perceived by the manufacturer and user indicated that the alternative mixture achieves the quality that the customer expects.
The statistical and sensory results obtained from the implementation of the methodology show that the development of the post-consumer hat hardener based on EPS using the hybridized SCAMPERT–Taguchi technique is viable and feasible at a technical and operational level; i.e., the methodology used in the paper obtained a hardener based on styrofoam waste that meets the same quality as the conventional hardener based on Nitrocellulose through the conceptual design of SCAMPER and the formulation of the Minimum Viable Product, optimized by Taguchi methodology. During the study it was identified that the quality of the hat is given by its flexibility (HA); thus, the Durometer “Shore A” was used; however, as tactile quality is a characteristic of quality in the finish of the hat and to fully match the limitations in the measurement of this feature a subjective analysis was also performed using expert knowledge.
Finally, the study shows that the use of styrofoam waste as a valuable raw material in the formulation of hat hardener ensures that the negative impact on the environment associated with EPS pollution is mitigated; an appropriate link between academia and business has achieved a contribution to the achievement of Sustainable Development Goal 12, “Responsible Production and Consumption Guarantee Sustainable Consumption and Production Modalities” of the UN 2030 Agenda towards a better quality of life, helping to ensure that the environment is conserved and preserved for current and future generations.
5. Conclusions
This article demonstrates that the use of post-consumer EPS as a raw material in the development of a hat hardener by dissolving it in a solvent is viable and feasible, following a particular methodology. The methodological proposal allowed for compliance with the required quality of the finished hat, that is, with the specifications of the product and with the needs of the client–user. Thus, the EPS and hat value chains benefit each other; on the one hand, the EPS value chain has the opportunity to close cycles when post-consumer EPS is used as a raw material to the hat chain; on the other, the hat value chain benefits from using this raw material in the manufacturing of the hardener, thus increasing the competitive gap. Finally, the methodological proposal represents, for the scientific community, an integrated approach to using problem-solving tools in the development of products that mitigate impacts on the environment caused by the human footprint in the satisfaction of our needs.
In this case study, the development of a new hardener for hats based on post-consumer EPS was addressed, derived first from the generation of the conceptual idea through the SCAMPER process applied through a multidisciplinary team at a Hat manufacturing company in Mexico, who also contributed their experience and knowledge to establish the initial parameters of the new formulation considering waste EPS, and subsequently by the determination of the optimal parameters of the hardener formula with the support of DOE by Taguchi Orthogonal Array.
The quality obtained with the new product is equivalent in its function to that used conventionally; therefore, it is considered that the development of the new hardener for hats based on post-consumer EPS is viable when considering the various properties that EPS presents. The results of this research propose a new formulation of hardener based on post-consumer polystyrene, which represents an industrial contribution to the artisanal industry of hat-making, against a commercial hardener. As concerns future work, it is intended to explore the behavior of the formulation in other models of hats, and in similar products requiring the use of a liquid hardener to modify the morphology of surfaces. Likewise, the potential environmental impact of the hardener based on post-consumption EPS will be evaluated.


 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}