
Status Recognition Using Pre-Trained YOLOv5 for Sustainable Human-Robot Collaboration (HRC) System in Mold Assembly



Abstract
:1. Introduction
2. Literature Review
2.1. Deep Learning-Based Recognition in HRC Assembly
2.2. Transfer Learning and YOLO Algorithm
2.2.1. Transfer Learning
2.2.2. YOLO Algorithm
3. Status Recognition for HRC Mold Assembly Operation
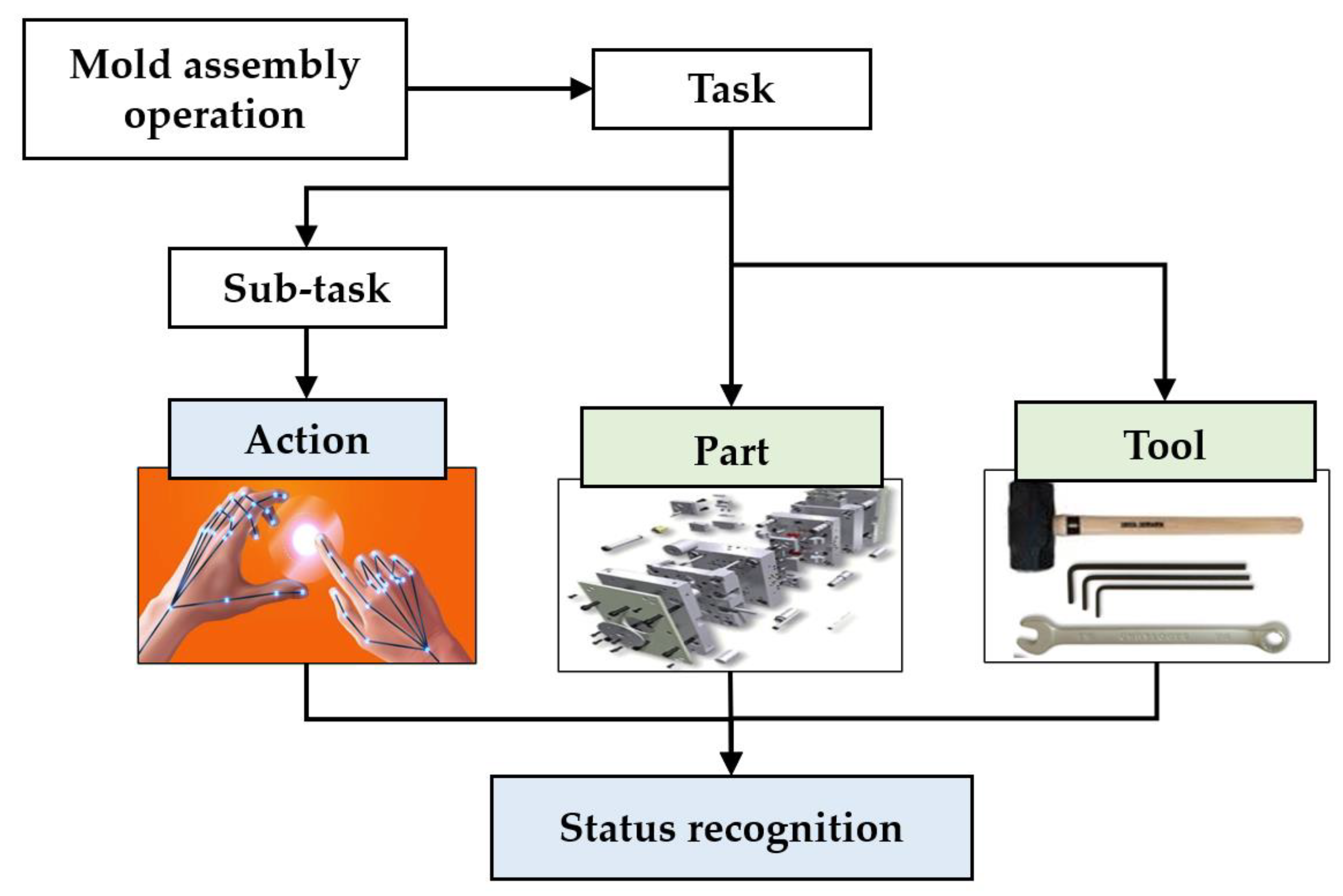
3.1. Decomposition of Mold Assembly Operation
- Picking or grasping part/tool;
- Positioning part;
- Assembly using a tool, such as tightening a screw or inserting a pin;
- Leaving assembly area with an empty hand.
3.2. Implementation of YOLOv5 and Transfer Learning
3.2.1. Data Collection and Processing
3.2.2. Transfer Learning
4. Results and Discussion
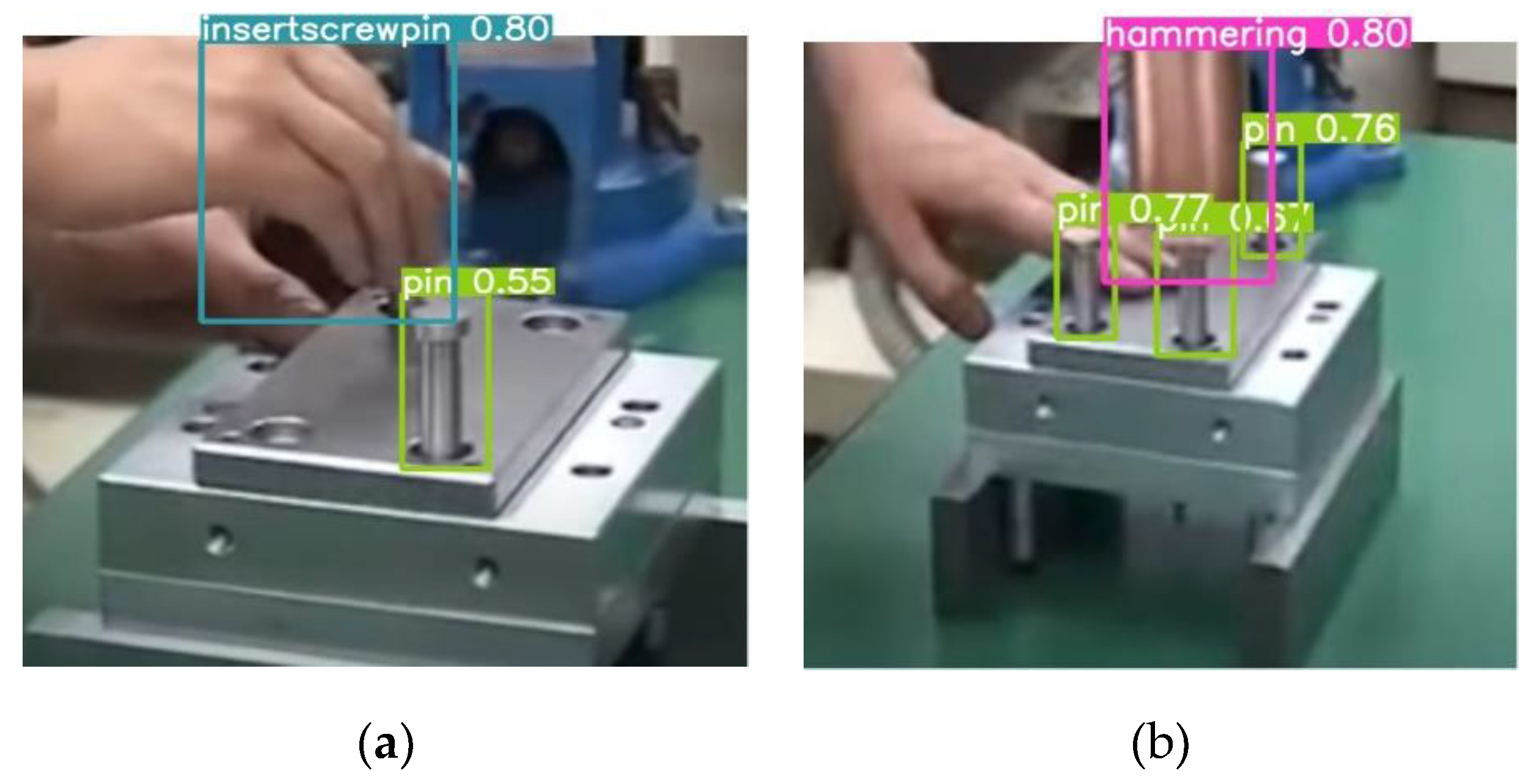
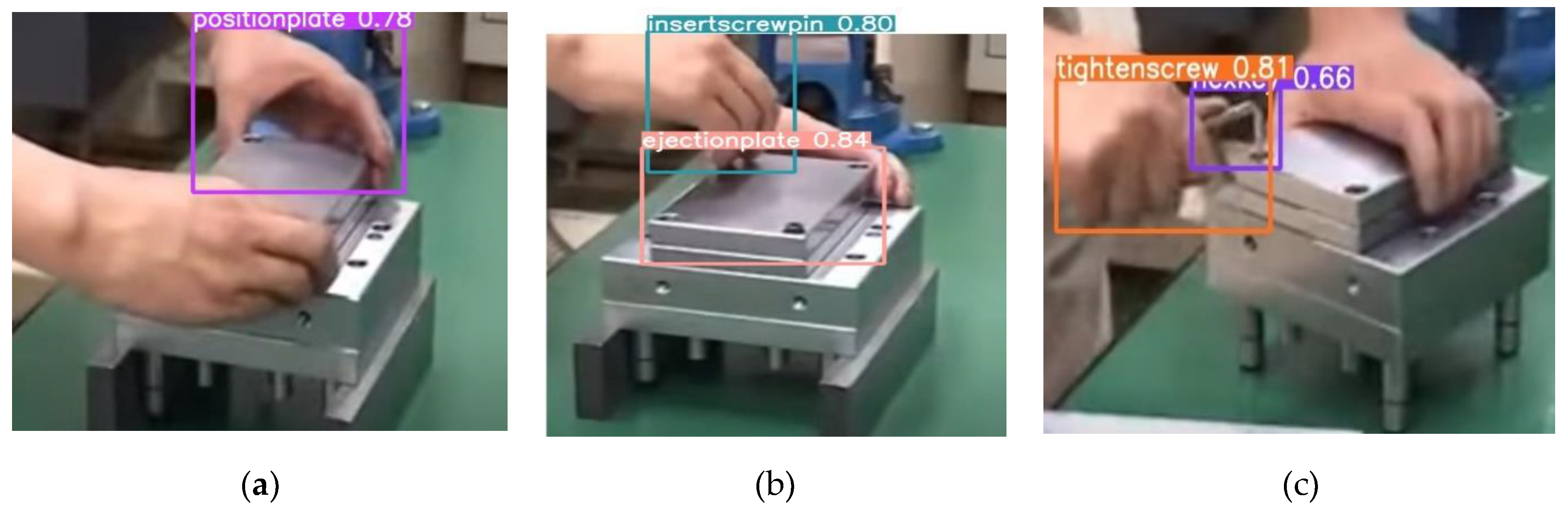
4.1. Comparison and Results
4.2. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Barosz, P.; Gołda, G.; Kampa, A. Efficiency analysis of manufacturing line with industrial robots and human operators. Appl. Sci. 2020, 10, 2862. [Google Scholar] [CrossRef] [Green Version]
- Khalid, A.; Kirisci, P.; Ghrairi, Z.; Thoben, K.D.; Pannek, J. A methodology to develop collaborative robotic cyber physical systems for production environments. Logist. Res. 2016, 9, 1–15. [Google Scholar] [CrossRef]
- Demir, K.A.; Döven, G.; Sezen, B. Industry 5.0 and human-robot co-working. Procedia Comput. Sci. 2019, 158, 688–695. [Google Scholar] [CrossRef]
- Maddikunta, P.K.R.; Pham, Q.V.; Prabadevi, B.; Deepa, N.; Dev, K.; Gadekallu, T.R.; Ruby, R.; Liyanage, M. Industry 5.0: A survey on enabling technologies and potential applications. J. Ind. Inf. Integr. 2021, 100257. [Google Scholar] [CrossRef]
- Krüger, J.; Lien, T.K.; Verl, A. Cooperation of human and machines in assembly lines. CIRP Ann. 2009, 58, 628–646. [Google Scholar] [CrossRef]
- Cherubini, A.; Passama, R.; Crosnier, A.; Lasnier, A.; Fraisse, P. Collaborative manufacturing with physical human-robot interaction. Robot Comput. Integr. Manuf. 2016, 40, 1–3. [Google Scholar] [CrossRef] [Green Version]
- Makris, S.; Karagiannis, P.; Koukas, S.; Matthaiakis, A.S. Augmented reality system for operator support in human-robot collaborative assembly. CIRP Ann. 2016, 65, 61–64. [Google Scholar] [CrossRef]
- Müller, R.; Vette, M.; Mailahn, O. Process-oriented task assignment for assembly processes with human-robot interaction. Procedia CIRP 2016, 44, 210–215. [Google Scholar] [CrossRef]
- Ranz, F.; Komenda, T.; Reisinger, G.; Hold, P.; Hummel, V.; Sihn, W. A morphology of human robot collaboration systems for industrial assembly. Procedia CIRP 2018, 72, 99–104. [Google Scholar] [CrossRef]
- Casalino, A.; Cividini, F.; Zanchettin, A.M.; Piroddi, L.; Rocco, P. Human-robot collaborative assembly: A use-case application. IFAC-PapersOnLine 2018, 51, 194–199. [Google Scholar] [CrossRef]
- Liau, Y.Y.; Ryu, K. Task Allocation in human-robot collaboration (HRC) Based on task characteristics and agent capability for mold assembly. Procedia Manuf. 2020, 51, 179–186. [Google Scholar] [CrossRef]
- Lin, T.Y.; Maire, M.; Belongie, S.; Hays, J.; Perona, P.; Ramanan, D.; Dollár, P.; Zitnick, C.L. Microsoft COCO: Common objects in context. In Proceedings of the 13th European Conference on Computer Vision (ECCV 2014), Zurich, Switzerland, 6–12 September 2014; Springer: Cham, Switzerland, 2014. [Google Scholar]
- Russakovsky, O.; Deng, J.; Su, H.; Krause, J.; Satheesh, S.; Ma, S.; Huang, Z.; Karparthy, A.; Khosla, A.; Bernstein, M.; et al. Imagenet large scale visual recognition challenge. Int. J. Comput. Vis. 2015, 115, 211–252. [Google Scholar] [CrossRef] [Green Version]
- Krizhevsky, A.; Sutskever, I.; Hinton, G.E. Imagenet classification with deep convolutional neural networks. Adv. Neural Inf. Process. Syst. 2012, 25, 1097–1105. [Google Scholar] [CrossRef]
- He, K.; Zhang, X.; Ren, S.; Sun, J. Deep residual learning for image recognition. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR 2016), Las Vegas, NV, USA, 26 June–1 July 2016; pp. 770–778. [Google Scholar]
- Simonyan, K.; Zisserman, A. Very deep convolutional networks for large-scale image recognition. In Proceedings of the International Conference on Learning Representation (ICLR), San Diego, CA, USA, 7–9 May 2015. [Google Scholar]
- Szegedy, C.; Liu, W.; Jia, Y.; Sermanet, P.; Reed, S.; Anguelov, D.; Erhan, D.; Vanhoucke, V.; Rabinovich, A. Going deeper with convolutions. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR 2015), Boston, MA, USA, 7–12 June 2015; pp. 1–9. [Google Scholar]
- Girshick, R.; Donahue, J.; Darrell, T.; Malik, J. Rich feature hierarchies for accurate object detection and semantic segmentation. In Proceedings of the IEEE conference on Computer Vision and Pattern Recognition (CVPR 2014), Columbus, GA, USA, 23–28 June 2014; pp. 580–587. [Google Scholar]
- Girshick, R. Fast R-CNN. In Proceedings of the IEEE International Conference on Computer Vision, Santiago, Chile, 7–13 December 2015; pp. 1440–1448. [Google Scholar]
- Ren, S.; He, K.; Girshick, R.; Sun, J. Faster R-CNN: Towards real-time object detection with region proposal networks. Adv. Neural Inf. Process. Syst. 2015, 28, 91–99. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- He, K.; Gkioxari, G.; Dollár, P.; Girshick, R. Mask R-CNN. In Proceedings of the IEEE International Conference on Computer Vision, Venice, Italy, 22–29 October 2017; pp. 2961–2969. [Google Scholar]
- Redmon, J.; Divvala, S.; Girshick, R.; Farhadi, A. You only look once: Unified, real-time object detection. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR 2016), Las Vegas, NV, USA, 27–30 June 2016; pp. 779–788. [Google Scholar]
- Redmon, J.; Farhadi, A. YOLO9000: Better, faster, stronger. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR 2017), Honolulu, HI, USA, 21–26 July 2017; pp. 7263–7271. [Google Scholar]
- Redmon, J.; Farhadi, A. Yolov3: An incremental improvement. arXiv 2018, arXiv:1804.02767. [Google Scholar]
- Bochkovskiy, A.; Wang, C.Y.; Liao, H.Y.M. Yolov4: Optimal speed and accuracy of object detection. arXiv 2020, arXiv:2004.10934. [Google Scholar]
- Uzunovic, T.; Golubovic, E.; Tucakovic, Z.; Acikmese, Y.; Sabanovic, A. Task-based control and human activity recognition for human-robot collaboration. In Proceedings of the 44th Annual Conference of the IEEE Industrial Electronics Society (IECON 2018), Washington, DC, USA, 21–23 October 2018; pp. 5110–5115. [Google Scholar]
- Chen, C.; Wang, T.; Li, D.; Hong, J. Repetitive assembly action recognition based on object detection and pose estimation. J. Manuf. Syst. 2020, 55, 325–333. [Google Scholar] [CrossRef]
- Wang, P.; Liu, H.; Wang, L.; Gao, R.X. Deep learning-based human motion recognition for predictive context-aware human-robot collaboration. CIRP Ann. 2018, 67, 17–20. [Google Scholar] [CrossRef]
- Wen, X.; Chen, H.; Hong, Q. Human assembly task recognition in human-robot collaboration based on 3D CNN. In Proceedings of the 9th Annual International Conference on CYBER Technology in Automation, Control, and Intelligent Systems (CYBER 2019), Suzhou, China, 29 July–2 August 2019; pp. 1230–1234. [Google Scholar]
- Chen, C.; Zhang, C.; Wang, T.; Li, D.; Guo, Y.; Zhao, Z.; Hong, J. Monitoring of assembly process using deep learning technology. Sensors 2020, 20, 4208. [Google Scholar] [CrossRef]
- Deng, J.; Dong, W.; Socher, R.; Li, L.J.; Li, K.; Li, F. Imagenet: A large-scale hierarchical image database. In Proceedings of the Conference on Computer Vision and Pattern Recognition (CVPR 2009), Miami, FL, USA, 20–25 June 2009; pp. 248–255. [Google Scholar]
- Niu, S.; Liu, Y.; Wang, J.; Song, H. A decade survey of transfer learning (2010–2020). IEEE Trans. on Artif. Intell. 2020, 1, 151–166. [Google Scholar] [CrossRef]
- Yang, Q.; Zhang, Y.; Dai, W.; Pan, S.J. Transfer Learning; Cambridge University Press: Cornwall, UK, 2020; pp. 14, 221–222. [Google Scholar]
- Vasilev, I. Advanced Deep Learning with Python; Packt Publishing Ltd.: Birmingham, UK, 2019; pp. 90–91. [Google Scholar]
- Židek, K.; Hosovsky, A.; Pite’, J.; Bednár, S. Recognition of assembly parts by convolutional neural networks. In Advances in Manufacturing Engineering and Materials, Proceedings of the International Conference on Manufacturing Engineering and Materials (ICMEM 2018), Nový Smokovec, Slovakia, 18–22 June 2018; Springer: Cham, Switzerland, 2018; pp. 281–289. [Google Scholar]
- Liu, H.; Wang, L. Collision-free human-robot collaboration based on context awareness. Robot Comput. Integr. Manuf. 2021, 67, 101997. [Google Scholar] [CrossRef]
- Tao, W.; Al-Amin, M.; Chen, H.; Leu, M.C.; Yin, Z.; Qin, R. Real-time assembly operation recognition with fog computing and transfer learning for human-centered intelligent manufacturing. Procedia Manuf. 2020, 48, 926–931. [Google Scholar] [CrossRef]
- Jiao, L.; Zhang, F.; Liu, F.; Yang, S.; Li, L.; Feng, Z.; Qu, R. A survey of deep learning-based object detection. IEEE Access 2019, 7, 128837–128868. [Google Scholar] [CrossRef]
- GitHub. Yolov5. Available online: https://github.com/ultralytics/yolov5 (accessed on 30 June 2021).
- Yao, J.; Qi, J.; Zhang, J.; Shao, H.; Yang, J.; Li, X. A Real-time detection algorithm for kiwifruit defects based on YOLOv5. Electronics 2021, 10, 1711. [Google Scholar] [CrossRef]
- Zhou, F.; Zhao, H.; Nie, Z. Safety helmet detection based on YOLOv5. In Proceedings of the International Conference on Power Electronics, Computer Applications (ICPECA 2021), Shenyang, China, 22–24 January 2021. [Google Scholar]
- Kim, J.A.; Sung, J.Y.; Park, S.H. Comparison of Faster-RCNN, YOLO, and SSD for real-time vehicle type recognition. In Proceedings of the International Conference on Consumer Electronics-Asia (ICCE 2020–Asia), Busan, Korea, 1–3 November 2020. [Google Scholar]
- Yang, G.; Feng, W.; Jin, J.; Lei, Q.; Li, X.; Gui, G.; Wang, W. Face mask recognition system with YOLOV5 based on image recognition. In Proceedings of the 6th International Conference on Computer and Communications (ICCC 2020), Chengdu, China, 11–14 December 2020; pp. 1398–1404. [Google Scholar]
- Cheng, S. Plastic mold assembly. Available online: https://www.youtube.com/watch?v=laEWSU4oulw (accessed on 31 January 2021).
- GitHub. LabelImg. Available online: https://github.com/tzutalin/labelImg.git (accessed on 28 February 2021).
- Liau, Y.Y.; Ryu, K. Genetic algorithm-based task allocation in multiple modes of human-robot collaboration systems with two cobots. Int. J. Adv. Manuf. Technol. under review.
- Van Wynsberghe, A. Sustainable AI: AI for sustainability and the sustainability of AI. A.I. Ethics 2021, 1, 213–218. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Task | Part |
|---|---|---|
| 1 | Prepare A side plate | A side plate |
| 2 | Assemble sprue bushing | Sprue bushing |
| 3 | Assemble top clamp plate | Top clamp plate, screws |
| 4 | Assemble location ring | Location ring, screws |
| 5 | Prepare outer B side plate | Outer B side plate |
| 6 | Assemble guide pin | Inner B side, guide pin |
| 7 | Assemble core | Core |
| 8 | Assemble ejection pin | Ejection pin |
| 9 | Assemble B side plates | Screws |
| 10 | Assemble ejection plate | Ejection plate, pin |
| 11 | Assemble return pin | Return pin |
| 12 | Assemble ejection support plate | Ejection support plate, screws |
| 13 | Assemble space plate | Space plate |
| 14 | Assemble bottom clamp plate | Bottom clamp plate, screws |
| 15 | Assemble core plate | Core plate, screws |
| 16 | Assemble core and cavity sub-assembly | Sub-assemblies |
| Code | Description of Sub-Tasks | Tool |
|---|---|---|
| A | Lift and position plate with rough tolerance | No |
| B | Lift and position plate with fair tolerance | No |
| C | Lift and position plate with tight tolerance | No |
| D | Pick and locate component with fair tolerance | No |
| E | Pick and locate component with tight tolerance | No |
| F | Pick, locate and insert screw | No |
| G | Tighten screw | Hex-key |
| H | Insert small component with force | Hammer |
| I | Insert plate with force | Hammer |
| Model | Without Freeze (F = 0) | Freeze Backbone (F = 10) |
|---|---|---|
| YOLOv5s | 0.841 | 0.846 |
| YOLOv5m | 0.849 | 0.819 |
| YOLOv5l | 0.848 | 0.837 |
| YOLOv5x | 0.856 | 0.854 |
| Model | Without Freeze (F = 0) | Freeze Backbone (F = 10) |
|---|---|---|
| YOLOv5s | 0.0148 | 0.0162 |
| YOLOv5m | 0.0253 | 0.0283 |
| YOLOv5l | 0.0271 | 0.0280 |
| YOLOv5x | 0.0354 | 0.0346 |
| Status | Part/Tool | YOLOv5s | YOLOv5m | YOLOv5l | YOLOv5x | ||||
|---|---|---|---|---|---|---|---|---|---|
| F = 0 | F = 10 | F = 0 | F = 10 | F = 0 | F = 10 | F = 0 | F = 10 | ||
| Position plate | X | 0.71 | 0.71 | X | 0.65 | 0.67 | 0.68 | 0.55 | |
| Insert screw | 0.71 | 0.86 | 0.86 | 0.58 | 0.81 | 0.83 | 0.84 | 0.81 | |
| Location ring | 0.84 | 0.84 | 0.90 | 0.56 | 0.84 | 0.89 | 0.77 | 0.78 | |
| Tighten screw | X | 0.40 | 0.47 | 0.60 | 0.84 | 0.63 | 0.68 | 0.65 | |
| Hex-key | X | X | X | X | 0.46 | X | 0.56 | X | |
| Location ring | X | 0.68 | X | X | 0.74 | 0.81 | 0.73 | X | |
| YOLOv5m F = 0 | ||||
|---|---|---|---|---|
| Inference time (seconds) | 0.0253 | 0.0399 | 0.0858 | |
| Status | Part/tool | |||
| Position plate | 0.71 | 0.71 | 0.79 | |
| Insert screw | 0.86 | 0.80 | 0.90 | |
| Location ring | 0.90 | 0.90 | 0.91 | |
| Tighten screw | 0.47 | 0.47 | 0.7 | |
| Hex-key | X | 0.57 | 0.81 | |
| Location ring | X | X | 0.67 | |
| Sub-Task by Human | (s) | Subsequent Sub-Task by Robot | (s) | ||
|---|---|---|---|---|---|
| ST#7: Insert 4 screws | 20 | ST #8: Tighten screws | 16 | 36 | 26 |
| ST #17: Insert guide pin with force | 40 | ST #18: Lift and place side plate | 18 | 58 | 53 |
| ST #20: Insert core with force | 30 | ST #21: Pick and locate pins | 10 | 40 | 35 |
| ST #24: Insert 4 screws | 20 | ST #25: Tighten screws | 16 | 36 | 26 |
| ST #32: Insert 4 screws | 20 | ST #33: Tighten screws | 16 | 36 | 26 |
| ST #34: Position plate | 16 | ST #35: Lift plate | 15 | 31 | 26 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liau, Y.Y.; Ryu, K. Status Recognition Using Pre-Trained YOLOv5 for Sustainable Human-Robot Collaboration (HRC) System in Mold Assembly. Sustainability 2021, 13, 12044. https://doi.org/10.3390/su132112044
Liau YY, Ryu K. Status Recognition Using Pre-Trained YOLOv5 for Sustainable Human-Robot Collaboration (HRC) System in Mold Assembly. Sustainability. 2021; 13(21):12044. https://doi.org/10.3390/su132112044
Chicago/Turabian StyleLiau, Yee Yeng, and Kwangyeol Ryu. 2021. "Status Recognition Using Pre-Trained YOLOv5 for Sustainable Human-Robot Collaboration (HRC) System in Mold Assembly" Sustainability 13, no. 21: 12044. https://doi.org/10.3390/su132112044
APA StyleLiau, Y. Y., & Ryu, K. (2021). Status Recognition Using Pre-Trained YOLOv5 for Sustainable Human-Robot Collaboration (HRC) System in Mold Assembly. Sustainability, 13(21), 12044. https://doi.org/10.3390/su132112044