Pilot-Scale Study on the Specific Resistance of Beech Wood Dust in a Pulse-Jet Filter



Abstract
1. Introduction
2. Materials and Methods
2.1. Wood Dust
2.2. Filter Medium
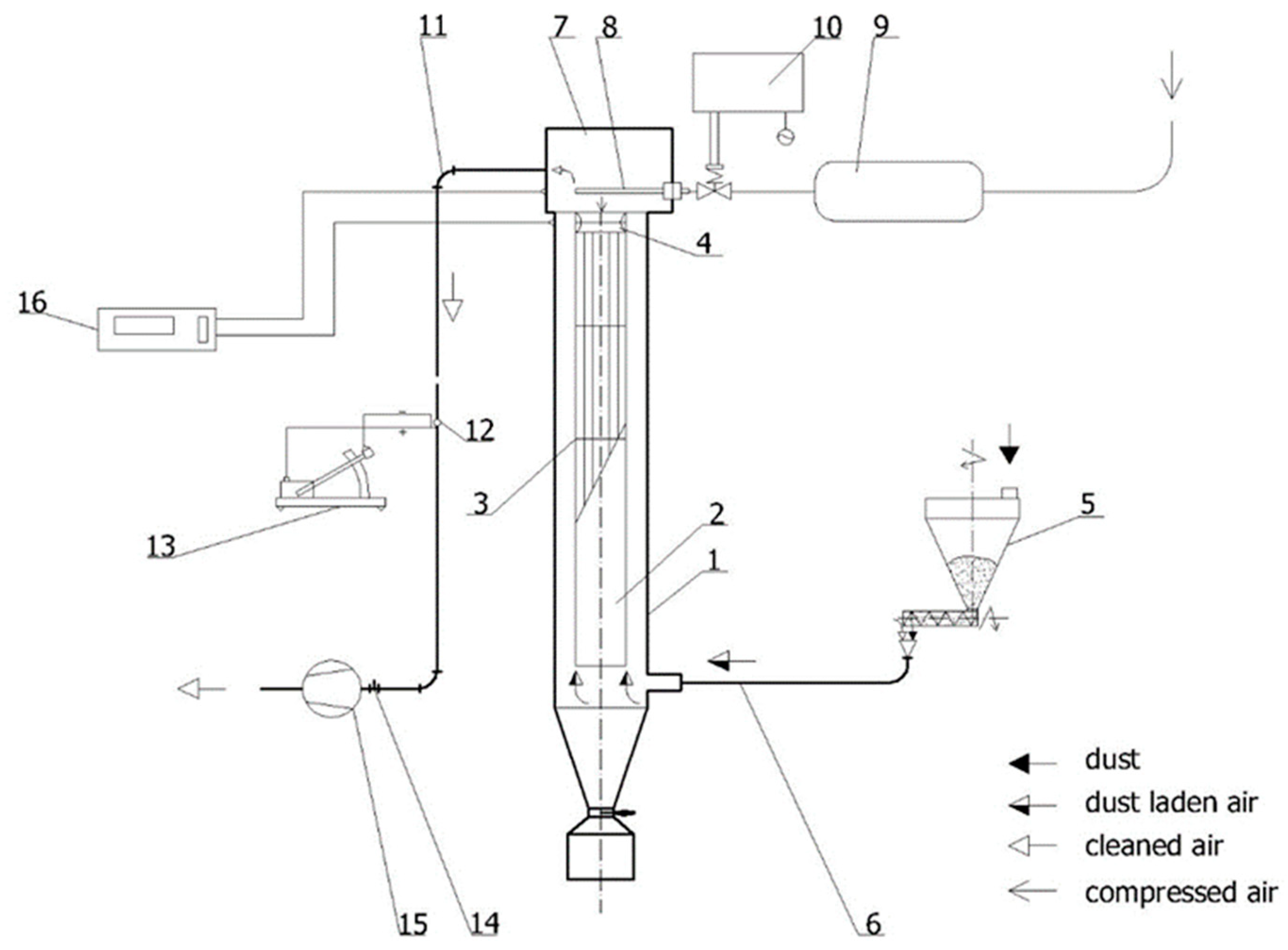
2.3. Test Rig and the Course of the Experiment
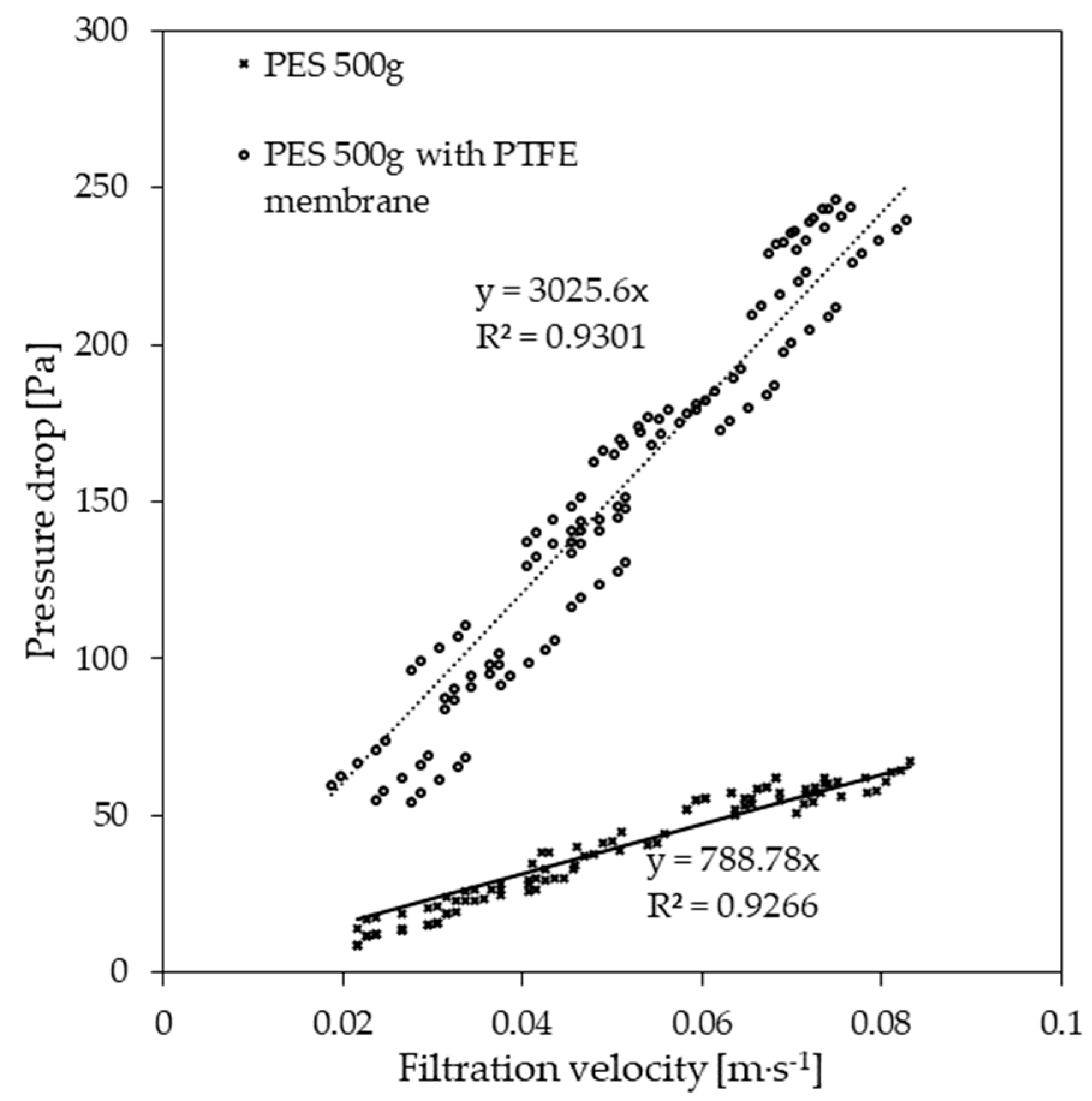
2.4. Calculation of the K2 Value
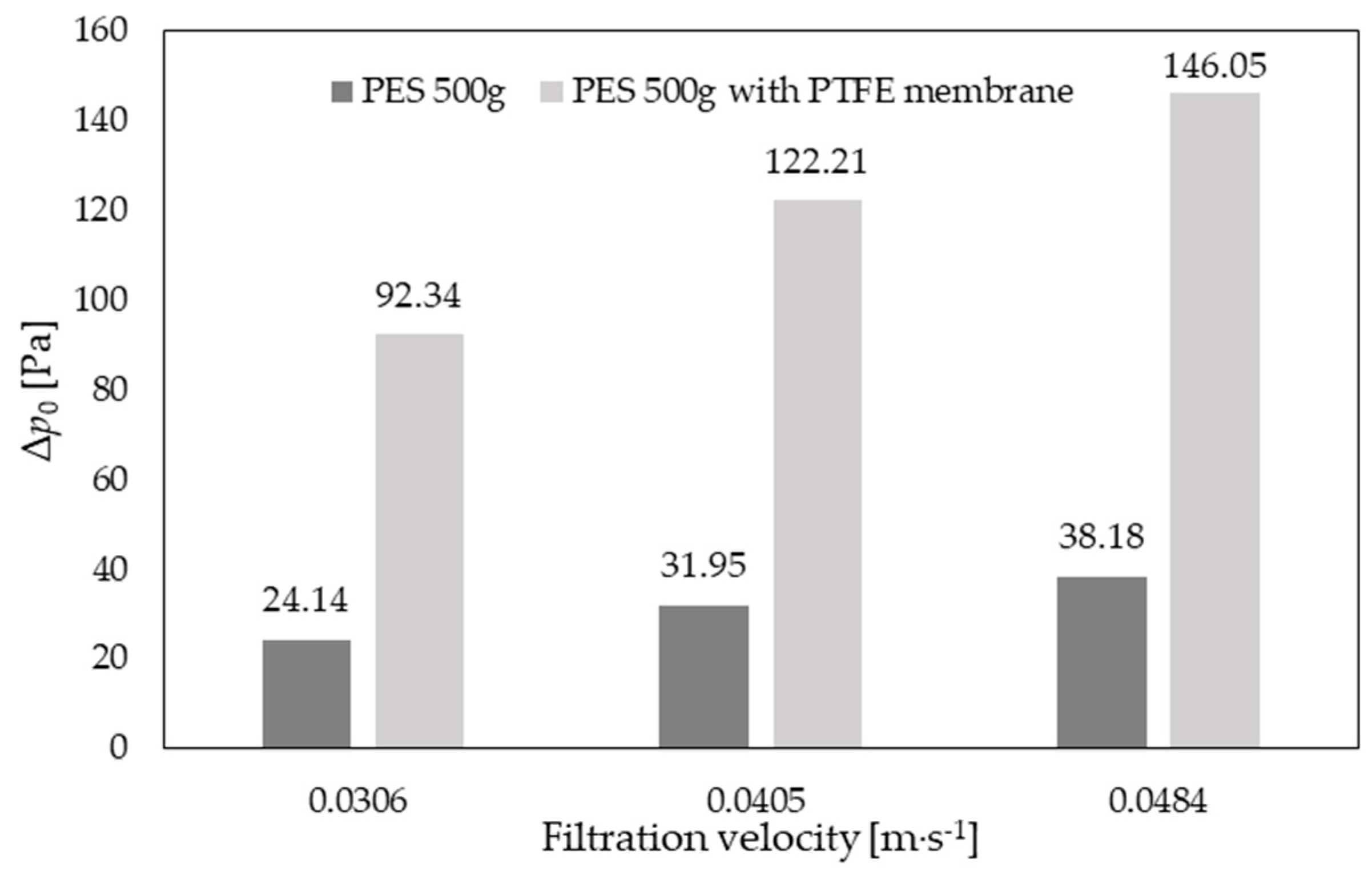
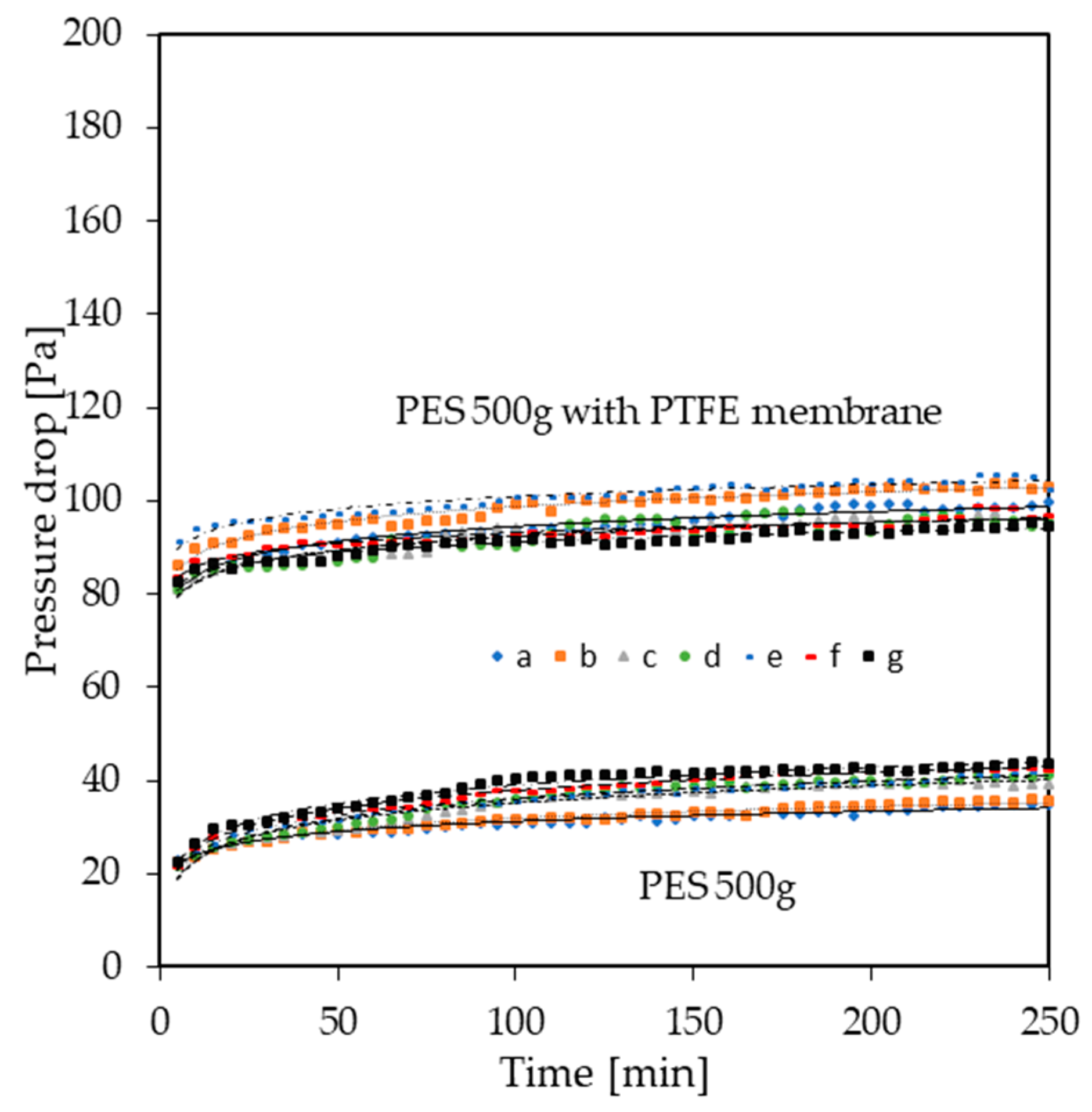
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Chen, Y.-S.; Hsiau, S.-S.; Lee, H.-Y.; Chyou, Y.-P. Filtration of dust particulates using a new filter system with louvers and sublouvers. Fuel 2012, 99, 118–128. [Google Scholar] [CrossRef]
- Cheng, Y.-H.; Tsai, C.-J. Factors Influencing Pressure Drop through a Dust Cake during Filtration. Aerosol Sci. Tech. 1998, 29, 315–328. [Google Scholar] [CrossRef]
- Koehler, J.L.; David, L. Model calibration for pressure drop in a pulse-jet cleaned fabric filter. Atmos. Environ. 1983, 17, 1909–1913. [Google Scholar] [CrossRef]
- Leith, D.; Ellenbecker, M.J. Theory for pressure drop in a pulse-jet cleaned fabric filter. Atmos. Environ. 1980, 14, 845–852. [Google Scholar] [CrossRef]
- Li, J.; Li, S.; Zhou, F. Effect of moisture content in coal dust on filtration and cleaning performance of filters. Physicochem. Probl. Mi. 2016, 52, 365–379. [Google Scholar] [CrossRef]
- Rogoziński, T. Pilot-scale study on the influence of wood dust type on pressure drop during filtration in a pulse-jet baghouse. Process. Saf. Environ. 2018, 119, 58–64. [Google Scholar] [CrossRef]
- Saleem, M.; Krammer, G.; Khan, R.U.; Tahir, M.S. Influence of operating parameters on cake formation in pilot scale pulse-jet bag filter. Powder Technol. 2012, 224, 28–35. [Google Scholar] [CrossRef]
- Saleem, M.; Krammer, G.; Tahir, M.S. The effect of operating conditions on resistance parameters of filter media and limestone dust cake for uniformly loaded needle felts in a pilot scale test facility at ambient conditions. Powder Technol. 2012, 228, 100–107. [Google Scholar] [CrossRef]
- Mukhopadhyay, A. Pulse-jet filtration: An effective way to control industrial pollution Part I: Theory, selection and design of pulse-jet filter. Text. Prog. 2009, 41, 195–315. [Google Scholar] [CrossRef]
- Saleem, M.; Krammer, G. Effect of filtration velocity and dust concentration on cake formation and filter operation in a pilot scale jet pulsed bag filter. J. Hazard. Mater. 2007, 144, 677–681. [Google Scholar] [CrossRef]
- Novick, V.J.; Monson, P.R.; Ellison, P.E. The effect of solid particle mass loading on the pressure drop of HEPA filters. J. Aerosol Sci. 1992, 23, 657–665. [Google Scholar] [CrossRef]
- Choi, J.-H.; Ha, S.-J.; Bak, Y.-C.; Park, Y.-O. Particle size effect on the filtration drag of fly ash from a coal power plant. Korean J. Chem. Eng. 2002, 19, 1085–1090. [Google Scholar] [CrossRef]
- Dolny, S.; Rogozinski, T.; Dobak, S. Methodology of pilot-scale studies on pulse-jet filtration of air polluted with wood dust. Wood Res. 2019, 64, 325–334. [Google Scholar]
- Chen, Y.-S.; Hsiau, S.-S. Influence of filtration superficial velocity on cake compression and cake formation. Chem. Eng. Process. Process Intensif. 2009, 48, 988–996. [Google Scholar] [CrossRef]
- Ito, L.X.; Aguiar, M.L. A study of the porosity of gas filtration cakes. Braz. J. Chem. Eng. 2009, 26, 307–315. [Google Scholar] [CrossRef]
- Koch, M.; Krammer, G. The Permeability Distribution (PD) Method for Filter Media Characterization. Aerosol Sci. Technol. 2008, 42, 433–444. [Google Scholar] [CrossRef]
- Choi, J.-H.; Ha, S.-J.; Park, Y.-O. The effect of particle shape on the pressure drop across the dust cake. Korean J. Chem. Eng. 2002, 19, 711–717. [Google Scholar] [CrossRef]
- Jeon, K.-J.; Jung, Y.-W. A simulation study on the compression behavior of dust cakes. Powder Technol. 2004, 141, 1–11. [Google Scholar] [CrossRef]
- Mračková, E.; Krišťák, Ľ.; Kučerka, M.; Gaff, M.; Gajtanska, M. Creation of wood dust during wood processing: Size analysis, dust separation, and occupational health. BioResources 2016, 11, 209–222. [Google Scholar] [CrossRef]
- Cirqueira, S.S.R.; Tanabe, E.H.; Aguiar, M.L. Evaluation of operating conditions during the pulse jet cleaning filtration using different surface treated fibrous filters. Process Saf. Environ. 2017, 105, 69–78. [Google Scholar] [CrossRef]
- Kanaoka, C.; Amornkitbamrung, M. Effect of filter permeability on the release of captured dust from a rigid ceramic filter surface. Powder Technol. 2001, 118, 113–120. [Google Scholar] [CrossRef]
- Lupion, M.; Rodriguez-Galan, M.; Alonso-Fariñas, B.; Gutierrez Ortiz, F.J. Investigation into the parameters of influence on dust cake porosity in hot gas filtration. Powder Technol. 2014, 264, 592–598. [Google Scholar] [CrossRef]
- Saleem, M.; Khan, R.U.; Tahir, M.S.; Krammer, G. Experimental study of cake formation on heat treated and membrane coated needle felts in a pilot scale pulse jet bag filter using optical in-situ cake height measurement. Powder Technol. 2011, 214, 388–399. [Google Scholar] [CrossRef]
- Tanabe, E.; Barros, P.; Rodrigues, K.; Aguiar, M. Experimental investigation of deposition and removal of particles during gas filtration with various fabric filters. Sep. Purif. Technol. 2011, 80, 187–195. [Google Scholar] [CrossRef]
- Saleem, M.; Krammer, G. Optical in-situ measurement of filter cake height during bag filter plant operation. Powder Technol. 2007, 173, 93–106. [Google Scholar] [CrossRef]
- Ellenbecker, M.J.; Leith, D. The effect of dust retention on pressure drop in a high velocity pulse-jet fabric filter. Powder Technol. 1980, 25, 147–154. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Medium Type | PES 500 g | PES with PTFE Membrane | |
|---|---|---|---|
| area density | 500 g·m−2 | 500 g·m−2 | |
| fiber material | PES | PES | |
| fabric finish | heat setting, singeing, calendering | heat setting, PTFE membrane | |
| air permeability | 200 dm3·dm−2·min−1 | 30 dm3·dm−2·min−1 | |
| thickness | 2.1 mm | 2.2 mm | |
| the highest | longitudinal | 145 daN | 110 daN |
| tension | transverse | 155 daN | 110 daN |
| retracility at 140 °C | <1% | <1% | |
| maximum | continuous | 140 °C | 140 °C |
| temperature | intermittent | 150 °C | 150 °C |
| Parameter | Value |
|---|---|
| Filtration velocity | 0.0306; 0.0405; 0.0484; m·s−1 |
| Dust concentration at filter inlet | 10; 15; 20; 25; 30; 35; 40; g·m−3 |
| Cleaning pulse pressure | 5 MPa |
| Duration of filtration cycle | 300 s |
| S [g·m−3] | wf 0.0306 m·s−1 | wf 0.0405 m·s−1 | wf 0.484 m·s−1 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| PES 500 g | PES 500 g with PTFE Membrane | PES 500 g | PES 500 g with PTFE Membrane | PES 500 g | PES 500 g with PTFE Membrane | |||||||
| Δpc | Δpp | Δpc | Δpp | Δpc | Δpp | Δpc | Δpp | Δpc | Δpp | Δpc | Δpp | |
| 10 | 34.3 | 10.12 | 105.3 | 12.73 | 55.5 | 23.54 | 150.1 | 27.57 | 60.6 | 22.47 | 172.6 | 26.12 |
| 15 | 35.4 | 11.28 | 103.0 | 10.42 | 57.1 | 25.20 | 162.5 | 39.92 | 61.8 | 23.62 | 180.4 | 34.00 |
| 20 | 40.6 | 16.45 | 106.4 | 13.80 | 61.4 | 29.48 | 165.7 | 43.21 | 63.2 | 25.06 | 180.1 | 33.67 |
| 25 | 41.5 | 17.34 | 105.8 | 13.24 | 61.0 | 29.04 | 164.7 | 42.19 | 64.3 | 26.09 | 182.7 | 36.23 |
| 30 | 41.7 | 17.61 | 104.3 | 11.76 | 63.5 | 31.57 | 164.4 | 41.88 | 64.0 | 25.87 | 184.4 | 38.01 |
| 35 | 43.5 | 19.39 | 104.1 | 11.50 | 63.8 | 31.88 | 163.0 | 40.42 | 64.4 | 26.18 | 189.7 | 43.30 |
| 40 | 44.7 | 20.60 | 103.0 | 10.41 | 65.2 | 33.24 | 160.6 | 38.07 | 69.5 | 31.36 | 195.4 | 48.99 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Potok, Z.; Rogoziński, T. Pilot-Scale Study on the Specific Resistance of Beech Wood Dust in a Pulse-Jet Filter. Sustainability 2020, 12, 4816. https://doi.org/10.3390/su12124816
Potok Z, Rogoziński T. Pilot-Scale Study on the Specific Resistance of Beech Wood Dust in a Pulse-Jet Filter. Sustainability. 2020; 12(12):4816. https://doi.org/10.3390/su12124816
Chicago/Turabian StylePotok, Zbigniew, and Tomasz Rogoziński. 2020. "Pilot-Scale Study on the Specific Resistance of Beech Wood Dust in a Pulse-Jet Filter" Sustainability 12, no. 12: 4816. https://doi.org/10.3390/su12124816
APA StylePotok, Z., & Rogoziński, T. (2020). Pilot-Scale Study on the Specific Resistance of Beech Wood Dust in a Pulse-Jet Filter. Sustainability, 12(12), 4816. https://doi.org/10.3390/su12124816