Preventing Air Pollution Connected to the Explosion of Different Types of Flours in Dedicated Storage and Transportation Systems


Abstract
1. Introduction
1.1. Dust Explosions and Changes in the Environment
1.2. Conditions Required
- Chemical composition of dust particles, as different chemical compounds burn in different ways, and the dimensions of dust particles, as smaller grains burn more rapidly which causes an increase in explosion parameters as the size of dust particles decreases;
- Dust humidity, as increased moisture contents in the dusts impedes its combustion.
- Concentration of oxygen and dust, as tthe concentration of a dust and air mixture must be above the lower explosive limit (LEL). The strongest explosion takes place at concentrations that reach the level of the stoichiometric concentration. On the other hand, an increased oxygen concentration in the surroundings will increase the hazard.
- Modification of the technical processes to limit the occurrence of flammable dust, particularly a quantity that would not allow the formation of a mixture over LEL;
- Reducing the concentration of oxidizing agents in production or warehouse facilities;
- Preventing the formation of mixed flammable dust with air (formation of a cloud);
- Full elimination or minimizing the possibility of occurrence of effective ignition sources;
- Limiting the range of flames and explosion pressures.
- Adoption of means aimed at limiting the consequences of explosions, i.e., the range of flame and impact of explosion pressure.
- Structures resistant to the explosion pressure or impact of explosion pressure;
- Explosion venting, i.e., adoption of devices designated to reduce the pressure created as a result of the explosion and disposal of combustion products to the outside of the installations. Explosion venting systems are one of the most popular means of protection. The effective explosion requires the area of the ventilation devices to be determined. Such technical standards as the NFPA 68 and the standard EN 14491 provide guidelines and models that enable calculating the surface of the vents. There are also solutions in place which enable flameless explosion venting;
2. Materials and Methods
2.1. Materials
- Rice flour dust;
- Cornmeal dust;
- Oat flour dust; and
- Chickpea flour dust.
2.2. Methods
2.2.1. Testing Consistent with Standard EN 14034
2.2.2. Thermogravimetric Analysis
2.2.3. Heat of Combustion
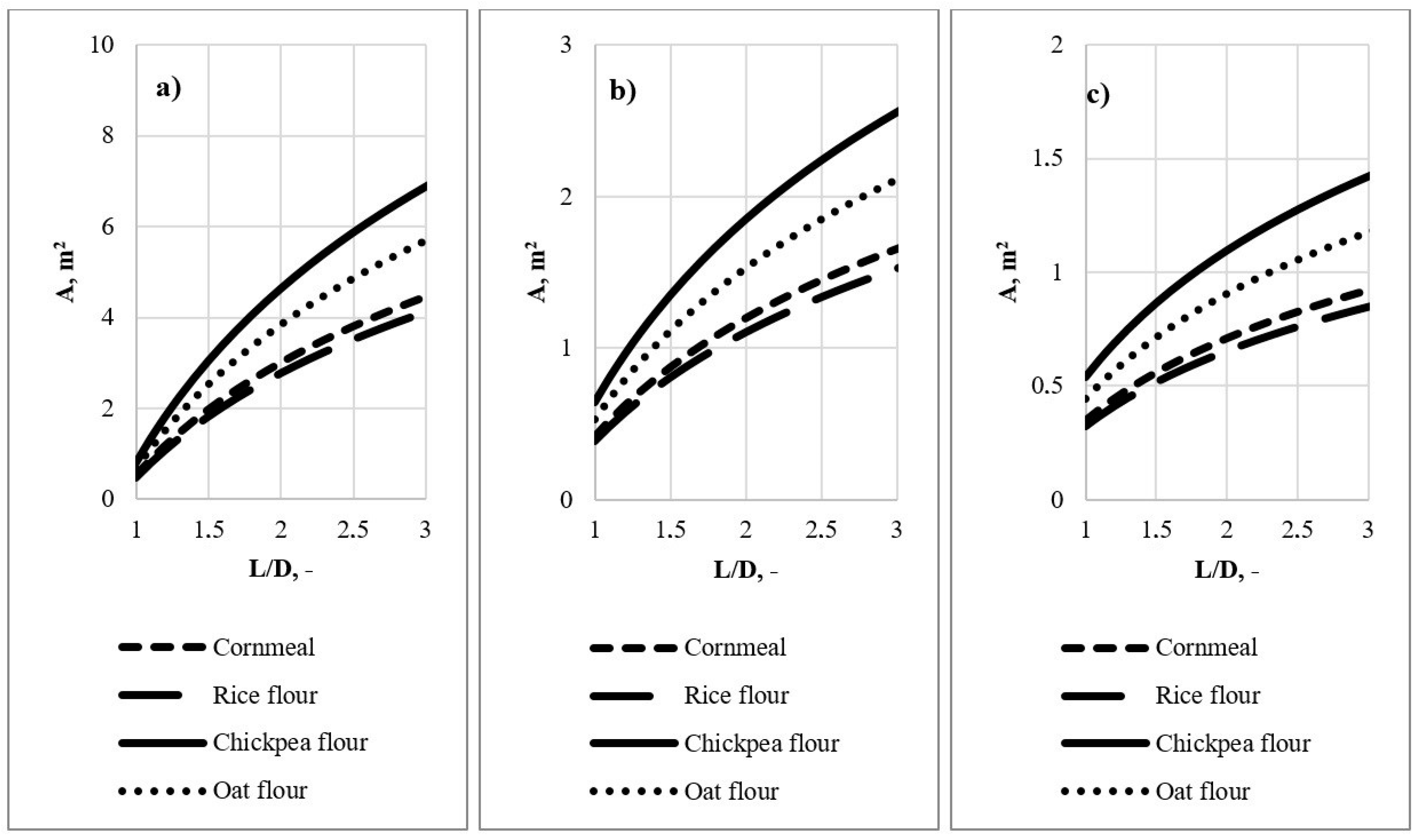
2.2.4. Vent Area Calculation
- The desired value of reduced explosion pressure, pred, which depends on the structural strength and in no case may be exceeded;
- Values specifying the explosiveness of flammable dusts, first of all coefficient, KSt, and the maximum explosion pressure pmax;
- Characteristics of the process installation, in particular the volume, V, and the length/diameter ratio (L/D);
- Characteristics of the venting device and its activation (static) pressure pstat.
- (1)
- Explosion venting device:
- Dimensions: 500 × 1000 mm (rectangular); geometric venting area: .
- Minimal burst (gauge) pressure: .
- Material: steel/PTFE/stainless steel.
- Venting efficiency of the device: (geometric venting area equal to required venting area ).
- (2)
- Protected silo:
- Pneumatic conveying with axial introduction into the silo.
- Volume: .
- Diameter of the conveying pipe: .
- Reduced explosion (gauge) pressures: .
- Length: (diameter set as a variable).
3. Results
3.1. Explosion Parameters
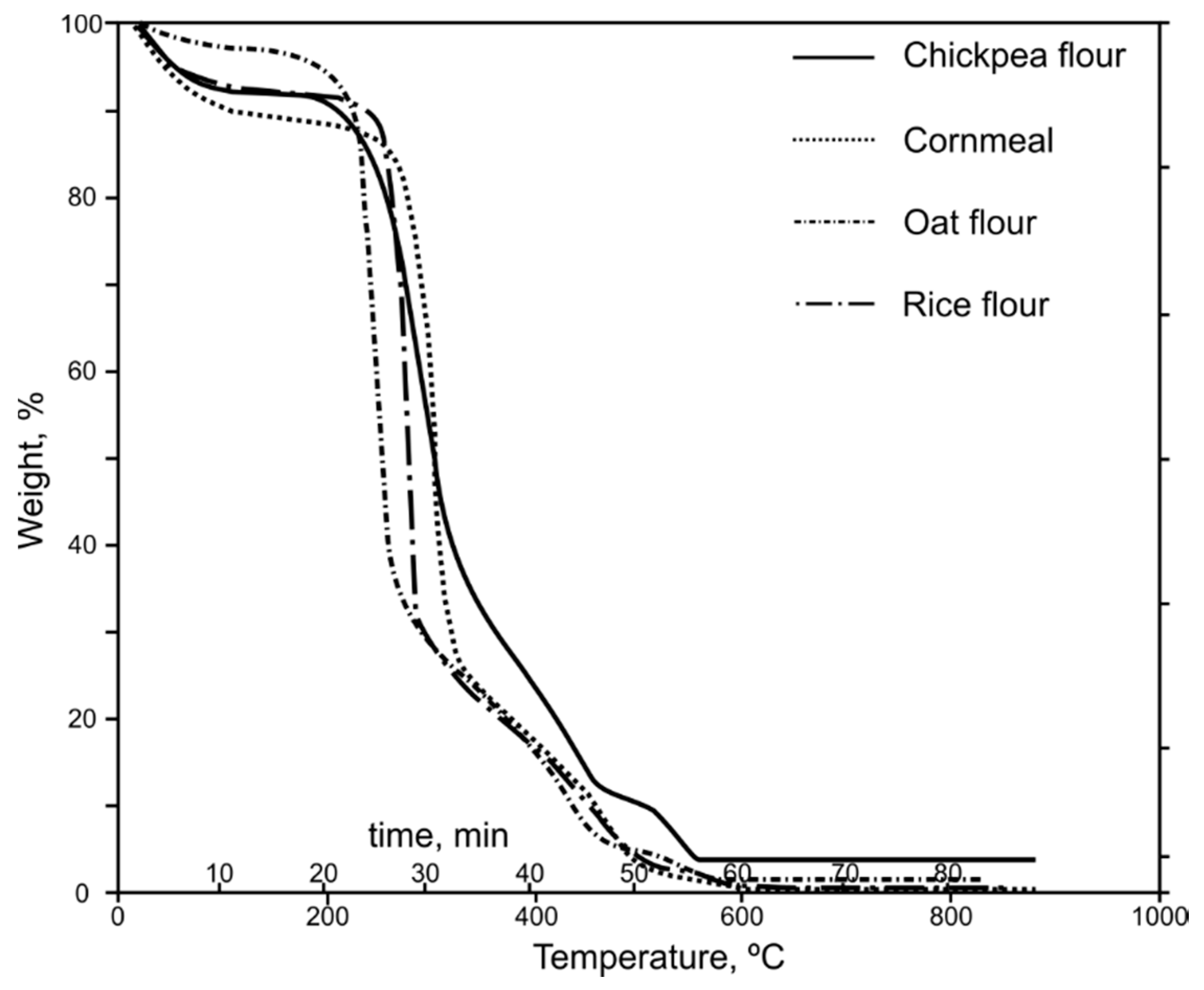
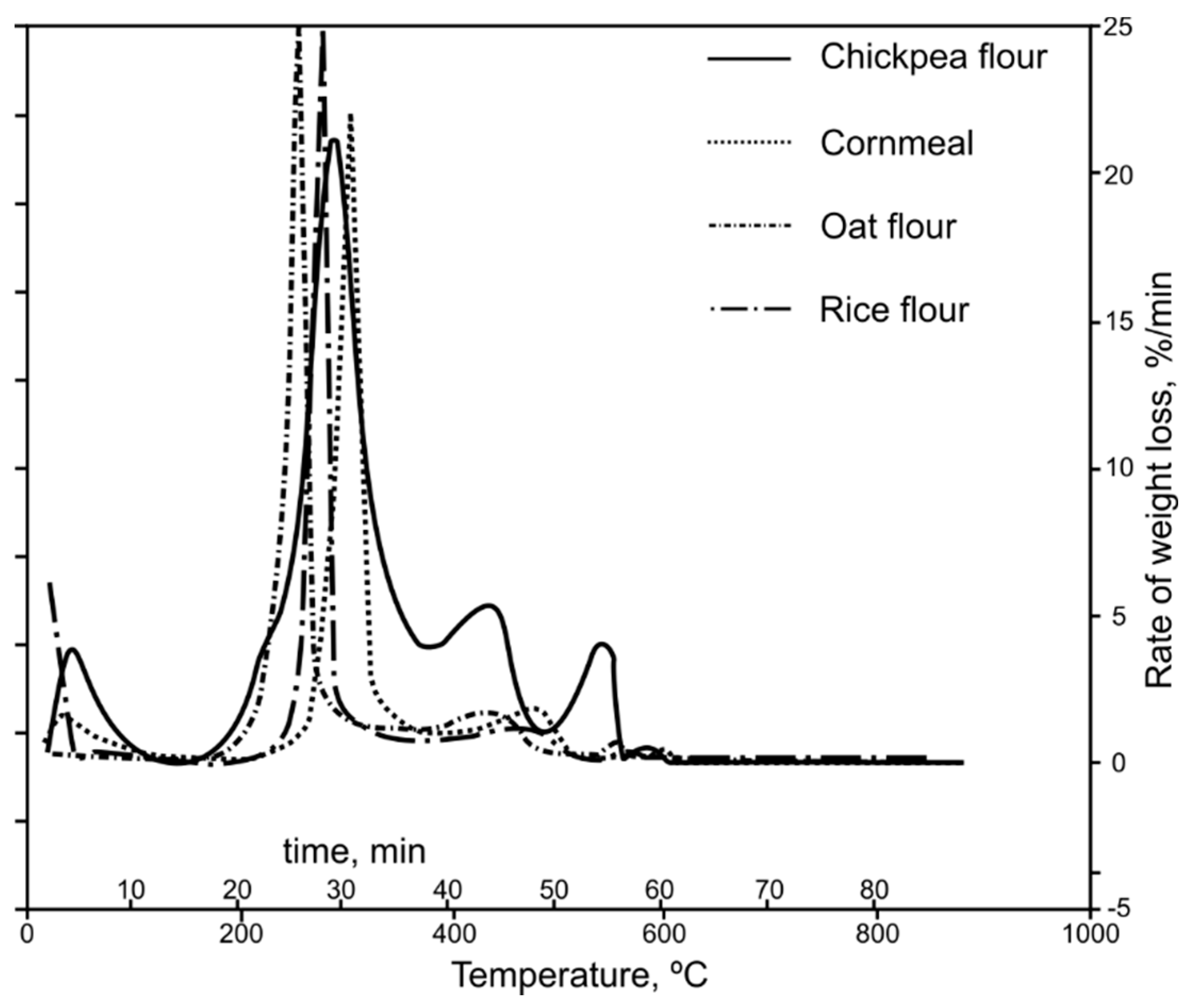
3.2. TG Analysis
3.3. Heat of Combustion
3.4. Vent Area Calulation
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Eckhoff, R.K. Dust Explosions in the Process Industries, 3rd ed.; Gulf Professional Publishing: New York, NY, USA, 2003; pp. 29–32. [Google Scholar]
- Abbasi, T.; Abbasi, S.A. Dust Explosions–Cases, Causes, Consequences, and Control. J. Hazard. Mater. 2007, 140, 7–44. [Google Scholar] [CrossRef] [PubMed]
- Krzyżanowski, M. WHO Air Quality Guidelines for Europe. J. Toxicol. Environ. 2008, 71, 47–50. [Google Scholar] [CrossRef] [PubMed]
- Malec, A.; Borowski, G. Zagrożenia Pyłowe Oraz Monitoring Powietrza Atmosferycznego. Inz. Ekol. 2016, 50, 161–170. [Google Scholar] [CrossRef]
- Imperial Sugar Company Dust Explosion and Fire. Available online: www.csb.gov/imperial-sugar-company-dust-explosion-and-fire/ (accessed on 15 November 2019).
- Pak, S.; Jung, S.A.; Roh, C.; Kang, C. Case Studies for Dangerous Dust Explosions in South Korea during Recent Years. Sustainability 2019, 11, 4888. [Google Scholar] [CrossRef]
- Yuan, Z.; Khakzad, N.; Khan, F.; Amyotte, P. Dust Explosions: A Threat to the Process Industries. Process Saf. Environ. Environ. Prot. 2015, 98, 57–71. [Google Scholar] [CrossRef]
- Washburn A Mill Explosion, 1878. Available online: www.mnopedia.org/event/washburn-mill-explosion-1878 (accessed on 15 November 2019).
- Dust Potential Factor in Statesville Flour Mill Explosion. Available online: www.wsoctv.com/news/local/dust-potential-factor-statesville-flour-mill-explo/334630560 (accessed on 15 November 2019).
- Ramirez, A.; Garcia-Torrent, J.; Aguado, P.J. Determination Of Parameters Used To Prevent Ignition Of Stored Materials And To Protect Against Explosions In Food Industries. J. Hazard Mater. 2009, 168, 115–120. [Google Scholar] [CrossRef] [PubMed]
- Smyth, S.; Cox, B.; Hetrick, T.; Ogle, R. Lessons Learned From A Milling Explosion. J. Loss Prev. Process Ind. 2019, 62, 103928. [Google Scholar] [CrossRef]
- Eckhoff, R.K. Differences and Similarities of Gas and Dust Explosions: A Critical Evaluation of The European ‘ATEX’ Directives in Relation to Dusts. J. Loss Prev. Process Ind. 2006, 19, 553–560. [Google Scholar] [CrossRef]
- Eckhoff, R.K. Understanding Dust Explosions. The Role of Power Science and Technology. J. Loss Prev. Process Ind. 2009, 22, 105–116. [Google Scholar] [CrossRef]
- Taveau, J. Dust Explosion Propagation and Isolation. J. Loss Prev. Process Ind. 2017, 48, 320–330. [Google Scholar] [CrossRef]
- Skjeltorp, A.T.; Hagdahl, T.; Jenssen, A. Underground Ammunition Storage. Blast Propagation in the Tunnel System. Report II A. Chamber Pressure, 1st ed.; Norwegian Defence Construction Service: Raufoss, Norway, 1975; pp. 6–11. [Google Scholar]
- Taveau, J. Correlations for Blast Effects From Vented Dust Explosions. J. Loss Prev. Process Ind. 2010, 23, 15–29. [Google Scholar] [CrossRef]
- Pressure Venting of Dust Explosions; VDI 3673, Part 1; Verein Deutscher Ingenieure: Düsseldorf, Germany, 2002.
- Dust Explosion Venting Protective Systems; EN 14491; Comite Europeen de Normalisation: Brussels, Belgium, 2012.
- Standard on Explosion Protection by Deflagration Venting; NFPA 68; National Fire Protection Association: Quincy, MA, USA, 2018.
- Tascon, A. Design of silos for Dust Explosions: Determination of Vent Area Sizes and Explosion Pressures. Eng. Struct. 2017, 134, 1–10. [Google Scholar] [CrossRef]
- Tascon, A.; Ramirez-Gomez, A.; Aguado, P.J. Dust Explosions in an Experimental Test Silo: Influence of Length/Diameter Ratio on Vent Area Sizes. Biosyst. Eng. 2016, 148, 18–33. [Google Scholar] [CrossRef]
- Proust, C. Dust Explosions in Pipes: A Review. J. Loss Prev. Process Ind. 1996, 9, 267–277. [Google Scholar] [CrossRef]
- Determination of Explosion Characteristics of Dust Clouds. In Determination of the Maximum Explosion Pressure Pmax of Dust Clouds; EN 14034, Part 1; Comite Europeen de Normalisation: Brussels, Belgium, 2011.
- Determination of Explosion Characteristics of Dust Clouds. In Determination of the Maximum Rate of Explosion Pressure Rise (dp/dt) max of Dust Clouds; EN 14034, Part 2; Comite Europeen de Normalisation: Brussels, Belgium, 2011.
- Determination of Explosion Characteristics of Dust Clouds-Part 3: Determination of the Lower Explosion Limit LEL of Dust Clouds; EN 14034, Part 3; Comite Europeen de Normalisation: Brussels, Belgium, 2006.
- Plastics—Thermogravimetry (TG) of Polymers—Part 1: General Principles; EN ISO 11358, Part 1; Comite Europeen de Normalisation: Brussels, Belgium, 2014.
- Reaction to Fire Tests for Products. In Determination of The Gross Heat of Combustion (Calorific Value); EN ISO 1716; Comite Europeen de Normalisation: Brussels, Belgium, 2018.
- Schuchmann, H.; Gerhards, C. Influence of particle size distribution on bulk density and flow-ability of vending powders. In Proceedings of the 7th International Congress on Engineering and Food, Brighton, UK, 13–17 April 1997; Continuum International Publishing Group Ltd.: Sheffield, UK, 1997. [Google Scholar]
- Cheremisinoff, N.P. Dust Explosion and Fire Prevention Handbook: A Guide to Good Industry Practices, 1st ed.; Scrivener Publishing Publishing: Beverly, CA, USA, 2014; pp. 53–54. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Chickpea Flour | Rice Flour | Cornmeal | Oat Flour | |
|---|---|---|---|---|
| Bulk density (g/dm3) | 340 | 580 | 540 | 344 |
| Moisture content (mass%) | 9.5 | 9.12 | 10.02 | 10.17 |
| Dust Concentration for pmax (g/m3) | Value of pmax (bar) | Concentration for (dp/dt)max (g/m3) | Value of (dp/dt)max (bar/s) | LEL (g/m3) | Value of KSt (bar·m/s) | Dust Explosion Class St | |
|---|---|---|---|---|---|---|---|
| Cornmeal dust | 750 | 7.1 | 1000 | 203 | 125 | 55 | 1 |
| Rice flour dust | 1000 | 6.7 | 1000 | 186 | 250 | 51 | 1 |
| Chickpea flour dust | 750 | 7.7 | 750 | 313 | 60 | 85 | 1 |
| Oat flour dust | 1000 | 7.0 | 1000 | 259 | 125 | 70 | 1 |
| Chickpea Flour Dust | Rice flour Dust | Cornmeal Dust | Oat Flour Dust | |
|---|---|---|---|---|
| Temperature of the beginning of thermal decomposition (°C) | 252 | 288 | 288 | 283 |
| Temperature of 50% sample mass loss (°C) | 303 | 302 | 305 | 301 |
| Temperature of maximum mass loss (°C) | 286 | 303 | 307 | 299 |
| Chickpea Flour Dust | Rice Flour Dust | Cornmeal Dust | Oat Flour Dust | |
|---|---|---|---|---|
| Heat of combustion (kJ/g) | 16.525 | 14.325 | 15.223 | 17.252 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Półka, M.; Ptak, S. Preventing Air Pollution Connected to the Explosion of Different Types of Flours in Dedicated Storage and Transportation Systems. Sustainability 2019, 11, 7256. https://doi.org/10.3390/su11247256
Półka M, Ptak S. Preventing Air Pollution Connected to the Explosion of Different Types of Flours in Dedicated Storage and Transportation Systems. Sustainability. 2019; 11(24):7256. https://doi.org/10.3390/su11247256
Chicago/Turabian StylePółka, Marzena, and Szymon Ptak. 2019. "Preventing Air Pollution Connected to the Explosion of Different Types of Flours in Dedicated Storage and Transportation Systems" Sustainability 11, no. 24: 7256. https://doi.org/10.3390/su11247256
APA StylePółka, M., & Ptak, S. (2019). Preventing Air Pollution Connected to the Explosion of Different Types of Flours in Dedicated Storage and Transportation Systems. Sustainability, 11(24), 7256. https://doi.org/10.3390/su11247256